
Additive Manufacturing of Continuous Fiber-Reinforced Polymer Composites via Fused Deposition Modelling: A Comprehensive Review
 , and
, and
Abstract
:1. Introduction
2. Fused Deposition Modelling of CFRP
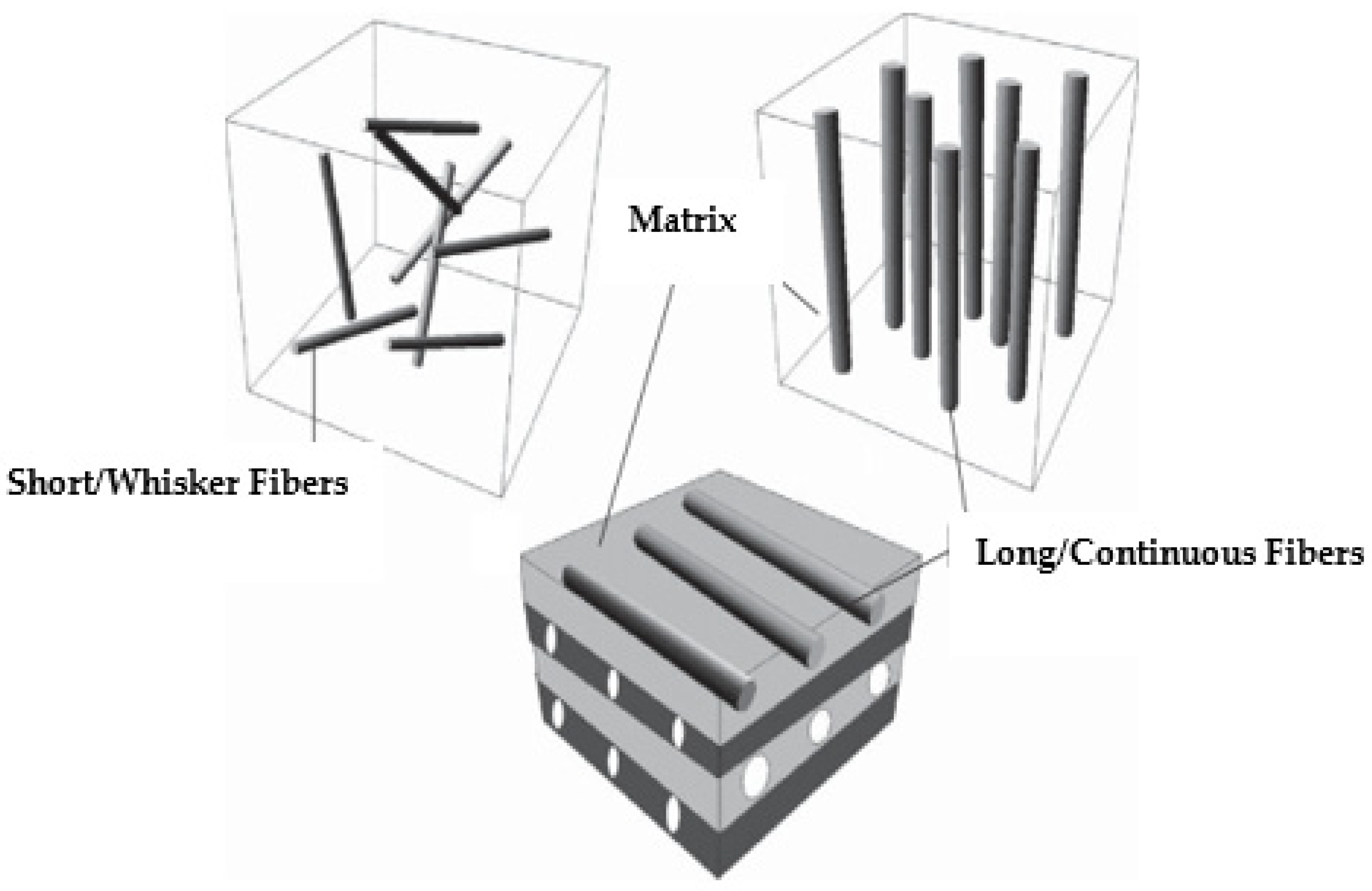
2.1. Short Fiber-Reinforced Polymer Composites
2.2. Continuous Fiber-Reinforced Polymer Composites
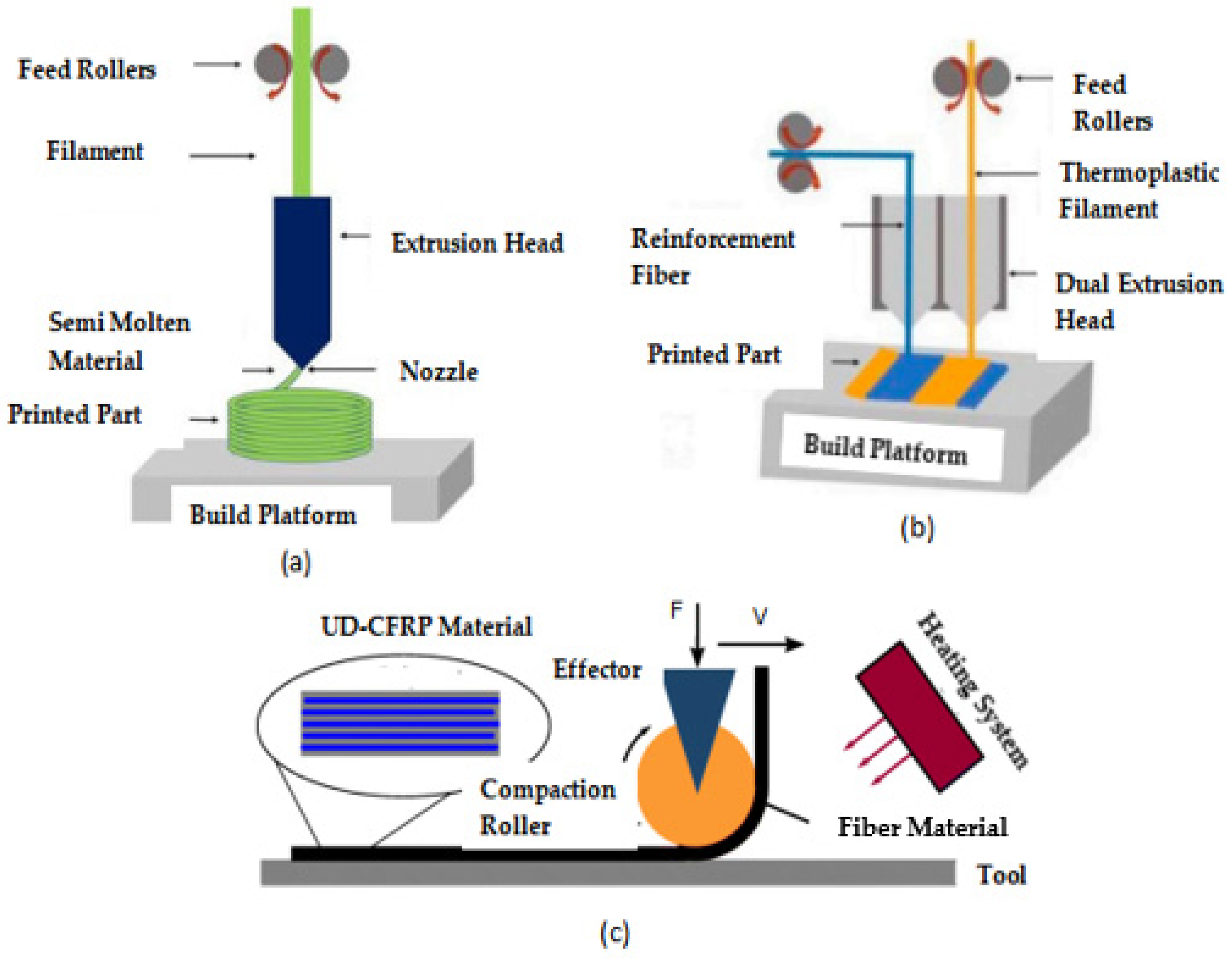
2.3. Production Techniques of CFRP
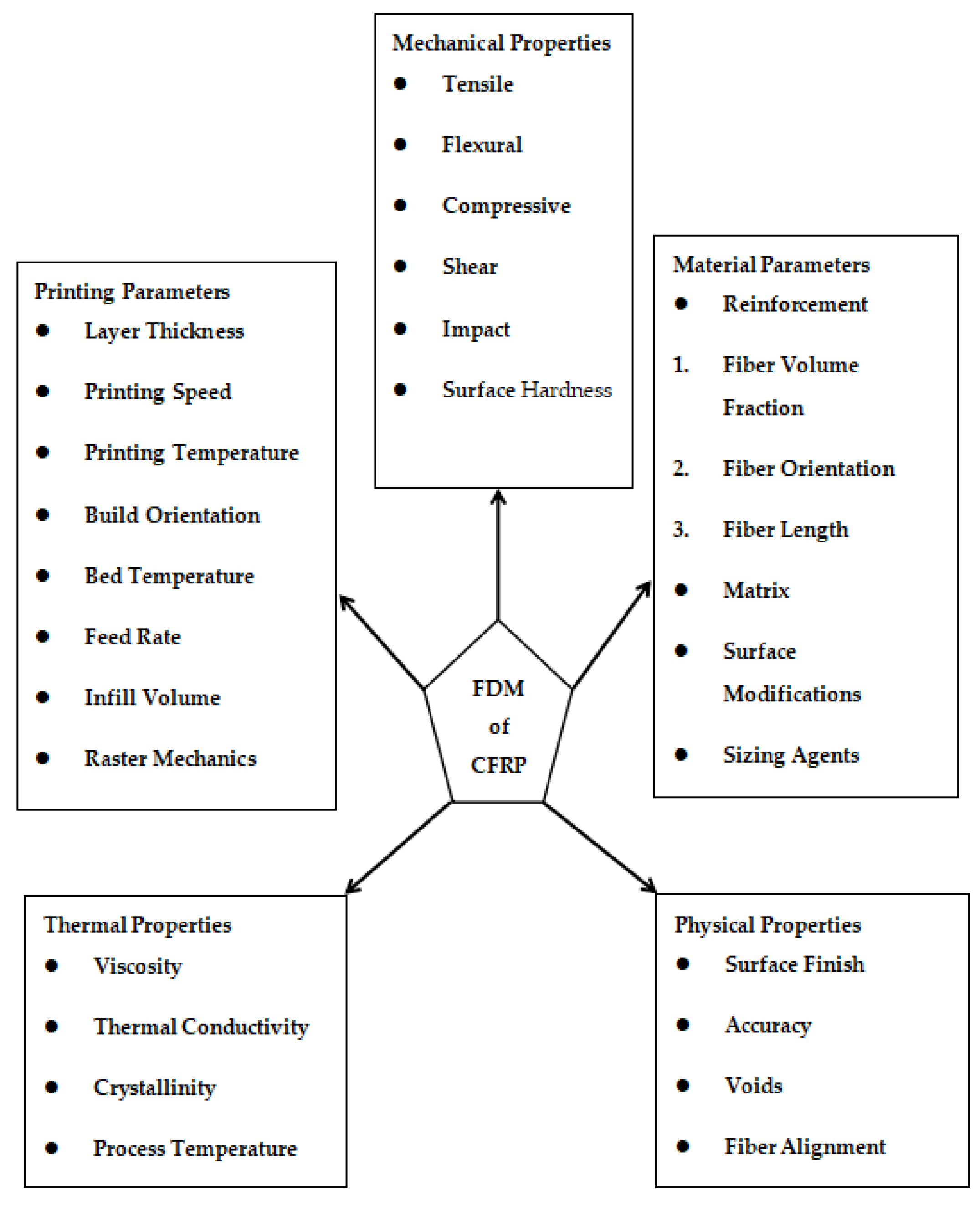
2.4. Printing Parameters
2.4.1. Layer Thickness
2.4.2. Printing Speed
2.4.3. Printing Temperature
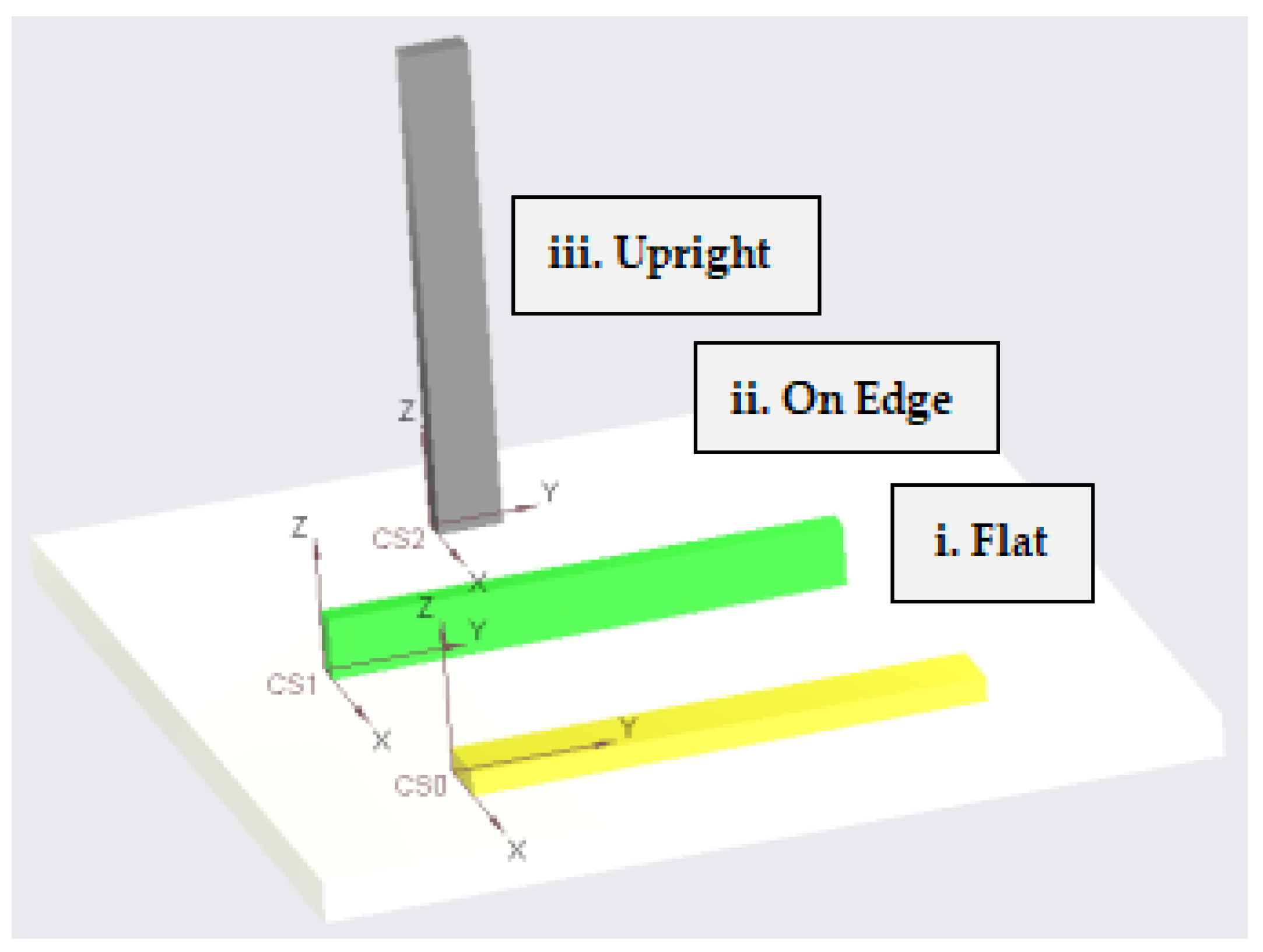
2.4.4. Build Orientation
2.4.5. Feed Rate
2.4.6. Infill Volume
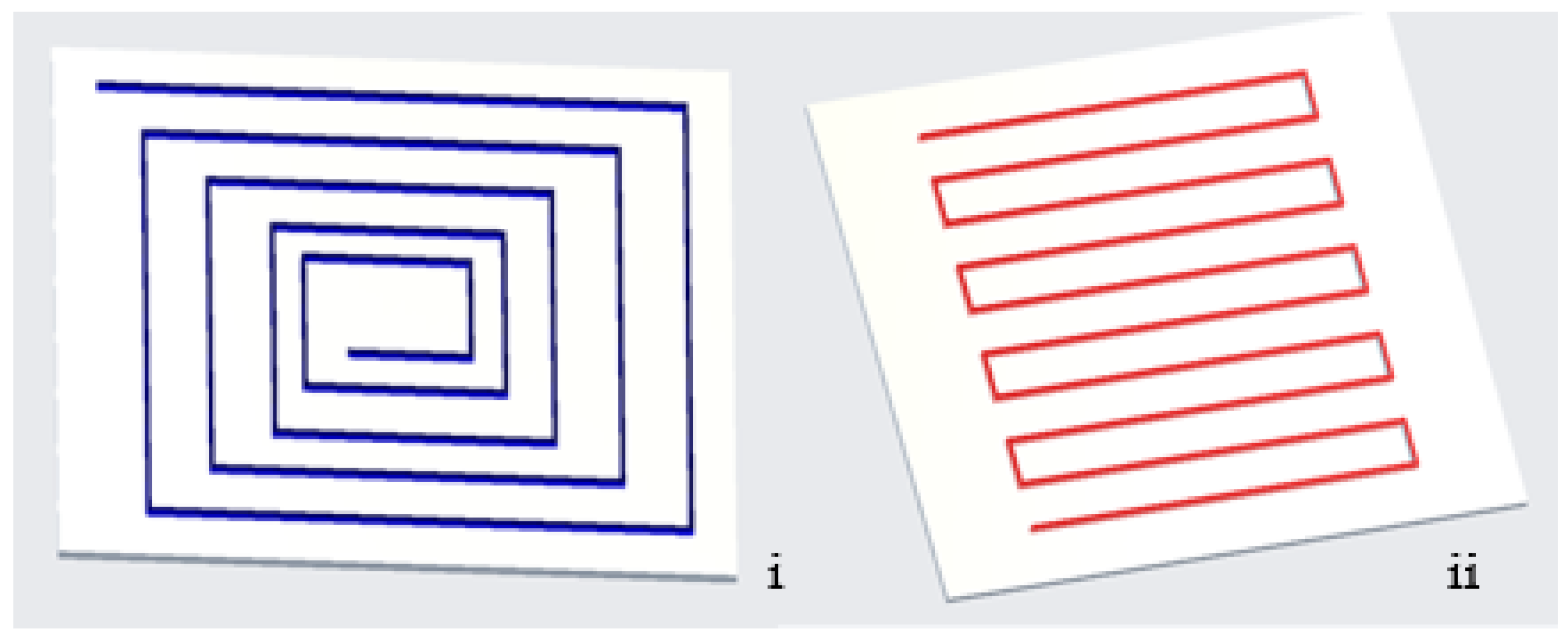
2.4.7. Raster Mechanics
2.5. Material Parameters
2.5.1. Reinforcements
Fiber Volume Fraction
Fiber Orientation
Fiber Length
2.5.2. Matrix
2.6. Mechanical Properties
2.7. Thermal and Physical Properties
2.8. Defects

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr.# | Mechanical Properties of CFRP via FDM | ||||
|---|---|---|---|---|---|
| Author | Year | CFRP Material | Mechanical Property Evaluated | Remarks | |
| 1 | Saeed et al. [138] | 2024 |
|
|
|
| 2 | Tuli et al. [71] |
|
|
| |
| 3 | Vatandaş et al. [38] | 2023 |
|
|
|
| 4 | Naik et al. [32] |
| Tensile Strength: 148.01 MPa |
| |
| 5 | Islam et al. [61] |
| Max. Shear Strength: 74.30 MPa |
| |
| 6 | Zhang et al. [21] |
|
|
| |
| 7 | Ding et al. [39] |
|
|
| |
