
A Concise Review of the Components and Properties of Wood–Plastic Composites



Abstract
1. Introduction
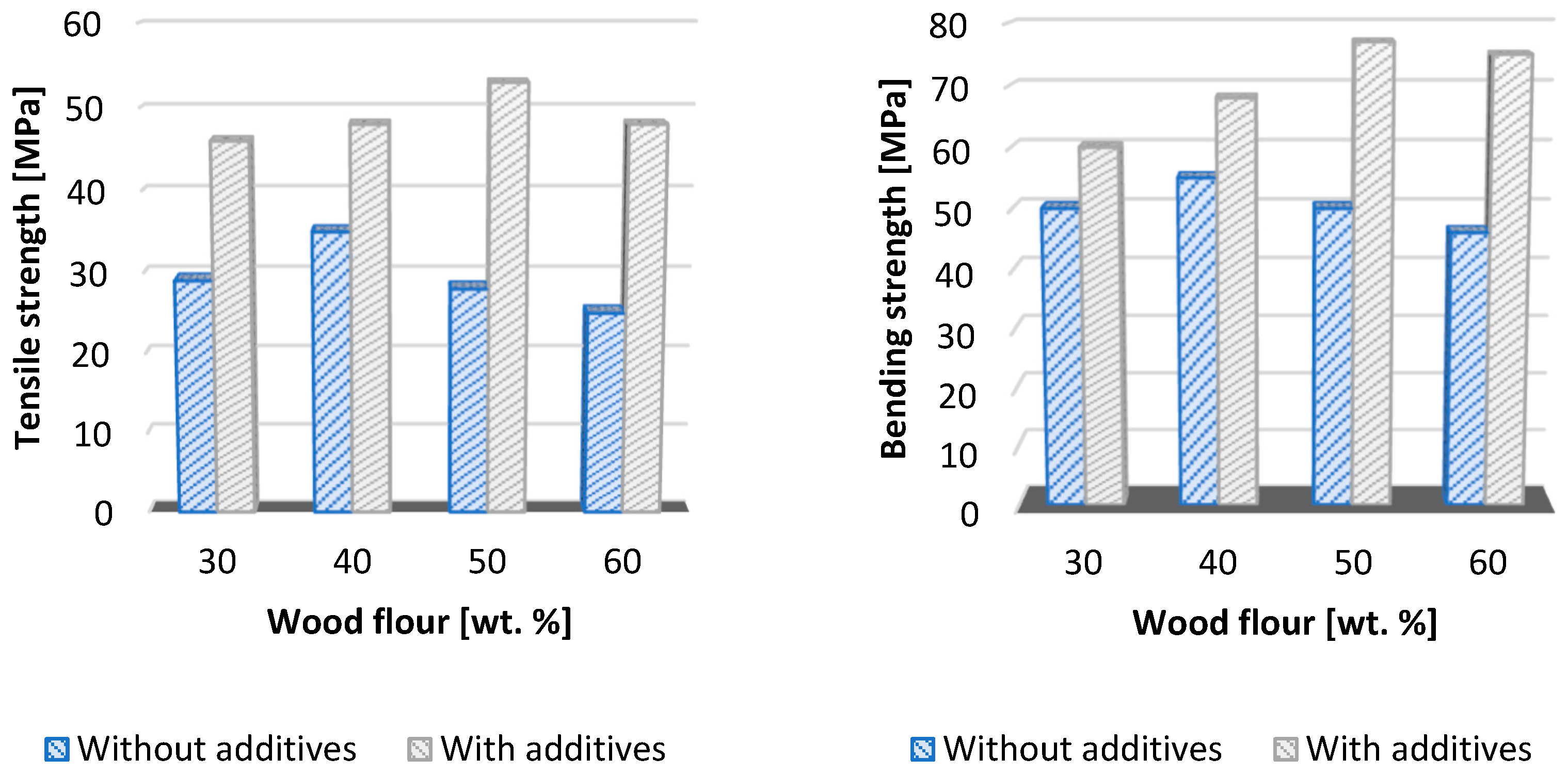
- The significant incompatibility of the polymeric matrix and the natural fillers, which leads to uneven dispersion and reduced mechanical properties values (by adding suitable additives, the properties can be favorably modified);
- Changes in color, which, unlike natural wood, settles within a few days;
- Higher acquisition costs (the ratio of initial investment and the service life of the product is ultimately favorable).
