
Valorization of Tomato Agricultural Waste for 3D-Printed Polymer Composites Based on Poly(lactic acid)

 ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
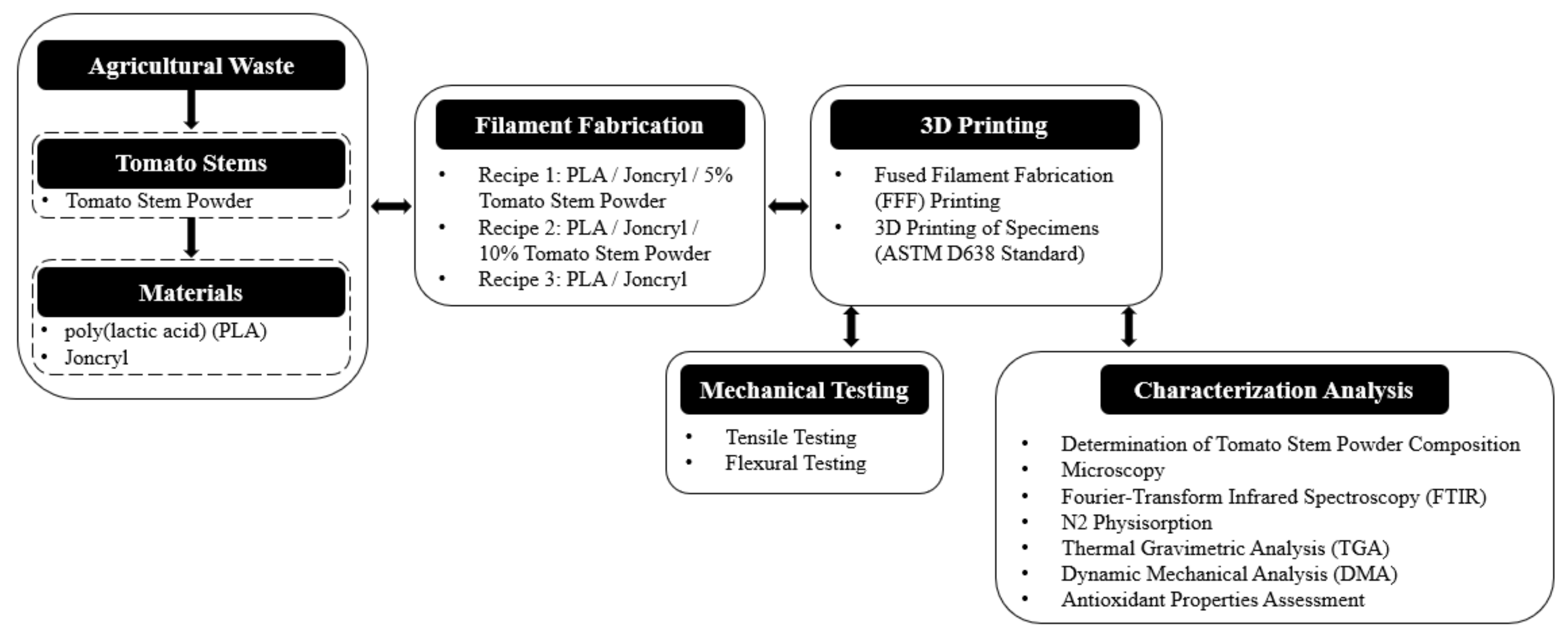
2. Materials and Methods
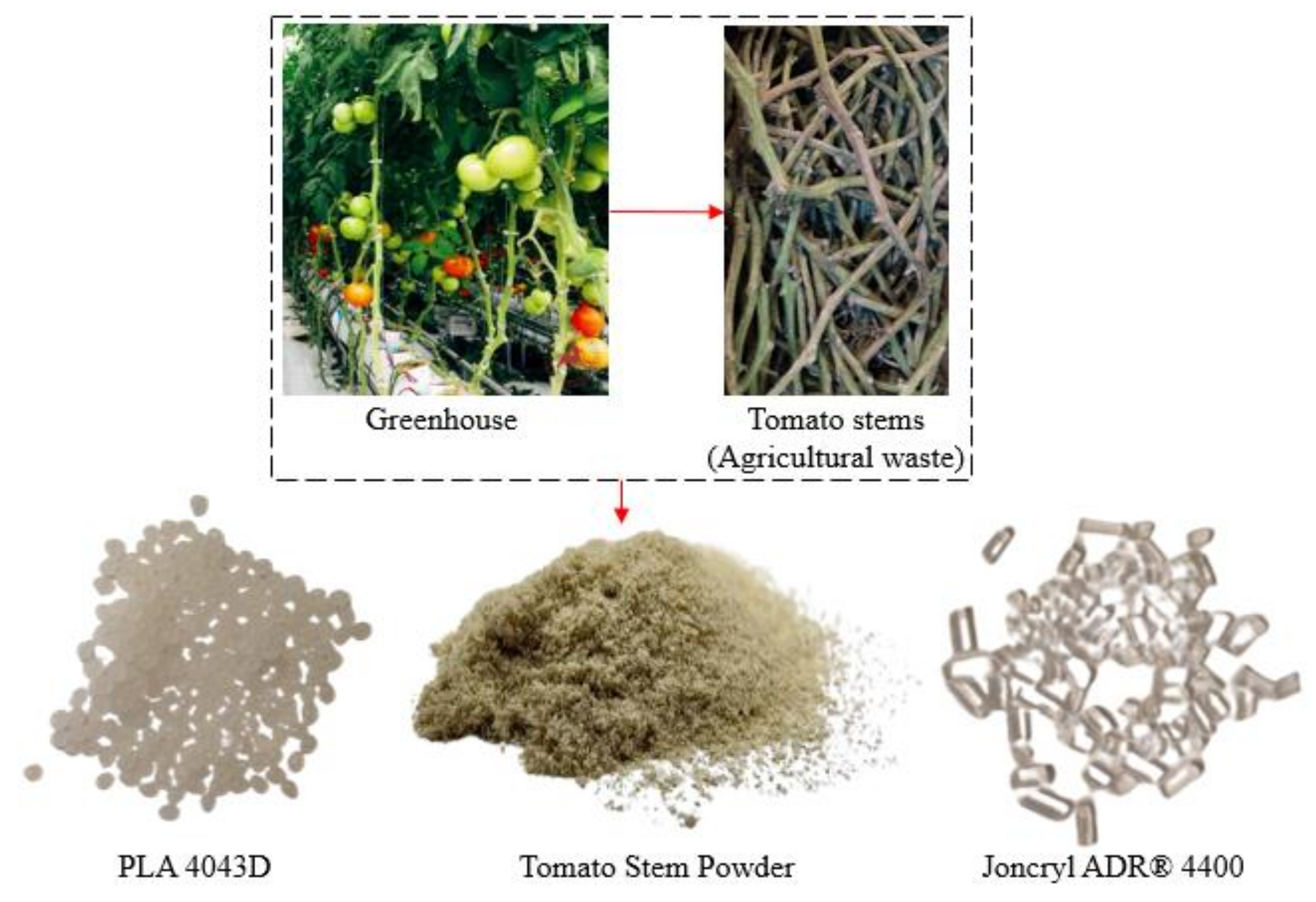
2.1. Materials
2.2. Production of Tomato Stem Powder (TSP)
2.3. Development Process of the PLA Tomato Stem Filaments
2.4. Additive Manufacturing Process
2.5. Materials Characterization
2.5.1. Determination of Tomato Stem Powder (TSP) Composition
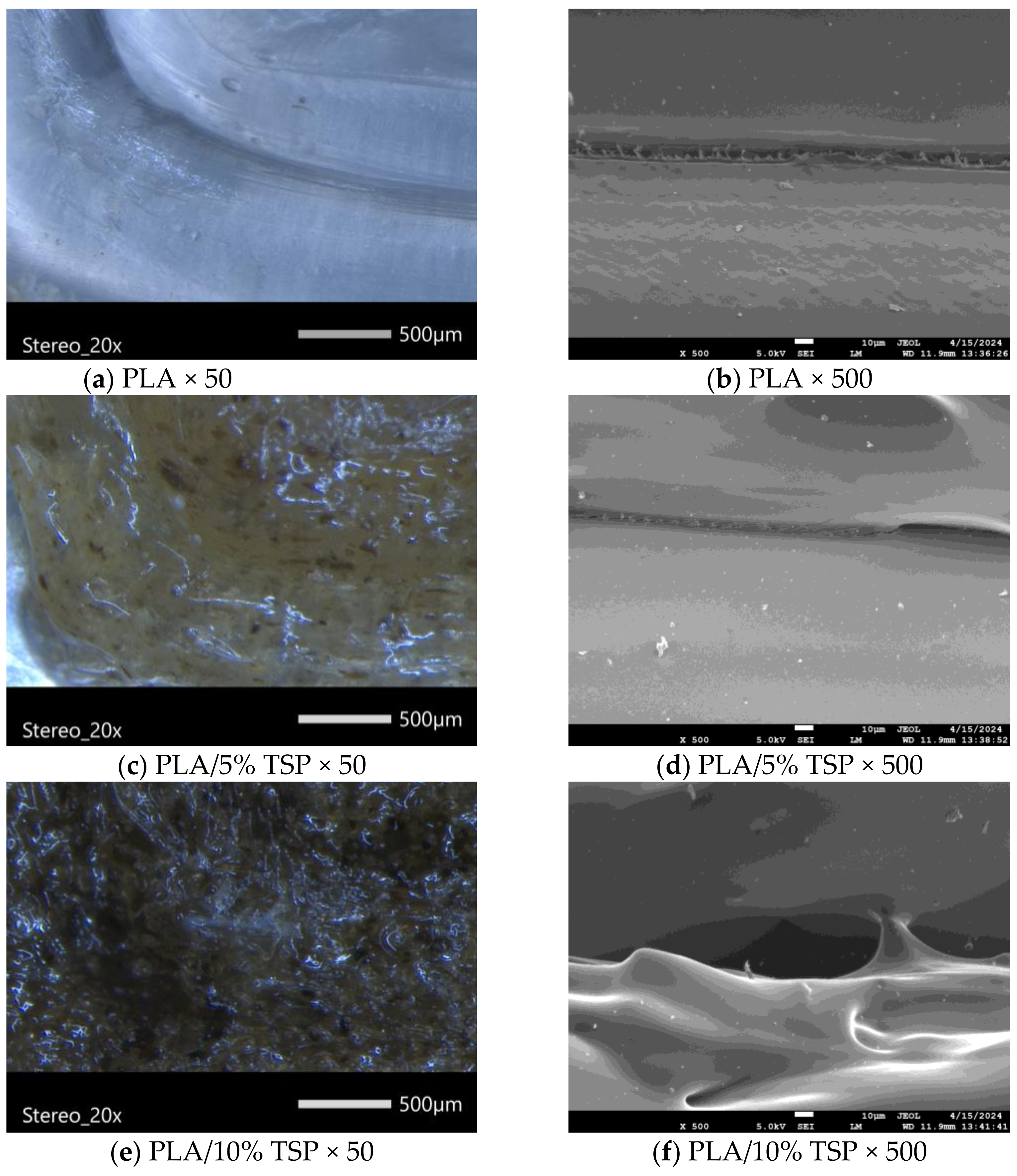
2.5.2. Microscopy
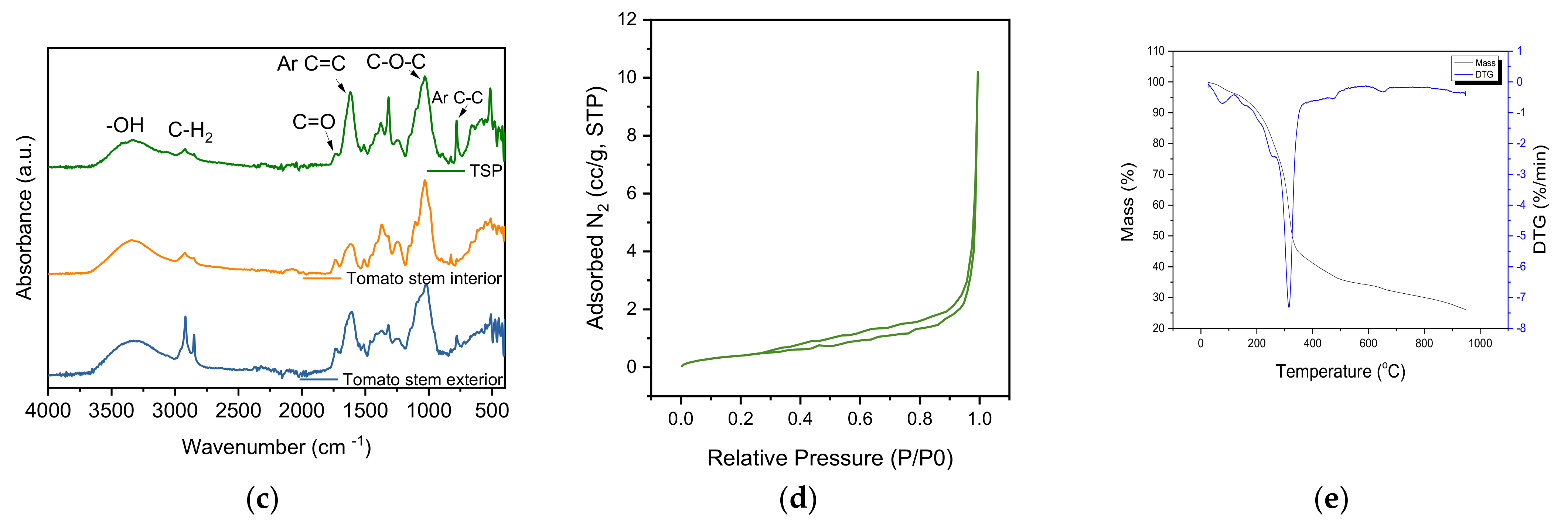
2.5.3. Fourier-Transform Infrared Spectroscopy (FTIR)
2.5.4. N2 Physisorption
2.5.5. Thermal Gravimetric Analysis (TGA)
2.5.6. Mechanical Testing
2.5.7. Dynamic Mechanical Analysis (DMA)
2.5.8. Antioxidant Properties Assessment
3. Results and Discussion
3.1. Tomato Stem Powder (TSP) Composition
3.2. Characterization of Tomato Stem Powder (TSP)
3.3. Composite’s Morphology
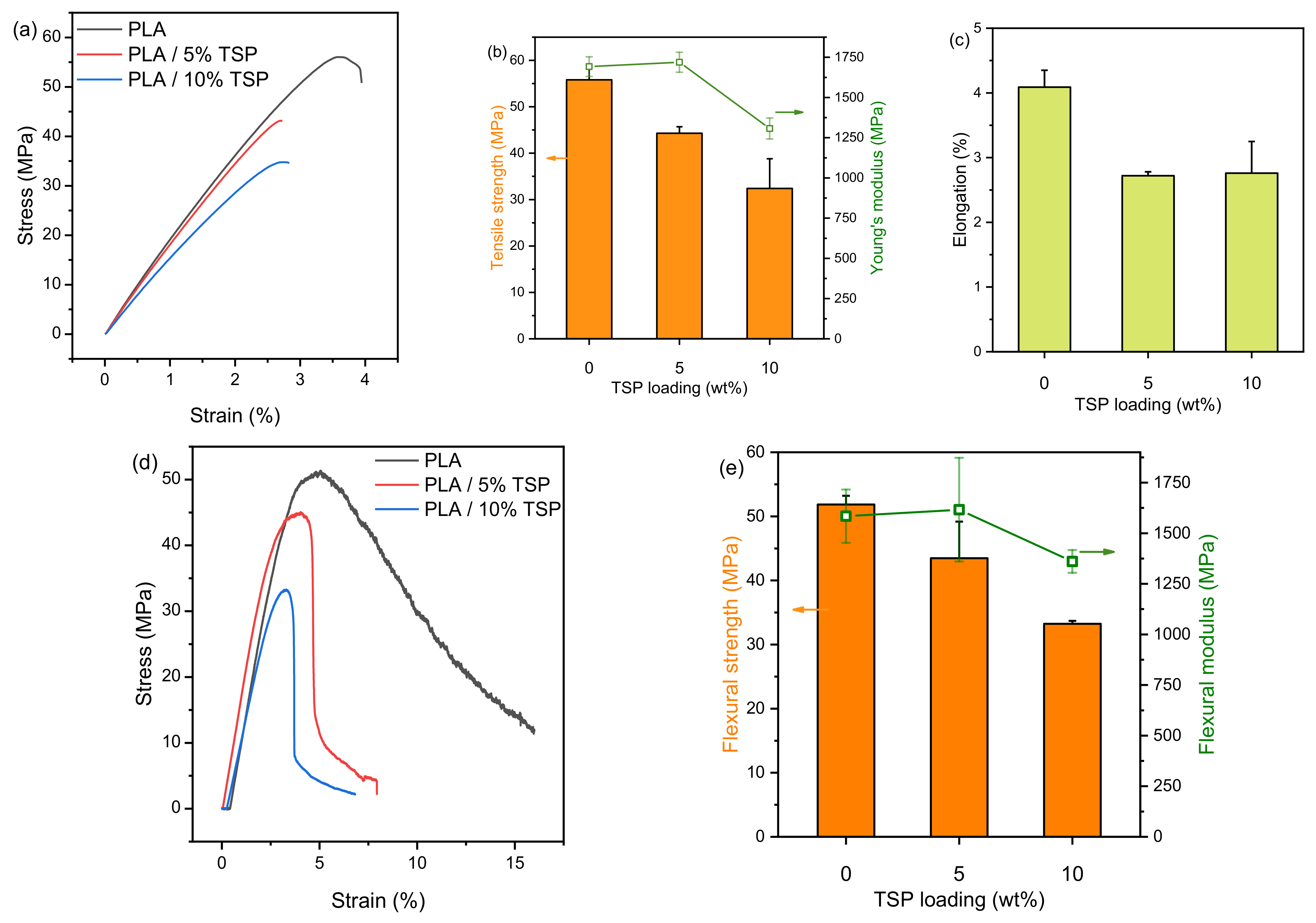
3.4. Tensile Strength Measurements
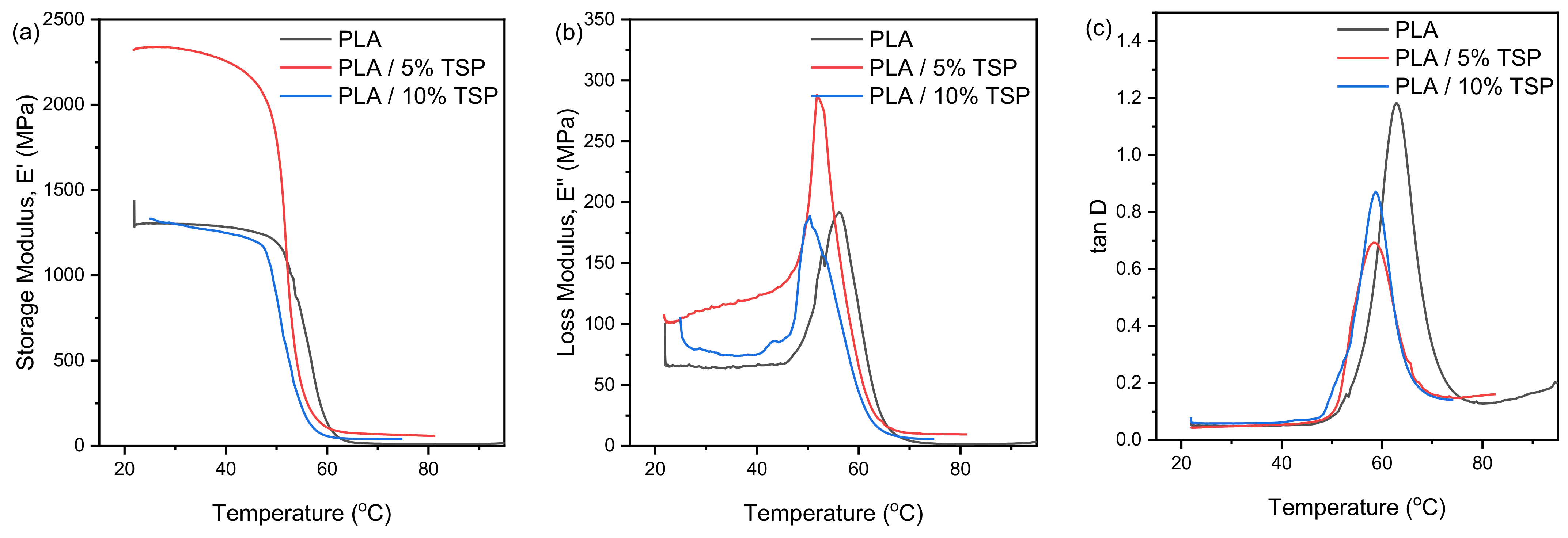
3.5. Dynamic Mechanical Analysis (DMA) Measurements
3.6. Antioxidant Properties Assessment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aloini, D.; Dulmin, R.; Mininno, V.; Stefanini, A.; Zerbino, P. Driving the Transition to a Circular Economic Model: A Systematic Review on Drivers and Critical Success Factors in Circular Economy. Sustainability 2020, 12, 10672. [Google Scholar] [CrossRef]
- Padilla-Rivera, A.; Russo-Garrido, S.; Merveille, N. Addressing the Social Aspects of a Circular Economy: A Systematic Literature Review. Sustainability 2020, 12, 7912. [Google Scholar] [CrossRef]
