
Optimization of Laminated Bio-Polymer Fabrication for Food Packaging Application: A Sustainable Plasma-Activated Approach

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
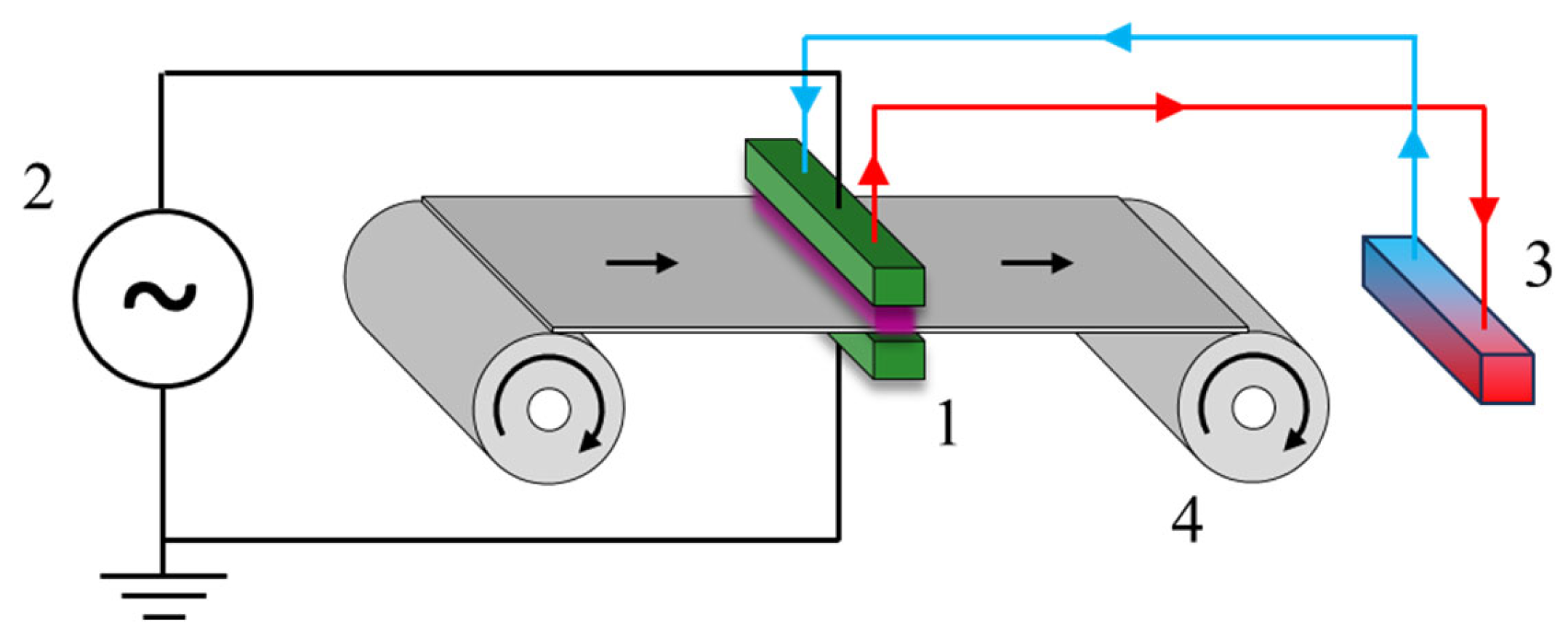
2.2. Procedure of Plasma Activation
2.3. Characterizations
2.3.1. Optical Microscopy (OM) Analyses
2.3.2. Water Contact Angle (WCA) Analyses
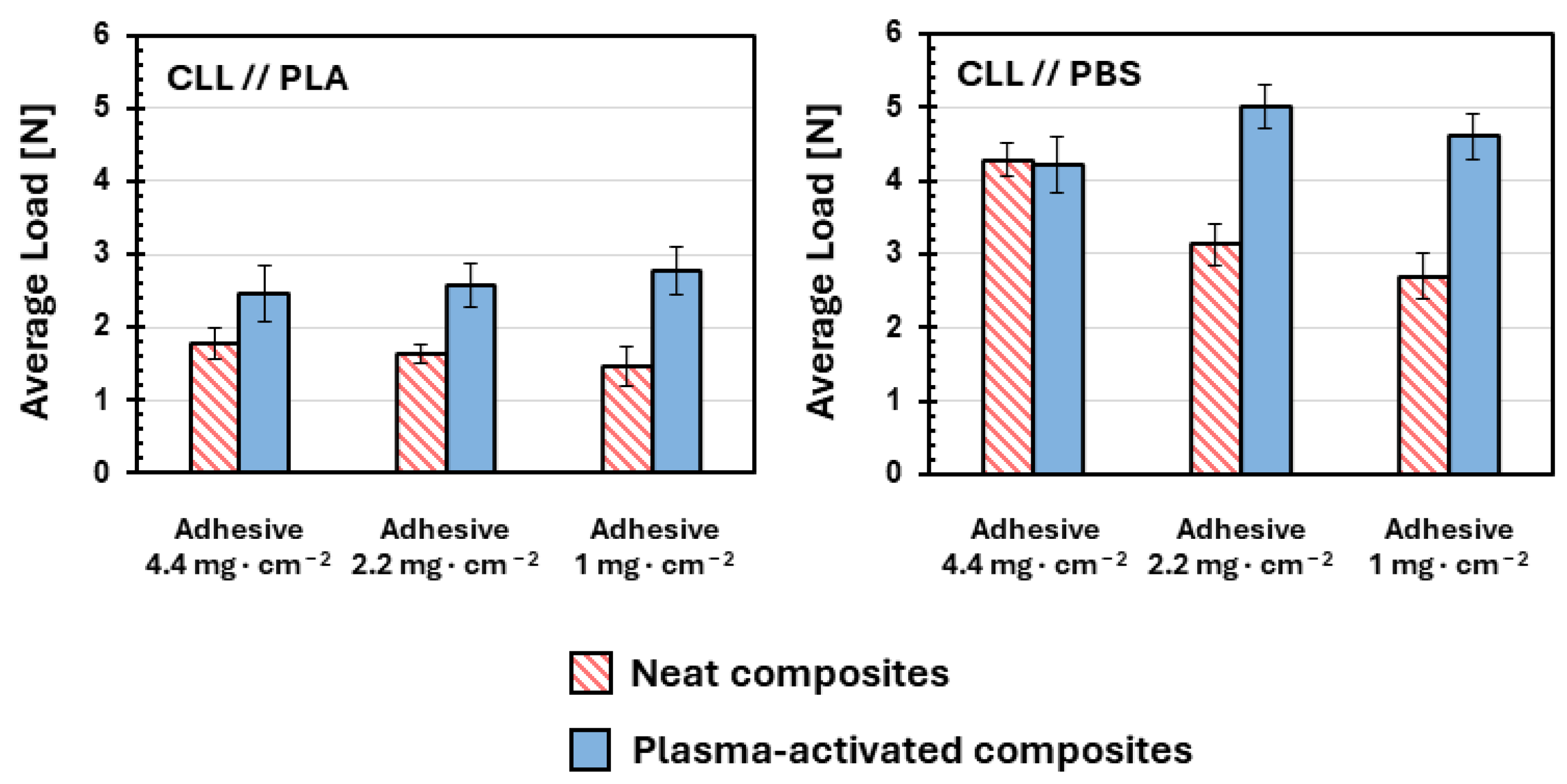
2.3.3. Adhesion Tests (T-Peel Test)
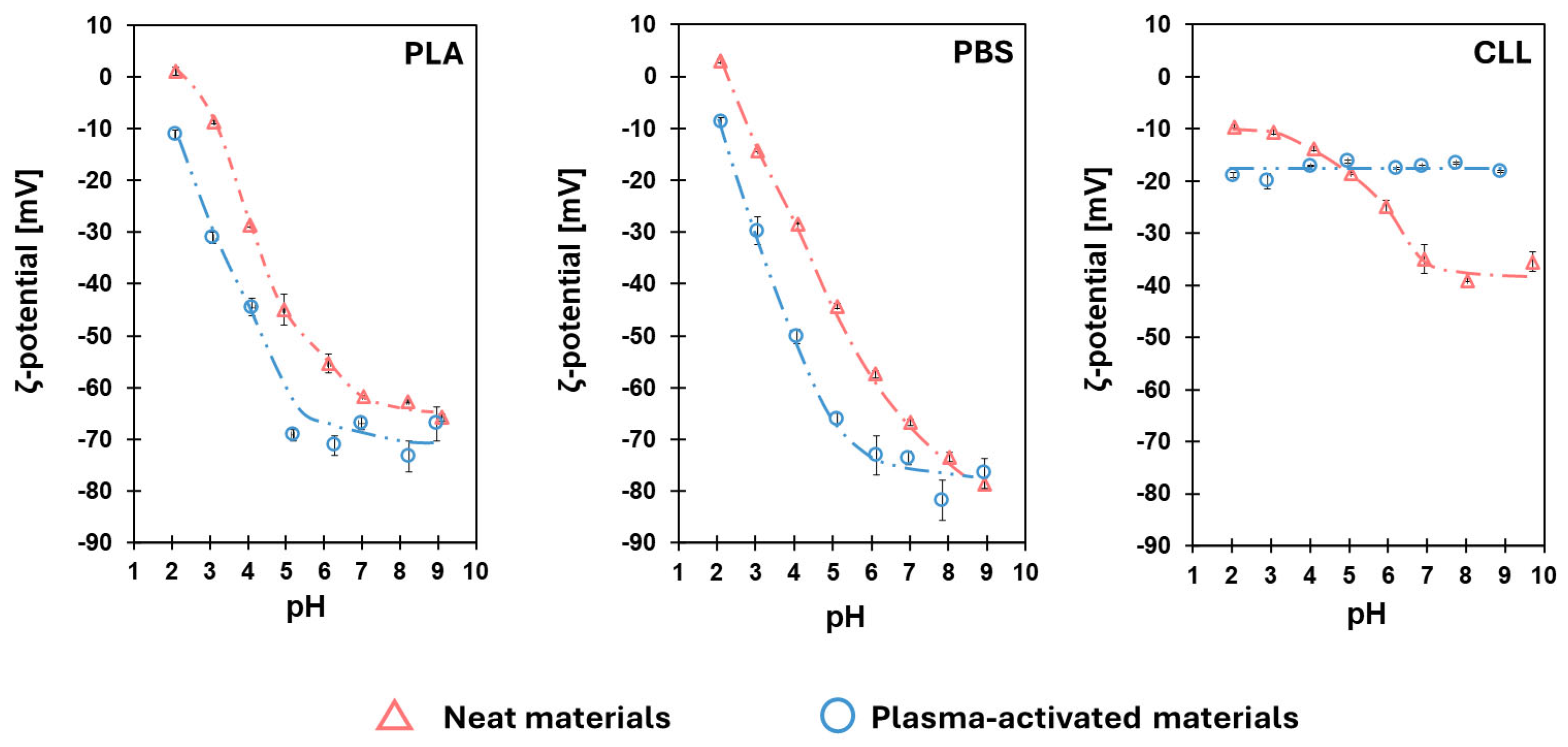
2.3.4. Determination of the Surface Zeta-Potential (ζ-Potential)
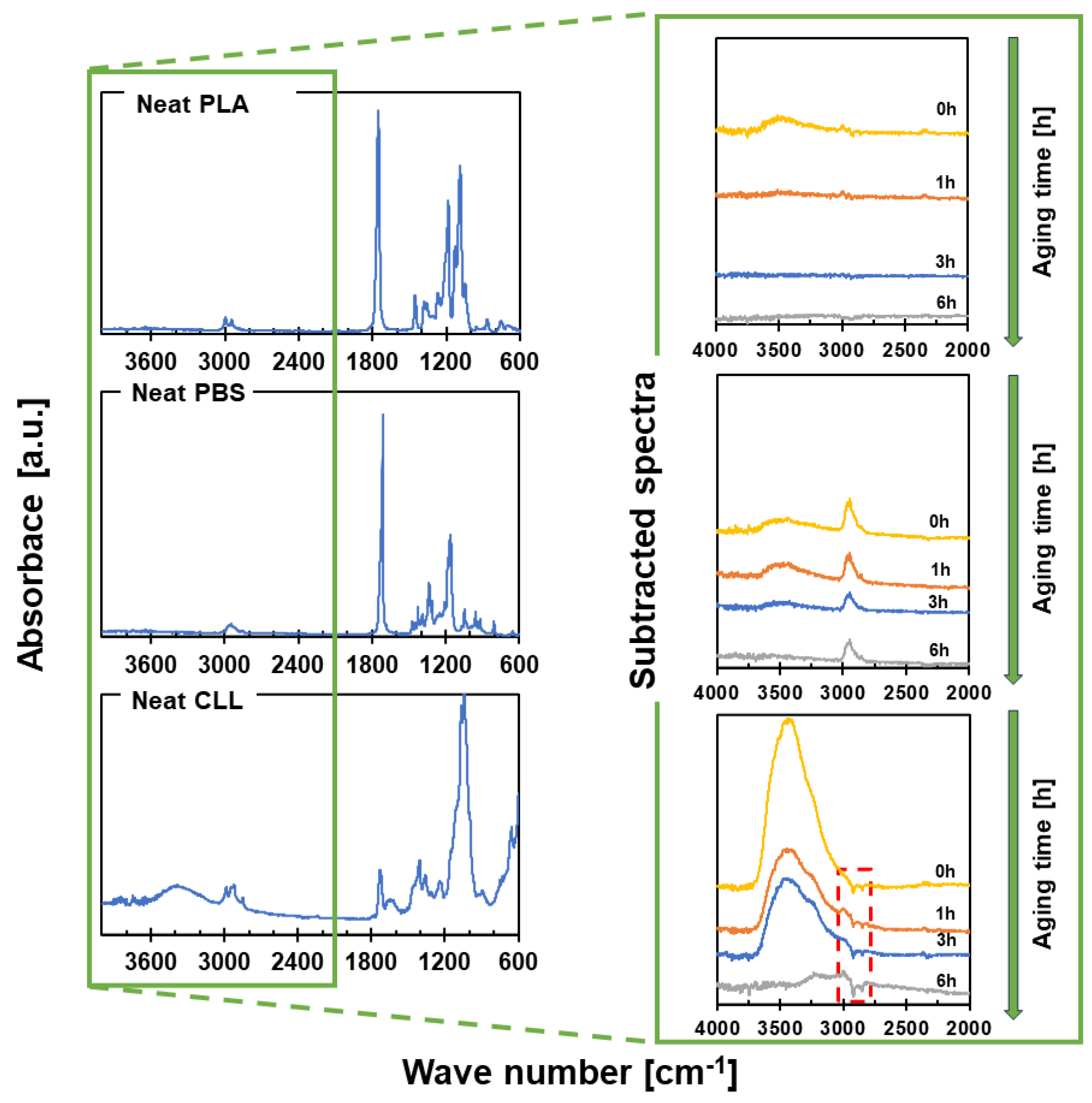