| 8 | Alarifi [54] | 2022 |
|
|
|
| 9 | Ojha et al. [139] |
|
|
| |
| 10 | Saeed et al. [24] |
|
|
| |
| 11 | Maqsood and Rimašauskas [57] |
|
|
| |
| 12 | Wu et al. [55] |
|
|
| |
| 13 | Uşun and Gümrük [31] | 2021 |
|
|
|
| 14 | Hetrick et al. [53] |
| Impact Strength: 31 J |
| |
| 15 | Maqsood and Rimašauskas [140] |
|
|
| |
| 16 | Maqsood and Rimašauskas [28] |
|
| The specimen’s micrographs after the flexural test showed that the cause for delamination was the composite’s poor and insufficient interfacial bonding, which led to gaps and separation between them. | |
| 17 | Kalova et al. [26] |
| Compressive Strength: 594 MPa |
| |
| 18 | Mohammadizadeh and Fidan [62] |
| Max. Tensile Strength: 446.87 MPa |
| |
| 19 | Touchard et al. [60] |
| Shear Strength: 399 MPa |
| |
| 20 | Aravind et al. [18] | 2020 |
|
|
|
| 21 | Hedayati et al. [25] |
|
|
| |
| 22 | Saeed et al. [24] |
|
|
| |
| 23 | Yavas et al. [59] |
| Shear Strength: 40.9 MPa (48 layers of CFRP) and 24.4 MPa (24 layers of CFRP and 24 layers of SFRP) |
| |
| 24 | Ming et al. [14] |
|
|
| |
| 25 | Chacón et al. [34] | 2019 |
|
|
|
| 26 | Heidari-Rarani et al. [16] |
|
|
| |
| 27 | Ibrahim et al. [69] |
|
|
| |
| 28 | Akhoundi et al. [23] |
|
|
| |
| 29 | Mei et al. [104] |
|
|
| |
| 30 | Caminero et al. [33] | 2018 |
| Max. Impact Strength: 82.26 kJ/m2 (Carbon), 184.76 kJ/m2 (Kevlar) and 280.95 kJ/m2 (Glass) |
|
| 31 | Caminero et al. [58] |