- Romani, A.; Rognoli, V.; Levi, M. Design, Materials, and Extrusion-Based Additive Manufacturing in Circular Economy Contexts: From Waste to New Products. Sustainability 2021, 13, 7269. [Google Scholar] [CrossRef]
- Kara, S.; Hauschild, M.; Sutherland, J.; McAloone, T. Closed-Loop Systems to Circular Economy: A Pathway to Environmental Sustainability? CIRP Ann. 2022, 71, 505–528. [Google Scholar] [CrossRef]
- Campbell-Johnston, K.; Vermeulen, W.J.V.; Reike, D.; Brullot, S. The Circular Economy and Cascading: Towards a Framework. Resour. Conserv. Recycl. X 2020, 7, 100038. [Google Scholar] [CrossRef]
- Reike, D.; Vermeulen, W.J.V.; Witjes, S. The Circular Economy: New or Refurbished as CE 3.0?—Exploring Controversies in the Conceptualization of the Circular Economy through a Focus on History and Resource Value Retention Options. Resour. Conserv. Recycl. 2018, 135, 246–264. [Google Scholar] [CrossRef]
- Razmjooei, D.; Alimohammadlou, M.; Ranaei Kordshouli, H.-A.; Askarifar, K. A Bibliometric Analysis of the Literature on Circular Economy and Sustainability in Maritime Studies. Environ. Dev. Sustain. 2024, 26, 5509–5536. [Google Scholar] [CrossRef] [PubMed]
- Khan, F.A.; Tomar, A.; Agarwal, Y.K.; Shukla, H.O. Agricultural Solid Waste Management: An Approach to Protect the Environment and Increase Agricultural Productivity. In Handbook of Solid Waste Management: Sustainability through Circular Economy; Baskar, C., Ramakrishna, S., Baskar, S., Sharma, R., Chinnappan, A., Sehrawat, R., Eds.; Springer Nature: Singapore, 2022; pp. 545–570. [Google Scholar] [CrossRef]
- Mettu, S.; Halder, P.; Patel, S.; Kundu, S.; Shah, K.; Yao, S.; Hathi, Z.; Ong, K.L.; Athukoralalage, S.; Choudhury, N.R.; et al. Valorisation of Agricultural Waste Residues. In Waste Valorisation; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2020; pp. 51–85. [Google Scholar] [CrossRef]
