
Oxidized Starch-Reinforced Aqueous Polymer Isocyanate Cured with High-Frequency Heating


 ,
,  and
and
Abstract

1. Introduction
2. Materials and Methods
2.1. Preparation of API
2.2. Sample Preparation
- (1)
- API-bonded wood specimens: Rubberwood (Brazilian rubber tree) with 8.0 ± 2.0% moisture content was cut into smooth-surfaced blocks with dimensions of 30.0 mm (L) × 25.0 mm (W) × 10.0 mm (T) and a bonding area of 25.0 × 25.0 mm2; API amount was 200–300 (mg/cm2); and fiber direction was parallel to axial loading direction. Lap-cut specimens were prepared according to the technical guideline of JIS K6806, as illustrated in Figure 1. Then, bonded specimens were cured in a high-frequency microwave generator (2.45 GHz, 700 kw, Midea Group Ltd., Foshan, China) at 1 MPa for 10 min (the time required for the bonded specimens to be fully cured with minimum oxidized starch content). At the same time, specimens were prepared in accordance with the ambient temperature curing procedure of JIS K6806 standard [24] (30% relative humidity, ambient temperature curing at 10 MPa for 24 h, then remove the pressure and continue curing for 72 h) to compare them with specimens after high-frequency curing.
- (2)
- Curing API films: Figure 2 presents the API adhesive film preparation process. Firstly, in order to mix the main agent with the cross-linker, the two were mechanically mixed in a planetary stirrer at 600 rpm for 10 min, and then the mixed emulsion was degassed in a vacuum oven (DZF-6020, Shanghai Jiecheng Experimental Instrument Co., Shanghai, China) at ambient temperature for 5 min. Then, using an automatic squeegee coater (MS-ZN320B, Xiamen Maosen Automation Equipment Co., Xiamen, China), the mixture was coated on a tetrafluoro plate and part of the API film was put into the high-frequency generator to cure for 10 min; part of the film was cured at 25 °C at 30% relative humidity for 72 h. The dried film with 140 μm thickness was stored as a sample in an argon-protected glove box to test after curing. After curing, another dried film sample with 140 μm thickness was stored in an argon-protected glove box for testing.
2.3. Characterization of Oxidized Starch-Modified API Adhesive
2.3.1. Fourier Transform Infrared (FTIR) Spectroscopy
2.3.2. EIS
2.3.3. DSC
