
Mechanical Characterization and Production of Various Shapes Using Continuous Carbon Fiber-Reinforced Thermoset Resin-Based 3D Printing

 , and
, and
Abstract
1. Introduction
2. Experimental Methods
2.1. Materials
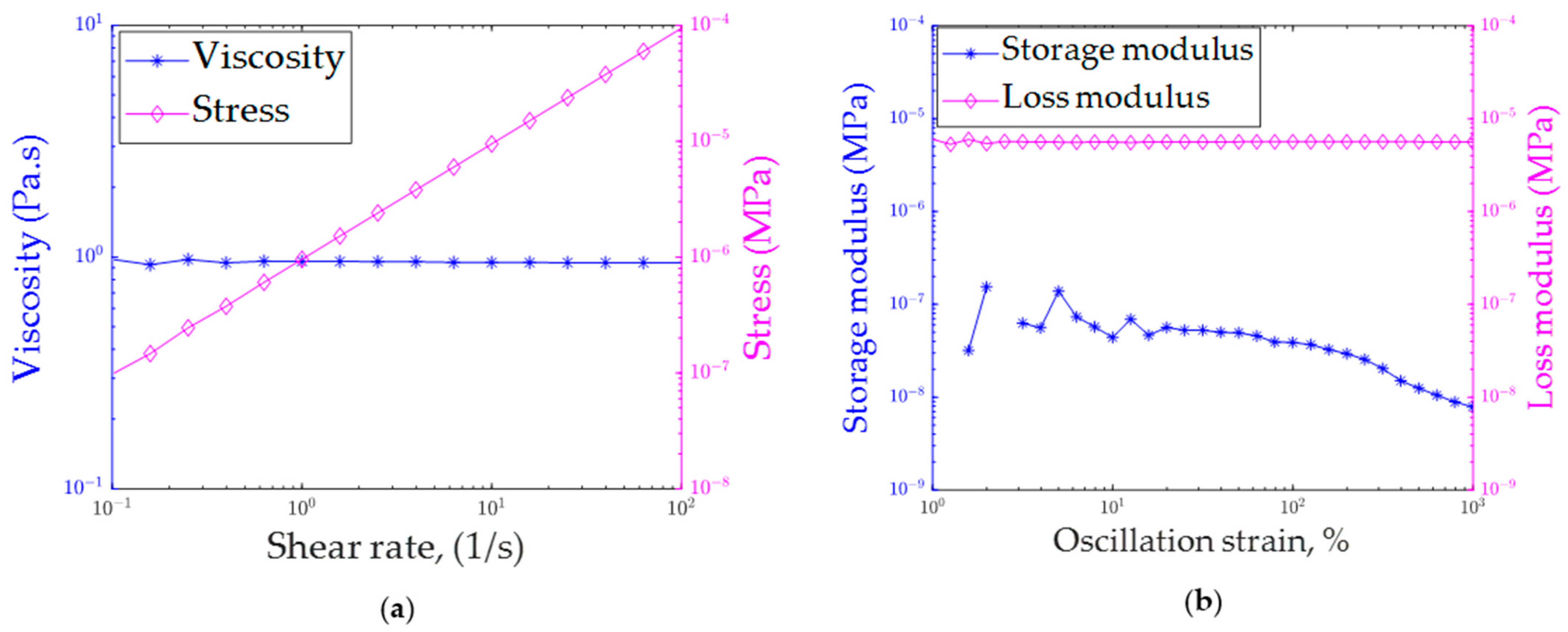
2.2. Rheology Test of Resin
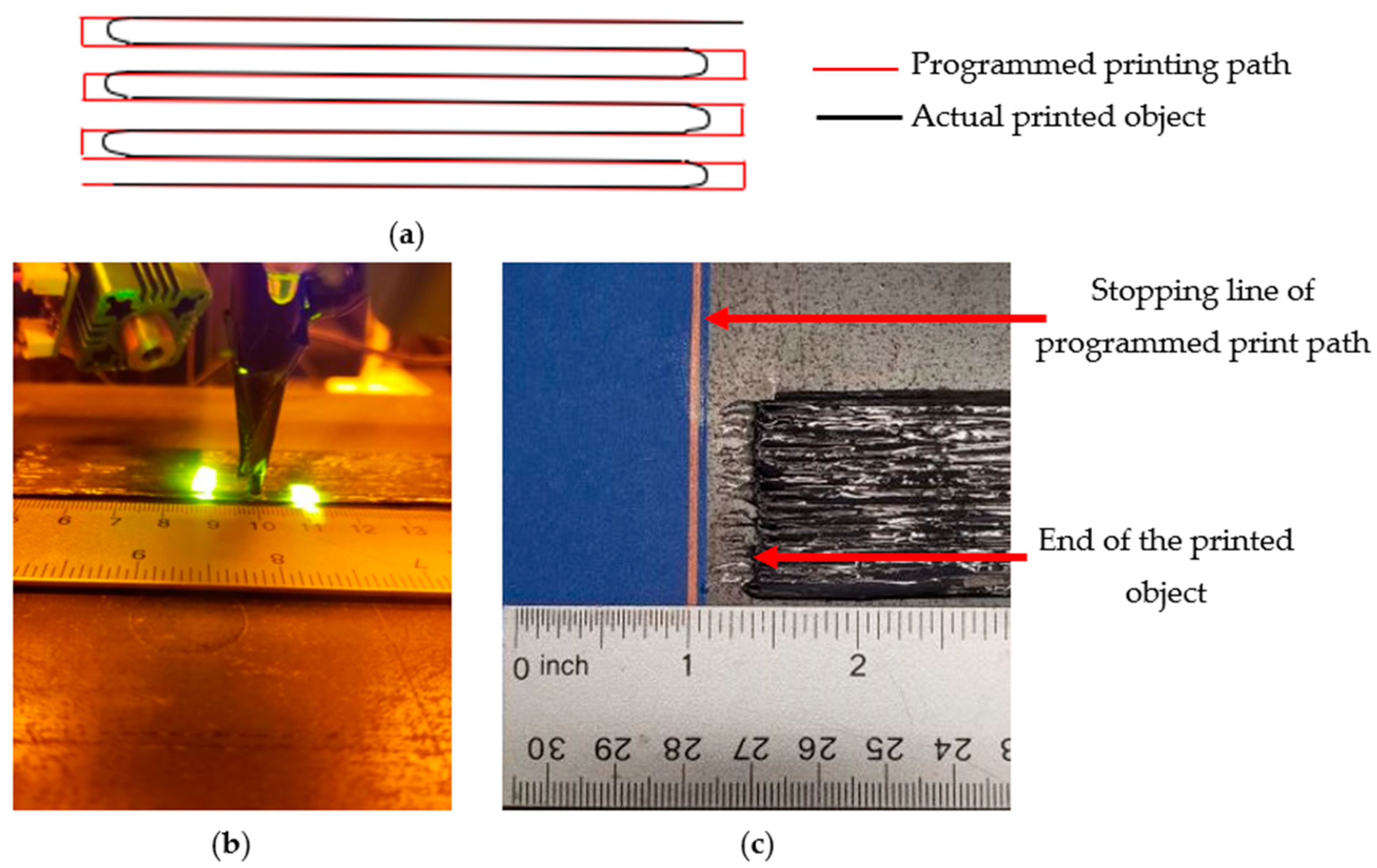
2.3. Printing Process
2.4. Fiber Volume Fraction Measurement
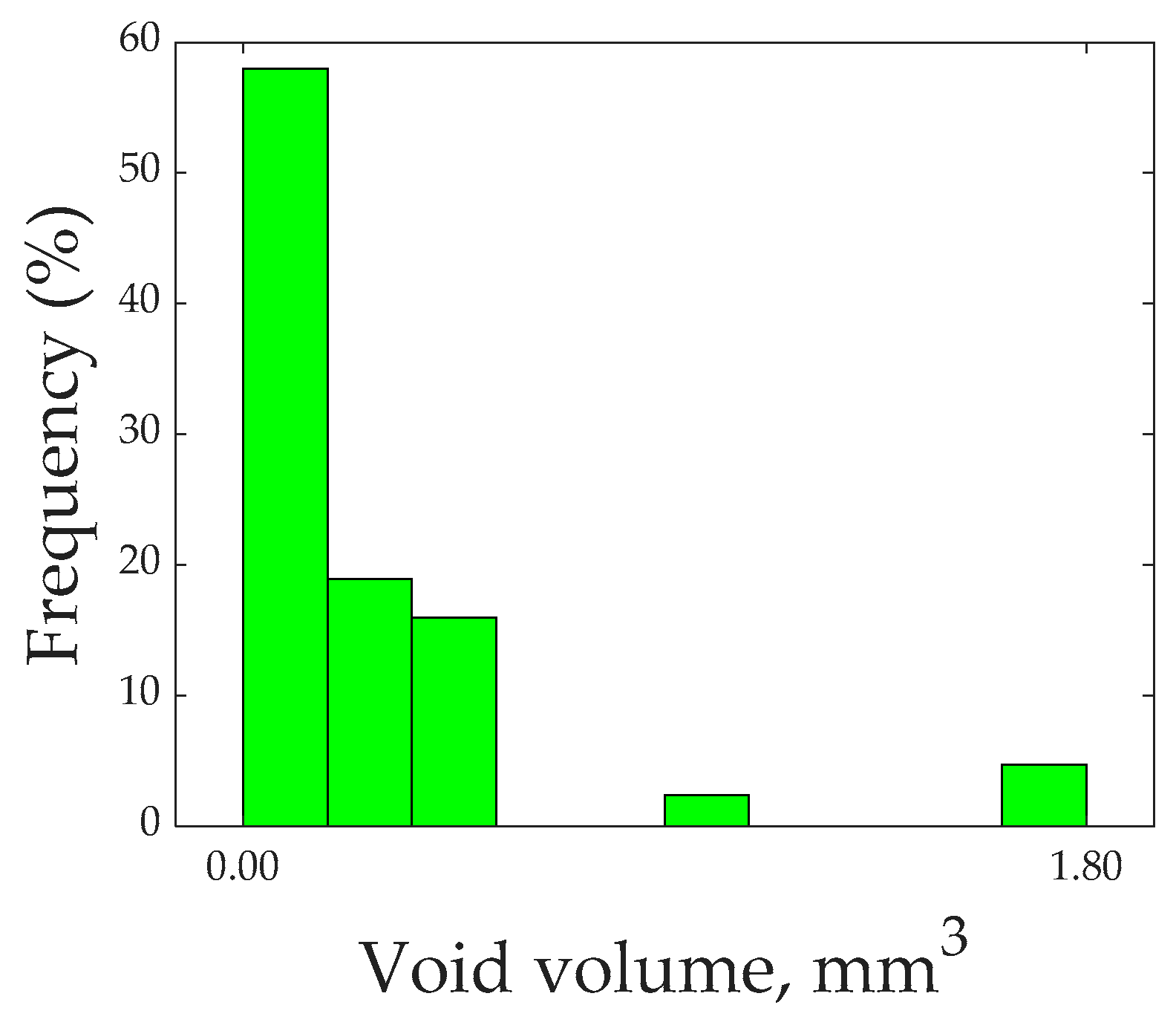
2.5. Void Measurement
2.6. Tensile Testing
2.7. Interlaminar Shear Testing
3. Results and Discussion
3.1. Rheological Characterization
3.2. Volume Fraction
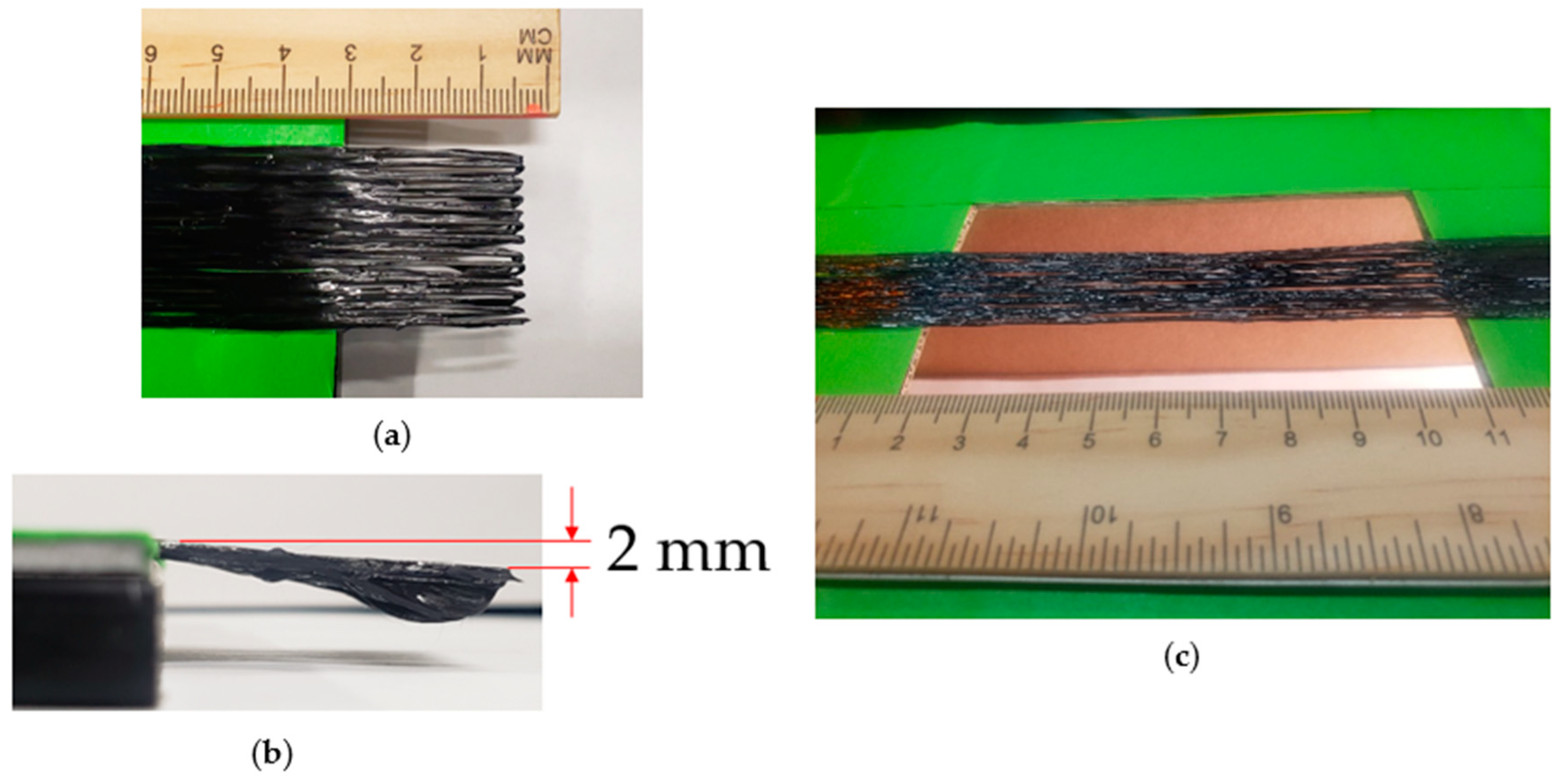
3.3. Overhanging Capabilities
3.4. Surface Profile and Roughness
3.5. Void Analysis
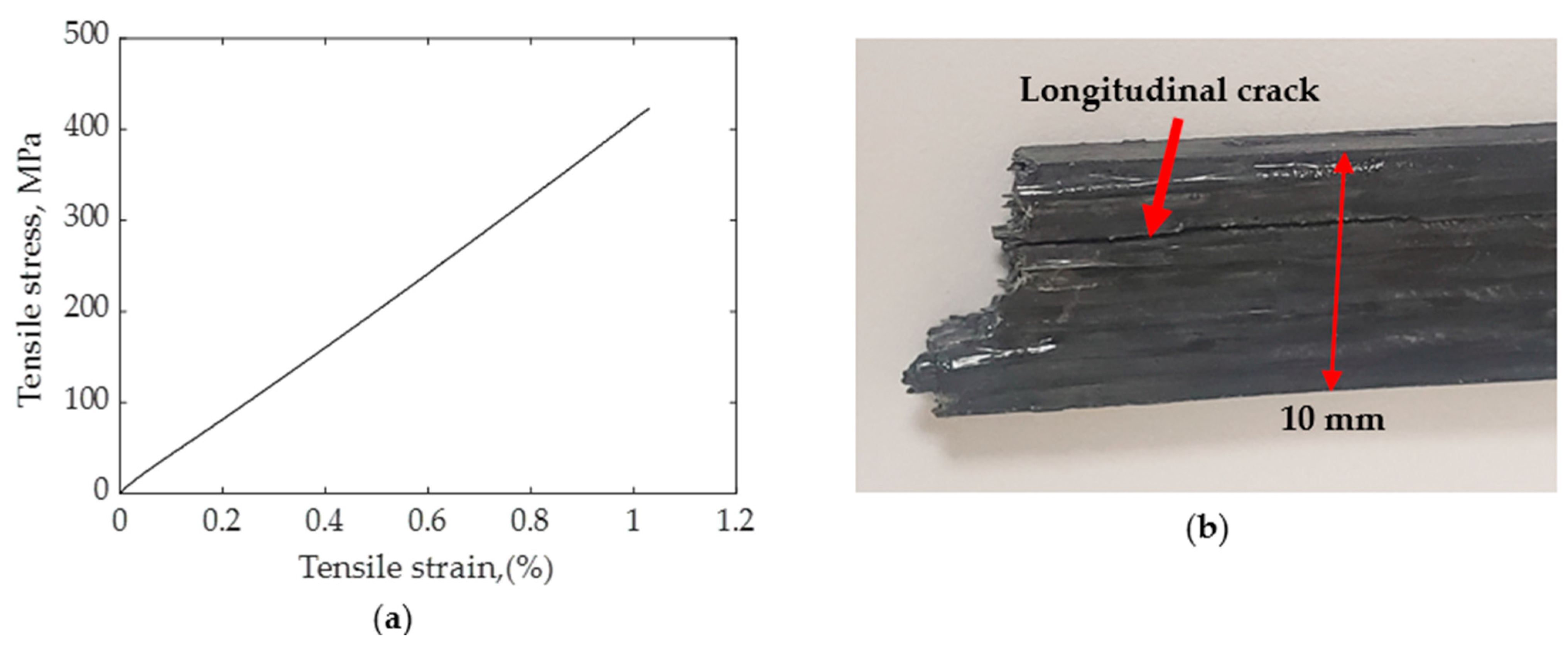
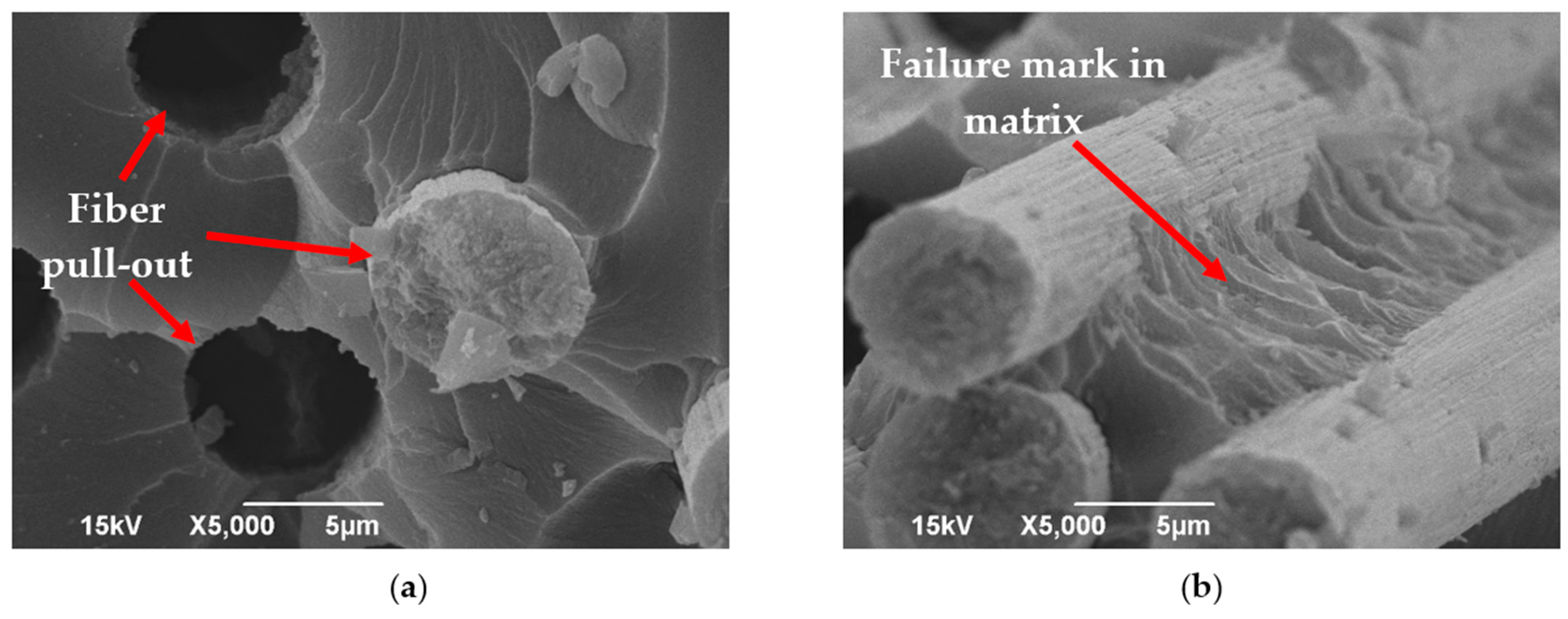
3.6. Tensile Strength
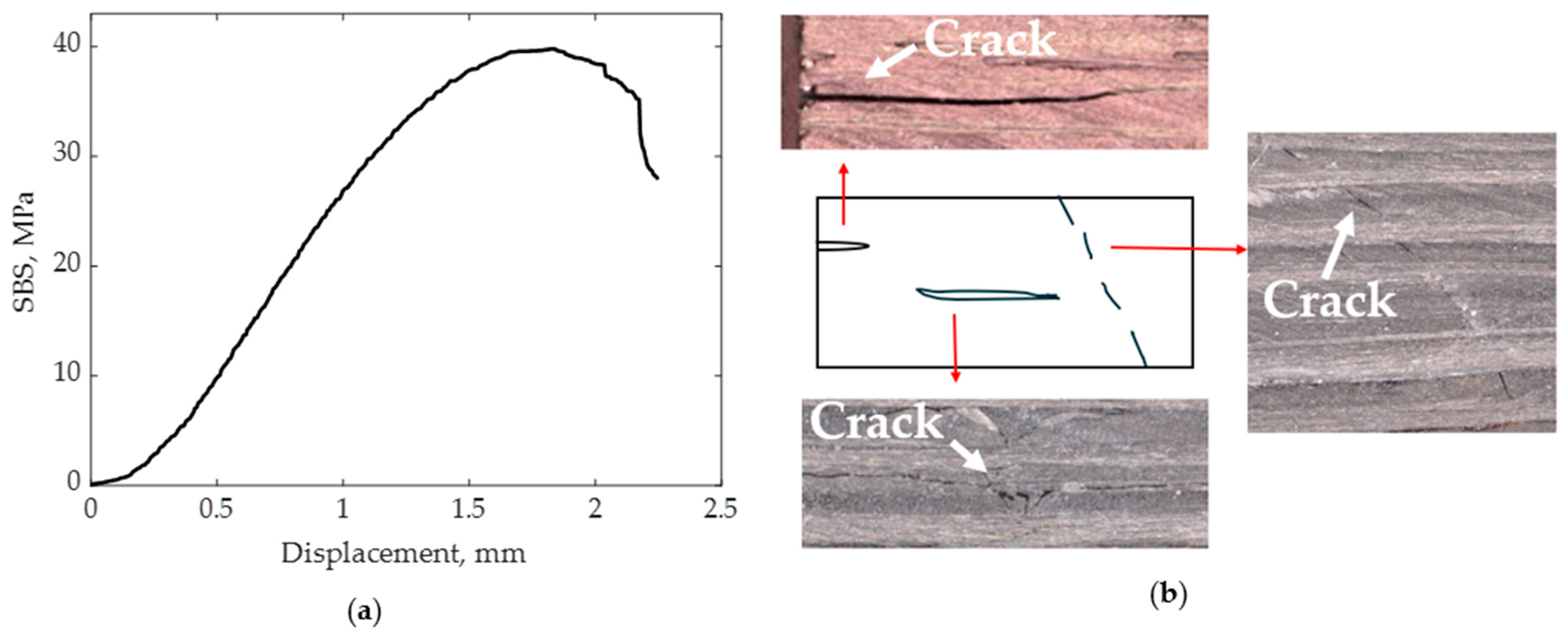
3.7. Interlaminar Shear Strength
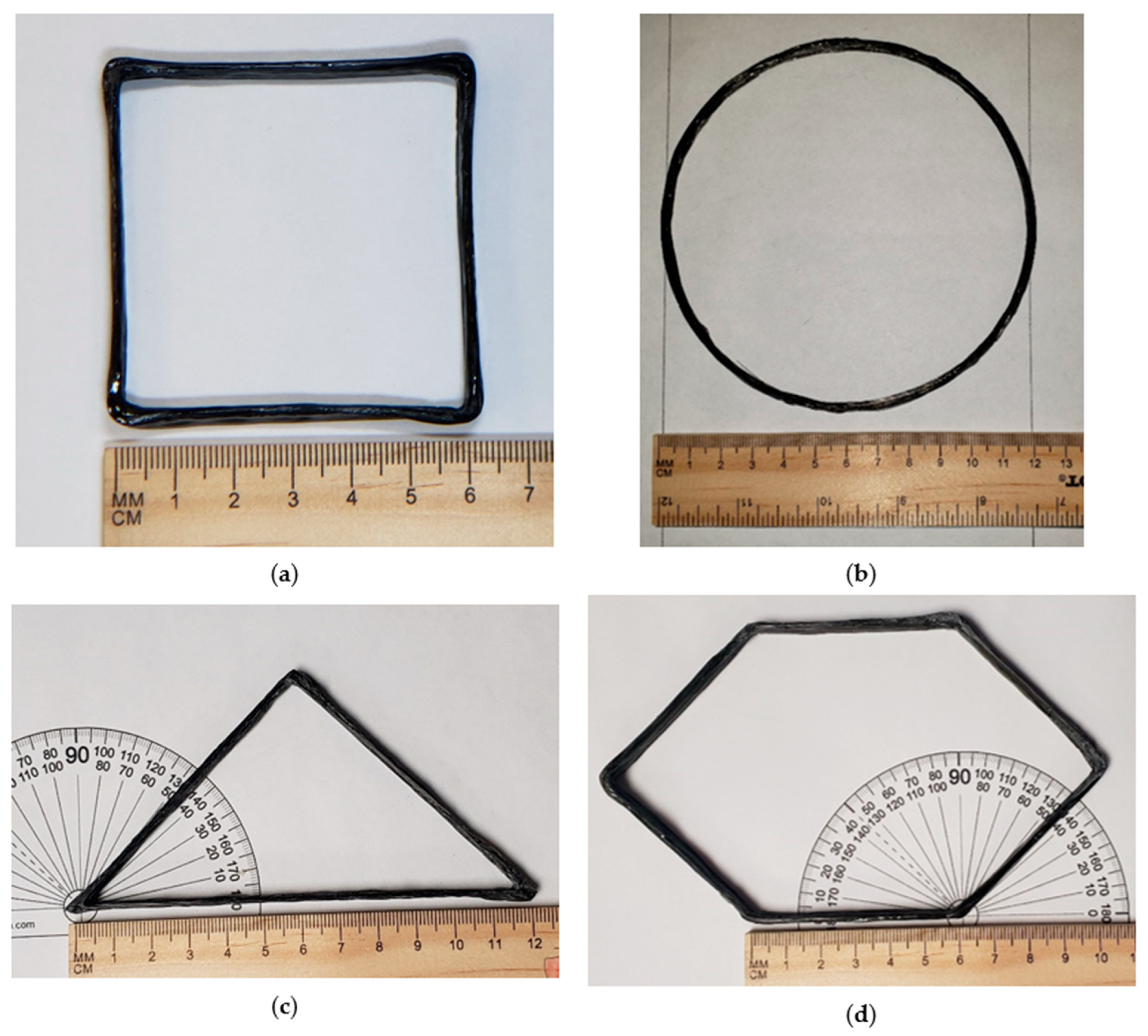
4. Custom Shape 3D Printing
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Tamez, M.B.A.; Taha, I. A review of additive manufacturing technologies and markets for thermosetting resins and their potential for carbon fiber integration. Addit. Manuf. 2021, 37, 101748. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Saroia, J.; Wang, Y.; Wei, Q.; Lei, M.; Li, X.; Guo, Y.; Zhang, K. A review on 3D printed matrix polymer composites: Its potential and future challenges. Int. J. Adv. Manuf. Technol. 