- Iqbal, N.; Agrawal, A.; Dubey, S.; Kumar, J.; Iqbal, N.; Agrawal, A.; Dubey, S.; Kumar, J. Role of Decomposers in Agricultural Waste Management. In Biotechnological Applications of Biomass; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- El-Ramady, H.; El-Henawy, A.; Amer, M.; Omara, A.E.-D.; Elsakhawy, T.; Elbasiouny, H.; Elbehiry, F.; Abou Elyazid, D.; El-Mahrouk, M. Agricultural Waste and Its Nano-Management: Mini Review. Egypt. J. Soil Sci. 2020, 60, 349–364. [Google Scholar] [CrossRef]
- Ayilara, M.S.; Olanrewaju, O.S.; Babalola, O.O.; Odeyemi, O. Waste Management through Composting: Challenges and Potentials. Sustainability 2020, 12, 4456. [Google Scholar] [CrossRef]
- Waqas, M.; Hashim, S.; Humphries, U.W.; Ahmad, S.; Noor, R.; Shoaib, M.; Naseem, A.; Hlaing, P.T.; Lin, H.A. Composting Processes for Agricultural Waste Management: A Comprehensive Review. Processes 2023, 11, 731. [Google Scholar] [CrossRef]
- Jain, N. Emission of Air Pollutants from Crop Residue Burning in India. Aerosol Air Qual. Res. 2014, 14, 422–430. [Google Scholar] [CrossRef]
- Haque, F.; Fan, C.; Lee, Y.-Y. From Waste to Value: Addressing the Relevance of Waste Recovery to Agricultural Sector in Line with Circular Economy. J. Clean. Prod. 2023, 415, 137873. [Google Scholar] [CrossRef]
- Pinho, A.C.; Amaro, A.M.; Piedade, A.P. 3D Printing Goes Greener: Study of the Properties of Post-Consumer Recycled Polymers for the Manufacturing of Engineering Components. Waste Manag. 2020, 118, 426–434. [Google Scholar] [CrossRef] [PubMed]