2.3.4. Bulk Tensile Properties
2.3.5. SEM Image
2.3.6. Compound Characteristics
- (1)
- Submerging API-bonded woods in boiling water for 4 h and drying by hot air at 60 ± 3 °C for 20 h.
- (2)
- Repeating the above process one more time.
- (3)
- The specimens were cooled in water at room temperature and loaded at a 9.0 kN/min compression speed.
3. Results
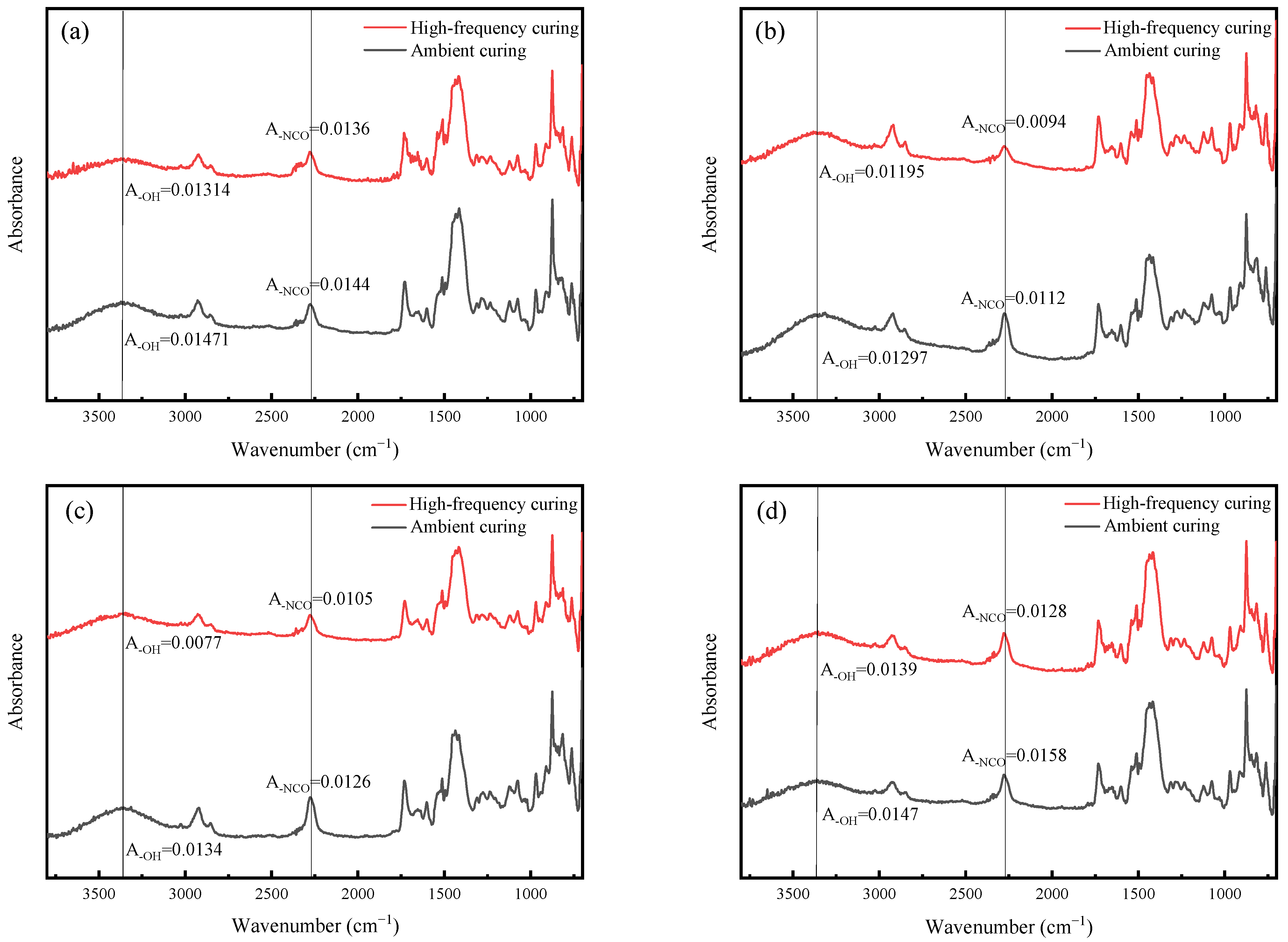
3.1. Chemical Groups of Cured API Film
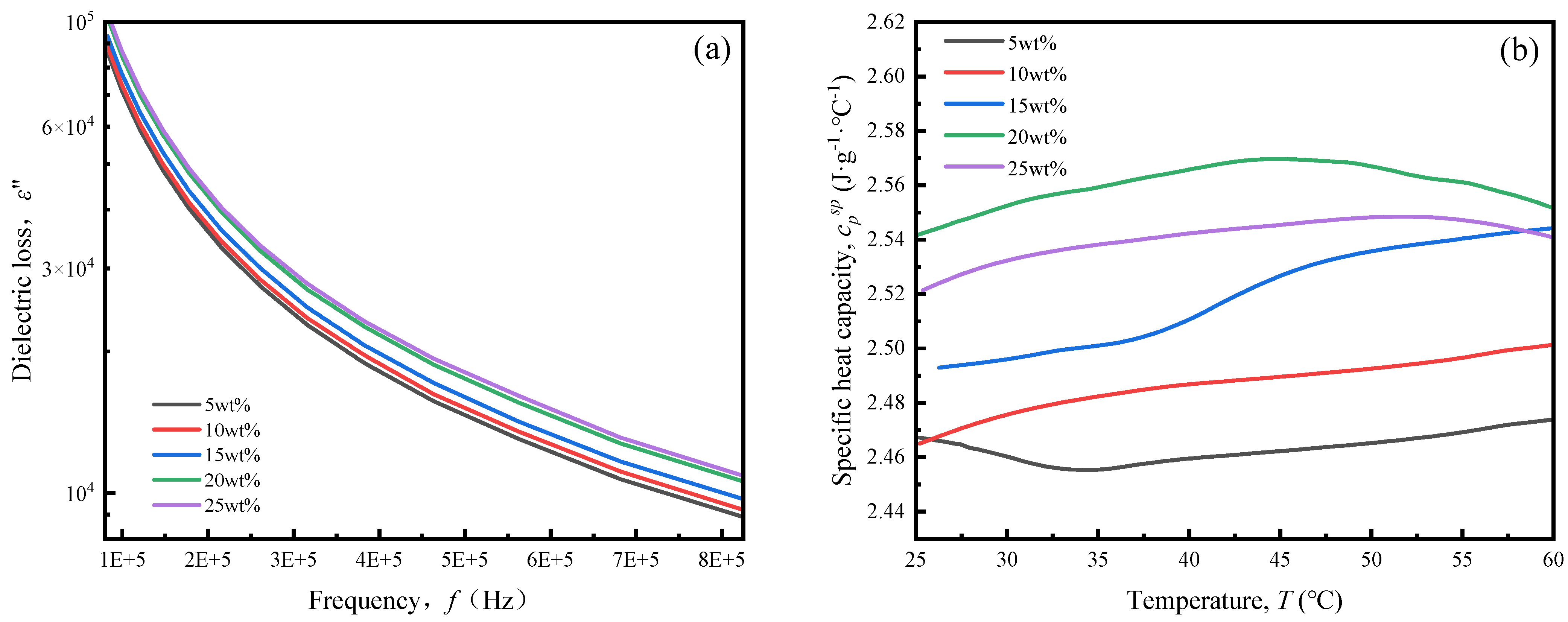
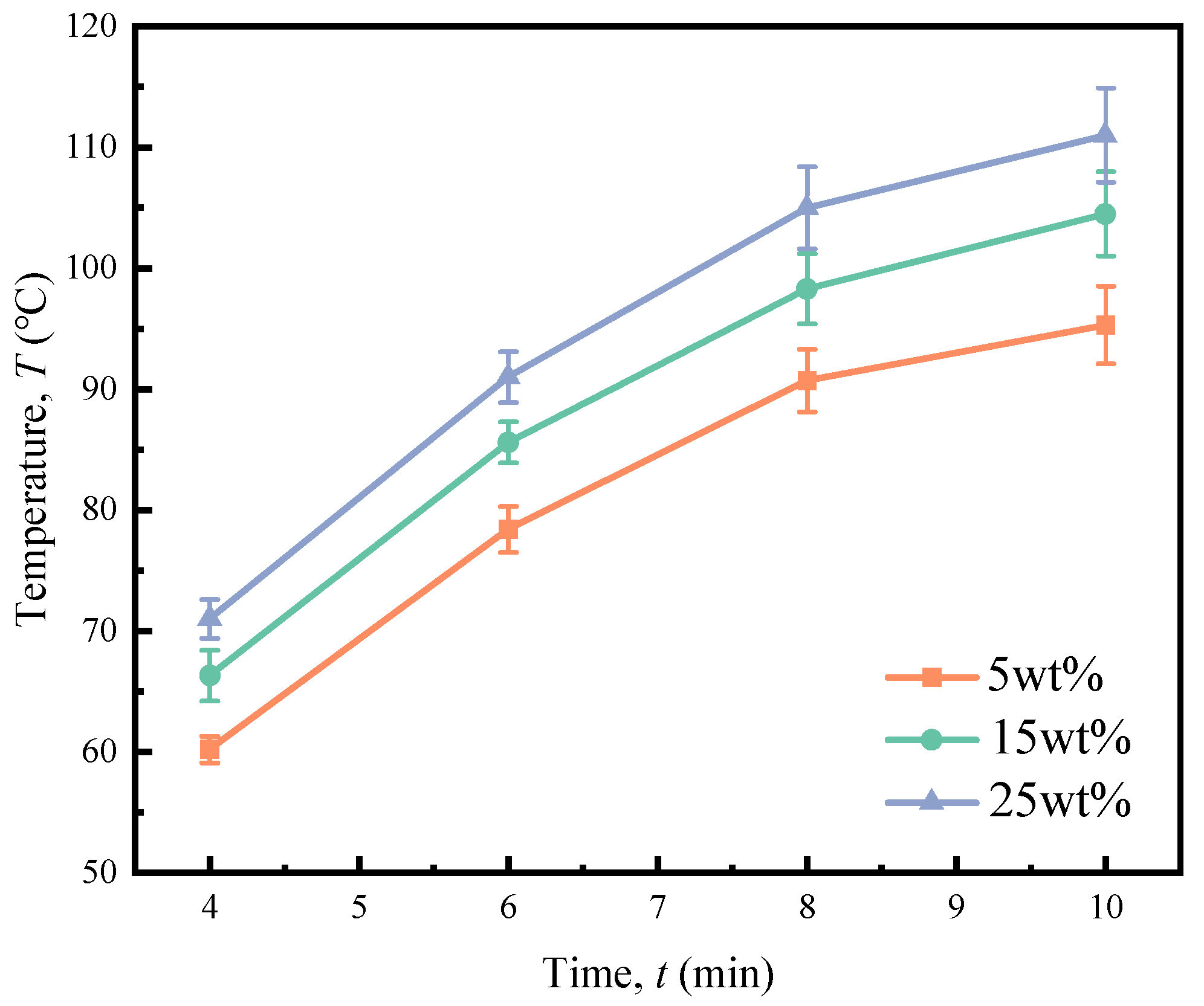
3.2. Dielectric Properties and Specific Heat Capacity of the API Adhesive
3.3. Quasi-Static Tensile Behavior of Cured API Films
3.4. Bonding Performance of the API Adhesive
4. Conclusions
- (1)
- The dielectric loss of API was significantly increased by oxidized starch, which improved the ability of API for converting electromagnetic energy into thermal energy, remarkably promoting reactions among isocyanate, MC hydroxyl, and other reactive groups resulting in the formation of more solid cross-linking structures. At the same time, it reduced the residue of the -NCO group to decrease the defects in the API body.