2.3.5. Attenuated Total Reflectance–Fourier Transform Infrared (ATR-FTIR) Characterizations
2.3.6. Gas Transport Analysis
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, M.S.; Chang, H.; Zheng, L.; Yan, Q.; Pfleger, B.F.; Klier, J.; Nelson, K.; Majumder, E.L.W.; Huber, G.W. A Review of Biodegradable Plastics: Chemistry, Applications, Properties, and Future Research Needs. Chem. Rev. 2022, 123, 9915–9939. [Google Scholar] [CrossRef] [PubMed]
- Jubinville, D.; Esmizadeh, E.; Saikrishnan, S.; Tzoganakis, C.; Mekonnen, T. A Comprehensive Review of Global Production and Recycling Methods of Polyolefin (PO) Based Products and Their Post-Recycling Applications. Sustain. Mater. Technol. 2020, 25, e00188. [Google Scholar] [CrossRef]
- Muñoz Meneses, R.A.; Cabrera-Papamija, G.; Machuca-Martínez, F.; Rodríguez, L.A.; Diosa, J.E.; Mosquera-Vargas, E. Plastic Recycling and Their Use as Raw Material for the Synthesis of Carbonaceous Materials. Heliyon 2022, 8, e09028. [Google Scholar] [CrossRef] [PubMed]
- Directive (EU) 2019/904 of the European Parliament and of the Council of 5 June 2019 on the Reduction of the Impact of Certain Products on the Environment. Off. J. Eur. Union 2019, L155, 1–15.
