
Material Characterization of Silicones for Additive Manufacturing


Abstract
1. Introduction
2. Experimental
2.1. Materials
- -
- Two premixed silicones (RTV-1) manufactured with a multi-jet fusion process:
- MJF-S (soft),
- MJF-H (hard);
- -
- Two RTV-2 silicones manufactured with a modified material extrusion process with liquid printing heads:
- ME-S (soft),
- ME-H (hard).
2.2. Methods
2.2.1. Hardness
2.2.2. Infrared Spectroscopy
2.2.3. Evolved Gas Analysis Mass Spectrometry (EGA-MS) and Pyrolysis Gas Chromatography Mass Spectrometry (Py-GC/MS)
2.2.4. Thermogravimetry
2.2.5. Density and Glass Transition
2.2.6. Mechanical Testing
2.2.7. Crosslink Density
2.2.8. Post-Curing
3. Results and Discussion
3.1. Shore A Hardness
3.2. Chemical Analyses
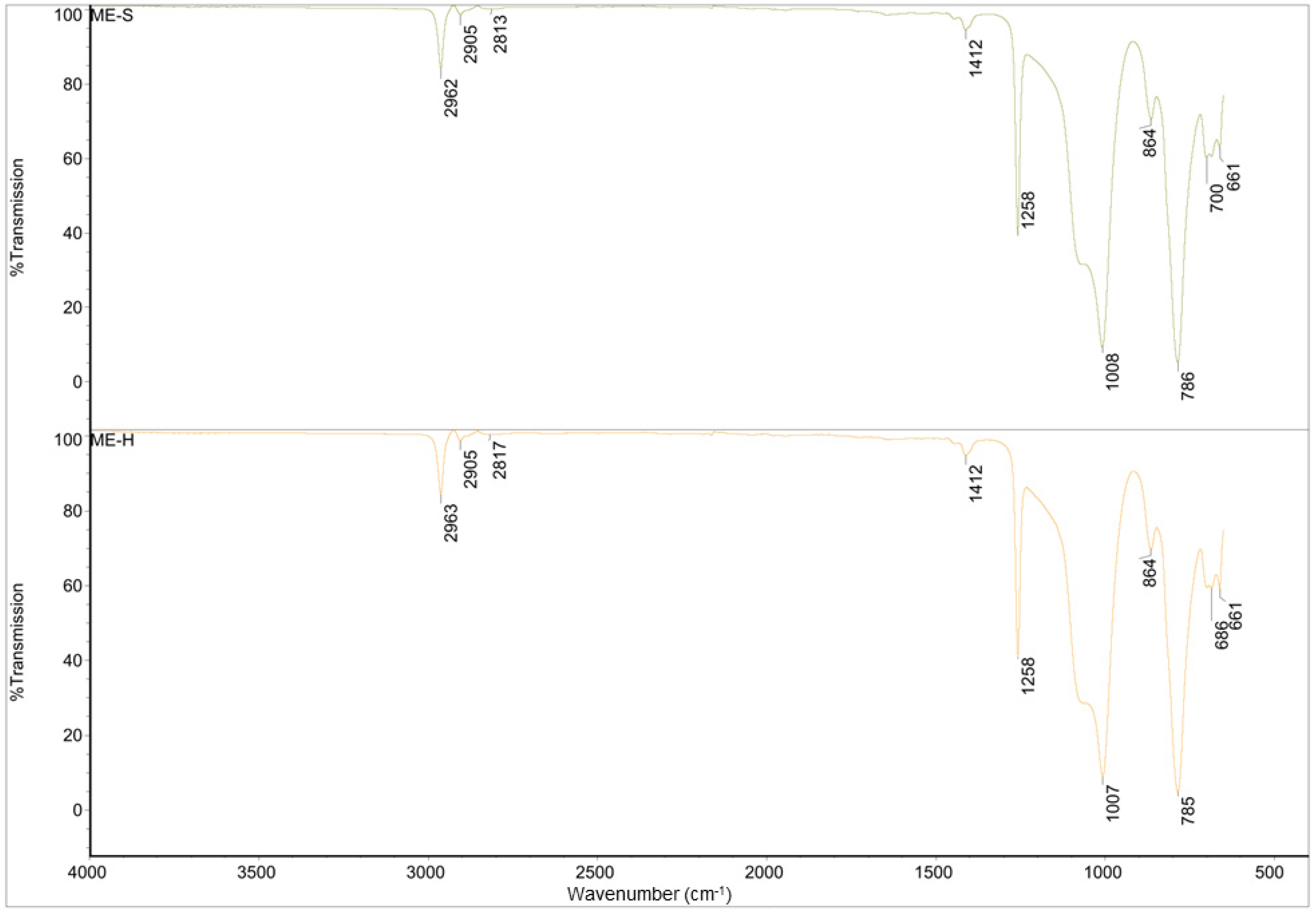
3.2.1. Infrared Spectroscopy
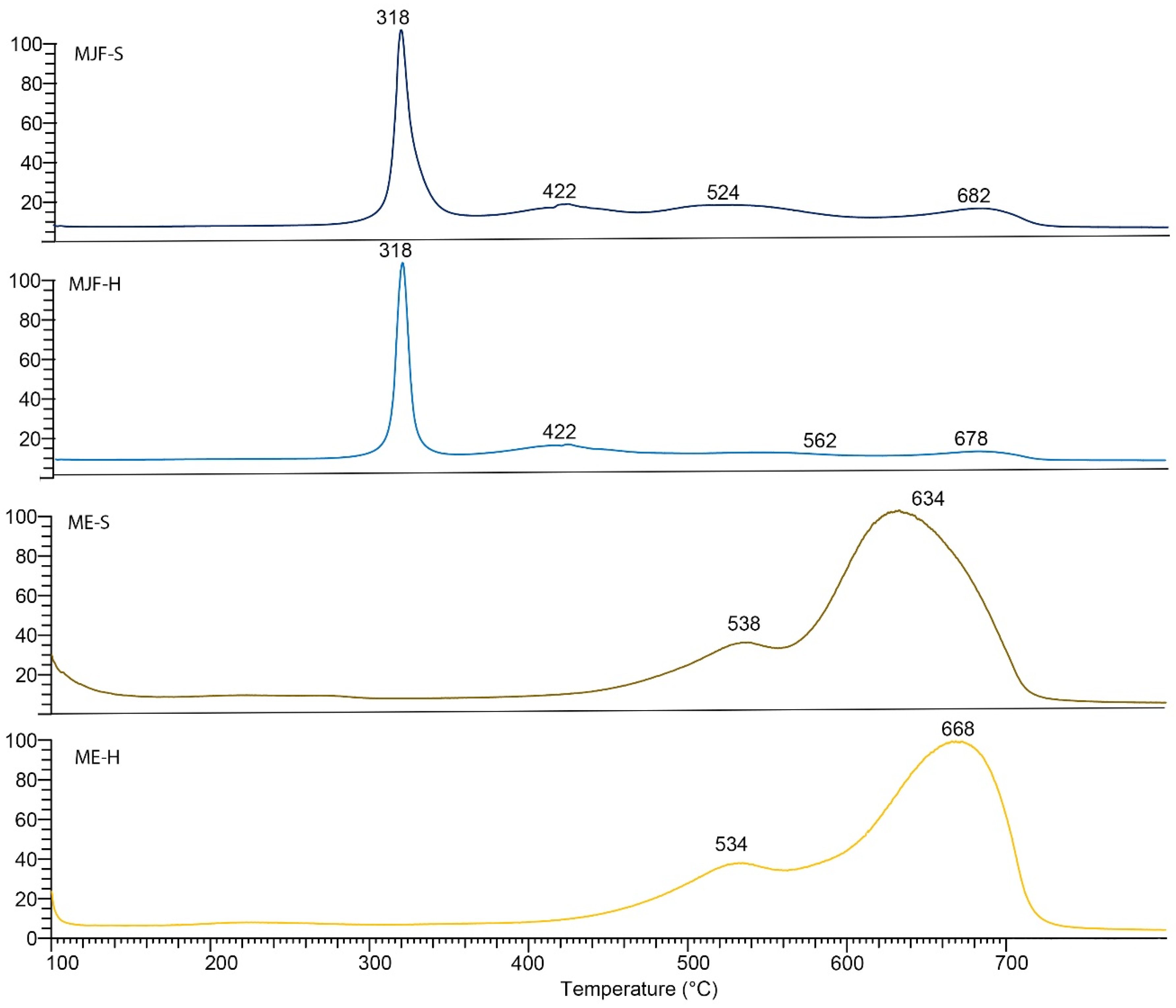
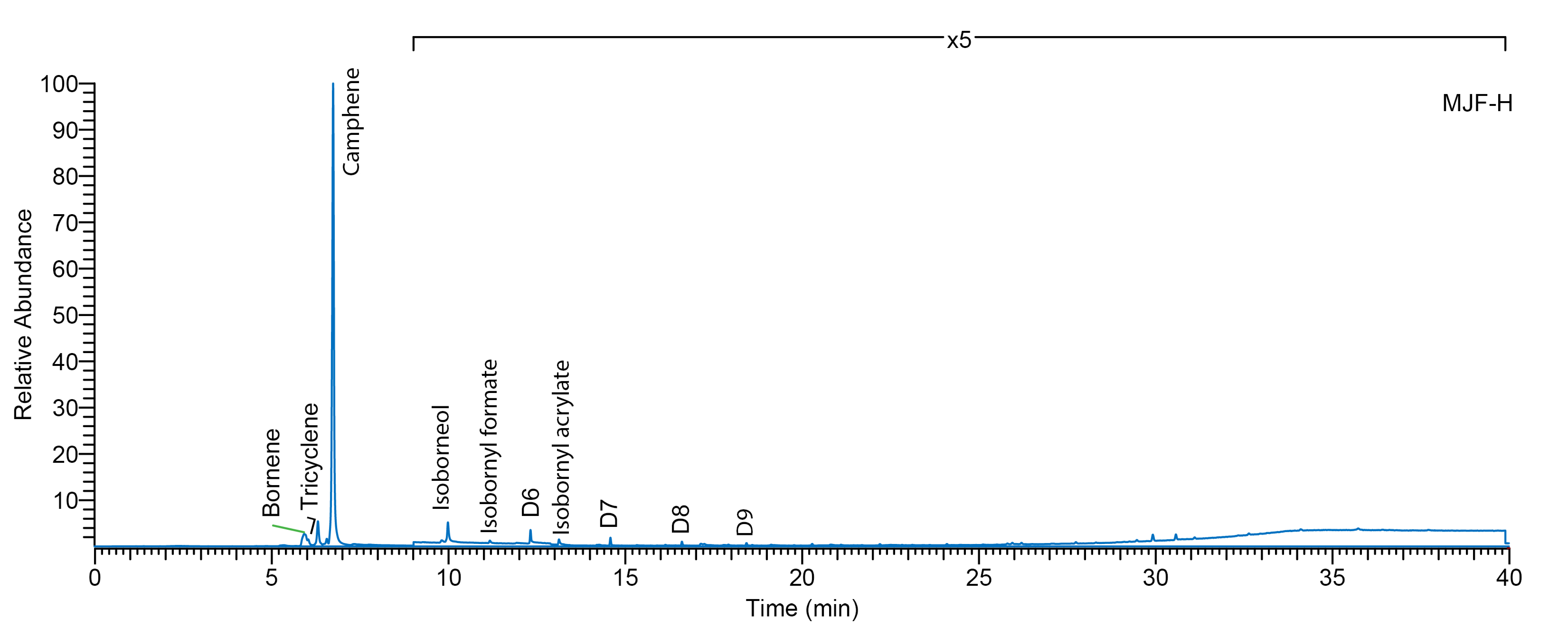
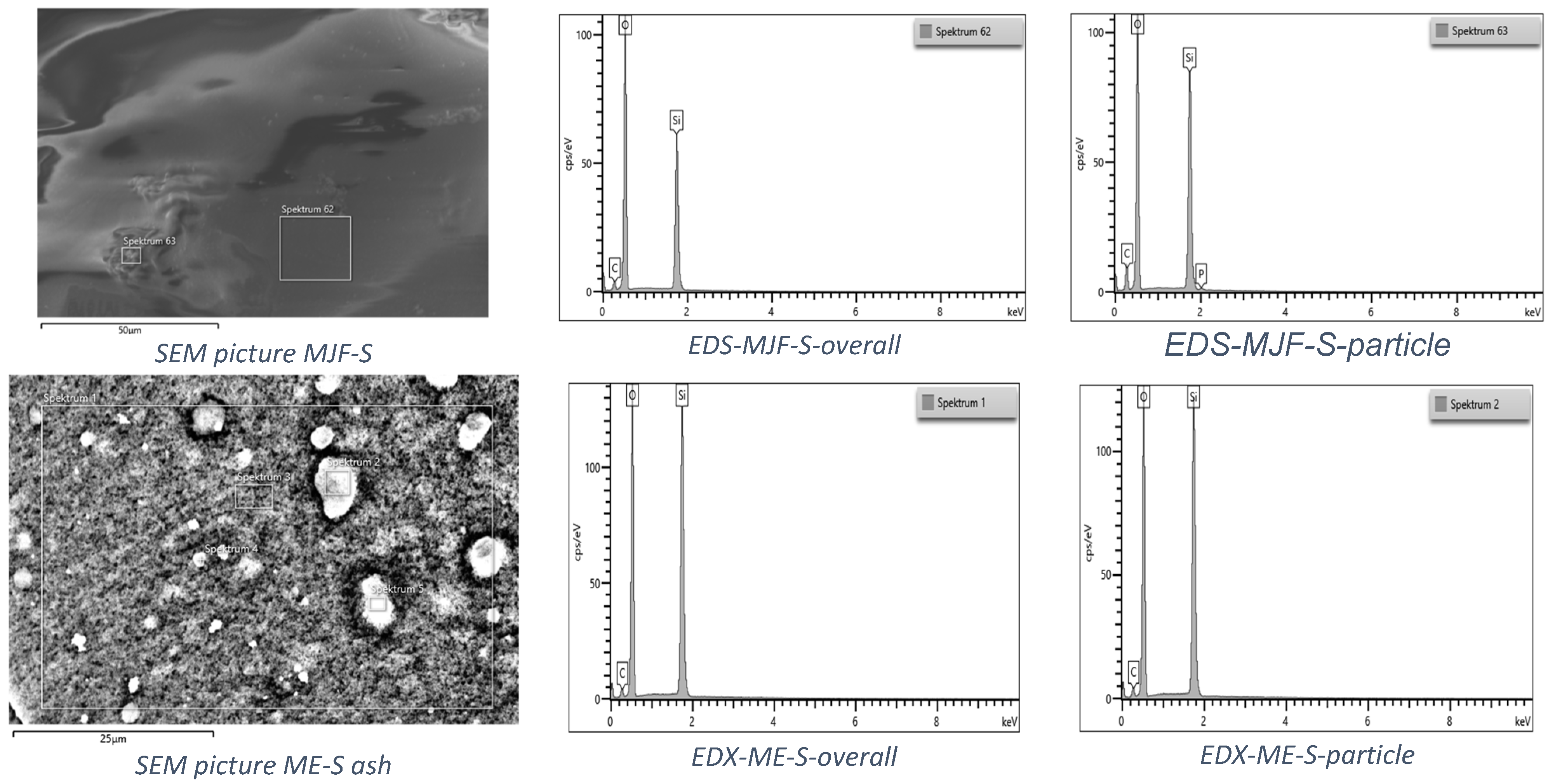