- In 1906, wood flour was used for the first time as an additional component in adhesives. The first composite with an organic filler and a phenol-formaldehyde matrix, referred to as bakelite (used on the knob in a Rolls Royce car);
- Since 1970, the Italian company GOR Applicazioni Speciali S. p. A. began to use wood fillers and resin composite material (in a ratio of 50/50) in car interior panels;
- Similarly, Italian extrusion in the production of material (car components) consisting of a polypropylene matrix and an organic filler (50% wood flour) occurred;
- In 1991, the first conference on organic-filled plastics was held (Madison, USA) with the participation of 50 research workers and the manufacturers themselves. Then, 12 years later, the 7th International Conference on WPCs was held in the same city with 400 participants in attendance;
- In 1993, the Andersen Corporation (Bayport, MN, USA) began producing wood-filled plastics with a PVC matrix used for the production of door components (the components contained 40% wood reinforcement); three years later, a US company grouping participated in the development of equipment for pallet production;
- In the 1990s, the WPC market expanded; the material started to be used for flooring in industrial zones, picnic tables, door frames, and beams. In the same period, the Strandex Corporation (Madison, WI, USA) patented a technology for extruding profiles with a high content of wood fibers (about 70% in volume) without the need for finishing technologies;
- The beginning of the 21st century marked an increase in the demand for these composite materials, and their production increased by 14% annually in the EU and 18% in North America. Over the last 5 years, there has been a 50% increase in interest in WPCs in the area of construction. Over the same time horizon, there has been a 15% increase in interest from automotive manufacturers in materials with natural reinforcement.
2. Components of Composite Materials Based on WPCs
2.1. Organic Fillers
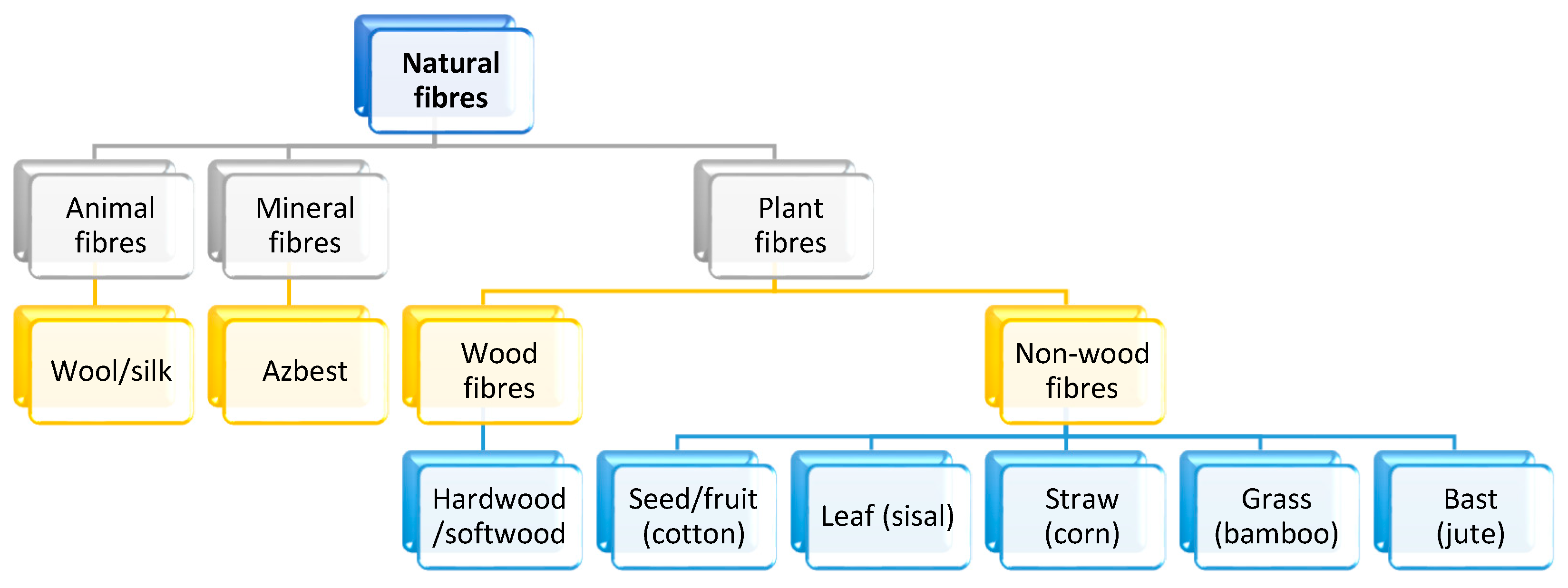
2.2. Wooden Fillers

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| US Standard Mesh |  | Diameter of Particle |
| 20 | 841 µm | |
| 30 | 595 µm | |
| 40 | 420 µm | |
| 50 | 297 µm | |
| 60 | 250 µm | |
| 70 | 210 µm | |
| 80 | 177 µm | |
| 100 | 149 µm | |
| 120 | 125 µm | |
| 140 | 105 µm | |
| 170 | 88 µm | |
| 200 | 74 µm | |
| 230 | 63 µm | |
| 270 | 53 µm | |
| 325 | 45 µm | |
| 400 | 37 µm |
- The values of the notch toughness of the WPC material increase with increasing time intervals of the wood flour crushing process;
- The highest values of the tensile strength and bending strength of WPC products were recorded when applying particles crushed for 30 min (regardless of the method of the particles’ drying).