- Aversa, C.; Barletta, M.; Koca, N. Processing PLA/P(3HB)(4HB) Blends for the Manufacture of Highly Transparent, Gas Barrier and Fully Bio-Based Films for Compostable Packaging Applications. J. Appl. Polym. Sci. 2023, 140, e53669. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L. Poly(l-Lactic Acid)/Poly(Butylene Succinate) Biobased Biodegradable Blends. Polym. Rev. 2021, 61, 457–492. [Google Scholar] [CrossRef]
- Scarfato, P.; Graziano, M.L.; Pietrosanto, A.; Di Maio, L.; Incarnato, L. Use of Hazelnut Perisperm as an Antioxidant for Production of Sustainable Biodegradable Active Films. Polymers 2022, 14, 4156. [Google Scholar] [CrossRef] [PubMed]
- Costa, P.; Basaglia, M.; Casella, S.; Favaro, L. Polyhydroxyalkanoate Production from Fruit and Vegetable Waste Processing. Polymers 2022, 14, 5529. [Google Scholar] [CrossRef] [PubMed]
- McNeill, D.C.; Pal, A.K.; Mohanty, A.K.; Misra, M. High Biomass Filled Biodegradable Plastic in Engineering Sustainable Composites. Compos. Part C Open Access 2023, 12, 100388. [Google Scholar] [CrossRef]
- Castro-Aguirre, E.; Iñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(Lactic Acid)—Mass Production, Processing, Industrial Applications, and End of Life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef]
- Aliotta, L.; Seggiani, M.; Lazzeri, A.; Gigante, V.; Cinelli, P. A Brief Review of Poly (Butylene Succinate) (PBS) and Its Main Copolymers: Synthesis, Blends, Composites, Biodegradability, and Applications. Polymers 2022, 14, 844. [Google Scholar] [CrossRef] [PubMed]
- Thakur, S.; Chaudhary, J.; Singh, P.; Alsanie, W.F.; Grammatikos, S.A.; Thakur, V.K. Synthesis of Bio-Based Monomers and Polymers Using Microbes for a Sustainable Bioeconomy. Bioresour. Technol. 2022, 344, 126156. [Google Scholar] [CrossRef] [PubMed]
- Zhong, C. Industrial-Scale Production and Applications of Bacterial Cellulose. Front. Bioeng. Biotechnol. 2020, 8, 605374. [Google Scholar] [CrossRef] [PubMed]
- Hussain, Z.; Sajjad, W.; Khan, T.; Wahid, F. Production of Bacterial Cellulose from Industrial Wastes: A Review. Cellulose 2019, 26, 2895–2911. [Google Scholar] [CrossRef]
- Avcioglu, N.H. Bacterial Cellulose: Recent Progress in Production and Industrial Applications. World J. Microbiol. Biotechnol. 2022, 38, 86. [Google Scholar] [CrossRef] [PubMed]
- Lambré, C.; Barat Baviera, J.M.; Bolognesi, C.; Chesson, A.; Cocconcelli, P.S.; Crebelli, R.; Gott, D.M.; Grob, K.; Lampi, E.; Mengelers, M.; et al. Safety Assessment of Bleached Cellulose Pulp for Use in Plastic Food Contact Materials. EFSA J. 2022, 20, 7171. [Google Scholar] [CrossRef]
- Ullah, H.; Santos, H.A.; Khan, T. Applications of Bacterial Cellulose in Food, Cosmetics and Drug Delivery. Cellulose 2016, 23, 2291–2314. [Google Scholar] [CrossRef]
- Al-Gharrawi, M.Z.; Wang, J.; Bousfield, D.W. Improving Water Vapor Barrier of Cellulose Based Food Packaging Using Double Layer Coatings and Cellulose Nanofibers. Food Packag. Shelf Life 2022, 33, 100895. [Google Scholar] [CrossRef]
- Kim, J.M.; Lee, M.H.; Ko, J.A.; Kang, D.H.; Bae, H.; Park, H.J. Influence of Food with High Moisture Content on Oxygen Barrier Property of Polyvinyl Alcohol (PVA)/Vermiculite Nanocomposite Coated Multilayer Packaging Film. J. Food Sci. 2018, 83, 349–357. [Google Scholar] [CrossRef]
- Li, H.; He, Y.; Yang, J.; Wang, X.; Lan, T.; Peng, L. Fabrication of Food-Safe Superhydrophobic Cellulose Paper with Improved Moisture and Air Barrier Properties. Carbohydr. Polym. 2019, 211, 22–30. [Google Scholar] [CrossRef]
- Martínez-Sanz, M.; Lopez-Rubio, A.; Lagaron, J.M. High-Barrier Coated Bacterial Cellulose Nanowhiskers Films with Reduced Moisture Sensitivity. Carbohydr. Polym. 2013, 98, 1072–1082. [Google Scholar] [CrossRef]
- Minelli, M.; Baschetti, M.G.; Doghieri, F.; Ankerfors, M.; Lindström, T.; Siró, I.; Plackett, D. Investigation of Mass Transport Properties of Microfibrillated Cellulose (MFC) Films. J. Memb. Sci. 2010, 358, 67–75. [Google Scholar] [CrossRef]
- Fotie, G.; Rampazzo, R.; Ortenzi, M.A.; Checchia, S.; Fessas, D.; Piergiovanni, L. The Effect of Moisture on Cellulose Nanocrystals Intended as a High Gas Barrier Coating on Flexible Packaging Materials. Polymers 2017, 9, 415. [Google Scholar] [CrossRef] [PubMed]
- NatureFlexTM Packaging Solutions. Available online: https://www.natureflex.com/packaging-solutions/ (accessed on 7 November 2023).