3.2.2. Evolved Gas Analysis Mass Spectrometry (EGA-MS) and Pyrolysis Gas Chromatography Mass Spectrometry (Py-GC/MS)
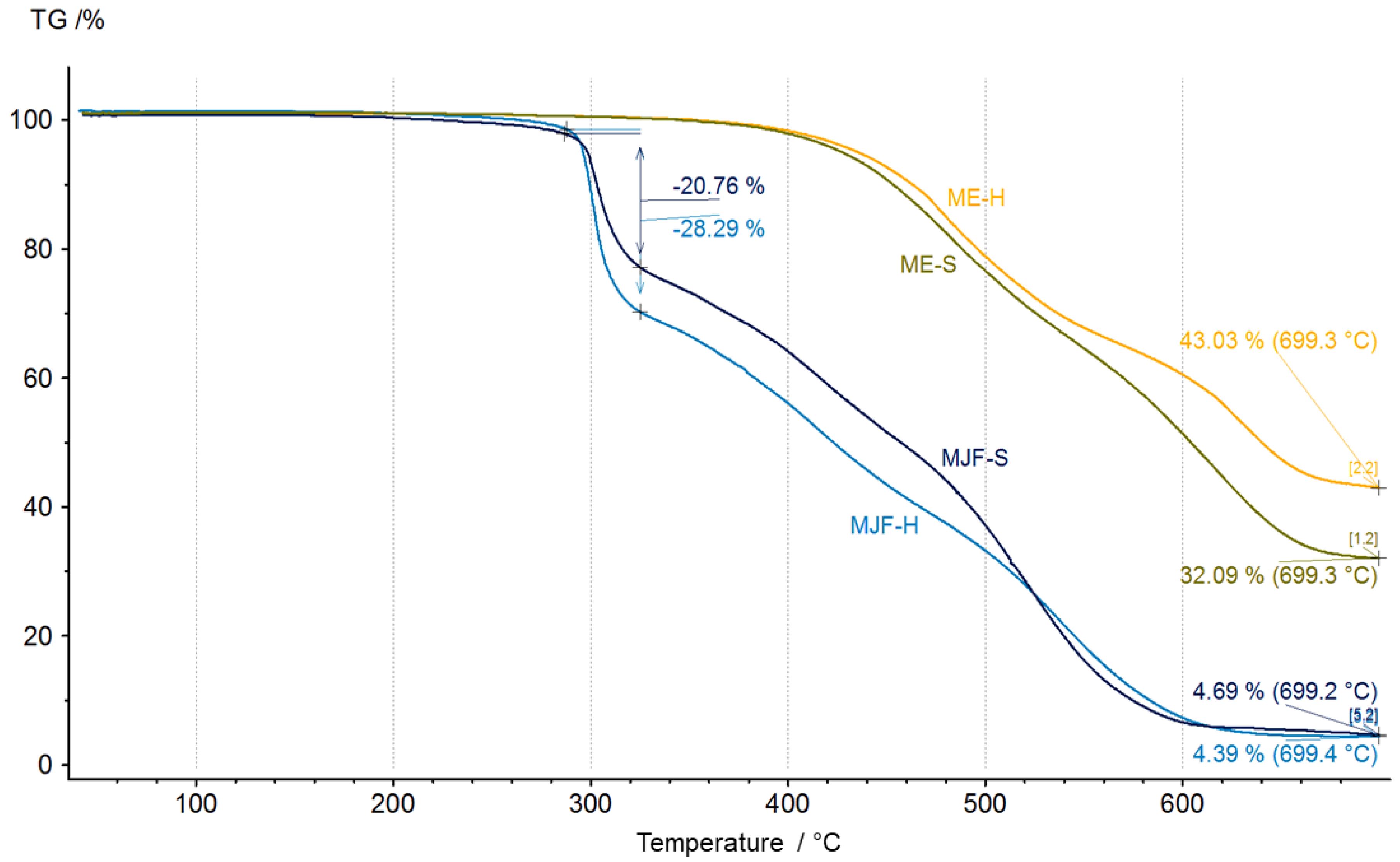
3.2.3. Thermogravimetry
3.3. Density and Glass Transition
3.4. Mechanical Properties
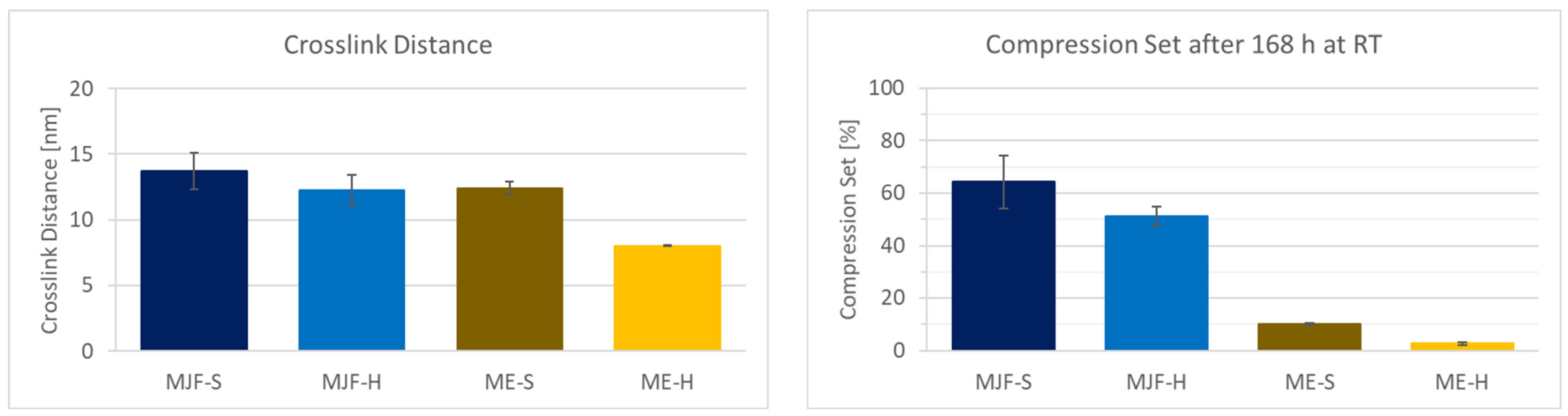
3.5. Crosslinking
3.6. Post-Curing Study
