
Influence of Carbonyl Iron Particles (CIP) and Glass Microspheres on Thermal Properties of Poly(lactic acid) (PLA)

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Extrusion
2.2.2. Density
2.2.3. Thermogravimetric Analysis
2.2.4. Differential Scanning Calorimetry
2.2.5. Thermal Conductivity and Effusivity
2.2.6. Shear Rheology
3. Results and Discussion
3.1. Observations from the Extrusion Process
3.2. Density
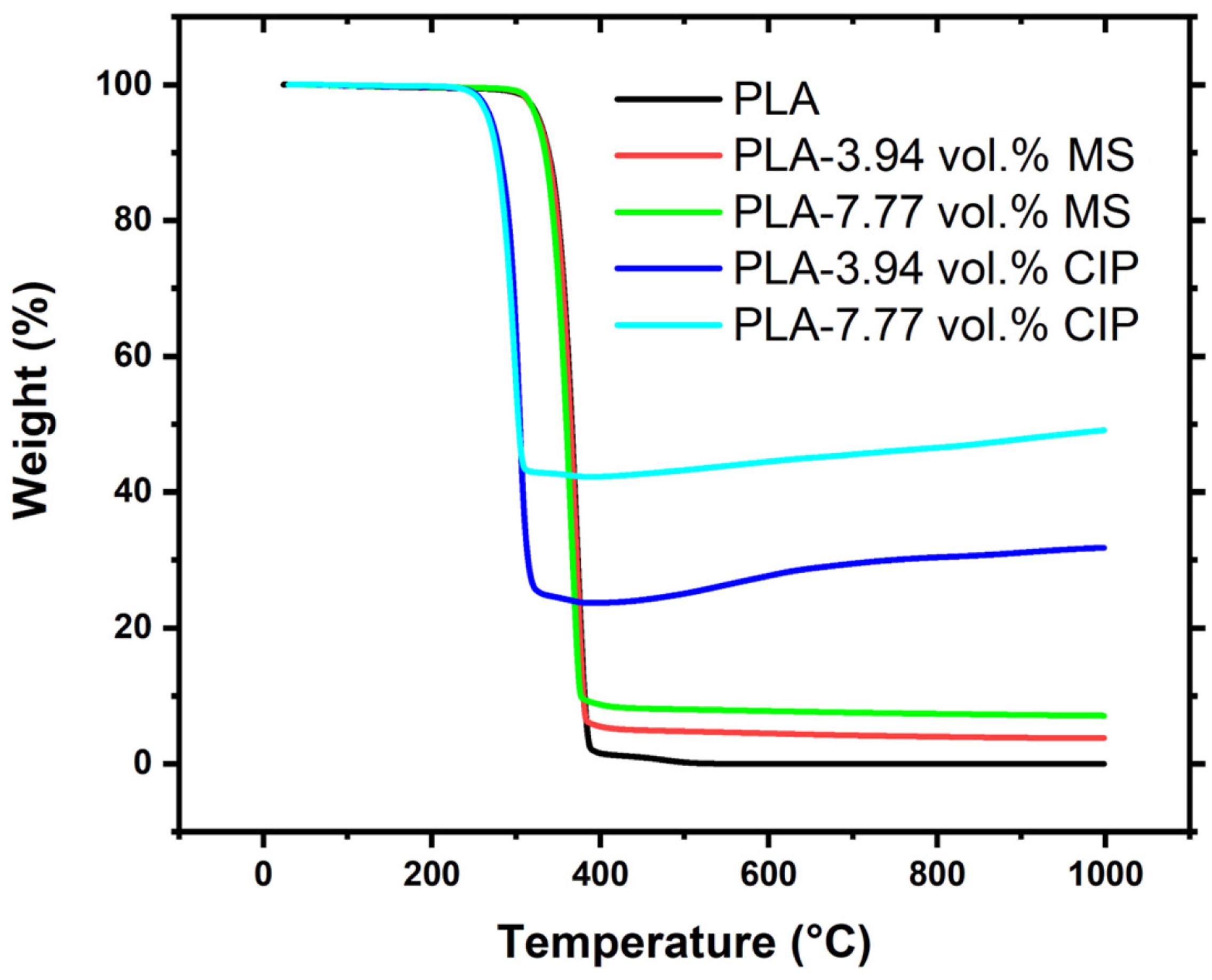
3.3. Thermal Behaviors and Degradation
3.4. Changes in Rheological Profile and Viscoelasticity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Altıparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Extrusion-Based Additive Manufacturing Technologies: State of the Art and Future Perspectives. J. Manuf. Process. 2022, 83, 607–636. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Flexural Strength of Fused Filament Fabricated (FFF) PLA Parts on an Open-Source 3D Printer. Adv. Manuf. 2018, 6, 430–441. [Google Scholar] [CrossRef]
- Silva, C.; Pais, A.I.; Caldas, G.; Gouveia, B.P.P.A.; Alves, J.L.; Belinha, J. Study on 3D Printing of Gyroid-Based Structures for Superior Structural Behaviour. Prog. Addit. Manuf. 2021, 6, 689–703. [Google Scholar] [CrossRef]
- Yadav, P.; Sahai, A.; Sharma, R.S. Experimental Studies on the Mechanical Behaviour of Three-Dimensional PLA Printed Parts by Fused Filament Fabrication. J. Inst. Eng. Ser. D 2023, 104, 233–245. [Google Scholar] [CrossRef]
- Frunzaverde, D.; Cojocaru, V.; Ciubotariu, C.-R.; Miclosina, C.-O.; Ardeljan, D.D.; Ignat, E.F.; Marginean, G. The Influence of the Printing Temperature and the Filament Color on the Dimensional Accuracy, Tensile Strength, and Friction Performance of FFF-Printed PLA Specimens. Polymers 2022, 14, 1978. [Google Scholar] [CrossRef] [PubMed]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.-O.; Marginean, G. The Influence of the Process Parameters on the Mechanical Properties of PLA Specimens Produced by Fused Filament Fabrication—A Review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef]
- Mortazavi, B.; Hassouna, F.; Laachachi, A.; Rajabpour, A.; Ahzi, S.; Chapron, D.; Toniazzo, V.; Ruch, D. Experimental and Multiscale Modeling of Thermal Conductivity and Elastic Properties of PLA/Expanded Graphite Polymer Nanocomposites. Thermochim. Acta 2013, 552, 106–113. [Google Scholar] [CrossRef]