| Max. Shear strength: 31.94 MPa (Carbon), 14.28 MPa (Kevlar) and 20.99 MPa (Glass) |
| |
| 32 | Pyl et al. [113] |
|
|
| |
| 33 | Araya-Calvo et al. [114] |
|
|
| |
2.9. Failure Modes
3. Applications
3.1. Aerospace Sector
3.2. Defense Sector
3.3. Automobiles Sector
3.4. Civil and Construction Sector
3.5. Evolution of Machine Learning-Based AM
4. Conclusions and Recommendations
- i.
- Increasing temperature results in the improvement of the samples’ mechanical characteristics. However, CFRCs lose their dimensional accuracy and appearance at even higher print temperatures.
- ii.
- The mechanical properties of CFRCs are typically enhanced by increasing the fiber volume fraction and infill density while they are reduced by increasing the layer thickness and printing speed.
- iii.
- When the filament feed rate is increased, the mechanical properties first become better and then stay the same.
- iv.
- The optimum mechanical qualities were obtained using the triangular, hexagonal, and rectangular infill designs.
- v.
- The strain to failure of all the composites printed at 0.90 and 0/90/±45 was about the same; however, the ±45° sample’s strain to failure was around four times higher than that of the other samples [113]. As the fiber angle increases, the mechanical characteristics of specimens printed with an isotropic pattern become progressively worse. The optimal mechanical qualities are provided by a 0-degree fiber angle.
- vi.