- John, M.J.; Dyanti, N.; Mokhena, T.; Agbakoba, V.; Sithole, B. Design and Development of Cellulosic Bionanocomposites from Forestry Waste Residues for 3D Printing Applications. Materials 2021, 14, 3462. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Alaimo, G.; Morreale, M. Green Composites Based on PLA and Agricultural or Marine Waste Prepared by FDM. Polymers 2021, 13, 1361. [Google Scholar] [CrossRef] [PubMed]
- Lanzotti, A.; Martorelli, M.; Maietta, S.; Gerbino, S.; Penta, F.; Gloria, A. A Comparison between Mechanical Properties of Specimens 3D Printed with Virgin and Recycled PLA. Procedia CIRP 2019, 79, 143–146. [Google Scholar] [CrossRef]
- Pechlivani, E.M.; Papadimitriou, A.; Pemas, S.; Ntinas, G.; Tzovaras, D. IoT-Based Agro-Toolbox for Soil Analysis and Environmental Monitoring. Micromachines 2023, 14, 1698. [Google Scholar] [CrossRef] [PubMed]
- Scaffaro, R.; Citarrella, M.C.; Catania, A.; Settanni, L. Green Composites Based on Biodegradable Polymers and Anchovy (Engraulis Encrasicolus) Waste Suitable for 3D Printing Applications. Compos. Sci. Technol. 2022, 230, 109768. [Google Scholar] [CrossRef]
- Dey, T.; Bhattacharjee, T.; Nag, P.; Ritika; Ghati, A.; Kuila, A. Valorization of Agro-Waste into Value Added Products for Sustainable Development. Bioresour. Technol. Rep. 2021, 16, 100834. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Grad, K.; Wiśniewski, W.; Szulc, J. The Use of Agricultural Waste in the Modification of Poly(Lactic Acid)-Based Composites Intended for 3D Printing Applications. The Use of Toughened Blend Systems to Improve Mechanical Properties. J. Compos. Sci. 2021, 5, 253. [Google Scholar] [CrossRef]
- Bahcegul, E.G.; Bahcegul, E.; Ozkan, N. 3D Printing of Hemicellulosic Biopolymers Extracted from Lignocellulosic Agricultural Wastes. ACS Appl. Polym. Mater. 2020, 2, 2622–2632. [Google Scholar] [CrossRef]