- Park, I.H.; Lee, J.Y.; Ahn, S.J.; Choi, H.J. Melt Rheology and Mechanical Characteristics of Poly (Lactic Acid)/Alkylated Graphene Oxide Nanocomposites. Polymers 2020, 12, 2402. [Google Scholar] [CrossRef] [PubMed]
- Guo, R.; Ren, Z.; Bi, H.; Xu, M.; Cai, L. Electrical and Thermal Conductivity of Polylactic Acid (PLA)-Based Biocomposites by Incorporation of Nano-Graphite Fabricated with Fused Deposition Modeling. Polymers 2019, 11, 549. [Google Scholar] [CrossRef]
- Zhou, X.; Deng, J.; Fang, C.; Lei, W.; Song, Y.; Zhang, Z.; Huang, Z.; Li, Y. Additive Manufacturing of CNTs/PLA Composites and the Correlation between Microstructure and Functional Properties. J. Mater. Sci. Technol. 2021, 60, 27–34. [Google Scholar] [CrossRef]
- Mora, A.; Verma, P.; Kumar, S. Electrical Conductivity of CNT/Polymer Composites: 3D Printing, Measurements and Modeling. Compos. Part B Eng. 2020, 183, 107600. [Google Scholar] [CrossRef]
- Laureto, J.; Tomasi, J.; King, J.A.; Pearce, J.M. Thermal Properties of 3-D Printed Polylactic Acid-Metal Composites. Prog. Addit. Manuf. 2017, 2, 57–71. [Google Scholar] [CrossRef]
- Moradi, M.; Dezaki, M.L.; Kheyri, E.; Rasouli, S.A.; Attar, M.A.; Bodaghi, M. Simultaneous FDM 4D Printing and Magnetizing of Iron-Filled Polylactic Acid Polymers. J. Magn. Magn. Mater. 2023, 568, 170425. [Google Scholar] [CrossRef]
- Alberts, E.; Ballentine, M.; Barnes, E.; Kennedy, A. Impact of Metal Additives on Particle Emission Profiles from a Fused Filament Fabrication 3D Printer. Atmos. Environ. 2021, 244, 117956. [Google Scholar] [CrossRef]
- Kottasamy, A.; Samykano, M.; Kadirgama, K.; Rahman, M.; Noor, M.M. Experimental Investigation and Prediction Model for Mechanical Properties of Copper-Reinforced Polylactic Acid Composites (Cu-PLA) Using FDM-Based 3D Printing Technique. Int. J. Adv. Manuf. Technol. 2022, 119, 5211–5232. [Google Scholar] [CrossRef]
- Fortunati, E.; Peltzer, M.; Armentano, I.; Jiménez, A.; Kenny, J.M. Combined Effects of Cellulose Nanocrystals and Silver Nanoparticles on the Barrier and Migration Properties of PLA Nano-Biocomposites. J. Food Eng. 2013, 118, 117–124. [Google Scholar] [CrossRef]