- Mechanical characteristics were much improved using heated compaction rollers; nevertheless, the samples should not be overly compressed.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Monfared, V.; Bakhsheshi-Rad, H.R.; Ramakrishna, S.; Razzaghi, M.; Berto, F. A brief review on additive manufacturing of polymeric composites and nanocomposites. Micromachines 2021, 12, 704. [Google Scholar] [CrossRef]
- Taylor, T.; Zhang, J.; Yanagimoto, J. Evaluation of a concept out-of-autoclave process for manufacturing carbon fibre reinforced polymer automotive parts. Procedia CIRP 2020, 86, 162–166. [Google Scholar] [CrossRef]
- Abdelal, N.R.; Al-Saleh, M.H.; Irshidat, M.R. Utilizing Vacuum Bagging Process to Prepare Carbon Fiber/CNT-Modified-epoxy Composites with Improved Mechanical Properties. Polym. Technol. Eng. 2017, 57, 175–184. [Google Scholar] [CrossRef]
- Kumar, K.S.; Patel, V.; Tyagi, A.; Bhatnagar, N.; Ghosh, A.K. Injection molding of long fiber reinforced thermoplastic composites. Int. Polym. Process. 2009, 24, 17–22. [Google Scholar] [CrossRef]
- Mohamed, M.; Selim, M.M.; Ning, H.; Pillay, S. Effect of fiber prestressing on mechanical properties of glass fiber epoxy composites manufactured by vacuum-assisted resin transfer molding. J. Reinf. Plast. Compos. 2019, 39, 21–30. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The mechanical testing and performance analysis of polymer-fibre composites prepared through the additive manufacturing. Polym. Test. 2020, 93, 106925. [Google Scholar] [CrossRef]
- Niendorf, K.; Raeymaekers, B. Additive Manufacturing of Polymer Matrix Composite Materials with Aligned or Organized Filler Material: A Review. Adv. Eng. Mater. 2021, 23, 202001002. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Pervaiz, S.; Qureshi, T.A.; Kashwani, G.; Kannan, S. 3D Printing of Fiber-Reinforced Plastic Composites Using Fused Deposition Modeling: A Status Review. Materials 2021, 14, 4520. [Google Scholar] [CrossRef]
- Valvez, S.; Santos, P.; Parente, J.M.; Silva, M.P.; Reis, P.N.B. ScienceDirect ScienceDirect 3D printed continuous carbon fiber reinforced PLA composites: 3D printed continuous carbon fiber reinforced PLA composites: A short review short review. Procedia Struct. Integr. 2020, 25, 394–399. [Google Scholar] [CrossRef]
- Parandoush, P.; Tucker, L.; Zhou, C.; Lin, D. Laser assisted additive manufacturing of continuous fiber reinforced thermoplastic composites. Mater. Des. 2017, 131, 186–195. [Google Scholar] [CrossRef]
- Bettini, P.; Alitta, G.; Sala, G.; Di Landro, L. Fused Deposition Technique for Continuous Fiber Reinforced Thermoplastic. J. Mater. Eng. Perform. 2016, 26, 843–848. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, R.; Shen, W.; Wang, T.; Xu, B.; Zheng, Y.; Qian, S. Variable pitch approach for performance improving of straight-bladed VAWT at rated tip speed ratio. Appl. Sci. 2018, 8, 957. [Google Scholar] [CrossRef]
- Ming, Y.; Xin, Z.; Zhang, J.; Duan, Y.; Wang, B. Fabrication of continuous glass fiber-reinforced dual-cure epoxy composites via UV-assisted fused deposition modeling. Compos. Commun. 2020, 21, 100401. [Google Scholar] [CrossRef]
- Ismail, K.I.; Yap, T.C.; Ahmed, R. 3D-Printed Fiber-Reinforced Polymer Composites by Fused. Polymers 2022, 14, 4659. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Prusinowski, A.; Kaczyński, R. Tribological behaviour of additively manufactured fiber-reinforced thermoplastic composites in various environments. Polymers 2020, 12, 1551. [Google Scholar] [CrossRef]
- Aravind, A.; Bhagat, A.R.; Radhakrishnan, R. A novel use of twisted continuous carbon fibers in additive manufacturing of composites. Mater. Today Proc. 2020, 46, 7049–7055. [Google Scholar] [CrossRef]
- Kipping, J.; Schüppstuhl, T. Load-Oriented Nonplanar Additive Manufacturing Method for Optimized Continuous Carbon Fiber Parts. Materials 2023, 16, 998. [Google Scholar] [CrossRef]
- Kipping, J.; Kállai, Z.; Schüppstuhl, T. A Set of Novel Procedures for Carbon Fiber Reinforcement on Complex Curved Surfaces Using Multi Axis Additive Manufacturing. Appl. Sci. 2022, 12, 5819. [Google Scholar] [CrossRef]
- Zhang, R.; Yu, L.; Chen, K.; Xue, P.; Jia, M.; Hua, Z. Amelioration of interfacial properties for CGF/PA6 composites fabricated by ultrasound-assisted FDM 3D printing. Compos. Commun. 2023, 39, 101551. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H.; Saed, A.B. Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2018, 38, 99–116. [Google Scholar] [CrossRef]
- Saeed, K.; McIlhagger, A.; Harkin-Jones, E.; Kelly, J.; Archer, E. Predication of the in-plane mechanical properties of continuous carbon fibre reinforced 3D printed polymer composites using classical laminated-plate theory. Compos. Struct. 2020, 259, 113226. [Google Scholar] [CrossRef]
- Hedayati, S.K.; Behravesh, A.H.; Hasannia, S.; Saed, A.B.; Akhoundi, B. 3D printed PCL scaffold reinforced with continuous biodegradable fiber yarn: A study on mechanical and cell viability properties. Polym. Test. 2020, 83, 106347. [Google Scholar] [CrossRef]
- Kalova, M.; Rusnakova, S.; Krzikalla, D.; Mesicek, J.; Tomasek, R.; Podeprelova, A.; Rosicky, J.; Pagac, M. 3d printed hollow off-axis profiles based on carbon fiber-reinforced polymers: Mechanical testing and finite element method analysis. Polymers 2021, 13, 2949. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Tensile and flexural response of 3D printed solid and porous CCFRPC structures and fracture interface study using image processing technique. J. Mater. Res. Technol. 2021, 14, 731–742. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimasauskas, M. Delamination observation occurred during the flexural bending in additively manufactured PLA-short carbon fiber filament reinforced with continuous carbon fiber composite. Results Eng. 2021, 11, 100246. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Billings, C.; Siddique, R.; Sherwood, B.; Hall, J.; Liu, Y. Additive Manufacturing and Characterization of Sustainable Wood Fiber-Reinforced Green Composites. J. Compos. Sci. 2023, 7, 489. [Google Scholar] [CrossRef]
- Uşun, A.; Gümrük, R. The mechanical performance of the 3D printed composites produced with continuous carbon fiber reinforced filaments obtained via melt impregnation. Addit. Manuf. 2021, 46, 102112. [Google Scholar] [CrossRef]
- Naik, M.; Thakur, D.; Salunkhe, S. Evaluation of thermal and mechanical properties of continuous fiberglass reinforced thermoplastic composite fabricated by fused deposition modeling. J. Appl. Polym. Sci. 2023, 140, 10–11. [Google Scholar] [CrossRef]
- Caminero, M.; Chacón, J.; García-Moreno, I.; Rodríguez, G. Impact damage resistance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Compos. Part B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Garcia, E.; Nunez, P.J.; Chacon, J.M.; Caminero, M.A.; Kamarthi, S. Comparative study of geometric properties of unreinforced PLA and PLA-Graphene composite materials applied to additive manufacturing using FFF technology. Polym. Test. 2020, 91, 106860. [Google Scholar] [CrossRef]
- Stamopoulos, A.G.; Glinz, J.; Senck, S. Assessment of the effects of the addition of continuous fiber filaments in PA 6/short fiber 3D-printed components using interrupted in-situ x-ray CT tensile testing. Eng. Fail. Anal. 2024, 159, 108121. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, Y.; Yang, L.; Wu, S.; Tang, D.; Yan, C.; Shi, Y. Additive Manufacturing of Carbon Fiber-reinforced Composites: A Review. Appl. Compos. Mater. 2023, 31, 353–398. [Google Scholar] [CrossRef]
- Vatandaş, B.B.; Uşun, A.; Gümrük, R.; Şimşek, C. The Relationship Between Fiber Bundle Size and Mechanical Performance of Additively Manufactured Continuous Carbon Fiber Reinforced Thermoplastic Composites. 3D Print. Addit. Manuf. 2023, 10, 1190–1203. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Zhuang, Y.; Wang, X.; Li, L.; Liu, J. Hybrid layout and additive manufacturing of continuous carbon/glass fibers reinforced composites, and its effect on mechanical properties. Compos. Struct. 2023, 319, 117133. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Hu, Z.; Ye, X.; Wang, S.; Zhao, Y.; Wang, B.; Ou, Y.; Zhang, J. High strength carbon-fiber reinforced polyamide 6 composites additively manufactured by screw-based extrusion. Compos. Sci. Technol. 2022, 229, 109707. [Google Scholar] [CrossRef]
