

Investigation of Creep Behavior of HDPE Pipe Butt Fusion Welded Joints Using a Stepped Isostress Method


Abstract
:1. Introduction
2. Experiment
2.1. Material
2.2. SSM Test
3. Results and Discussion
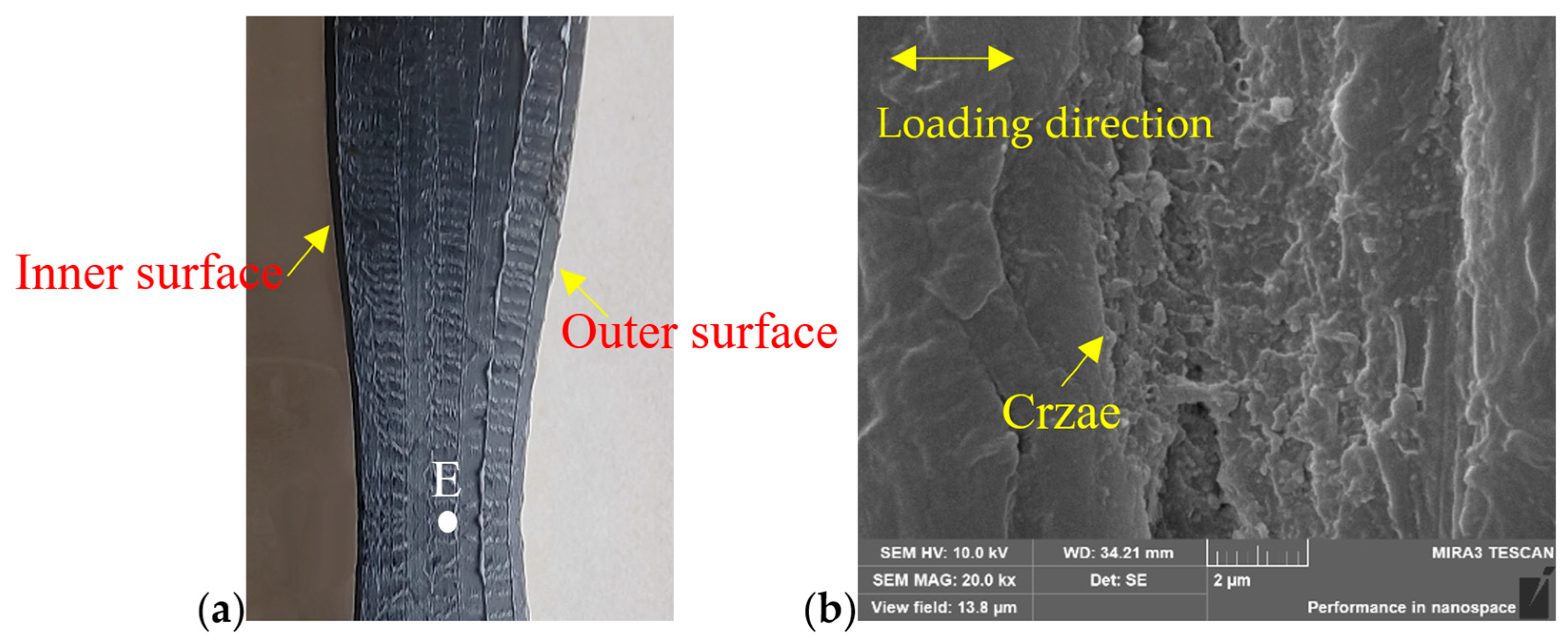
3.1. Failure Specimens
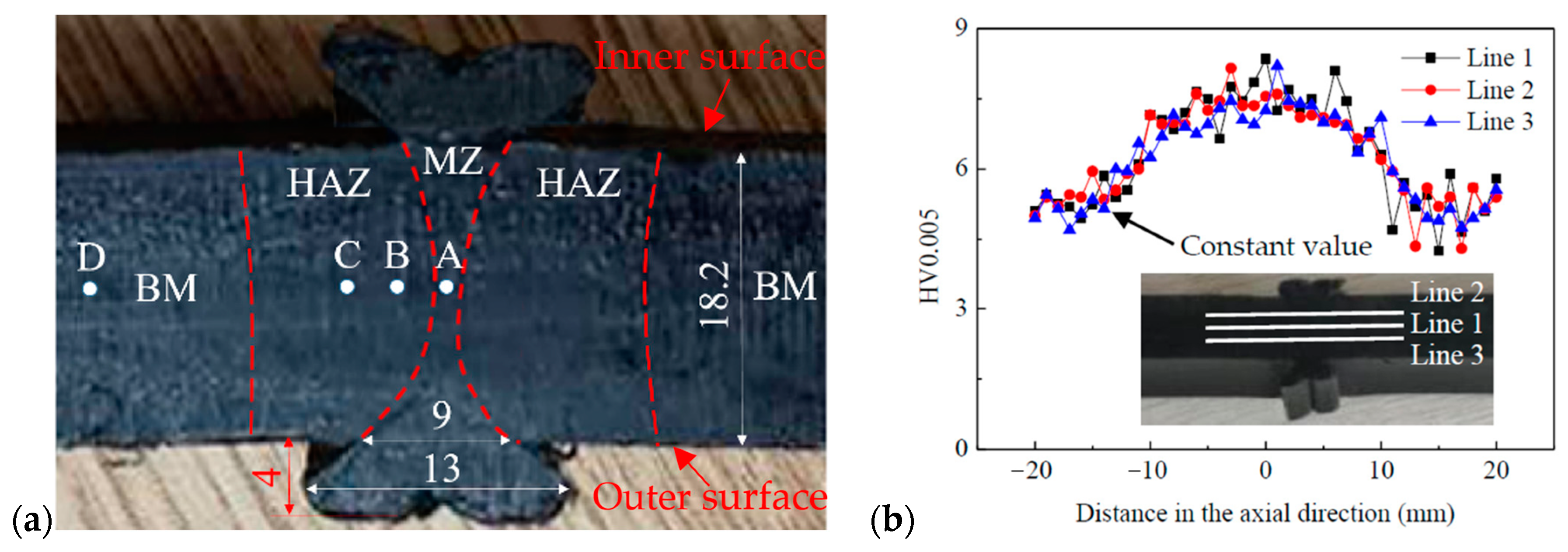
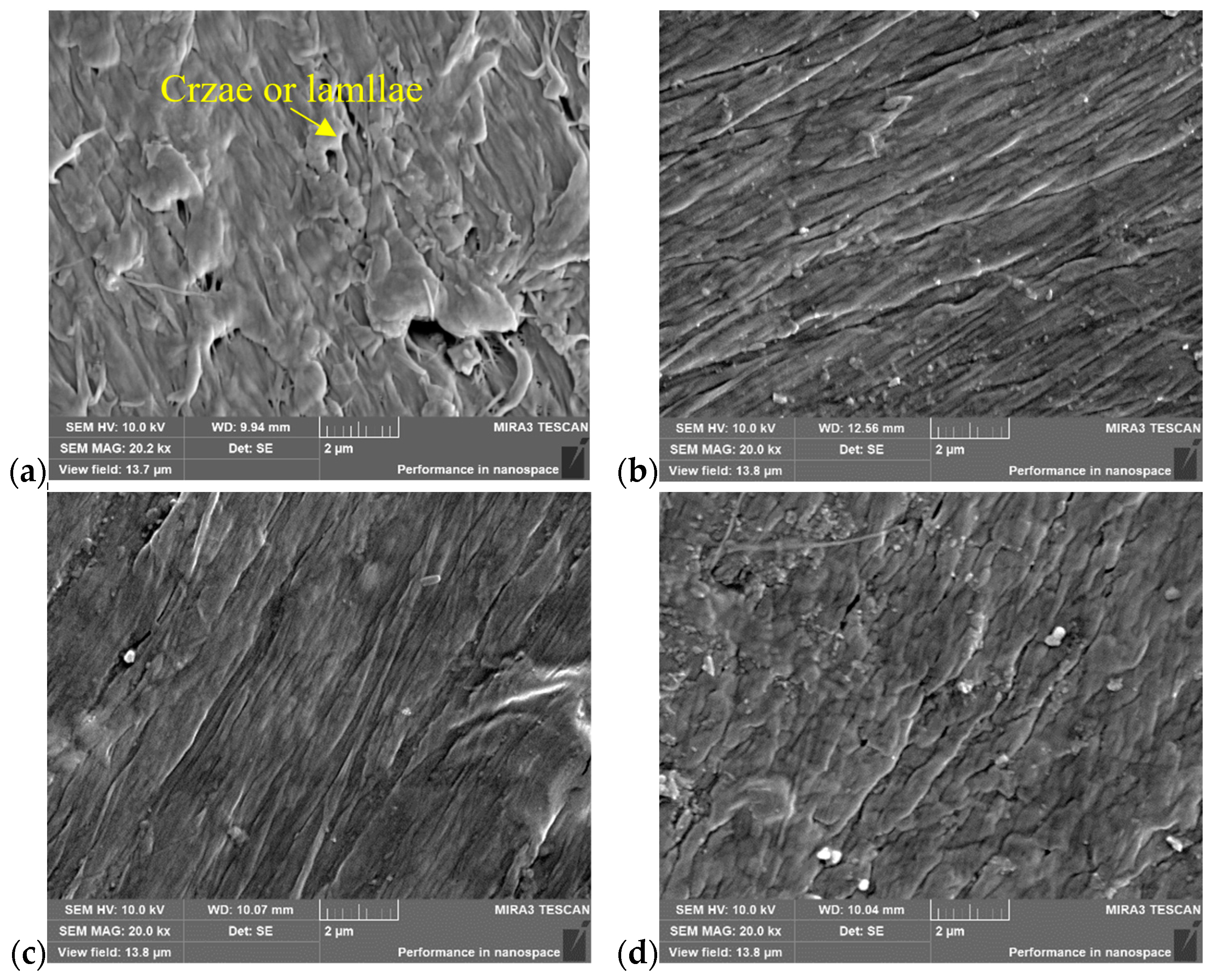
3.2. Microstructure Analysis
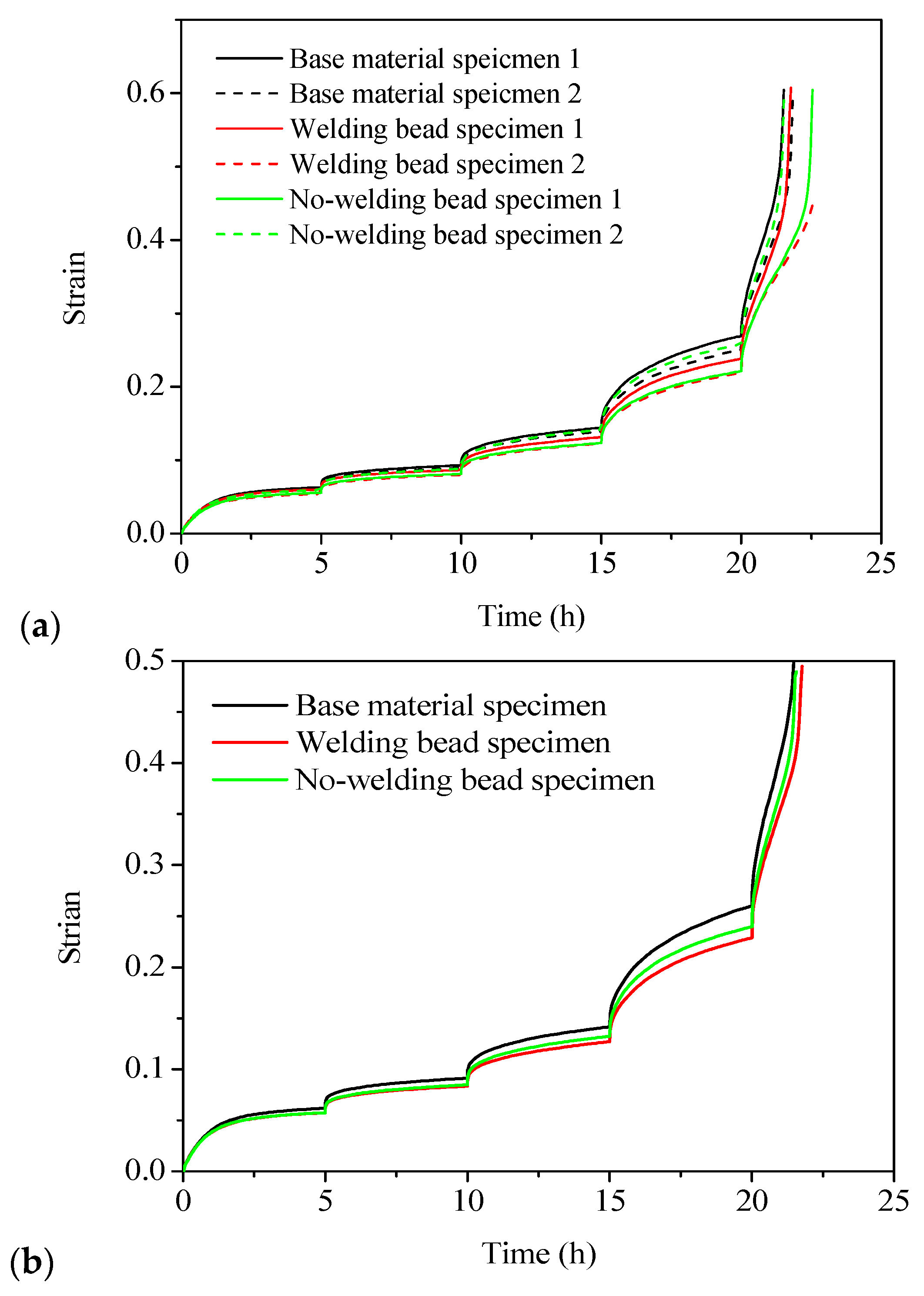
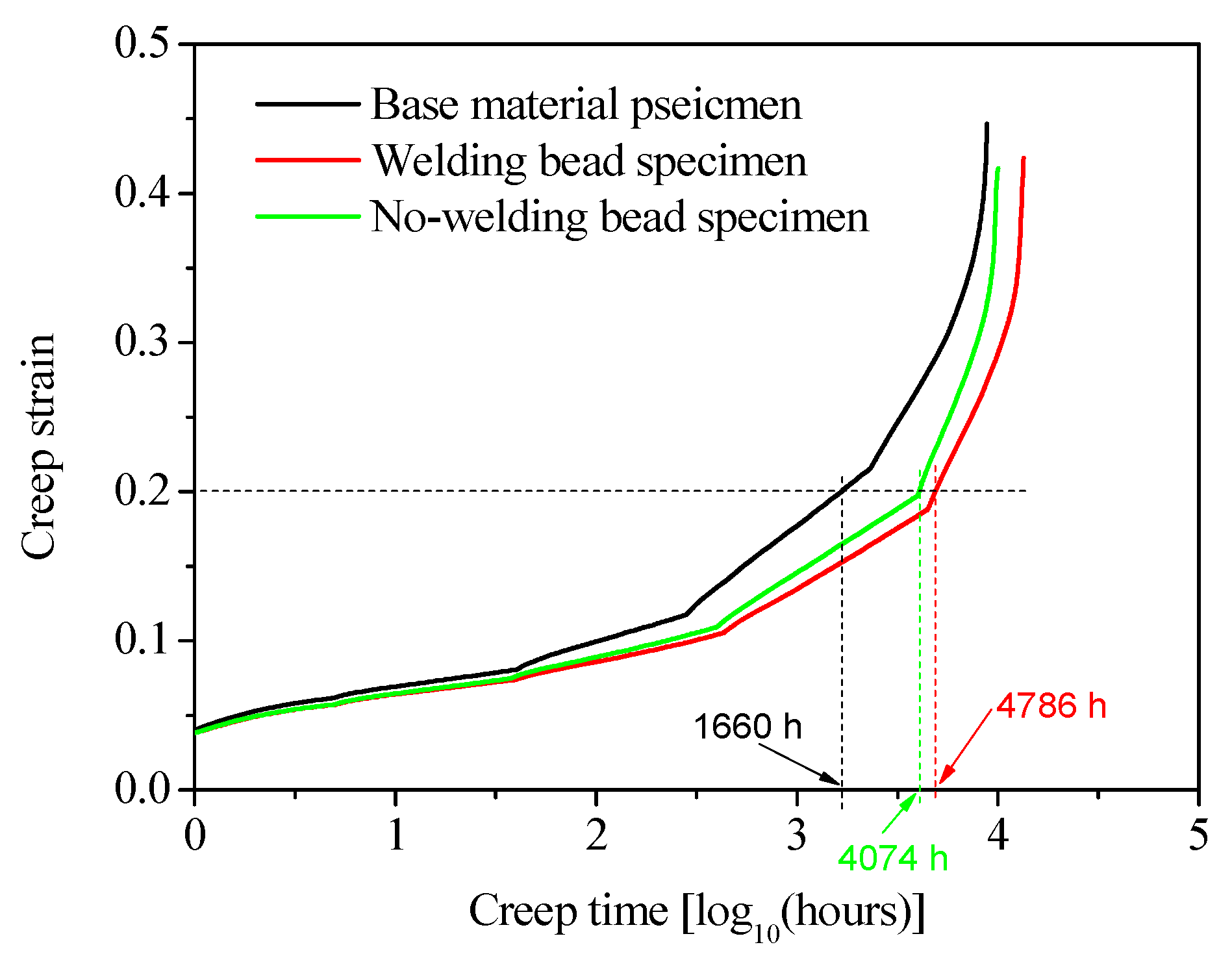
3.3. Strain–Time Curves
4. Conclusions
- (1)
- SEM analysis revealed that the base material of HDPE pipes exhibited a significant presence of craze or lamellae, which were less prevalent in the heat-affected zone and even less present in the melt zone.
- (2)
- SSM test results demonstrated that HDPE pipes had a creep life exceeding 1000 h when subjected to a stress of 3.5 MPa at a temperature of 100 °C in ambient air.
- (3)
- SSM test results indicated that welding beads did not adversely affect the creep life of butt fusion welded joints of HDPE pipes; in fact, their creep life was no less than that observed for the base material when creep ductile failure occurred.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Frederick, C.; Porter, A.; Zimmerman, D. High-density polyethylene piping butt-fusion joint examination using ultrasonic phased array. J. Press. Vessel. Technol. 2010, 132, 051501. [Google Scholar] [CrossRef]