2020, 106, 1695–1721. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D printing of polymers containing natural fillers: A review of their mechanical properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed]
- Gao, C.; Qiu, J.; Wang, S. In-situ curing of 3D printed freestanding thermosets. J. Adv. Manuf. Process. 2022, 4, e10114. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Z.; Pei, Z.; Qiu, J.; Wang, S. Current progress on the 3D printing of thermosets. Adv. Compos. Hybrid Mater. 2020, 3, 462–472. [Google Scholar] [CrossRef]
- Mahshid, R.; Isfahani, M.N.; Heidari-Rarani, M.; Mirkhalaf, M. Recent advances in development of additively manufactured thermosets and fiber reinforced thermosetting composites: Technologies, materials, and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2023, 171, 107584. [Google Scholar] [CrossRef]
- Hmeidat, N.S.; Kemp, J.W.; Compton, B.G. High-strength epoxy nanocomposites for 3D printing. Compos. Sci. Technol. 2018, 160, 9–20. [Google Scholar] [CrossRef]
- Compton, B.G.; Lewis, J.A. 3D-printing of lightweight cellular composites. Adv. Mater. 2014, 26, 5930–5935. [Google Scholar] [CrossRef]
- Clarkson, C.M.; Wyckoff, C.; Parvulescu, M.J.; Rueschhoff, L.M.; Dickerson, M.B. UV-assisted direct ink writing of Si3N4/SiC preceramic polymer suspensions. J. Eur. Ceram. Soc. 2022, 42, 3374–3382. [Google Scholar] [CrossRef]