- Calì, M.; Pascoletti, G.; Gaeta, M.; Milazzo, G.; Ambu, R. New Filaments with Natural Fillers for FDM 3D Printing and Their Applications in Biomedical Field. Procedia Manuf. 2020, 51, 698–703. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; De Carolis, V.; Esposito Corcione, C. Bio-Composite Filaments Based on Poly(Lactic Acid) and Cocoa Bean Shell Waste for Fused Filament Fabrication (FFF): Production, Characterization and 3D Printing. Materials 2024, 17, 1260. [Google Scholar] [CrossRef] [PubMed]
- Pemas, S.; Xanthopoulou, E.; Terzopoulou, Z.; Konstantopoulos, G.; Bikiaris, D.N.; Kottaridi, C.; Tzovaras, D.; Pechlivani, E.M. Exploration of Methodologies for Developing Antimicrobial Fused Filament Fabrication Parts. Materials 2023, 16, 6937. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. A Review of Natural Fiber-Based Filaments for 3D Printing: Filament Fabrication and Characterization. Materials 2023, 16, 4052. [Google Scholar] [CrossRef]
- Woern, A.L.; Byard, D.J.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef] [PubMed]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical Properties and Applications of Recycled Polycarbonate Particle Material Extrusion-Based Additive Manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef] [PubMed]
- Acevedo, M.; Royano, L.; Parralejo, A.I.; Cabanillas, J.; González, J.F.; González, J. 3D Printing Filaments from Kenaf, Poplar and Agricultural Residues. In Proceedings of the 1st International Conference on Water Energy Food and Sustainability (ICoWEFS 2021), Leiria, Portugal, 10–12 May 2021; da Costa Sanches Galvão, J.R., Duque de Brito, P.S., dos Santos Neves, F., da Silva Craveiro, F.G., de Amorim Almeida, H., Correia Vasco, J.O., Pires Neves, L.M., de Jesus Gomes, R., de Jesus Martins Mourato, S., Santos Ribeiro, V.S., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 489–494. [Google Scholar] [CrossRef]