- Cai, Z.; Dai, H.; Fu, X. Investigation on the hot melting temperature field simulation of HDPE water supply pipeline in gymnasium pool. Results Phys. 2018, 9, 1050–1056. [Google Scholar] [CrossRef]
- Bae, H.; Lee, K.; Pyo, S.; Choi, S. Abnormality in using cyclic fatigue for ranking static fatigue induced slow crack growth behavior of polyethylene pipe grade resins. Polym. Test. 2016, 55, 101–108. [Google Scholar] [CrossRef]
- Bowman, J.; Parmar, R. The importance of axial misalignment on the long-term strength of polyethylene pipe butt fusion joints. Polym. Eng. Sci. 2010, 29, 1406–1412. [Google Scholar] [CrossRef]
- Deveci, S.; Antony, N.; Nugroho, S.; Eryigit, B. Effect of carbon black distribution on the properties of polyethylene pipes part 2: Degradation of butt fusion joint integrity. Polym. Degrad. Stab. 2019, 162, 138–147. [Google Scholar] [CrossRef]
- Riahi, M.; Kooshayan, K.; Ghanati, M.F. Analysis of effect of pressure and heat on mechanical characteristics of butt fusion welding of polyethylene pipes. Polym. Plast. Technol. Eng. 2011, 50, 907–915. [Google Scholar] [CrossRef]