2.3. Polymeric Matrices
2.4. Additives
- (a)
- Coupling agents are applied to the composite material components in the mixing phase; the process is called a one-step process;
- (b)
- Coupling agents are applied to the wood fibers before the components are mixed (two-step process);
- (c)
- Coupling agents are applied to a certain volume of wood fibers and polymer granulate as a concentration batch (the resulting mixture is formed by diluting the concentrate).
- External lubricants, which help to move the mixture in the melting screw barrel and ensure that it does not stick to the functional parts of the press (the molecules of the external lubricants are incompatible and do not mix with the mixture), as well as reduce the temperature of the process. These include paraffins, zinc stearates, and PE waxes;
- Internal lubricants, which reduce the shear forces and viscosity of the thermoplastic matrix at high shear rates and improve the melt viscosity. Acid esters and alcohols are included here; they are compatible with the mixture at high temperatures.
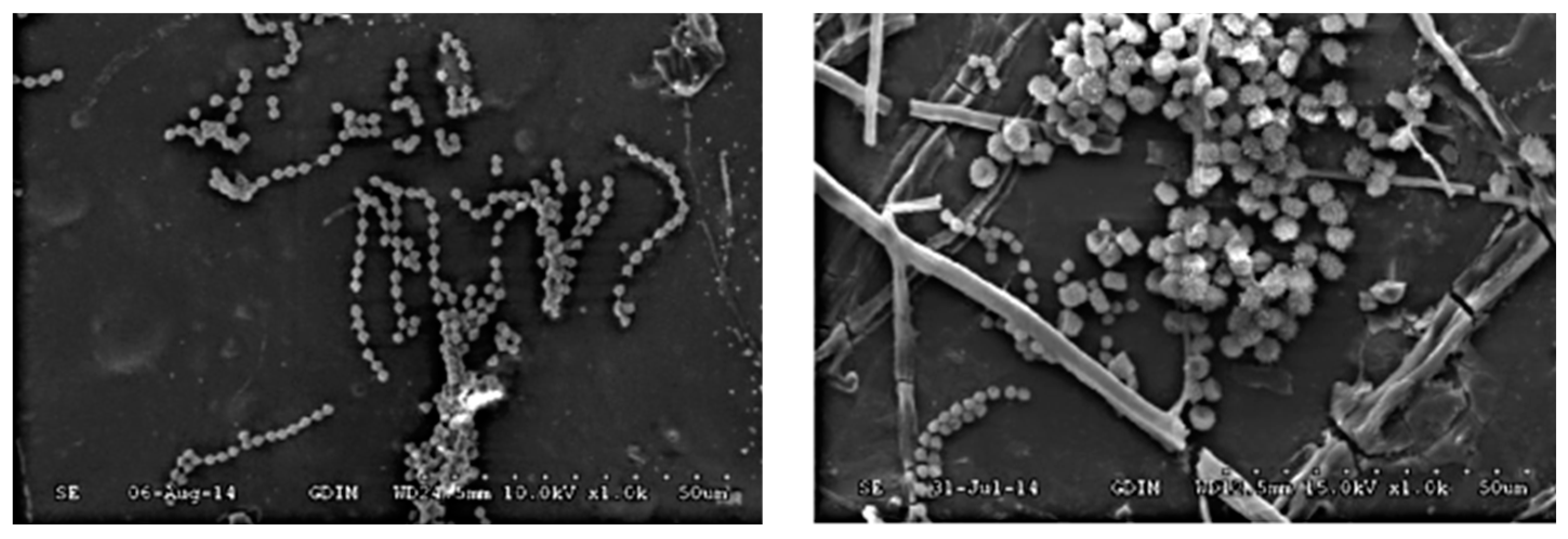
- Efficacy against a wide spectrum of microbial activity (fungi, mold, and bacteria);
- Efficacy at low concentrations;
- Harmlessness to higher organisms;
- Safety used.