- Harshwardhan, K.; Upadhyay, K. Effective Utilization of Agricultural Waste: Review. J. Fundam. Renew. Energy Appl. 2017, 7, 237. [Google Scholar] [CrossRef]
- Puglia, D.; Pezzolla, D.; Gigliotti, G.; Torre, L.; Bartucca, M.L.; Del Buono, D. The Opportunity of Valorizing Agricultural Waste, Through Its Conversion into Biostimulants, Biofertilizers, and Biopolymers. Sustainability 2021, 13, 2710. [Google Scholar] [CrossRef]
- Terzopoulou, Z.N.; Papageorgiou, G.Z.; Papadopoulou, E.; Athanassiadou, E.; Alexopoulou, E.; Bikiaris, D.N. Green Composites Prepared from Aliphatic Polyesters and Bast Fibers. Ind. Crops Prod. 2015, 68, 60–79. [Google Scholar] [CrossRef]
- Pardalis, N.; Xanthopoulou, E.; Zamboulis, A.; Bikiaris, D. Olive Stone as a Filler for Recycled High-Density Polyethylene: A Promising Valorization of Solid Wastes from Olive Oil Industry. Sustain. Chem. Environ. 2024, 6, 100090. [Google Scholar] [CrossRef]
- Añibarro-Ortega, M.; Pinela, J.; Ćirić, A.; Martins, V.; Rocha, F.; Soković, M.D.; Barata, A.M.; Carvalho, A.M.; Barros, L.; Ferreira, I.C.F.R. Valorisation of Table Tomato Crop By-Products: Phenolic Profiles and In Vitro Antioxidant and Antimicrobial Activities. Food Bioprod. Process. 2020, 124, 307–319. [Google Scholar] [CrossRef]
- Food and Agriculture Organization of the United Nations. Crop, Livestock and Food. Available online: http://www.fao.org/food-agriculture-statistics/data-release/crop-livestock-and-food/en/ (accessed on 25 April 2024).