- Dai, Z.; Fan, L.; Xu, S. Study on welding performance of PE polyethylene gas pipe. Electr. Technol. 2013, 2, 155–157. [Google Scholar]
- Pathak, S.; Pradhan, S.K. Experimentation and optimization of HDPE pipe electro fusion and butt fusion welding processes. Mater. Today Proc. 2020, 27, 2925–2929. [Google Scholar] [CrossRef]
- Yu, C.; Troughton, M.; Khamsehnezhad, A.; Zhang, X. Effect of insufficient homogenization during the extrusion of polyethylene pipes on butt fusion joint integrity. Weld. World. 2020, 64, 1703–1713. [Google Scholar] [CrossRef]
- Lai, H.S.; Tun, N.N.; Yoon, K.B.; Kil, S.H. Effects of defects on failure of butt fusion welded polyethylene pipe. Int. J. Pres. Ves. Pip. 2016, 139–140, 117–122. [Google Scholar] [CrossRef]
- Niou, S.; Chaoui, K.; Azzouz, S.; Hamlaoui, N.; Alimi, L. A method for mechanical property assessment across butt fusion welded polyethylene pipes. Int. J. Adv. Manuf. Tech. 2018, 97, 542–561. [Google Scholar] [CrossRef]
- Pokharel, P.; Kim, Y.; Choi, S. Microstructure and mechanical properties of the butt joint in high density polyethylene pipe. Int. J. Polym. Sci. 2016, 6483295. [Google Scholar] [CrossRef]
- Lee, B.Y.; Kim, J.S.; Lee, S.Y.; Kim, Y.K. Butt-welding technology for double walled polyethylene pipe. Mater. Des. 2012, 35, 626–632. [Google Scholar] [CrossRef]