- Man, Z.; Wan, B.; Wang, H.; Li, Q.; Chang, L. Experimental and numerical study on scratch performance of additively manufactured continuous carbon fibre reinforced polyamide 6 composites. Compos. Sci. Technol. 2022, 230, 109314. [Google Scholar] [CrossRef]
- Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; Piš, D.; Mishra, R.K. Low-Cycle Fatigue Behavior of 3D-Printed PLA Reinforced with Natural Filler. Polymers 2022, 14, 1301. [Google Scholar] [CrossRef]
- Galos, J.; Hu, Y.; Ravindran, A.R.; Ladani, R.B.; Mouritz, A.P. Electrical properties of 3D printed continuous carbon fibre composites made using the FDM process. Compos. Part A Appl. Sci. Manuf. 2021, 151, 106661. [Google Scholar] [CrossRef]
- Garofalo, J.; Walczyk, D. In situ impregnation of continuous thermoplastic composite prepreg for additive manufacturing and automated fiber placement. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106446. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Dave, H.K.; Raval, H.K. Effect of fiber volume fraction on the impact strength of fiber reinforced polymer composites made by FDM process. Mater. Today Proc. 2021, 44, 2102–2106. [Google Scholar] [CrossRef]
- Bhagia, D.E.S.; Lowden, R.R. Tensile Properties of 3D-Printed Wood-Filled PLA Materials Using Poplar Trees 3. Appl. Mater. Today. 2020, 21, 100832. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, Z.; Zhang, F.; Tan, Y.; Yi, R. Molding process and properties of continuous carbon fiber three-dimensional printing. Adv. Mech. Eng. 2019, 11, 1–11. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Imeri, A.; Fidan, I.; Elkelany, M. 3D printed fiber reinforced polymer composites—Structural analysis. Compos. Part B Eng. 2019, 175, 107112. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Yan, Y.; Ali, I.; Cheng, L. Influence of mixed isotropic fiber angles and hot press on the mechanical properties of 3D printed composites. Addit. Manuf. 2019, 27, 150–158. [Google Scholar] [CrossRef]
- Chabaud, G.; Castro, M.; Denoual, C.; Le Duigou, A. Hygromechanical properties of 3D printed continuous carbon and glass fibre reinforced polyamide composite for outdoor structural applications. Addit. Manuf. 2019, 26, 94–105. [Google Scholar] [CrossRef]
- Hetrick, D.R.; Sanei, S.H.R.; Ashour, O.; Bakis, C.E. Charpy impact energy absorption of 3D printed continuous Kevlar reinforced composites. J. Compos. Mater. 2021, 55, 1705–1713. [Google Scholar] [CrossRef]
- Alarifi, I.M. A performance evaluation study of 3d printed nylon/glass fiber and nylon/carbon fiber composite materials. J. Mater. Res. Technol. 2022, 21, 884–892. [Google Scholar] [CrossRef]
- Wu, W.; Li, Z.; Lin, G.; Ma, J.; Gao, Z.; Qu, H.; Zhang, F. Additive manufacturing of continuous BF-reinforced PES composite material and mechanical and wear properties evaluation. J. Mater. Sci. 2022, 57, 12903–12915. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Research of Continuous Carbon Fiber Content in Porous Composite Structures Produced by Using Additive Manufacturing Technology. Macromol. Symp. 2022, 404, 2100429. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Development and fabrication of continuous carbon fiber reinforced thermoplastic porous composite structures with different infill patterns by using additive manufacturing. J. Thermoplast. Compos. Mater. 2022, 36, 2050–2075. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Yavas, D.; Zhang, Z.; Liu, Q.; Wu, D. Interlaminar shear behavior of continuous and short carbon fiber reinforced polymer composites fabricated by additive manufacturing. Compos. Part B Eng. 2021, 204, 108460. [Google Scholar] [CrossRef]
- Touchard, F.; Chocinski-Arnault, L.; Fournier, T.; Magro, C.; Lafitte, A.; Caradec, A. Interfacial adhesion quality in 3D printed continuous CF/PA6 composites at filament/matrix and interlaminar scales. Compos. Part B Eng. 2021, 218, 108891. [Google Scholar] [CrossRef]
- Islam, M.R.; Taylor, W.; Warren, R.; Hsiao, K.-T. Enhancing the Interlaminar Shear Strength and Void Control of 3D-Printed Continuous Carbon-Fiber-Reinforced Polymer Composites Using a Robotic Magnetic Compaction Force-Assisted Additive Manufacturing (MCFA-AM) Process and Carbon-Nanofiber Z-Threads. Appl. Sci. 2023, 13, 5914. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Fidan, I. Tensile performance of 3d-printed continuous fiber-reinforced nylon composites. J. Manuf. Mater. Process. 2021, 5, 68. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Am. Acad. Dermatol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Sang, L.; Han, S.; Li, Z.; Yang, X.; Hou, W. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications. Compos. Part B Eng. 2019, 164, 629–639. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, J.; Wang, J.; Wang, B. Compatibilizer Assistant SCF/ABS Composites with Improved Mechanical Properties Prepared by Fused Deposition Modeling. Polym. Technol. Eng. 2017, 57, 1576–1584. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Wei, J.; Wang, S.; Zhang, M. Additive Manufacturing of CFRP Composites Using Fused Deposition Modeling: Effects of Carbon Fiber Content and Length. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, Charlotte, NC, USA, 8–12 June 2015. [Google Scholar]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- Saeed, K.; McIlhagger, A.; Harkin-Jones, E.; McGarrigle, C.; Dixon, D.; Shar, M.A.; McMillan, A.; Archer, E. Characterization of continuous carbon fibre reinforced 3D printed polymer composites with varying fibre volume fractions. Compos. Struct. 2021, 282, 115033. [Google Scholar] [CrossRef]
- Ibrahim, Y.; Melenka, G.W.; Kempers, R. Flexural properties of three-dimensional printed continuous wire polymer composites. Mater. Sci. Technol. 2019, 35, 1471–1482. [Google Scholar] [CrossRef]
- Karimi, A.; Rahmatabadi, D.; Baghani, M. Various FDM Mechanisms Used in the Fabrication of Continuous-Fiber Reinforced Composites: A Review. Polymers 2024, 16, 831. [Google Scholar] [CrossRef]
- Tuli, N.T.; Khatun, S.; Rashid, A.B. Heliyon Unlocking the future of precision manufacturing: A comprehensive exploration of 3D printing with fiber-reinforced composites in aerospace, automotive, medical, and consumer industries. Heliyon 2024, 10, e27328. [Google Scholar] [CrossRef]
- Narasaki, H.; Ogawa, K.; Tsujimoto, K. Determination of trace phosphorus in organic materials by a combined low temperature ashing-spectrophotometry. Bunseki Kagaku 1979, 28, 195–196. [Google Scholar] [CrossRef]
- Al Abadi, H.; Thai, H.-T.; Paton-Cole, V.; Patel, V. Elastic properties of 3D printed fibre-reinforced structures. Compos. Struct. 2018, 193, 8–18. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Popescu, D. 3d-printed carbon fiber reinforced polymer composites: A systematic review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- Yang, L.; Zheng, D.; Jin, G.; Yang, G. Fabrication and Formability of Continuous Carbon Fiber Reinforced Resin Matrix Composites Using Additive Manufacturing. Crystals 2022, 12, 649. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene. 6. the properties of injection moulded long fibre PP at high fibre content. Compos. Part A Appl. Sci. Manuf. 2005, 36, 995–1003. [Google Scholar] [CrossRef]
- Ferreira, I.; Machado, M.; Alves, F.; Marques, A.T. A review on fibre reinforced composite printing via FFF. Rapid Prototyp. J. 2019, 25, 972–988. [Google Scholar] [CrossRef]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Ingrassia, T.; Nigrelli, V.; Ricotta, V.; Tartamella, C. Process parameters influence in additive manufacturing. In Advances on Mechanics, Design Engineering and Manufacturing, In Proceedings of the International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing (JCM 2016), Catania, Italy, 14–16 September 2016; Springer: Cham, Switzerland.