- Gonzalez, J.E.A.; Wright, W.J.; Gustinvil, R.; Celik, E. Hybrid direct ink write 3D printing of high-performance composite structures. Rapid Prototyp. J. 2022, 29, 828–836. [Google Scholar] [CrossRef]
- Sano, Y.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of discontinuous and continuous fibre composites using stereolithography. Addit. Manuf. 2018, 24, 521–527. [Google Scholar] [CrossRef]
- Griffini, G.; Invernizzi, M.; Levi, M.; Natale, G.; Postiglione, G.; Turri, S. 3D-printable CFR polymer composites with dual-cure sequential IPNs. Polymer 2016, 91, 174–179. [Google Scholar] [CrossRef]
- Zhao, J.; Li, Q.; Jin, F.; He, N. Digital light processing 3D printing Kevlar composites based on dual curing resin. Addit. Manuf. 2021, 41, 101962. [Google Scholar] [CrossRef]
- Nawafleh, N.; Celik, E. Additive manufacturing of short fiber reinforced thermoset composites with unprecedented mechanical performance. Addit. Manuf. 2020, 33, 101109. [Google Scholar] [CrossRef]
- Wu, Y.; Li, C.; Chen, T.; Qiu, R.; Liu, W. Photo-curing 3D printing of micro-scale bamboo fibers reinforced palm oil-based thermosets composites. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106676. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Chang, B.; Parandoush, P.; Li, X.; Ruan, S.; Shen, C.; Behnagh, R.A.; Liu, Y.; Lin, D. Ultrafast printing of continuous fiber-reinforced thermoplastic composites with ultrahigh mechanical performance by ultrasonic-assisted laminated object manufacturing. Polym. Compos. 2020, 41, 4706–4715. [Google Scholar] [CrossRef]
- Parandoush, P.; Zhou, C.; Lin, D. 3D printing of ultrahigh strength continuous carbon fiber composites. Adv. Eng. Mater. 2019, 21, 1800622. [Google Scholar] [CrossRef]
- Ueda, M.; Kishimoto, S.; Yamawaki, M.; Matsuzaki, R.; Todoroki, A.; Hirano, Y.; Le Duigou, A. 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105985. [Google Scholar] [CrossRef]
- Caminero, M.; Chacón, J.; García-Moreno, I.; Reverte, J. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Melenka, G.W.; Cheung, B.K.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Struzziero, G.; Barbezat, M.; Skordos, A.A. Consolidation of continuous fibre reinforced composites in additive processes: A review. Addit. Manuf. 2021, 48, 102458. [Google Scholar] [CrossRef]
- Kwon, D.-J.; Jang, Y.-J.; Choi, H.H.; Kim, K.; Kim, G.-H.; Kong, J.; Nam, S.Y. Impacts of thermoplastics content on mechanical properties of continuous fiber-reinforced thermoplastic composites. Compos. Part B Eng. 2021, 216, 108859. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Shi, B.; Shang, Y.; Zhang, P.; Cuadros, A.P.; Qu, J.; Sun, B.; Gu, B.; Chou, T.-W.; Fu, K.K. Dynamic capillary-driven additive manufacturing of continuous carbon fiber composite. Matter 2020, 2, 1594–1604. [Google Scholar] [CrossRef]