- Troughton, M.; Scandurra, A. Predicting the long-term integrity of butt fusion joints in polyethylene pipes. In Proceedings of the 17th International Plastic Fuel Gas Pipe Symposium, San Francisco, CA, USA, 20–23 October 2002. [Google Scholar]
- Troughton, M.; Khamsehnezhad, A. Short-term and long-term mechanical testing to evaluate the effect of flaws in butt fusion joints in polyethylene pipes. In Proceedings of the ASME 2016 Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 17–21 July 2016. [Google Scholar]
- Lai, H.S.; Fan, D.; Liu, K. The effect of welding defects on the long-term performance of HDPE pipes. Polymers 2022, 14, 3936. [Google Scholar] [CrossRef] [PubMed]
- Krishnaswamy, R.K. Analysis of ductile and brittle failures from creep rupture testing of high-density polyethylene (HDPE) pipes. Polymers 2005, 46, 11664–11672. [Google Scholar] [CrossRef]
- Schiffmann, D.; Villasmil, W.; Ammann, S.; Simmler, H.; Worlitschek, J.; Fischer, L. Accelerated and long-time creep testing of extruded polystyrene using isothermal and stepped isothermal method. Polymers 2022, 251, 124926. [Google Scholar] [CrossRef]
- Hadid, M.; Rechak, S.; Tati, A. Long-term bending creep behavior prediction of injection molded composite using stress-time correspondence principle. Mater. Sci. Eng. A-Struct. 2004, 385, 54–58. [Google Scholar] [CrossRef]