- Patanè, C.; Malvuccio, A.; Saita, A.; Rizzarelli, P.; Siracusa, L.; Rizzo, V.; Muratore, G. Nutritional Changes during Storage in Fresh-Cut Long Storage Tomato as Affected by Biocompostable Polylactide and Cellulose Based Packaging. LWT 2019, 101, 618–624. [Google Scholar] [CrossRef]
- Reinas, I.; Oliveira, J.; Pereira, J.; Mahajan, P.; Poças, F. A Quantitative Approach to Assess the Contribution of Seals to the Permeability of Water Vapour and Oxygen in Thermosealed Packages. Food Packag. Shelf Life 2016, 7, 34–40. [Google Scholar] [CrossRef]
- Li, C.; Wu, J.; Shi, H.; Xia, Z.; Sahoo, J.K.; Yeo, J.; Kaplan, D.L. Fiber-Based Biopolymer Processing as a Route toward Sustainability. Adv. Mater. 2022, 34, 2105196. [Google Scholar] [CrossRef] [PubMed]
- Collins, S.; Yoda, K.; Anazawa, N.; Birkinshaw, C. The Thermal Stability of Some Vinylidene Chloride Copolymers. Polym. Degrad. Stab. 1999, 66, 87–94. [Google Scholar] [CrossRef]
- Hosseinzadeh, S.; Mohebby, B.; Elyasi, M. Bending Performances and Rolling Shear Strength of Nail-Cross-Laminated Timber. Wood Mater. Sci. Eng. 2022, 17, 113–120. [Google Scholar] [CrossRef]
- Takechi, K.; Yamaguchi, S.; Tanabe, H.; Kaneko, S. Development of Rollable Silicon Thin-Film-Transistor Backplanes Utilizing a Roll-to-Roll Continuous Lamination Process. J. Soc. Inf. Disp. 2010, 18, 391–398. [Google Scholar] [CrossRef]
- Howard, G.T. Biodegradation of Polyurethane: A Review. Int. Biodeterior. Biodegrad. 2002, 49, 245–252. [Google Scholar] [CrossRef]
- Patel, A.; Rajput, B.S.; Hai, T.A.P.; Zhen, D.; Gunawan, N.R.; Tessman, M.; Reindel, J.; Shepherd, J.; Simkovsky, R.; Pomeroy, R.S.; et al. Biodegradable Waterborne Polyurethane-Urea Dispersion Adhesives with High Biocontent. J. Appl. Polym. Sci. 2023, 140, e54307. [Google Scholar] [CrossRef]
- Gunawan, N.R.; Tessman, M.; Zhen, D.; Johnson, L.; Evans, P.; Clements, S.M.; Pomeroy, R.S.; Burkart, M.D.; Simkovsky, R.; Mayfield, S.P. Biodegradation of Renewable Polyurethane Foams in Marine Environments Occurs through Depolymerization by Marine Microorganisms. Sci. Total Environ. 2022, 850, 158761. [Google Scholar] [CrossRef] [PubMed]
- Hieda, J.; Niinomi, M.; Nakai, M.; Kamura, H.; Tsutsumi, H.; Hanawa, T. Improvement of Adhesive Strength of Segmented Polyurethane on Ti-29Nb-13Ta-4.6Zr Alloy through H2O2 Treatment for Biomedical Applications. J. Biomed. Mater. Res. B Appl. Biomater. 2013, 101B, 776–783. [Google Scholar] [CrossRef] [PubMed]
- Zimmermann, S.; Specht, U.; Spieß, L.; Romanus, H.; Krischok, S.; Himmerlich, M.; Ihde, J. Improved Adhesion at Titanium Surfaces via Laser-Induced Surface Oxidation and Roughening. Mater. Sci. Eng. A 2012, 558, 755–760. [Google Scholar] [CrossRef]
- Hetemi, D.; Pinson, J. Surface Functionalisation of Polymers. Chem. Soc. Rev. 2017, 46, 5701–5713. [Google Scholar] [CrossRef] [PubMed]
- Puthirath, A.B.; Oliveira, E.F.; Gao, G.; Chakingal, N.; Kannan, H.; Li, C.; Zhang, X.; Biswas, A.; Neupane, M.R.; Pate, B.B.; et al. Oxygenation of Diamond Surfaces via Hummer’s Method. Chem. Mater. 2021, 33, 4977–4987. [Google Scholar] [CrossRef]
- Chandio, A.D.; Shaikh, A.A.; Channa, I.A.; Bacha, M.S.; Bhatti, J.; Khan, M.Y.; Bhutto, S. Synthesis of Graphene Oxide (GO) by Modified Hummer’s Method with Improved Oxidation through Ozone Treatment. J. Chem. Soc. Pak. 2023, 45, 1–7. [Google Scholar] [CrossRef]
- Yu, J.; Niedenthal, W.; Smarsly, B.M.; Natile, M.M.; Huang, Y.; Carraro, M. Au Nanoparticles Supported on Piranha Etched Halloysite Nanotubes for Highly Efficient Heterogeneous Catalysis. Appl. Surf. Sci. 2021, 546, 149100. [Google Scholar] [CrossRef]