- Argüello-Bastos, J.D.; González-Estrada, O.A.; Ruiz-Florián, C.A.; Pertuz-Comas, A.D.; V-Niño, E.D. Study of mechanical properties under compression failure in reinforced composite materials produced by additive manufacturing. J. Phys. Conf. Ser. 2018, 1126, 012005. [Google Scholar] [CrossRef]
- Gabr, M.H.; Okumura, W.; Ueda, H.; Kuriyama, W.; Uzawa, K.; Kimpara, I. Mechanical and thermal properties of carbon fiber/polypropylene composite filled with nano-clay. Compos. Part B Eng. 2015, 69, 94–100. [Google Scholar] [CrossRef]
- Ghabezi, P.; Sam-Daliri, O.; Flanagan, T.; Walls, M.; Harrison, N.M. Circular economy innovation: A deep investigation on 3D printing of industrial waste polypropylene and carbon fibre composites. Resour. Conserv. Recycl. 2024, 206, 107667. [Google Scholar] [CrossRef]
- Giani, N.; Mazzocchetti, L.; Benelli, T.; Picchioni, F.; Giorgini, L. Towards sustainability in 3D printing of thermoplastic composites: Evaluation of recycled carbon fibers as reinforcing agent for FDM filament production and 3D printing. Compos. Part A Appl. Sci. Manuf. 2022, 159, 107002. [Google Scholar] [CrossRef]
- Giani, N.; Ortolani, J.; Mazzocchetti, L.; Benelli, T.; Picchioni, F.; Giorgini, L. Production of Thermoplastic Composite Filaments for Additive Manufacturing using Recycled Carbon Fibers. Macromol. Symp. 2022, 405, 2100249. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- Prüß, H.; Vietor, T. Design for Fiber-Reinforced Additive Manufacturing. J. Mech. Des. 2015, 137, 111409. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.; Maeno, T. 3D printing of carbon fibre-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Bryll, K.; Piesowicz, E.; Szymański, P.; Ślączka, W.; Pijanowski, M. Polymer Composite Manufacturing by FDM 3D Printing Technology. MATEC Web Conf. 2018, 237, 02006. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.; Jones, A.; Pu, J. 3D printing of continuous fibre reinforced thermoplastic composites. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017; pp. 20–25. [Google Scholar]
- Zhang, H.; Lei, X.; Hu, Q.; Wu, S.; Aburaia, M.; Gonzalez-Gutierrez, J.; Lammer, H. Hybrid Printing Method of Polymer and Continuous Fiber-Reinforced Thermoplastic Composites (CFRTPCs) for Pipes through Double-Nozzle Five-Axis Printer. Polymers 2022, 14, 819. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D printed continuous fibre reinforced composite corrugated structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Li, N. A novel free-hanging 3D printing method for continuous carbon fiber reinforced thermoplastic lattice truss core structures. Mater. Des. 2018, 137, 235–244. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Ueda, M.; Kishimoto, S.; Yamawaki, M.; Matsuzaki, R.; Todoroki, A.; Hirano, Y.; Le Duigou, A. 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105985. [Google Scholar] [CrossRef]
- O’Neill, B. Nozzle Diameter and Layer Height Explained. Wevolver-Manufacturing. 2023. Available online: https://www.3djake.com/info/guide/3d-printer-nozzle-guide#:~:text=Nozzle%20diameter,-3D%20printer%20nozzles&text=The%20diameter%20of%20a%20nozzle,80%25%20of%20the%20nozzle%20diameter (accessed on 26 May 2024).
- Chen, K.; Yu, L.; Cui, Y.; Jia, M.; Pan, K. Optimization of printing parameters of 3D-printed continuous glass fiber reinforced polylactic acid composites. Thin-Walled Struct. 2021, 164, 107717. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J. Mater. Sci. 2017, 53, 1887–1898. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Paunonen, S. Poly (lactic acid)/pulp fiber composites: The effect of fiber surface modification and hydrothermal aging on viscoelastic and strength properties. J. Appl. Polym. Sci. 2020, 137, 49617. [Google Scholar] [CrossRef]
- Lee, A.; Wynn, M.; Quigley, L.; Salviato, M.; Zobeiry, N. Effect of temperature history during additive manufacturing on crystalline morphology of PEEK. Adv. Ind. Manuf. Eng. 2022, 4, 100085. [Google Scholar] [CrossRef]
- Rendas, P.; Figueiredo, L.; Cláudio, R.; Vidal, C.; Soares, B. Investigating the effects of printing temperatures and deposition on the compressive properties and density of 3D printed polyetheretherketone. Prog. Addit. Manuf. 2023, 1–17. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Brenken, B.; Barocioa, E.; Favaloroa, A.; Kunc, V.; Pipes, R.B. Experimental Characterization of the Mechanical Properties of 3D-Printed ABS and Polycarbonate Parts Nomenclature 3D = Three-dimensional AM = Additive manufacturing ABS = Acrylonitrile butadiene styrene ASTM = American Society for Testing and Materials CA. In Proceedings of the 2016 Annual Conference on Experimental and Applied Mechanics, Orlando, FL, USA, 6–9 June 2016; pp. 89–105. [Google Scholar]
- Onwubolu, G.C.; Rayegani, F. Characterization and Optimization of Mechanical Properties of ABS Parts Manufactured by the Fused Deposition Modelling Process. Int. J. Manuf. Eng. 2014, 2014, 598531. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Lanzotti, A.; Grasso, M.; Staiano, G.; Martorelli, M. The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp. J. 2015, 21, 604–617. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.; Mahapatra, S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Safari, F.; Kami, A.; Abedini, V. 3D printing of continuous fiber reinforced composites: A review of the processing, pre- and post-processing effects on mechanical properties. Polym. Polym. Compos. 2022, 30, 09673911221098734. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Malakhov, A.V.; Polilov, A.N.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of optimized composites with variable fiber volume fraction and stiffness using continuous fiber. Compos. Sci. Technol. 2019, 186, 107905. [Google Scholar] [CrossRef]
- Pyl, L.; Kalteremidou, K.-A.; Van Hemelrijck, D. Exploration of specimen geometry and tab configuration for tensile testing exploiting the potential of 3D printing freeform shape continuous carbon fibre-reinforced nylon matrix composites. Polym. Test. 2018, 71, 318–328. [Google Scholar] [CrossRef]
- Araya-Calvo, M.; López-Gómez, I.; Chamberlain-Simon, N.; León-Salazar, J.L.; Guillén-Girón, T.; Corrales-Cordero, J.S.; Sánchez-Brenes, O. Evaluation of compressive and flexural properties of continuous fiber fabrication additive manufacturing technology. Addit. Manuf. 2018, 22, 157–164. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. An insight into additive manufacturing of fiber reinforced polymer composite. Int. J. Light. Mater. Manuf. 2019, 2, 267–278. [Google Scholar] [CrossRef]
- Lu, Z.L.; Lu, F.; Cao, J.W.; Li, D.C. Manufacturing properties of turbine blades of carbon fiber-reinforced SiC composite based on stereolithography. Mater. Manuf. Process. 2014, 29, 201–209. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Ivey, M.; Melenka, G.W.; Carey, J.P.; Ayranci, C. Characterizing short-fiber-reinforced composites produced using additive manufacturing. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 81–91. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Burbine, S.; Shivaprakash, N.K.; Mead, J. 3D-printable PP/SEBS thermoplastic elastomeric blends: Preparation and properties. Polymers 2019, 11, 347. [Google Scholar] [CrossRef]
- Geng, P.; Zhao, J.; Wu, W.; Ye, W.; Wang, Y.; Wang, S.; Zhang, S. Effects of extrusion speed and printing speed on the 3D printing stability of extruded PEEK filament. J. Manuf. Process. 2018, 37, 266–273. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of polypropylene/short glass fiber composite as Fused Deposition Modeling (FDM) filament. Results Phys. 2018, 12, 205–222. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of oriented carbon fiber/polyamide 12 composite parts fabricated by fused deposition modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Lindahl, J.; Ridge, O.; Hassen, A.A.; Ridge, O.; Romberg, S. Large-Scale Additive Manufacturing with Reactive Polymers. November 2018. Available online: https://www.researchgate.net/publication/328937832_LARGE-SCALE_ADDITIVE_MANUFACTURING_WITH_REACTIVE_POLYMERS (accessed on 26 May 2024).