- Agbakoba, V.C.; Hlangothi, P.; Andrew, J.; John, M.J. Mechanical and Shape Memory Properties of 3D-Printed Cellulose Nanocrystal (CNC)-Reinforced Polylactic Acid Bionanocomposites for Potential 4D Applications. Sustainability 2022, 14, 12759. [Google Scholar] [CrossRef]
- Chakraborty, G.; Dhar, P.; Katiyar, V.; Pugazhenthi, G. Applicability of Fe-CNC/GR/PLA Composite as Potential Sensor for Biomolecules. J. Mater. Sci. Mater. Electron. 2020, 31, 5984–5999. [Google Scholar] [CrossRef]
- Arrigo, R.; Frache, A. FDM Printability of PLA Based-Materials: The Key Role of the Rheological Behavior. Polymers 2022, 14, 1754. [Google Scholar] [CrossRef]
- Vigil Fuentes, M.A.; Thakur, S.; Wu, F.; Misra, M.; Gregori, S.; Mohanty, A.K. Study on the 3D Printability of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)/Poly(Lactic Acid) Blends with Chain Extender Using Fused Filament Fabrication. Sci. Rep. 2020, 10, 11804. [Google Scholar] [CrossRef]
- Spina, R. Performance Analysis of Colored PLA Products with a Fused Filament Fabrication Process. Polymers 2019, 11, 1984. [Google Scholar] [CrossRef]
- Vidović, E.; Faraguna, F.; Jukić, A. Influence of Inorganic Fillers on PLA Crystallinity and Thermal Properties. J. Therm. Anal. Calorim. 2017, 127, 371–380. [Google Scholar] [CrossRef]
- Chakraborty, G.; Bhattacharjee, S.; Katiyar, V.; Pugazhenthi, G. Melt Rheology Analysis through Experimental and Constitutional Mechanical Models of Exfoliated Graphene Based Polylactic Acid (PLA) Nanocomposites. J. Polym. Res. 2023, 30, 1–13. [Google Scholar] [CrossRef]
- Martin, K.A.; Thornell, T.L.; Hanna, H.A.; Weiss, C.A.; McClelland, Z.B. Effect of Filament Color and Fused Deposition Modeling/Fused Filament Fabrication Process on the Development of Bistability in Switchable Bistable Squares. ASME Open J. Eng. 2024, 3, 031002. [Google Scholar] [CrossRef]
- Pisani, W.A.; Wedgeworth, D.N.; Burroughs, J.F.; Thornell, T.L.; Newman, J.K.; Shukla, M.K. Micromechanical Dilution of PLA/PETG–Glass/Iron Nanocomposites: A More Efficient Molecular Dynamics Approach. ACS Omega 2024, 9, 14887–14898. [Google Scholar] [CrossRef] [PubMed]
- ASTM D7984-21; Standard Test Method for Measurement of Thermal Effusivity of Fabrics Using a Modified Transient Plane Source (MTPS) Instrument. American Society for Testing and Materials: West Conshohocken, PA, USA, 2021; pp. 1–5.