- Jeguirim, S.E. CHAPTER FIVE—Tomato Wastes Valorization for Bio-Based Materials Production. In Tomato Processing by-Products; Jeguirim, M., Zorpas, A., Eds.; Academic Press: Cambridge, MA, USA, 2022; pp. 149–170. [Google Scholar] [CrossRef]
- Fritsch, C.; Staebler, A.; Happel, A.; Cubero Márquez, M.A.; Aguiló-Aguayo, I.; Abadias, M.; Gallur, M.; Cigognini, I.M.; Montanari, A.; López, M.J.; et al. Processing, Valorization and Application of Bio-Waste Derived Compounds from Potato, Tomato, Olive and Cereals: A Review. Sustainability 2017, 9, 1492. [Google Scholar] [CrossRef]
- Kraiem, N.; Lajili, M.; Limousy, L.; Said, R.; Jeguirim, M. Energy Recovery from Tunisian Agri-Food Wastes: Evaluation of Combustion Performance and Emissions Characteristics of Green Pellets Prepared from Tomato Residues and Grape Marc. Energy 2016, 107, 409–418. [Google Scholar] [CrossRef]
- Boccia, F.; Di Donato, P.; Covino, D.; Poli, A. Food Waste and Bio-Economy: A Scenario for the Italian Tomato Market. J. Clean. Prod. 2019, 227, 424–433. [Google Scholar] [CrossRef]
- Marinos, S.; Terpsithea, P.; Hamdi, H.; Michail, T.; Zorpas, A.A.; Agapios, A. CHAPTER SIX—Biochar Production from the Pyrolysis of Tomato Processing Residues. In Tomato Processing by-Products; Jeguirim, M., Zorpas, A., Eds.; Academic Press: Cambridge, MA, USA, 2022; pp. 171–200. [Google Scholar] [CrossRef]
- Ji, A.; Zhang, S.; Bhagia, S.; Yoo, C.G.; Ragauskas, A.J. 3D Printing of Biomass-Derived Composites: Application and Characterization Approaches. RSC Adv. 2020, 10, 21698–21723. [Google Scholar] [CrossRef] [PubMed]
- Hassan, M.; Mohanty, A.K.; Misra, M. 3D Printing in Upcycling Plastic and Biomass Waste to Sustainable Polymer Blends and Composites: A Review. Mater. Des. 2024, 237, 112558. [Google Scholar] [CrossRef]
- Shi, S.; Jiang, Y.; Ren, H.; Deng, S.; Sun, J.; Cheng, F.; Jing, J.; Chen, Y. 3D-Printed Carbon-Based Conformal Electromagnetic Interference Shielding Module for Integrated Electronics. Nano-Micro Lett. 2024, 16, 85. [Google Scholar] [CrossRef]
- Ruan, J.; Chang, Z.; Rong, H.; Alomar, T.S.; Zhu, D.; AlMasoud, N.; Liao, Y.; Zhao, R.; Zhao, X.; Li, Y.; et al. High-Conductivity Nickel Shells Encapsulated Wood-Derived Porous Carbon for Improved Electromagnetic Interference Shielding. Carbon 2023, 213, 118208. [Google Scholar] [CrossRef]
- Pechlivani, E.M.; Papadimitriou, A.; Pemas, S.; Giakoumoglou, N.; Tzovaras, D. Low-Cost Hyperspectral Imaging Device for Portable Remote Sensing. Instruments 2023, 7, 32. [Google Scholar] [CrossRef]
- Bhagia, S.; Bornani, K.; Agrawal, R.; Satlewal, A.; Ďurkovič, J.; Lagaňa, R.; Bhagia, M.; Yoo, C.G.; Zhao, X.; Kunc, V.; et al. Critical Review of FDM 3D Printing of PLA Biocomposites Filled with Biomass Resources, Characterization, Biodegradability, Upcycling and Opportunities for Biorefineries. Appl. Mater. Today 2021, 24, 101078. [Google Scholar] [CrossRef]
- Grigora, M.-E.; Terzopoulou, Z.; Tsongas, K.; Klonos, P.; Kalafatakis, N.; Bikiaris, D.N.; Kyritsis, A.; Tzetzis, D. Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs. Polymers 2021, 13, 1381. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- Margellou, A.G.; Pappa, C.P.; Psochia, E.A.; Petala, M.D.; Triantafyllidis, K.S. Mild Isolation and Characterization of Surface Lignin from Hydrothermally Pretreated Lignocellulosic Forestry and Agro-Industrial Waste Biomass. Sustain. Chem. Pharm. 2023, 33, 101056. [Google Scholar] [CrossRef]
- Margellou, A.G.; Lazaridis, P.A.; Charisteidis, I.D.; Nitsos, C.K.; Pappa, C.P.; Fotopoulos, A.P.; Van den Bosch, S.; Sels, B.F.; Triantafyllidis, K.S. Catalytic Fast Pyrolysis of Beech Wood Lignin Isolated by Different Biomass (Pre)Treatment Processes: Organosolv, Hydrothermal and Enzymatic Hydrolysis. Appl. Catal. A Gen. 2021, 623, 118298. [Google Scholar] [CrossRef]
- ASTM D790-15; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- Riseh, R.S.; Vazvani, M.G.; Hassanisaadi, M.; Thakur, V.K. Agricultural Wastes: A Practical and Potential Source for the Isolation and Preparation of Cellulose and Application in Agriculture and Different Industries. Ind. Crops Prod. 2024, 208, 117904. [Google Scholar] [CrossRef]
- Singh, R.P.; Sarkar, A. Waste Management: Challenges, Threats and Opportunities; Nova Science Publishers, Incorporated: Hauppauge, NY, USA, 2015. [Google Scholar]