- Strobel, M.; Branch, M.C.; Ulsh, M.; Kapaun, R.S.; Kirk, S.; Lyons, C.S. Flame Surface Modification of Polypropylene Film. J. Adhes. Sci. Technol. 1996, 10, 515–539. [Google Scholar] [CrossRef]
- Song, J.; Gunst, U.; Arlinghaus, H.F.; Vancso, G.J. Flame Treatment of Low-Density Polyethylene: Surface Chemistry across the Length Scales. Appl. Surf. Sci. 2007, 253, 9489–9499. [Google Scholar] [CrossRef]
- Stroud, C.; Branch, M.C. Modeling of the Surface Oxidation of Flame-Treated Polypropylene Film. Combust. Sci. Technol. 2007, 179, 2091–2105. [Google Scholar] [CrossRef]
- Yulenets, Y.P.; Markov, A.V.; Grachev, S.Y. Effect of Conditions for Modification in a High-Frequency Discharge Plasma on the Reversibility of the Surface Properties of Polyethylene Films. Surf. Eng. Appl. Electrochem. 2021, 57, 185–189. [Google Scholar] [CrossRef]
- Markov, A.V.; Yulenets, Y.P. Heating of a Gas and a Polymeric Material in Low-Temperature Plasma of a High-Frequency Discharge. High Temp. 2015, 53, 167–170. [Google Scholar] [CrossRef]
- Yang, R.H.; Gao, W.D.; Xue, Y. Airflow Characteristics of Different Groove Type during Rotor Spinning Process. Ind. Textila 2017, 68, 165–169. [Google Scholar] [CrossRef]
- Sanchis, M.R.; Calvo, O.; Fenollar, O.; Garcia, D.; Balart, R. Surface Modification of a Polyurethane Film by Low Pressure Glow Discharge Oxygen Plasma Treatment. J. Appl. Polym. Sci. 2007, 105, 1077–1085. [Google Scholar] [CrossRef]
- Zhang, S.; Li, X.S.; Zhu, B.; Liu, J.L.; Zhu, X.; Zhu, A.M.; Jang, B.W.L. Atmospheric-Pressure O2 Plasma Treatment of Au/TiO2 Catalysts for CO Oxidation. Catal. Today 2015, 256, 142–147. [Google Scholar] [CrossRef]
- Borisov, I.; Ovcharova, A.; Bakhtin, D.; Bazhenov, S.; Volkov, A.; Ibragimov, R.; Gallyamov, R.; Bondarenko, G.; Mozhchil, R.; Bildyukevich, A.; et al. Development of Polysulfone Hollow Fiber Porous Supports for High Flux Composite Membranes: Air Plasma and Piranha Etching. Fibers 2017, 5, 6. [Google Scholar] [CrossRef]
- Matveev, I.B.; Serbin, S.I.; Washchilenko, N.V. Plasma-Assisted Treatment of Sewage Sludge. IEEE Trans. Plasma Sci. 2016, 44, 3023–3027. [Google Scholar] [CrossRef]
- Fateh-Alavi, K.; Gedde, U.W. Effect of Stabilizers on Surface Oxidation of Silicone Rubber by Corona Discharge. Polym. Degrad. Stab. 2004, 84, 469–474. [Google Scholar] [CrossRef]
- Borcia, G.; Anderson, C.A.; Brown, N.M.D. The Surface Oxidation of Selected Polymers Using an Atmospheric Pressure Air Dielectric Barrier Discharge. Part I. Appl. Surf. Sci. 2004, 221, 203–214. [Google Scholar] [CrossRef]
- Borcia, G.; Anderson, C.A.; Brown, N.M.D. The Surface Oxidation of Selected Polymers Using an Atmospheric Pressure Air Dielectric Barrier Discharge. Part II. Appl. Surf. Sci. 2004, 225, 186–197. [Google Scholar] [CrossRef]
- Booth, J.P.; Mozetič, M.; Nikiforov, A.; Oehr, C. Foundations of Plasma Surface Functionalization of Polymers for Industrial and Biological Applications. Plasma Sources Sci. Technol. 2022, 31, 103001. [Google Scholar] [CrossRef]
- Şaşmazel, H.T.; Manolache, S.; Gümüderelioǧlu, M. Functionalization of Nonwoven Pet Fabrics by Water/O2 Plasma for Biomolecule Mediated Cell Cultivation. Plasma Process. Polym. 2010, 7, 588–600. [Google Scholar] [CrossRef]
- De Wilde, J.; Lorant, C.; Descamps, P. 2D Modeling and Simulation of the Flow Dynamics, Electric Field and Reactions in a Low-Temperature, Atmospheric-Pressure Nitrogen Plasma Sharp-End Plate-to-Plane Configuration and CVD Reactor. J. Phys. D Appl. Phys. 2017, 50, 135202. [Google Scholar] [CrossRef]