- Qaiser, A.A.; Price, J. Estimation of long-term creep behavior of polycarbonate by stress-time superposition and effects of physical aging. Mech. Time-Depend. Mat. 2010, 15, 41–50. [Google Scholar] [CrossRef]
- Amjadi, M.; Fatemi, A. Creep behavior and modeling of high-density polyethylene (HDPE). Polym. Test. 2021, 94, 107031. [Google Scholar] [CrossRef]
- Giannopoulos, I.P.; Burgoyne, C.J. Prediction of the long-term behaviour of high modulus fibres using the stepped isostress method (SSM). J. Mater. Sci. 2011, 46, 7660–7671. [Google Scholar] [CrossRef]
- Giannopoulos, I.P.; Burgoyne, C.J. Accelerated and real-time creep and creep-rupture results for aramid fibers. J. Appl. Polym. Sci. 2012, 125, 3856. [Google Scholar] [CrossRef]
- Hadid, M.; Guerira, B.; Bahri, M.; Zouani, A. Assessment of the stepped isostress method in the prediction of long term creep of thermoplastics. Polym. Test. 2014, 34, 113–119. [Google Scholar] [CrossRef]
- Tanks, J.; Rader, K.; Sharp, S.; Sakai, T. Accelerated creep and creep-rupture testing of transverse unidirectional carbon/epoxy lamina based on the stepped isostress method. Compos. Struct. 2017, 159, 455–462. [Google Scholar] [CrossRef]