- Bourmaud, A.; Konschak, K.; Buffet, C.; Calatraba, M.; Rudolph, A.L.; Kervoëlen, A.; Gautherot, B.; Bonnin, E.; Beaugrand, J. A Circular Approach for the Valorization of Tomato By-Product in Biodegradable Injected Materials for Horticulture Sector. Polymers 2023, 15, 820. [Google Scholar] [CrossRef] [PubMed]
- Uner, B.; Kömbeci, K.; Akgul, M. The Utilization of Tomato Stalk in Fiber Production: NaOH and CaO Pulping Process. Wood Res. 2016, 61, 927–936. [Google Scholar]
- Güntekin, E.; Uner, B.; Karakus, B. Chemical Composition of Tomato (Solanum lycopersicum) Stalk and Suitability in the Particleboard Production. J. Environ. Biol./Acad. Environ. Biol. India 2009, 30, 731–734. [Google Scholar]
- Olam, M. Determining of Process Parameters of the PLA/Titanium Dioxide/Hydroxyapatite Filament. Adv. Mater. Process. Technol. 2022, 8, 4776–4787. [Google Scholar] [CrossRef]
- Liao, Y.; Liu, C.; Coppola, B.; Barra, G.; Di Maio, L.; Incarnato, L.; Lafdi, K. Effect of Porosity and Crystallinity on 3D Printed PLA Properties. Polymers 2019, 11, 1487. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-Looped Recycling of Polylactic Acid Used in 3D Printing: An Experimental Investigation and Life Cycle Assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Processing of Poly(Lactic Acid): Characterization of Chemical Structure, Thermal Stability and Mechanical Properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Garzon-Hernandez, S.; Garcia-Gonzalez, D.; Jérusalem, A.; Arias, A. Design of FDM 3D Printed Polymers: An Experimental-Modelling Methodology for the Prediction of Mechanical Properties. Mater. Des. 2020, 188, 108414. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid Prototyping of Continuous Carbon Fiber Reinforced Polylactic Acid Composites by 3D Printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Dong, J.; Li, M.; Zhou, L.; Lee, S.; Mei, C.; Xu, X.; Wu, Q. The Influence of Grafted Cellulose Nanofibers and Postextrusion Annealing Treatment on Selected Properties of Poly(Lactic Acid) Filaments for 3D Printing. J. Polym. Sci. Part B Polym. Phys. 2017, 55, 847–855. [Google Scholar] [CrossRef]
- Manríquez-Altamirano, A.; Sierra-Pérez, J.; Muñoz, P.; Gabarrell, X. Identifying Potential Applications for Residual Biomass from Urban Agriculture through Eco-Ideation: Tomato Stems from Rooftop Greenhouses. J. Clean. Prod. 2021, 295, 126360. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | |||||
|---|---|---|---|---|---|
| TSP Loading (wt. %) | Tensile Strain at Break (%) | Tensile Stress at Maximum Load (mpa) | Young’s Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) |
| 0 | 4.09 ± 0.26 | 55.8 ± 3.4 | 1692 ± 61 | 51.85 ± 1.37 | 1584.03 ± 131.59 |
| 5 | 2.72 ± 0.06 | 44.3 ± 1.4 | 1719 ± 62 | 43.47 ± 5.70 | 1616.44 ± 255.93 |
| 10 | 2.76 ± 0.49 | 32.4 ± 6.4 | 1307 ± 65 | 33.23 ± 0.47 | 1360.41 ± 56.25 |
| Viscoelastic Properties | |||
|---|---|---|---|
| TSP Loading (wt. %) | Storage Modulus, E′, at 25 °C (MPa) | Storage Modulus, E′, at 75 °C (MPa) | Glass Transition Temperature, Tg (°C) |
| 0 | 1305 | 12 | 62.9 |
| 5 | 2338 | 65 | 57.6 |
| 10 | 1332 | 40 | 58.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pemas, S.; Gkiliopoulos, D.; Samiotaki, C.; Bikiaris, D.N.; Terzopoulou, Z.; Pechlivani, E.M. Valorization of Tomato Agricultural Waste for 3D-Printed Polymer Composites Based on Poly(lactic acid). Polymers 2024, 16, 1536. https://doi.org/10.3390/polym16111536
Pemas S, Gkiliopoulos D, Samiotaki C, Bikiaris DN, Terzopoulou Z, Pechlivani EM. Valorization of Tomato Agricultural Waste for 3D-Printed Polymer Composites Based on Poly(lactic acid). Polymers. 2024; 16(11):1536. https://doi.org/10.3390/polym16111536
Chicago/Turabian StylePemas, Sotirios, Dimitrios Gkiliopoulos, Christina Samiotaki, Dimitrios N. Bikiaris, Zoi Terzopoulou, and Eleftheria Maria Pechlivani. 2024. "Valorization of Tomato Agricultural Waste for 3D-Printed Polymer Composites Based on Poly(lactic acid)" Polymers 16, no. 11: 1536. https://doi.org/10.3390/polym16111536
APA StylePemas, S., Gkiliopoulos, D., Samiotaki, C., Bikiaris, D. N., Terzopoulou, Z., & Pechlivani, E. M. (2024). Valorization of Tomato Agricultural Waste for 3D-Printed Polymer Composites Based on Poly(lactic acid). Polymers, 16(11), 1536. https://doi.org/10.3390/polym16111536