- Fang, Z.; Ruan, C.; Shao, T.; Zhang, C. Two Discharge Modes in an Atmospheric Pressure Plasma Jet Array in Argon. Plasma Sources Sci. Technol. 2016, 25, 01LT01. [Google Scholar] [CrossRef]
- Ono, T.; Akagi, T.; Ichiki, T. Hydrophilization of Amorphous Perfluoropolymer Using Low-Pressure Argon Plasma. J. Photopolym. Sci. Technol. 2009, 22, 683–689. [Google Scholar] [CrossRef]
- Lianos, L.; Parrat, D.; Hoc, T.Q.; Duc, T.M. Secondary Ion Mass Spectrometry Time of Flight and in Situ X-Ray Photoelectron Spectroscopy Studies of Polymer Surface Modifications by a Remote Oxygen Plasma Treatment. J. Vac. Sci. Technol. A Vac. Surf. Film. 1994, 12, 2491–2498. [Google Scholar] [CrossRef]
- Nikiforov, A.; Li, L.; Britun, N.; Snyders, R.; Vanraes, P.; Leys, C. Influence of Air Diffusion on the OH Radicals and Atomic O Distribution in an Atmospheric Ar (Bio)Plasma Jet. Plasma Sources Sci. Technol. 2014, 23, 015015. [Google Scholar] [CrossRef]
- Abenojar, J.; Martínez, M.A.; Encinas, N.; Velasco, F. Modification of Glass Surfaces Adhesion Properties by Atmospheric Pressure Plasma Torch. Int. J. Adhes. Adhes. 2013, 44, 1–8. [Google Scholar] [CrossRef]
- Novák, I.; Sedliačik, J.; Gajtanska, M.; Schmidtová, J.; Popelka, A.; Bekhta, P.; Krystofiak, T.; Proszyk, S.; Žigo, O. Effect of Barrier Plasma Pre-Treatment on Polyester Films and Their Adhesive Properties on Oak Wood. Bioresources 2016, 11, 6335–6345. [Google Scholar] [CrossRef]
- Shu, Z.; Qiao, J.; Wang, C.; Xiong, Q. Simultaneous Quantification of Atomic Oxygen and Ozone by Full Photo-Fragmentation Two-Photon Absorption Laser-Induced Fluorescence Spectroscopy. Plasma Sources Sci. Technol. 2021, 30, 055001. [Google Scholar] [CrossRef]
- Wayakron Phetphaisit, C.; Bumee, R.; Namahoot, J.; Ruamcharoen, J.; Ruamcharoen, P. Polyurethane Polyester Elastomer: Innovative Environmental Friendly Wood Adhesive from Modified PETs and Hydroxyl Liquid Natural Rubber Polyols. Int. J. Adhes. Adhes. 2013, 41, 127–131. [Google Scholar] [CrossRef]
- ASTM D-1876; Standard Test Method for Peel Resistance of Adhesives (T-Peel Test). ASTM: West Conshohocken, PA, USA, 2015.
- ASTM D-1434; Standard Test Method for Determining Gas Permeability Characteristics of Plastic Film and Sheeting. ASTM: West Conshohocken, PA, USA, 2015. [CrossRef]
- de Medeiros Neto, J.F.; de Souza, I.A.; Feitor, M.C.; Targino, T.G.; Diniz, G.F.; Libório, M.S.; Sousa, R.R.M.; de Carvalho Costa, T.H. Study of High-Density Polyethylene (HDPE) Kinetics Modification Treated by Dielectric Barrier Discharge (DBD) Plasma. Polymers 2020, 12, 2422. [Google Scholar] [CrossRef] [PubMed]
- Xing, W.; Hao, J.; Sikora, K.S. Shear Performance of Adhesive Bonding of Cross-Laminated Bamboo. J. Mater. Civ. Eng. 2019, 31, 04019201. [Google Scholar] [CrossRef]
- Thompson, R.; Austin, D.; Wang, C.; Neville, A.; Lin, L. Low-Frequency Plasma Activation of Nylon 6. Appl. Surf. Sci. 2021, 544, 148929. [Google Scholar] [CrossRef]
- Izdebska-Podsiadły, J.; Trokowska, P.; Dörsam, E. Aging of Polylactide Films Exposed to Plasma—Hydrophobic Recovery and Selected Application Properties. Appl. Sci. 2023, 13, 2751. [Google Scholar] [CrossRef]
- Bismarck, A.; Springer, J.; Mohanty, A.K.; Hinrichsen, G.; Khan, M.A. Characterization of Several Modified Jute Fibers Using Zeta-Potential Measurements. Colloid Polym. Sci. 2000, 278, 229–235. [Google Scholar] [CrossRef]
- Matter, F.; Luna, A.L.; Niederberger, M. From Colloidal Dispersions to Aerogels: How to Master Nanoparticle Gelation. Nano Today 2020, 30, 100827. [Google Scholar] [CrossRef]