- (2)
- The bonding and mechanical properties of API following high-frequency curing presented a trend of first increasing and then decreasing with the increase in oxidized starch content. When the oxidized starch content was 15 wt%, the optimum bonding and mechanical properties of API were obtained at room temperature, while the bonding property after boiling water aging was at a maximum 10 wt% oxidized starch content.
- (3)
- An increase in the oxidized starch content could promote the enhancement effect of high-frequency curing on the bonding properties of API. The enhancement of bonding properties at room temperature and after boiling water aging was increased from 18 and 17.3% to 25.1 and 26.3% with the increase in the oxidized starch content from 5 to 25 wt%, respectively.
- (4)
- Compared with ambient curing, the Young’s modulus and tensile strength of the API body after high-frequency curing were significantly improved, but its fracture elongation was decreased. Therefore, it could be concluded that the increase in the oxidized starch content resulted in more a pronounced difference between high-frequency curing and ambient curing.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxidized starch content (wt%) | 5 | 10 | 15 | 20 | 25 |
| Density (g/cm3) | 1.3 | 1.28 | 1.24 | 1.20 | 1.17 |
References
- Gao, Z.H.; Wang, W.B.; Zhao, Z.Y.; Guo, M.R. Novel Whey Protein-Based Aqueous Polymer-Isocyanate Adhesive for Glulam. J. Appl. Polym. Sci. 2011, 120, 220–225. [Google Scholar] [CrossRef]
- Hu, H.J.; Liu, H.; Zhao, J.J.; Li, J. Investigation of adhesion performance of aqueous polymer latex modified by polymeric methylene diisocyanate. J. Adhes. 2006, 82, 93–114. [Google Scholar] [CrossRef]
- Wang, S.M.; Shi, J.Y.; Xu, W.B. Synthesis and Characterization of Starch-based Aqueous Polymer Isocyanate Wood Adhesive. Bioresources 2015, 10, 7653–7666. [Google Scholar] [CrossRef]
- Grøstad, K.; Pedersen, A. Emulsion Polymer Isocyanates as Wood Adhesive: A Review. J. Adhes. Sci. Technol. 2010, 24, 1357–1381. [Google Scholar] [CrossRef]
- Wang, K.; Yuan, X.; Zhan, M. Comparison between microwave and thermal curing of a polyimide adhesive end-caped with phenylethynyl groups. Int. J. Adhes. Adhes. 2017, 74, 28–34. [Google Scholar] [CrossRef]
- Shi, J.; Yao, W. Retrogress mechanism of starch-based aqueous polymer isocyanate adhesive. J. Nanjing For. Univ. Nat. Sci. Ed. 2010, 34, 81–84. [Google Scholar]
- Ling, N.; Hori, N.; Takemura, A. Effect of postcure conditions on the dynamic mechanical behavior of water-based polymer-isocyanate adhesive for wood. J. Wood Sci. 2008, 54, 377–382. [Google Scholar] [CrossRef]
- Hu, H.; Zhu, W.; Liu, H.; Zhao, J. Investigation on fracture performance of aqueous polymer isocyanates in terms of energy release rate. J. Adhes. Sci. Technol. 2006, 20, 161–174. [Google Scholar] [CrossRef]
- Zhou, S.; Fang, X.; He, Y.; Hu, H. Towards a Deeper Understanding of Creep and Physical Aging Behavior of the Emulsion Polymer Isocyanate. Polymers 2020, 12, 1425. [Google Scholar] [CrossRef]