- Sun, Y.; Jia, Y.F.; Haroon, M.; Lai, H.S.; Jiang, W. Welding residual stress in HDPE pipes: Measurement and numerical SSMulation. J. Press. Vess-T ASME 2019, 141, 041404. [Google Scholar] [CrossRef]
- ISO 21307; Plastics Pipes and Fittings—Butt Fusion Jointing Procedures for Polyethylene Pipes and Fittings Used in the Construction of Gas and Water Distribution Systems. International Organization for Standardization: Geneva, Switzerland, 2017.
- BS EN 12814-3; Testing of Welded Joints in Thermoplastics Semi-Finished Products. Part 3: Tensile Creep Test. British Standards Institution: London, UK, 2014.
- Mikula, J.; Hutař, P.; Nezbedová, E.; Lach, R.; Arbeiter, F.; Ševčík, M.; Pinter, G.; Grellmann, W.; Náhlík, L. On crack propagation in the welded polyolefin pipes with and without the presence of weld beads. Mater. Des. 2015, 87, 95–104. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Temperature (°C) | Endothermic Time (s) | Cooling Time (s) | Flanging Pressure (MPa) | Welding Pressure (MPa) |
|---|---|---|---|---|
| 210 | 140 | 960 | 0.15 | 0.15 |
| Step | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Stress (MPa) | 3.5 | 4 | 4.5 | 5 | 5.5 |
| Elapsed time (h) | 5 | 5 | 5 | 5 | Until fail |
| Step | Rescaling Factor r (h) | ) | ||||
|---|---|---|---|---|---|---|