- Tian, X.; Todoroki, A.; Liu, T.; Wu, L.; Hou, Z.; Ueda, M.; Hirano, Y.; Matsuzaki, R.; Mizukami, K.; Iizuka, K. 3D printing of continuous fiber reinforced polymer composites: Development, application, and prospective. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100016. [Google Scholar] [CrossRef]
- He, X.; Ding, Y.; Lei, Z.; Welch, S.; Zhang, W.; Dunn, M.; Yu, K. 3D printing of continuous fiber-reinforced thermoset composites. Addit. Manuf. 2021, 40, 101921. [Google Scholar] [CrossRef]
- Hao, W.; Liu, Y.; Zhou, H.; Chen, H.; Fang, D. Preparation and characterization of 3D printed continuous carbon fiber reinforced thermosetting composites. Polym. Test. 2018, 65, 29–34. [Google Scholar] [CrossRef]
- Ming, Y.; Zhang, S.; Han, W.; Wang, B.; Duan, Y.; Xiao, H. Investigation on process parameters of 3D printed continuous carbon fiber-reinforced thermosetting epoxy composites. Addit. Manuf. 2020, 33, 101184. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, R.; Li, W.; Liu, Y.; Luo, H.; Zeng, L.; Qiu, J.; Wang, S. Direct writing of continuous carbon fibers/epoxy thermoset composites with high-strength and low energy-consumption. Addit. Manuf. 2021, 47, 102348. [Google Scholar] [CrossRef]