- Heller, B.P.; Smith, D.E.; Jack, D.A. Effects of extrudate swell and nozzle geometry on fiber orientation in Fused Filament Fabrication nozzle flow. Addit. Manuf. 2016, 12, 252–264. [Google Scholar] [CrossRef]
- Mulholland, T.; Goris, S.; Boxleitner, J.; Osswald, T.A.; Rudolph, N. Fiber Orientation Effects in Fused Filament Fabrication of Air-Cooled Heat Exchangers. JOM 2018, 70, 298–302. [Google Scholar] [CrossRef]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.-W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Baechle-Clayton, M.; Loos, E.; Taheri, M.; Taheri, H. Failures and Flaws in Fused Deposition Modeling (FDM) Additively Manufactured Polymers and Composites. J. Compos. Sci. 2022, 6, 202. [Google Scholar] [CrossRef]
- Hernandez-Contreras, A.; Ruiz-Huerta, L.; Caballero-Ruiz, A.; Moock, V.; Siller, H.R. Extended CT Void Analysis in FDM Additive Manufacturing Components. Materials 2020, 13, 3831. [Google Scholar] [CrossRef]
- Pace, F.; Stamopoulos, A.G.; Eckl, M.; Senck, S.; Glinz, J. Analysis of the Manufacturing Porosity in Fused Filament Fabricated Onyx/Long Fiber Reinforced Composites Using X-Ray Computed Tomography. J. Nondestruct. Eval. 2023, 42, 1–18. [Google Scholar] [CrossRef]
- Mohseni, Y.; Mohseni, M.; Suresh, S.; Riotto, M.; Jaggessar, A.; Little, J.P.; Yarlagadda, P.K. Materials Today: Proceedings Investigating impacts of FDM printing parameters and geometrical features on void formation in 3D printed automotive components. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Mourad, A.-H.I.; Idrisi, A.H.; Christy, J.V.; Thekkuden, D.T.; Al Jassmi, H.; Ghazal, A.M.; Syam, M.M.; Al Qadi, O.D.A.A. Mechanical Performance Assessment of Internally-Defected Materials Manufactured Using Additive Manufacturing Technology. J. Manuf. Mater. Process. 2019, 3, 74. [Google Scholar] [CrossRef]
- Sun, X.; Mazur, M.; Cheng, C.-T. A review of void reduction strategies in material extrusion-based additive manufacturing. Addit. Manuf. 2023, 67, 103463. [Google Scholar] [CrossRef]
- Ferretti, P.; Leon-Cardenas, C.; Santi, G.M.; Sali, M.; Ciotti, E.; Frizziero, L.; Donnici, G.; Liverani, A. Relationship between FDM 3D Printing Parameters Study: Parameter Optimization for Lower Defects. Polymers 2021, 13, 2190. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimasauskas, M. Characterization of carbon fiber reinforced PLA composites manufactured by fused deposition modeling. Compos. Part C Open Access 2021, 4, 100112. [Google Scholar] [CrossRef]
- Glinz, J. Influence of continuous fiber reinforcement on tensile properties in fused filament fabricated specimens. In Proceedings of the AIAA SCITECH 2023 Forum, National Harbor, MD, USA, 23–27 January 2023. [Google Scholar]
- Saeed, K.; Mcilhagger, A.; Dooher, T.; Ullah, J.; Manzoor, F.; Velay, X.; Archer, E. Lap Shear Strength and Fatigue Analysis of Continuous Carbon-Fibre-Reinforced 3D-Printed Thermoplastic Composites by Varying the Load and Fibre Content. Polymers 2024, 16, 579. [Google Scholar] [CrossRef]
- Ojha, K.K.; Gugliani, G.; Francis, V. Impact and tensile performance of continuous 3D-printed Kevlar fiber-reinforced composites manufactured by fused deposition modelling. Prog. Addit. Manuf. 2022, 8, 1043–1057. [Google Scholar] [CrossRef]
- Gunaydin, K. Common FDM 3D Printing Defects. In Proceedings of the International Congress on 3D Printing (Additive Manufacturing) Technologies and Digital Industry, Antalya, Turkey, 19–21 April 2018. [Google Scholar]
- Pollet, A.; Almeida, J.H.S., Jr.; Stamopoulοs, A.G.; Amico, S.C. Mode-I fracture toughness of hygrothermally aged curved filament-wound carbon and glass fibre composites. Eng. Fail. Anal. 2024, 160, 108172. [Google Scholar] [CrossRef]
- Lambiase, F.; Stamopoulos, A.G.; Pace, F.; Paoletti, A. Influence of the deposition pattern on the interlayer fracture toughness of FDM components. Int. J. Adv. Manuf. Technol. 2023, 128, 4269–4281. [Google Scholar] [CrossRef]
- Kizhakkinan, U.; Rosen, D.W.; Raghavan, N. Experimental investigation of fracture toughness of fused deposition modeling 3D-printed PLA parts. Mater. Today Proc. 2022, 70, 631–637. [Google Scholar] [CrossRef]
- Stamopoulos, A.G.; Scipioni, S.I.; Lambiase, F. Experimental characterization of the interlayer fracture toughness of FDM components. Compos. Struct. 2023, 320, 117213. [Google Scholar] [CrossRef]
- Stamopoulos, A.G.; Psaropoulos, A.P.; Tserpes, K. Experimental and numerical investigation of the effects of porosity on the in-plane shear properties of CFRPs using the V-notched rail shear test method. Int. J. Mater. Form. 2020, 14, 67–82. [Google Scholar] [CrossRef]
- Rahul, V.; Alokita, S.; Jayakrishna, K.; Kar, V.R.; Rajesh, M.; Thirumalini, S.; Manikandan, M. Structural Health Monitoring of Aerospace Composites; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Wimpenny, D.I.; Pandey, P.M.; Kumar, L.J. Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017; pp. 1–186. [Google Scholar]
- Vedrtnam, A.; Ghabezi, P.; Gunwant, D.; Jiang, Y.; Sam-Daliri, O.; Harrison, N.; Goggins, J.; Finnegan, W. Mechanical performance of 3D-printed continuous fibre Onyx composites for drone applications: An experimental and numerical analysis. Compos. Part C Open Access 2023, 12, 100418. [Google Scholar] [CrossRef]
- Friedrich, K.; Almajid, A.A. Manufacturing aspects of advanced polymer composites for automotive applications. Appl. Compos. Mater. 2012, 20, 107–128. [Google Scholar] [CrossRef]
- Edwards, C.A.; Ogin, S.L.; Jesson, D.A.; Oldfield, M.; Livesey, R.L.; James, B.J.; Boardman, R.P. Characterization and ballistic performance of thin pre-damaged resin-starved aramid-fiber composite panels. Text. Res. J. 2021, 91, 2846–2858. [Google Scholar] [CrossRef]
- Sonnenschein, R.; Gajdosova, K.; Holly, I. FRP Composites and their Using in the Construction of Bridges. Procedia Eng. 2016, 161, 477–482. [Google Scholar] [CrossRef]
- Tu, Y.; Liu, Z.; Carneiro, L.; Ryan, C.M.; Parnell, A.C.; Leen, S.B.; Harrison, N.M. Materials & Design Towards an instant structure-property prediction quality control tool for additive manufactured steel using a crystal plasticity trained deep learning surrogate. Mater. Des. 2022, 213, 110345. [Google Scholar]
- Horňas, J.; Běhal, J.; Homola, P.; Doubrava, R.; Holzleitner, M.; Senck, S. A machine learning based approach with an augmented dataset for fatigue life prediction of additively manufactured Ti-6Al-4V samples. Eng. Fract. Mech. 2023, 293, 109709. [Google Scholar] [CrossRef]
- Horňas, J.; Běhal, J.; Homola, P.; Senck, S.; Holzleitner, M.; Godja, N.; Pásztor, Z.; Hegedüs, B.; Doubrava, R.; Růžek, R.; et al. Modelling fatigue life prediction of additively manufactured Ti-6Al-4V samples using machine learning approach. Int. J. Fatigue 2023, 169, 107483. [Google Scholar] [CrossRef]





| Sr.#. | Author Name | Year | Fiber | Polymer | Remarks |
|---|---|---|---|---|---|
| 1 | Antonios et al. [36] | 2024 | Carbon Fiber | Onyx | The neat onyx material served as a reference while carbon fiber samples with 2, 4, and 6 reinforcing layers out of a constant total layer number of 16 were examined. Micro-X-ray Computed Tomography readings were used to position representative samples. Tensile strength does not increase linearly from 0 to 4 continuous fiber layers; samples reinforced with 6 layers exhibited lower tensile strength than those with 4 layers. |
| 2 | Hu et al. [37] | Carbon Fiber | PLA | Many technologies that are now feasible, and their key components depend on the kind of carbon fiber substrate and its structure, have been discussed. The study focuses on the creation of CFRCs made additively with FDM and selective laser sintering (SLS). Furthermore, a thorough explanation of CFRCs made via additive manufacturing was provided. | |