- Brotherton, E.E.; Johnson, E.C.; Smallridge, M.J.; Hammond, D.B.; Leggett, G.J.; Armes, S.P. Hydrophilic Aldehyde-Functional Polymer Brushes: Synthesis, Characterization, and Potential Bioapplications. Macromolecules 2023, 56, 2070–2080. [Google Scholar] [CrossRef]
- Píchal, J.; Klenko, Y. ADBD Plasma Surface Treatment of PES Fabric Sheets. Eur. Phys. J. D 2009, 54, 271–279. [Google Scholar] [CrossRef]
- Keshk, S.M.A.S. Homogenous Reactions of Cellulose from Different Natural Sources. Carbohydr. Polym. 2008, 74, 942–945. [Google Scholar] [CrossRef]
- Cataldo, F.; Ursini, O.; Ragni, P.; Lilla, V.; Angelini, G. Radiation-Induced Polymerization of Vinylidene Chloride in Bulk and Included in Thiourea Crystals. J. Macromol. Sci. Part A Pure Appl. Chem. 2009, 46, 16–24. [Google Scholar] [CrossRef]
- Simončič, B.; Černe, L.; Tomšič, B.; Orel, B. Surface Properties of Cellulose Modified by Imidazolidinone. Cellulose 2008, 15, 47–58. [Google Scholar] [CrossRef]
- Melendez-Rodriguez, B.; Torres-Giner, S.; Angulo, I.; Pardo-Figuerez, M.; Hilliou, L.; Escuin, J.M.; Cabedo, L.; Nevo, Y.; Prieto, C.; Lagaron, J.M. High-Oxygen-Barrier Multilayer Films Based on Polyhydroxyalkanoates and Cellulose Nanocrystals. Nanomaterials 2021, 11, 1443. [Google Scholar] [CrossRef] [PubMed]
- Foli, G.; Degli Esposti, M.; Morselli, D.; Fabbri, P. Two-Step Solvent-Free Synthesis of Poly(Hydroxybutyrate)-Based Photocurable Resin with Potential Application in Stereolithography. Macromol. Rapid Commun. 2020, 41, 1900660. [Google Scholar] [CrossRef] [PubMed]
- Choi, S.W.; Seo, D.W.; Lim, Y.D.; Jeong, Y.G.; Islam Mollah, M.S.; Park, H.; Hong, T.W.; Kim, W.G. Synthesis and Properties of Multihydroxy Soybean Oil from Soybean Oil and Polymeric Methylene-Diphenyl- 4,4′-Diisocyanate/Multihydroxy Soybean Oil Polyurethane Adhesive to Wood. J. Appl. Polym. Sci. 2011, 121, 764–769. [Google Scholar] [CrossRef]
- Hooper, A.E.; Tompkins, H.G. Convenient Calibration of FTIR Peak “size” for Thin Organic/Polymer Films. Surf. Interface Anal. 2001, 31, 805–808. [Google Scholar] [CrossRef]
- Wei, X.; Lu, Q.; Sui, X.; Wang, Z.; Zhang, Y. Characterization of the Water-Insoluble Pyrolytic Cellulose from Cellulose Pyrolysis Oil. J. Anal. Appl. Pyrolysis 2012, 97, 49–54. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Voltage [kV] | Frequency [kHz] | Time [s] | Energy Density [J · cm−2] | Power Density [W · cm−2] | WCA [deg] | |
|---|---|---|---|---|---|---|---|
| Pre- Plasma | Post- Plasma | ||||||
| CLL | 12 | 20 | 5 | 29.7 | 5.9 | 85.9 ± 2.8 | 54.2 ± 4.8 |
| PLA | 14 | 20 | 2 | 15.9 | 8.0 | 79.7 ± 1.6 | 47.4 ± 3.6 |
| PBS | 14 | 5 | 5 | 9.6 | 1.9 | 63.4 ± 3.8 | 49.9 ± 1.3 |
| Material | Tension [kV] | Frequency [kHz] | Energy Density [J · cm−2] | Power Density [W · cm−2] |
|---|---|---|---|---|
| PLA | 10 | 2 | 27.2 | 152.3 |
| PBS | 12 | 10 | 9.9 | 55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Foli, G.; Capelli, F.; Grande, M.; Tagliabue, S.; Gherardi, M.; Minelli, M. Optimization of Laminated Bio-Polymer Fabrication for Food Packaging Application: A Sustainable Plasma-Activated Approach. Polymers 2024, 16, 1851. https://doi.org/10.3390/polym16131851
Foli G, Capelli F, Grande M, Tagliabue S, Gherardi M, Minelli M. Optimization of Laminated Bio-Polymer Fabrication for Food Packaging Application: A Sustainable Plasma-Activated Approach. Polymers. 2024; 16(13):1851. https://doi.org/10.3390/polym16131851
Chicago/Turabian StyleFoli, Giacomo, Filippo Capelli, Mariachiara Grande, Stefano Tagliabue, Matteo Gherardi, and Matteo Minelli. 2024. "Optimization of Laminated Bio-Polymer Fabrication for Food Packaging Application: A Sustainable Plasma-Activated Approach" Polymers 16, no. 13: 1851. https://doi.org/10.3390/polym16131851