3. Properties of Wood Plastic Composites
- Polymer type (Simonsen et al., 2004 showed higher protection of products against H2O via the application of the HDPE matrix, while the use of biopolymers was illustrated by Candelier et al., 2019);
- Modification of wood flour (Wei et al., 2013 used esterified wood flour from poplar, which increased the moisture resistance/dimensional stability when compared with a sample where the flour was not modified);
- Type of wood flour (Xu et al., 2015 compared six types of wood flour and their impact on resistance in different directions. For more information, see Figure 5);
- Additives and biocides (Verhey et al., 2001 and Klyosov, 2007 showed that the application of zinc borate, ZnB, increased the resistance to wood-decaying fungi. Similarly, the application of a 3% CCC regulator was performed in a study by Lu et al., 2008);
- Increasing the content of thermoplastics at the expense of wood flour.
4. Conclusions
- The application of composite materials with natural reinforcements can contribute to reducing the carbon footprint (natural fibers can fully replace some types of synthetic fibers);
- In addition to standard polymers, biodegradable plastics based on PLA, PHA, PHB, and PHBV can also be applied in the case of NFC (WPC) matrices (the processing temperature is a limiting factor);
- The final properties of products depend on several attributes, including the type of matrix/reinforcement, the volume of filler or fibers (in the case of fibers, also their orientation), the particle morphology, the technological process of filler/fiber production, the surface adhesion of the examined materials, the interphase formation between the components, etc.;
- Adding modifiers (additives) affects a wide range of properties that are mechanical/user-related. The type and percentage of the applied modifier should be determined based on the conditions in which the product will be applied. The portfolio of additives offered/used in the NFC (WPC) manufacturing process is currently sufficiently broad (compatibilizers, lubricants, biocides, pigments, flame retardants, fillers, etc.). Some additives serve multiple functions; for example, pigments with UV stabilizer functions.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klyosov, A.A. Wood-Plastic Composites, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Niska, K.O.; Sain, M. (Eds.) Wood-Polymer Composites; Woodhead Publishing: Cambridge, UK, 2008. [Google Scholar]
- Najafi, S.K. Use of recycled plastic in wood plastic composites—A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef]
- Hutyrová, Z. Príspevok k Riešeniu Problematiky Trieskového Obrábania Kompozitných Materiálov na Báze WPC. Ph.D. Thesis, Technical University of Košice, Košice, Slovakia, 2012. [Google Scholar]
- Nicholas, D.D. (Ed.) Wood Deterioration and Its Prevention by Preservative Treatments: Volume 1: Degradation and Protection of Wood; Syracuse University Press: Syracuse, NY, USA, 1982. [Google Scholar]
- Tabari, H.Z.; Nourbakhsh, A.; Ashori, A. Effect of nanoclay and coupling agent on the physico-mechanical, morphological, and thermal properties of wood flour/polypropylene composites. Polym. Eng. Sci. 2011, 51, 272–277. [Google Scholar] [CrossRef]
- Hodzic, A.; Shanks, R. (Eds.) Natural Fibre Composites: Materials, Processes, and Properties; Woodhead Publishing: Cambridge, UK, 2014. [Google Scholar]
- Campilho, R.D.S.G. Natural Fiber Composites; Taylor & Francis Group: Boca Raton, FL, USA, 2016; pp. 1–10. [Google Scholar]