- Wang, B.; Ming, Y.; Zhou, J.; Xiao, H.; Wang, F.; Duan, Y.; Kazancı, Z. Fabrication of triangular corrugated structure using 3D printed continuous carbon fiber-reinforced thermosetting epoxy composites. Polym. Test. 2022, 106, 107469. [Google Scholar] [CrossRef]
- Robertson, I.D.; Yourdkhani, M.; Centellas, P.J.; Aw, J.E.; Ivanoff, D.G.; Goli, E.; Lloyd, E.M.; Dean, L.M.; Sottos, N.R.; Geubelle, P.H. Rapid energy-efficient manufacturing of polymers and composites via frontal polymerization. Nature 2018, 557, 223–227. [Google Scholar] [CrossRef] [PubMed]
- Romberg, S.K.; Islam, M.A.; Hershey, C.J.; DeVinney, M.; Duty, C.E.; Kunc, V.; Compton, B.G. Linking thermoset ink rheology to the stability of 3D-printed structures. Addit. Manuf. 2021, 37, 101621. [Google Scholar] [CrossRef]
- Abdullah, A.M.; Ding, Y.; He, X.; Dunn, M.; Yu, K. Direct-write 3D printing of UV-curable composites with continuous carbon fiber. J. Compos. Mater. 2022, 57, 00219983221127182. [Google Scholar] [CrossRef]
- Rahman, M.A.; Islam, M.Z.; Gibbon, L.; Ulven, C.A.; La Scala, J.J. 3D printing of continuous carbon fiber reinforced thermoset composites using UV curable resin. Polym. Compos. 2021, 42, 5859–5868. [Google Scholar] [CrossRef]