| 3 | Naik, Thakur and Salunkhe [32] | 2023 | Glass Fiber | Onyx | The specimen with the triangle infill pattern and 0/90 fiber orientation has a maximum tensile strength of 148.01 MPa, according to the results of the tensile test. In contrast, the drop impact test findings revealed that the triangular infill design with 0/90 fiber orientation absorbs the most impact energy, 8.98% more than the rectangular and honeycomb patterns, respectively. |
| 4 | Vatandaş et al. [38] | Carbon Fiber | PLA | The findings show that whereas the fiber bundle size primarily affects flexural and ILSS performance, it has little effect on tensile strength. In ILSS testing, the bundle size impact was much more prominent, with 6K bundle size exhibiting the highest strength. | |
| 5 | Zhang et al. [21] | Glass Fiber | PA6 | The introduction of ultrasonic strengthens the bonding strength between interlayers and inter-filaments, improving the bonding between glass fiber reinforcement and PA6 matrix. Moreover, the mechanical characteristics all improve, and the porosity of printed samples dramatically drops with an increase in ultrasonic frequency, from 4.52% to 1.33%. | |
| 6 | Ding et al. [39] | Carbon Fiber, Glass Fiber | Nylon | Comparing the impact strength to single carbon fiber-reinforced nylon composites, it climbed to 250% of the original value, while the tensile strength only lost 7% of its original value. With the same fiber content but different layouts, the printed hybrid composites’ tensile and impact strengths varied by 20% and 35%, respectively. | |
| 7 | Ahmad et al. [40] | 2022 | Oil Palm Fiber | ABS | Through the Taguchi experiment, the tension and bending strengths of the reinforced material were maximized. Various parameters were tested and the most important printing parameter influencing tensile and flexural behavior was printing orientation. |
| 8 | Xiping Li et al. [41] | Carbon Fiber | Nylon PA6 | High-strength CF-Nylon composite was produced using a screw-extrusion 3D printer that was uniquely designed. The porosity and fluidity of the composites were reduced by the inclusion of carbon fiber. | |
| 9 | Ziyan Man et al. [42] | Carbon Fiber | Nylon | Three factors: fiber/matrix bonding, fiber orientation, and fiber distribution affect the scratch behavior of 3D-printed CF-PA6. The three main processes of wear are loss of fiber, breaking of fiber, and abrasion. | |
| 10 | Müller et al. [43] | Bamboo Pinewood Cork | PLA | PLA composites and 3D-printed PLA were evaluated for low cycle fatigue. When compared to pure PLA, all composites exhibit reduced tensile and fatigue characteristics. | |
| 11 | Uşun and Gümrük [31] | 2021 | Carbon Fiber | PLA | The melt impregnation line was used to produce the CFRTP filaments internally. Comparing CFRTP composites with 22% and 33% CF, the 40% CF composites exhibited superior tensile and flexural strength. |
| 12 | Joel Galos et al. [44] | Carbon Fiber | Nylon | In contrast to a hot-molded composite composed of nylon reinforced with carbon fiber, FDM 3D-printed material had reduced longitudinal electrical conductivity. In comparison to molded composites, 3D-printed composites offer superior electrical conductivities through and transverse-thickness. | |
| 13 | Garofalo and Walczyk [45] | Carbon Fiber | LDPE Nylon Polycarbonate | A new production method was developed to produce CFRP. Although the created filament had a higher volume fraction and pre-preg quality, it is unknown what effects the new filament has on the mechanical properties. | |
| 14 | Prajapati, Dave and Raval [46] | Glass Fiber | Onyx (Nylon + Chopped Carbon fiber), | The addition of additional glass fiber reinforcing layers to the composite boosted its impact strength. | |
| 15 | Bhagia et al. [47] | 2020 | Poplar wood | PLA | Examination of two poplar-PLA composites (15% fibrillated poplar and 20% milled poplar) with respect to tensile testing. In terms of tensile strength, neat PLA outperforms both poplar wood-PLA composites. |
| 16 | Wang et al. [48] | Carbon Fiber, Glass Fiber | PEEK | The interfacial bonding between GF/PEEK and CF/PEEK is superior. Both composites have greater mechanical strengths (tensile, flexural, and impact) in comparison to neat. The mechanically strongest composite materials are those that include 5% weight fiber. Strengths were decreased when the fiber content was raised from 5% to 15%. | |
| 17 | García et al. [35] | Graphene | PLA | The results showed that dimensional accuracy was mostly affected by the construction orientation, with an increase in layer area on the X-Y plane. The Z-axis dimensional accuracy was essentially typical, with no variation from the accumulation of layers or any printing parameter. Building orientation had a significant influence, with flat orientation yielding the best results. | |
| 18 | Ming et al. [14] | Glass Fiber | Epoxy | 3D-printed CGF/EP samples with a 43 ± 3 weight percent fiber content demonstrated yield strength and modulus of elasticity of 272.51 ± 5.12 MPa and 8.01 ± 0.45 GPa, respectively, flexural strength and modulus of flexural modulus of 299.36 ± 6.16 MPa and 8.35 ± 0.18 GPa, and interlaminar shear strength of 34.06 ± 0.83 MPa. | |
| 19 | Zhang et al. [49] | 2019 | Carbon Fiber | PLA Nylon | The tensile and bending strengths of CCF-PLA are higher than those of clean PLA and short carbon PLA composite. Likewise, continuous carbon fiber-nylon gave improved results in terms of flexural and yield strength than neat nylon polymer. |
| 20 | Mohammadizadeh et al. [50] | Carbon Fiber, Glass Fiber, Kevlar | Nylon | All composites’ tensile, fatigue, and creep properties were examined. Kevlar- and GF-reinforced composites fared worse than carbon fiber-reinforced composites. Three factors were shown to be responsible for the failure of fiber-reinforced nylon: pullout, breaking, and delamination. | |
| 21 | Mei, Ali, Yan [51] | Carbon Fiber | Nylon | Compared to samples printed at fiber angles [30°/45°/60°] and [15°/45°/75°], the sample created with mixed isotropic fiber angle [0°/45°/90°] was stronger. Non-hot-pressed composites, in comparison to hot-pressed composites, have a greater modulus and tensile strength. | |
| 22 | Chabaud et al. [52] | Carbon Fiber, Glass Fiber | PA | In every printing pattern or printing intensity, onyx samples outperformed pristine nylon in terms of Young’s modulus and yield strength. The quantity of fiber in the carbon fiber–nylon matrix enhanced its tensile qualities. |
| 3D Printing Techniques | |||
|---|---|---|---|
| Technique Name | Powder | Liquid | Solid |
| Selective Laser Sintering | Yes | No | No |
| Stereolithography | No | Yes | No |
| Fused Deposition Modelling | No | No | Yes |
| Selective Laser Melting | Yes | No | No |
| Direct Metal Laser Sintering | Yes | No | No |
| Solid Ground Curing | No | Yes | No |
| Robocasting | No | No | Yes |
| Direct Metal Deposition | Yes | No | No |
| Laser Transfer Printing | No | Yes | No |
| Laminated Object Manufacturing | No | No | Yes |
| Smog Formation Potential | No | No | Yes |
| Thermojet | No | Yes | No |
| Digital Light Manufacturing | Yes | No | No |
| Multi Jet Modelling | No | Yes | No |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jamal, M.A.; Shah, O.R.; Ghafoor, U.; Qureshi, Y.; Bhutta, M.R. Additive Manufacturing of Continuous Fiber-Reinforced Polymer Composites via Fused Deposition Modelling: A Comprehensive Review. Polymers 2024, 16, 1622. https://doi.org/10.3390/polym16121622
Jamal MA, Shah OR, Ghafoor U, Qureshi Y, Bhutta MR. Additive Manufacturing of Continuous Fiber-Reinforced Polymer Composites via Fused Deposition Modelling: A Comprehensive Review. Polymers. 2024; 16(12):1622. https://doi.org/10.3390/polym16121622
Chicago/Turabian StyleJamal, Muhammad Azfar, Owaisur Rahman Shah, Usman Ghafoor, Yumna Qureshi, and M. Raheel Bhutta. 2024. "Additive Manufacturing of Continuous Fiber-Reinforced Polymer Composites via Fused Deposition Modelling: A Comprehensive Review" Polymers 16, no. 12: 1622. https://doi.org/10.3390/polym16121622