- Gottfried, W.E. Polymerní Kompozitní Materiály, 1st ed.; Scientia: Praha, Czech Republic, 2009; pp. 61–62. [Google Scholar]
- Mitaľová, Z.; Mitaľ, D.; Simkulet, V. Application of Composite Materials Natural Fibers in Automotive Industry–Short Review. In Proceedings of the EAI International Conference on Automation and Control in Theory and Practice, Stará Lesná, Slovakia, 8–10 February 2023. [Google Scholar]
- Pickering, K.I.; Aruan Efendy, M.G.; Le, T.M. A review of recent development in natural fibre composites and their mechanical performance. Compos. A Appl. Sci. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Mitaľová, Z. Hodnotenie Topografie Povrchu Drevom Plnených Plastov po Obrábaní Konvenčnými/Nekonvenčnými Technológiami Obrábania. Habilitation Thesis, Faculty of Manufacturing Technologies of Technical University of Košice with Seat, Prešov, Slovakia, 2023. [Google Scholar]
- Stokke, D.D.; Wu, Q.; Han, G. Introduction to Wood and Natural Fiber Composites; John Wiley & Sons: Chichester, UK, 2007; pp. 61–83. [Google Scholar]
- Chen, C.; Peng, S.; Fei, B.; Zhuang, Y.; Dong, L.; Feng, Z.; Chen, S.; Xia, H. Synthesis and characterization of maleated poly(3-hydroxybutyrate). J. Appl. Polym. Sci. 2003, 88, 659–668. [Google Scholar] [CrossRef]
- Forest Service U. S. Department of Agriculture. General Technical Report FPL–GTR–91; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA. Available online: https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr91.pdf (accessed on 14 February 2024).
- Hornsby, P.R.; Hinrichsen, E.; Tarvedi, K. Preparation and properties of polypropylene composites reinforced with wheta and flax straw fibres: Part I. Fibre characterization. J. Mater. Sci. 1997, 32, 443–449. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Abdullah, A.; Volk, J. Barley husk and coconut shell reinforced polypropylene composites: The effect of fibre physical, chemical and surface proper. Compos. Sci. Technol. 2010, 70, 840–846. [Google Scholar] [CrossRef]
- Kumar, V.; Sinha, S.; Singh Saini, M.; Kanungo, B.K.; Biswas, P. Rice husk as reinforcing filler in polypropylene composites. Rev. Chem. Eng. 2010, 26, 41–53. [Google Scholar] [CrossRef]
- Forest Service U. S. Department of Agriculture. Available online: https://www.fpl.fs.usda.gov/documnts/pdf2002/chow02a.pdf (accessed on 14 February 2024).
- Taj, S. Preparation and Characterization of Agro-Wastes Based Polymer Composites for Commercial Use. Ph.D. Thesis, University of Punjab, Punjab, Pakistan, 2009. [Google Scholar]
- Murayama, K.; Ueno, T.; Kobori, H.; Kojima, Y.; Suzuki, S.; Aoki, K.; Ito, H.; Ogoe, S.; Okamoto, M. Mechanical properties of wood/plastic composites formed using wood flour produced by wet ball-milling under various milling times and drying methods. J. Wood Sci. 2019, 65, 5. [Google Scholar] [CrossRef]
- Stark, N.M.; Rowlands, R.E. Effect of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood Fiber Sci. 2003, 35, 167–174. [Google Scholar]
- Salamane, M.G.; Luyt, A. Thermal and mechanical properties of polypropylene-wood powder composites. J. Appl. Polym. Sci. 2006, 100, 4173–4180. [Google Scholar] [CrossRef]
- Merck: Particle Size Conversation Table. Available online: https://www.sigmaaldrich.com/SK/en/support/calculators-and-apps/particle-size-conversion-table (accessed on 30 April 2024).
- Technavio. Available online: https://www.businesswire.com/news/home/20170310005591/en/Growth-in-Housing-and-Construction-Industries-Will-Drive-the-Wood-Plastic-Composites-Market-Says-Technavio (accessed on 10 May 2021).