- Rahman, M.A.; Hall, E.; Gibbon, L.; Islam, M.Z.; Ulven, C.A.; La Scala, J.J. A Mechanical Performance Study of Dual Cured Thermoset Resin Systems 3D-Printed with Continuous Carbon Fiber Reinforcement. Polymers 2023, 15, 1384. [Google Scholar] [CrossRef] [PubMed]
- Xin, Z.; Ming, Y.; Duan, Y.; Wang, B.; Yang, Q. Compression performance and analytical model of hexagonal-core sandwich panels fabricated by 3D printed continuous carbon fiber-reinforced thermosetting epoxy composites. Mater. Res. Express 2022, 9, 085303. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Li, A.; Wan, L.; Robert, C.; Brádaigh, C.M.Ó.; Yang, D. 3D printing of continuous carbon fibre reinforced powder-based epoxy composites. Compos. Commun. 2022, 33, 101239. [Google Scholar] [CrossRef]
- Ming, Y.; Duan, Y.; Wang, B.; Xiao, H.; Zhang, X. A novel route to fabricate high-performance 3D printed continuous fiber-reinforced thermosetting polymer composites. Materials 2019, 12, 1369. [Google Scholar] [CrossRef] [PubMed]
- Wu, T.; Jiang, P.; Zhang, X.; Guo, Y.; Ji, Z.; Jia, X.; Wang, X.; Zhou, F.; Liu, W. Additively manufacturing high-performance bismaleimide architectures with ultraviolet-assisted direct ink writing. Mater. Des. 2019, 180, 107947. [Google Scholar] [CrossRef]
- ASTM D3171; Standard Test Methods for Constituent Content of Composite Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D3039; Standard Test Method for Tensile Properties of Polymer Matrix. ASTM: West Conshohocken, PA, USA, 2014.