- Zhu, J.; Wei, S.; Lee, I.Y.; Park, S.; Willis, J.; Haldolaarachchige, N.; Young, D.P.; Luo, Z.; Guo, Z. Silica Stabilized Iron Particles toward Anti-Corrosion Magnetic Polyurethane Nanocomposites. RSC Adv. 2012, 2, 1136–1143. [Google Scholar] [CrossRef]
- Cvek, M.; Mrlik, M.; Ilcikova, M.; Plachy, T.; Sedlacik, M.; Mosnacek, J.; Pavlinek, V. A Facile Controllable Coating of Carbonyl Iron Particles with Poly(Glycidyl Methacrylate): A Tool for Adjusting MR Response and Stability Properties. J. Mater. Chem. C 2015, 3, 4646–4656. [Google Scholar] [CrossRef]
- Díaz-García, Á.; Law, J.Y.; Felix, M.; Guerrero, A.; Franco, V. Functional, Thermal and Rheological Properties of Polymer-Based Magnetic Composite Filaments for Additive Manufacturing. Mater. Des. 2022, 219, 110806. [Google Scholar] [CrossRef]
- Hasib, A.G.; Niauzorau, S.; Xu, W.; Niverty, S.; Kublik, N.; Williams, J.; Chawla, N.; Song, K.; Azeredo, B. Rheology Scaling of Spherical Metal Powders Dispersed in Thermoplastics and Its Correlation to the Extrudability of Filaments for 3D Printing. Addit. Manuf. 2021, 41, 101967. [Google Scholar] [CrossRef]
- Coppola, B.; Cappetti, N.; Di Maio, L.; Scarfato, P.; Incarnato, L. 3D Printing of PLA/Clay Nanocomposites: Influence of Printing Temperature on Printed Samples Properties. Materials 2018, 11, 1947. [Google Scholar] [CrossRef]
- Karakoç, A.; Rastogi, V.K.; Isoaho, T.; Tardy, B.; Paltakari, J.; Rojas, O.J. Comparative Screening of the Structural and Thermomechanical Properties of FDM Filaments Comprising Thermoplastics Loaded with Cellulose, Carbon and Glass Fibers. Materials 2020, 13, 422. [Google Scholar] [CrossRef] [PubMed]
- Forero-Sandoval, I.Y.; Cervantes-Alvarez, F.; Ramirez-Rincon, J.A.; Macias, J.D.; Pech-May, N.W.; Ordonez-Miranda, J.; Alvarado-Gil, J.J. Percolation Threshold of the Thermal, Electrical and Optical Properties of Carbonyl-Iron Microcomposites. Appl. Compos. Mater. 2021, 28, 447–463. [Google Scholar] [CrossRef]
- Blanco, I.; Cicala, G.; Recca, G.; Tosto, C. Specific Heat Capacity and Thermal Conductivity Measurements of PLA-Based 3D-Printed Parts with Milled Carbon Fiber Reinforcement. Entropy 2022, 24, 654. [Google Scholar] [CrossRef] [PubMed]
- Elimat, Z.M.; Al-Aqrabawi, F.S.; Hazeem, T.A.; Ramadin, Y.; Zihlif, A.M. Effect of Iron Particle Size and Concentration on Thermal Conductivity of Iron/Polystyrene Composites. Int. J. Thermophys. 2013, 34, 2009–2018. [Google Scholar] [CrossRef]
- Xing, Z.; Ke, H.; Wang, X.; Zheng, T.; Qiao, Y.; Chen, K.; Zhang, X.; Zhang, L.; Bai, C.; Li, Z. Investigation of the Thermal Conductivity of Resin-Based Lightweight Composites Filled with Hollow Glass Microspheres. Polymers 2020, 12, 518. [Google Scholar] [CrossRef]