- Puglia, D.; Biagiotti, J.; Kenny, J.M.A. A review on natural fibre-based composites-Part II.: Application of natural reinforcement in composite materials for automotive industry. J. Nat. Fibers 2005, 1, 26–65. [Google Scholar] [CrossRef]
- Morreale, M.; Scaffaro, R.; Maio, A.; La Mantia, F.P. Effect of adding wood flour to the physical properties of a biodegradable polymer. Compos. Part. A Appl. Sci. Manuf. 2008, 39, 503–513. [Google Scholar] [CrossRef]
- Srubar III, W.V.; Pilla, S.; Wright, Z.C.; Green, J.P.; Frank, C.W.; Billington, S.L. Mechanisms, and impact of fiber-matrix compatibilization techniques on the material, characterization of PHBV/oak wood four engineered bio-based composites. Compos. Sci. Technol. 2012, 72, 708–715. [Google Scholar] [CrossRef]
- Kirsi, I.; Lahtinen, P.; Torvinen, K. Potential of Hemp in Thermoplastic Biocomposites—The Effect of Fibre Structure. In Advances in Natural Fibre Composites; Springer: Cham, Switzerland, 2017. [Google Scholar]
- PT Plastics Technology. Available online: https://www.ptonline.com/articles/wood-filled-plastics-they-need-the-right-additives-for-strength-good-looks-and-long-life (accessed on 10 February 2022).
- Meyer, J.A. Crosslinking affects sanding properties of wood-plastic. Forest Prod. J. 1968, 18, 89. [Google Scholar]
- Gaylord, N.G. Compatibilization of Hydroxyl Containing Materials and Thermoplastic Polymers. U.S. Patent No. 3,645,939, 29 February 1972. [Google Scholar]
- Naguib, H.M.; Fandil, U.F.; Hashem, A.I.; Boghdadi, Y.M. Effect of fiber loading on the mechanical and physical properties of “green” bagasse-polyester composite. J. Radiat. Res. Appl. Sci. 2015, 8, 544–548. [Google Scholar] [CrossRef]
- Lu, Z. Chemical Coupling in Wood-Polymer Composites. Ph.D. Thesis, Louisisna State University and Agricultural and Mechanical College, Baton Rouge, LA, USA, 2003. [Google Scholar]
- Xanthos, M. Mica filler/reinforcement in flake form. Plast. Compound 1983, 2, 19–29. [Google Scholar]
- BYK: Additives SCONA. Available online: https://www.byk.com/en/additives/additives-by-name/scona.php (accessed on 10 February 2023).
- Gardner, D.J.; Han, Y.; Wang, L. Wood-plastic composite technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef]
- Chanda, M.; Roy, S.K. Plastics Technology Handbook, 4th ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Pickering, K.L. (Ed.) Properties and Performance of Natural-Fibre Composites; CRC Press: New York, Washington, DC, USA, 2008. [Google Scholar]
- Hua, D.; Wang, W.; Wang, Q.; Zhang, Z. Effects of Pigments on the UV Degradation of Wood-Flour/HDPE Composites. J. Appl. Polym. Sci. 2010, 118, 1068–1076. [Google Scholar]
- Hristov, V.; Takács, E.S.; Vlachopoulos, J. Extrudate surface tearing in extrusion of wood plastic composites. In Proceedings of the 64th Annual Conference of the Society of Plastics Engineers, Charlotte, NC, USA, 7–11 May 2006. [Google Scholar]
- Zhang, H.; Rizvi, G.W.; Park, C.B. Development of an extrusion system for producing fine-celled HDPE/wood-fiber composite foams using CO2 as a blowing agent. Adv. Polym. Technol. 2004, 23, 263–276. [Google Scholar] [CrossRef]
- Výskumný Ústav Papiera a Celulózy. Available online: https://www.vupc.sk/sk/article/113 (accessed on 15 January 2023).
- Poletto, R. Polypropylene-based wood-plastic composites: Effect of using a coupling agent derived from a renewable resource. Maderas-Cienc. Technol. 2017, 19, 265–272. [Google Scholar] [CrossRef]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the interface structure and bonding mechanism of coupling agent treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef]
- Forest Service U. S. Department of Agriculture. Available online: https://www.fpl.fs.usda.gov/documnts/pdf2005/fpl_2005_clemons001.pdf (accessed on 14 February 2024).
- Sanyo-Chemical. Available online: https://www.sanyo-chemical.co.jp/eng/products/pickup/umex/active.html (accessed on 15 June 2023).