- ASTM D2344; Standard Test Method for Short Beam Strength of Polymer Matrix Composite Materials and Their Laminates. ASTM International: West Cpnshohocken, PA, USA, 2022.
- Buj-Corral, I.; Domínguez-Fernández, A.; Durán-Llucià, R. Influence of print orientation on surface roughness in fused deposition modeling (FDM) processes. Materials 2019, 12, 3834. [Google Scholar] [CrossRef] [PubMed]
- He, Q.; Wang, H.; Fu, K.; Ye, L. 3D printed continuous CF/PA6 composites: Effect of microscopic voids on mechanical performance. Compos. Sci. Technol. 2020, 191, 108077. [Google Scholar] [CrossRef]
- Protz, R.; Kosmann, N.; Gude, M.; Hufenbach, W.; Schulte, K.; Fiedler, B. Voids and their effect on the strain rate dependent material properties and fatigue behaviour of non-crimp fabric composites materials. Compos. Part B Eng. 2015, 83, 346–351. [Google Scholar] [CrossRef]
- Zhu, H.-y.; Li, D.-H.; Zhang, D.-X.; Wu, B.-C.; Chen, Y.-y. Influence of voids on interlaminar shear strength of carbon/epoxy fabric laminates. Trans. Nonferrous Met. Soc. China 2009, 19, s470–s475. [Google Scholar] [CrossRef]
- Zhang, Z.; Long, Y.; Yang, Z.; Fu, K.; Li, Y. An investigation into printing pressure of 3D printed continuous carbon fiber reinforced composites. Compos. Part A Appl. Sci. Manuf. 2022, 162, 107162. [Google Scholar] [CrossRef]
- Yu, L.; Chen, K.; Xue, P.; Cui, Y.; Jia, M. Impregnation modeling and preparation optimization of continuous glass fiber reinforced polylactic acid filament for 3D printing. Polym. Compos. 2021, 42, 5731–5742. [Google Scholar] [CrossRef]
- Ming, Y.; Xin, Z.; Zhang, J.; Duan, Y.; Wang, B. Fabrication of continuous glass fiber-reinforced dual-cure epoxy composites via UV-assisted fused deposition modeling. Compos. Commun. 2020, 21, 100401. [Google Scholar] [CrossRef]
- Ekşı, S.; Genel, K. Comparison of mechanical properties of unidirectional and woven carbon, glass and aramid fiber reinforced epoxy composites. Composites 2017, 132, 879–882. [Google Scholar] [CrossRef]
- Baur, J.W.; Abbott, A.C.; Barnett, P.R.; Tandon, G.P.; Furmanski, J.; Stranberg, N.A.; Alvarado, T.B. Mechanical properties of additively printed, UV cured, continuous fiber unidirectional composites for multifunctional applications. J. Compos. Mater. 2023, 57, 865–882. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Manufacturing Process | (MPa) | (GPa) | (%) | (%) | at = 16% | at = 16% | |
|---|---|---|---|---|---|---|---|---|
| Current study | Carbon fiber + acrylate | 3D printing (light-cured) | 390 | 42 | 1 | 16 | 390 | 42 |
| Genel et al. [56] | Carbon fiber + epoxy | Conventional | 826 | 78.7 | 1 | 30 | 441 | 42 |
| Zhang et al. [35] | Carbon fiber + epoxy | 3D printing (frontal propagation) | 420 | - | 0.9 | 18 | 373 | - |
| Yang et al. [43] | Carbon fiber + epoxy | 3D printing (by melting engineered epoxy) | 1372 | 98.2 | 0.85 | 56 | 392 | 28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Islam, M.Z.; Rahman, M.A.; Gibbon, L.; Hall, E.; Ulven, C.A.; La Scala, J.J. Mechanical Characterization and Production of Various Shapes Using Continuous Carbon Fiber-Reinforced Thermoset Resin-Based 3D Printing. Polymers 2024, 16, 1828. https://doi.org/10.3390/polym16131828
Islam MZ, Rahman MA, Gibbon L, Hall E, Ulven CA, La Scala JJ. Mechanical Characterization and Production of Various Shapes Using Continuous Carbon Fiber-Reinforced Thermoset Resin-Based 3D Printing. Polymers. 2024; 16(13):1828. https://doi.org/10.3390/polym16131828
Chicago/Turabian StyleIslam, Md Zahirul, Md Atikur Rahman, Luke Gibbon, Eric Hall, Chad A. Ulven, and John J. La Scala. 2024. "Mechanical Characterization and Production of Various Shapes Using Continuous Carbon Fiber-Reinforced Thermoset Resin-Based 3D Printing" Polymers 16, no. 13: 1828. https://doi.org/10.3390/polym16131828
APA StyleIslam, M. Z., Rahman, M. A., Gibbon, L., Hall, E., Ulven, C. A., & La Scala, J. J. (2024). Mechanical Characterization and Production of Various Shapes Using Continuous Carbon Fiber-Reinforced Thermoset Resin-Based 3D Printing. Polymers, 16(13), 1828. https://doi.org/10.3390/polym16131828