- Irshad, H.M.; Hakeem, A.S.; Raza, K.; Baroud, T.N.; Ehsan, M.A.; Ali, S.; Tahir, M.S. Design, Development and Evaluation of Thermal Properties of Polysulphone–CNT/GNP Nanocomposites. Nanomaterials 2021, 11, 2080. [Google Scholar] [CrossRef]
- Bahar, A.; Hamami, A.E.A.; Benmahiddine, F.; Belhabib, S.; Belarbi, R.; Guessasma, S. The Thermal and Mechanical Behaviour of Wood-PLA Composites Processed by Additive Manufacturing for Building Insulation. Polymers 2023, 15, 3056. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | ρ (g/cm3) | Cp @ 25 °C (J/g °C) | Cp @ 40 °C (J/g °C) | Cp @ 60 °C (J/g °C) |
|---|---|---|---|---|
| PLA | 1.242 | 0.602 | 0.663 | 0.563 |
| PLA-3.94 vol.% MS | 1.268 | 0.718 | 0.780 | 1.206 |
| PLA-7.77 vol.% MS | 1.295 | 0.657 | 0.704 | 0.977 |
| PLA-3.94 vol.% CIP | 1.546 | 0.392 | 0.438 | 0.793 |
| PLA-7.77 vol.% CIP | 1.891 | 0.316 | 0.361 | 0.562 |
| Sample | Glass Transition Temperature (Tg) °C | Melt Temperature (Tm) (°C) | Cold Crystallinity (Tcc) (°C) |
|---|---|---|---|
| PLA | 53.0 | 150.7 | 130.8 |
| PLA-3.94 vol.% MS | 53.8 | 144.2 | 128.9 |
| PLA-7.77 vol.% MS | 53.5 | 149.8 | 126.8 |
| PLA-3.94 vol.% CIP | 49.4 | 147.7 | 116.9 |
| PLA-7.77 vol.% CIP | 49.8 | 147.5 | 116.8 |
| Sample | Effusivity ((W × s0.5)/m2 × K)) | ||
|---|---|---|---|
| 25 °C | 40 °C | 60 °C | |
| PLA | 557.9 | 557.6 | 557.1 |
| PLA-3.94 vol.% MS | 559.0 | 571.9 | 558.1 |
| PLA-7.77 vol.% MS | 557.6 | 613.6 | 577.9 |
| PLA-3.94 vol.% CIP | 602.0 | 619.1 | 644.5 |
| PLA-7.77 vol.% CIP | 689.1 | 692.5 | 721.5 |
| Material | (°C) | (°C) | (°C) |
|---|---|---|---|
| PLA | 126.4 | 129.2 | −2.8 |
| PLA-3.94 vol.% MS | 126.1 | 150.6 | −24.5 |
| PLA-7.77 vol.% MS | 124.5 | 137.6 | −13.4 |
| PLA-3.94 vol.% CIP | 107.6 | 107.3 | 0.4 |
| PLA-7.77 vol.% CIP | 103.7 | 102.0 | 1.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thornell, T.L.; Wedgeworth, D.N.; Antwine, M.D.; Burroughs, J.F. Influence of Carbonyl Iron Particles (CIP) and Glass Microspheres on Thermal Properties of Poly(lactic acid) (PLA). Polymers 2024, 16, 2194. https://doi.org/10.3390/polym16152194
Thornell TL, Wedgeworth DN, Antwine MD, Burroughs JF. Influence of Carbonyl Iron Particles (CIP) and Glass Microspheres on Thermal Properties of Poly(lactic acid) (PLA). Polymers. 2024; 16(15):2194. https://doi.org/10.3390/polym16152194
Chicago/Turabian StyleThornell, Travis L., Dane N. Wedgeworth, Mark D. Antwine, and Jedadiah F. Burroughs. 2024. "Influence of Carbonyl Iron Particles (CIP) and Glass Microspheres on Thermal Properties of Poly(lactic acid) (PLA)" Polymers 16, no. 15: 2194. https://doi.org/10.3390/polym16152194