| Base Material Specimen | Wedling Bead Specimen | No-Welding Bead Specimen | Base Material Specimen | Wedling Bead Specimen | No-Welding Bead Specimen | |
| 1 | / | / | / | / | / | / |
| 2 | 4.37 | 4.34 | 4.31 | 0.85 | 0.83 | 0.82 |
| 3 | 9.25 | 9.58 | 9.56 | 1.69 | 1.90 | 1.87 |
| 4 | 14.39 | 14.55 | 14.52 | 2.62 | 2.92 | 2.86 |
| 5 | 19.57 | 19.22 | 19.09 | 3.66 | 3.72 | 3.61 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, C.; Lin, R.; Lai, H.S. Investigation of Creep Behavior of HDPE Pipe Butt Fusion Welded Joints Using a Stepped Isostress Method. Polymers 2024, 16, 1803. https://doi.org/10.3390/polym16131803
Bai C, Lin R, Lai HS. Investigation of Creep Behavior of HDPE Pipe Butt Fusion Welded Joints Using a Stepped Isostress Method. Polymers. 2024; 16(13):1803. https://doi.org/10.3390/polym16131803
Chicago/Turabian StyleBai, Chunmei, Rong Lin, and Huan Sheng Lai. 2024. "Investigation of Creep Behavior of HDPE Pipe Butt Fusion Welded Joints Using a Stepped Isostress Method" Polymers 16, no. 13: 1803. https://doi.org/10.3390/polym16131803
APA StyleBai, C., Lin, R., & Lai, H. S. (2024). Investigation of Creep Behavior of HDPE Pipe Butt Fusion Welded Joints Using a Stepped Isostress Method. Polymers, 16(13), 1803. https://doi.org/10.3390/polym16131803