- Guo, J.; Hu, H.; Zhang, K.; He, Y.; Guo, X. Revealing the Mechanical Properties of Emulsion Polymer Isocyanate Film in Humid Environments. Polymers 2018, 10, 652. [Google Scholar] [CrossRef]
- Mijović, J.; Wijaya, J. Review of cure of polymers and composites by microwave energy. Polym. Compos. 2004, 11, 184–191. [Google Scholar] [CrossRef]
- Zhou, J.; Shi, C.; Mei, B.; Yuan, R.; Fu, Z. Research on the technology and the mechanical properties of the microwave processing of polymer. J. Mater. Process. Technol. 2003, 137, 156–158. [Google Scholar] [CrossRef]
- Zhou, W.; Qi, S.; Li, G. Microwave Curing Epoxy and Epoxy Matrix Composites. J. Mater. Sci. Eng. 2005, 23, 625–628. [Google Scholar] [CrossRef]
- Tanrattanakul, V.; SaeTiaw, K. Comparison of microwave and thermal cure of epoxy–anhydride resins: Mechanical properties and dynamic characteristics. J. Appl. Polym. Sci. 2005, 97, 1442–1461. [Google Scholar] [CrossRef]
- Liu, Y.; Xiao, Y.; Sun, X.; Scola, D.A. Microwave irradiation of nadic-end-capped polyimide resin (RP-46) and glass-graphite-RP-46 composites: Cure and process studies. J. Appl. Polym. Sci. 1999, 73, 2391–2411. [Google Scholar] [CrossRef]
- Horikoshi, S.; Arai, Y.; Serpone, N. In Search of the Driving Factor for the Microwave Curing of Epoxy Adhesives and for the Protection of the Base Substrate against Thermal Damage. Molecules 2021, 26, 2240. [Google Scholar] [CrossRef] [PubMed]
- Zhou, S.; Hawley, M.C. A study of microwave reaction rate enhancement effect in adhesive bonding of polymers and composites. Compos. Struct. 2003, 61, 303–309. [Google Scholar] [CrossRef]
- Chiozza, F.; Toniolo, F.; Pizzo, B. Effects of radio frequency and heat on wood bonding with a poly(vinyl acetate) dispersion adhesive. J. Appl. Polym. Sci. 2012, 129, 1157–1169. [Google Scholar] [CrossRef]
- Li, W.; Wang, C.; Zhang, Y. Hot-pressing mechanism and bonding characteristics of soy protein adhesive plywood under radio-frequency heating. J. Nanjing For. Univ. Nat. Sci. Ed. 2014, 38, 120–124. [Google Scholar] [CrossRef]
- Park, C.-W.; Lim, N.-G. Compressive Shear and Bending Performance of Compressed Laminated Wood after Microwave Heating. J. Korea Inst. Build. Constr. 2012, 12, 539–547. [Google Scholar] [CrossRef]
- Olofinjana, A.; Yarlagadda, P.K.D.V.; Oloyede, A. Microwave processing of adhesive joints using a temperature controlled feedback system. Int. J. Mach. Tool Manu. 2001, 41, 209–225. [Google Scholar] [CrossRef]
- Maulana, M.I.; Lubis, M.A.R.; Febrianto, F.; Hua, L.S.; Iswanto, A.H.; Antov, P.; Kristak, L.; Mardawati, E.; Sari, R.K.; Zaini, L.H.; et al. Environmentally Friendly Starch-Based Adhesives for Bonding High-Performance Wood Composites: A Review. Forests 2022, 13, 1614. [Google Scholar] [CrossRef]
- HG/T 3933-2007; Oxidied Starch for Industrial Use. Chemical Industry Press: Beijing, China, 2007.
- JIS K6806-2003; Waterborne Polymer-Isocyanate-Based Wood Adhesives. Japan Adhesive Industry Association: Tokyo, Japan, 2003.
- ISO 20368:2017; Determination of Degree of Crosslinking of Crosslinked Epoxyresins by Fourier Transform Infrared (FTIR) Spectroscopy. The International Organization for Standardization: Geneva, Switzerland, 2017.