- Mankowski, M.; Morell, J.J. Patterns of fungal attack in wood-plastic composites following exposure in a soil block test. Wood Fiber Sci. 2000, 32, 340–345. [Google Scholar]
- Xanthos, M. (Ed.) Functional Fillers for Plastics, 2nd ed.; John Wiley & Sons: Weinheim, Germany, 2010. [Google Scholar]
- Simonsen, J.; Freitag, C.M.; Silva, A.; Morell, J.J. Wood/plastic ratio: Effect on performance of borate biocides against a brown rot fungus. Holzforschung 2004, 58, 205–208. [Google Scholar] [CrossRef]
- Candelier, K.; Atli, A.; Alteyrac, J. Termite and decay resistance of bioplast-spruce green wood-plastic composites. Eur. J. Wood Wood Prod. 2019, 77, 157–169. [Google Scholar] [CrossRef]
- Wei, L.; McDonald, A.G.; Freitag, C.; Morrell, J.J. Effects of wood fiber esterification on properties, weatherability and biodurability of wood plastic composites. Polym. Degrad. Stab. 2013, 98, 1348–1361. [Google Scholar] [CrossRef]
- Xu, K.; Feng, J.; Zhong, T.; Zheng, Z.; Chen, T. Effects of volatile chemical components of wood species on mould growth susceptibility and termite attack resistance of wood plastic composites. Int. Biodeter. Biodegr. 2015, 100, 106–115. [Google Scholar] [CrossRef]
- Verhey, S.; Laks, P.; Richter, D. Laboratory decay resistance of woodfiber/thermoplastic composites. For. Prod. J. 2001, 51, 44–49. [Google Scholar]
- Lu, J.Z.; Duan, X.; Wu, Q.; Lian, K. Chelating efficiency and thermal, mechanical and decay resistance performances of chitosan copper complex in wood–polymer composites. Bioresour. Technol. 2008, 99, 5906–5914. [Google Scholar] [CrossRef]
- Kiaei, M.; Kord, B.; Samariha, A.; Moghdam, I.R.; Farsi, M. Mechanical, flammability, and morphological properties of nano-composite plastic based on hardwood flour high-density polyethylene embedding by nano-zinc oxide. BioResources 2017, 12, 6518–6528. [Google Scholar] [CrossRef]
- Morrell, J.J.; Stark, N.M.; Pendleton, D.E.; Armando, G.M. Durability of wood-plastic composites. In Proceedings of the Tenth International Conference on Wood & Biofiber Plastic Composites and Cellulose Nanocomposites Symposium, Madison, WI, USA, 11–13 May 2010. [Google Scholar]
- Stark, N.M.; Matuana, L.M. Influence of photostabilizers on wood flour–HDPE composites exposed to xenon-arc radiation with and without water spray. Polym. Degrad. Stab. 2006, 91, 3048–3056. [Google Scholar] [CrossRef]
- Durmas, S. Effect of wood flour content on the properties of flat pressed wood plastic composites. Wood Res. 2022, 62, 302–310. [Google Scholar] [CrossRef]

| Material Function | Material | Percentage Volume |
|---|---|---|
| Matrix type | Polyethylene | Depending on other components |
| Reinforcement | Natural fibers | 30–60% |
| Coupling agents | Maleinated polyolefin | 2–5% |
| Lubricants | Stearates/esters/others | 3–8% |
| UV stabilizers | HALS/benzophenone | 0–1% |
| Fillers | Talc | 0–10% |
| Pesticides | Zinc borate | 0–2% |
| Dyes | Pigments (unspecified) | As required |
| Flame retardants | - | As required |
| WPC Sample Components | Bending Strength [MPa] | Flexural Modulus [MPa] |
|---|---|---|
| PPr—PIE | 32.71 | 1929 |
| PPr—PIE—PPgMA | 44.34 | 2064 |
| PPr—PIE—PPgIA | 42.17 | 2271 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitaľová, Z.; Mitaľ, D.; Berladir, K. A Concise Review of the Components and Properties of Wood–Plastic Composites. Polymers 2024, 16, 1556. https://doi.org/10.3390/polym16111556
Mitaľová Z, Mitaľ D, Berladir K. A Concise Review of the Components and Properties of Wood–Plastic Composites. Polymers. 2024; 16(11):1556. https://doi.org/10.3390/polym16111556
Chicago/Turabian StyleMitaľová, Zuzana, Dušan Mitaľ, and Khrystyna Berladir. 2024. "A Concise Review of the Components and Properties of Wood–Plastic Composites" Polymers 16, no. 11: 1556. https://doi.org/10.3390/polym16111556
APA StyleMitaľová, Z., Mitaľ, D., & Berladir, K. (2024). A Concise Review of the Components and Properties of Wood–Plastic Composites. Polymers, 16(11), 1556. https://doi.org/10.3390/polym16111556