- Collinson, M.G.; Bower, M.P.; Swait, T.J.; Atkins, C.P.; Hayes, S.A.; Nuhiji, B. Novel composite curing methods for sustainable manufacture: A review. Compos. Part C Open Access 2022, 9, 100293. [Google Scholar] [CrossRef]
- Mgbemena, C.O.; Li, D.; Lin, M.-F.; Liddel, P.D.; Katnam, K.B.; Thakur, V.K.; Nezhad, H.Y. Accelerated microwave curing of fibre-reinforced thermoset polymer composites for structural applications: A review of scientific challenges. Compos. Part A Appl. Sci. Manuf. 2018, 115, 88–103. [Google Scholar] [CrossRef]
- Brza, M.A.; Aziz, S.B.; Sadiq, N.M. Dielectric properties and ion transport studies from Trukhan, EIS, and Bandara-Mellander approaches for plasticized sodium ion conducting polymer blend electrolytes. Ionics 2023, 29, 1847–1861. [Google Scholar] [CrossRef]
- Hafiza, M.N.; Isa, M.I.N. Analyses of ionic conductivity and dielectric behavior of solid polymer electrolyte based 2-hydroxyethyl cellulose doped ammonium nitrate plasticized with ethylene carbonate. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2017. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, Z.; Xie, Z. Aplication of Aqueous Emulsifiable Isocyanate Adhesives for Wood-based Composites. China For. Prod. Ind. 2004, 31, 3–6. [Google Scholar] [CrossRef]
- Majdzadeh-Ardakani, K.; Banaszak Holl, M.M. Nanostructured materials for microwave receptors. Prog. Mater. Sci. 2017, 87, 221–245. [Google Scholar] [CrossRef]
- Zhou, Z.; Fu, L.; He, Y.; Hu, H. Natural fibrous sepiolite-reinforced emulsion polymer isocyanate for timber structural adhesive. J. Adhes. 2023, 99, 2299–2323. [Google Scholar] [CrossRef]
- Yang, C.; Su, H.; Du, G.; Ren, X.; Wu, Y.; Zhang, H.; Ni, K.; Ran, X.; Li, J.; Gao, W.; et al. Aldehyde-amine crosslinked starch-based high-performance wood adhesive. Eur. J. Wood Wood Prod. 2023, 81, 1557–1568. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Ding, L.L.; Gu, J.Y.; Tan, H.Y.; Zhu, L.B. Preparation and properties of a starch-based wood adhesive with high bonding strength and water resistance. Carbohydr. Polym. 2015, 115, 32–37. [Google Scholar] [CrossRef]



| Main component (MC) | Oxidized starch | Standard | HG/T 3933-2007 [23] |
| HEC | Viscosity (mPa.s) | 1500 | |
| sodium tetraborate | Fineness | ≥99% | |
| CaCO3 | Size of particles (um) | 15 | |
| Solid content (%) | 51 | ||
| SBR | pH | 6.5 | |
| Viscosity (mPa.s) | 101 | ||
| Cross-linker | p-MDI (Rubinate 5005) | Solid content (%) | 100 |
| NCO (%) | 30.5–32.5 | ||
| Functionality | 2.6–2.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Kong, D.; Yang, Q.; Sun, H.; He, Y.; Zhang, N.; Hu, H. Oxidized Starch-Reinforced Aqueous Polymer Isocyanate Cured with High-Frequency Heating. Polymers 2024, 16, 1609. https://doi.org/10.3390/polym16111609
Li Y, Kong D, Yang Q, Sun H, He Y, Zhang N, Hu H. Oxidized Starch-Reinforced Aqueous Polymer Isocyanate Cured with High-Frequency Heating. Polymers. 2024; 16(11):1609. https://doi.org/10.3390/polym16111609
Chicago/Turabian StyleLi, Yanrui, Detao Kong, Qinghua Yang, Hao Sun, Yaolong He, Nenghui Zhang, and Hongjiu Hu. 2024. "Oxidized Starch-Reinforced Aqueous Polymer Isocyanate Cured with High-Frequency Heating" Polymers 16, no. 11: 1609. https://doi.org/10.3390/polym16111609
APA StyleLi, Y., Kong, D., Yang, Q., Sun, H., He, Y., Zhang, N., & Hu, H. (2024). Oxidized Starch-Reinforced Aqueous Polymer Isocyanate Cured with High-Frequency Heating. Polymers, 16(11), 1609. https://doi.org/10.3390/polym16111609