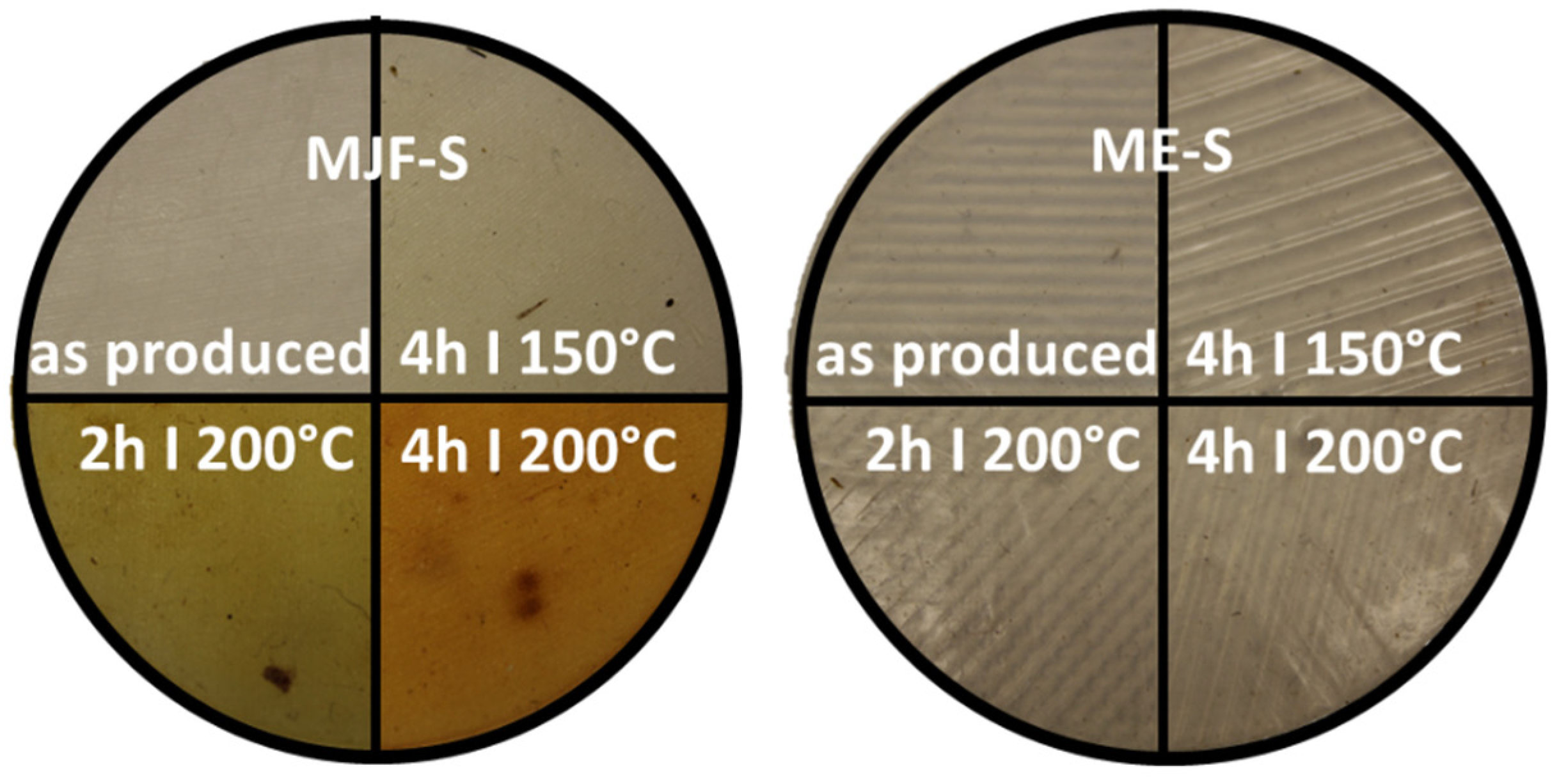
3.6.1. Color Changes
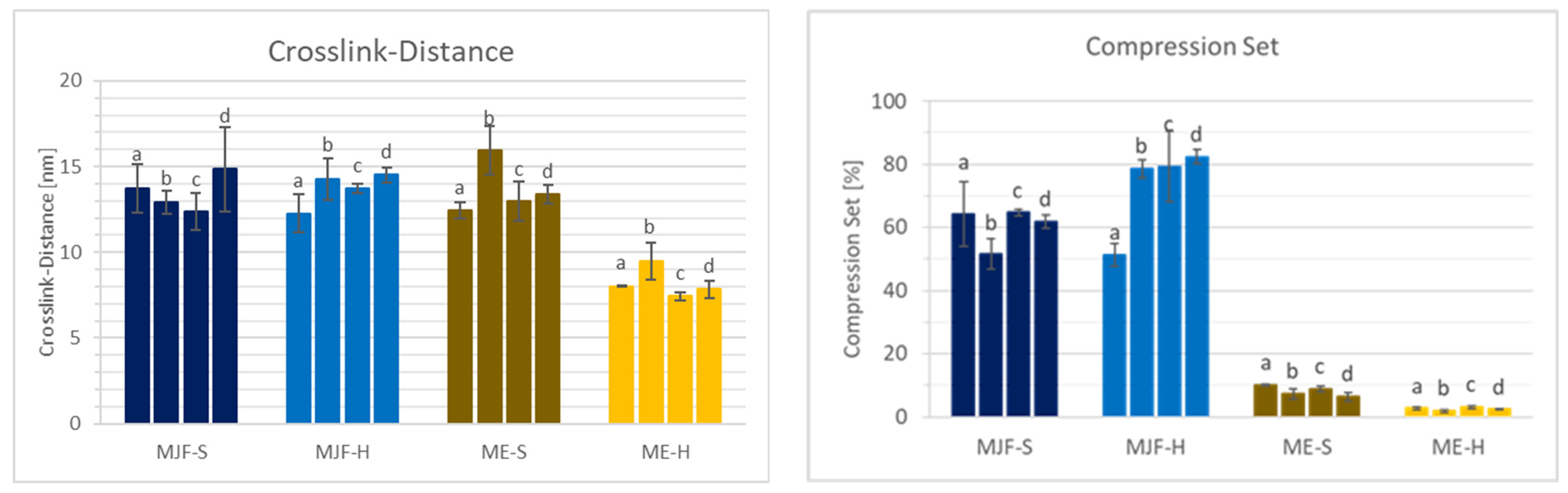
3.6.2. Material Properties
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Clarson, S.J.; Fitzgerald, J.J.; Owen, M.J.; Smith, S.D.; Van Dyke, M.E.; Chojnowski, J.; Cypryk, M.; Fortuniak, W.; Kaźmierski, K.; Rózga-Wijas, K.; et al. Synthesis and Properties of Silicones and Silicone-Modified Materials; American Chemical Society (ACS): Washington, DC, USA, 2003; pp. 1–10. [Google Scholar]
- Zare, M.; Ghomi, E.R.; Venkatraman, P.D.; Ramakrishna, S. Silicone-based biomaterials for biomedical applications: Antimicrobial strategies and 3D printing technologies. J. Appl. Polym. Sci. 2021, 138, 50969. [Google Scholar] [CrossRef]
- Ackermann, J.; Damrath, V. Chemie und Technologie der Silicone II. Herstellung und Verwendung von Siliconpolymeren. Chem. Zeit 1989, 23, 86–99. [Google Scholar] [CrossRef]
- Wacker Chemie AG Silicone: Verbindungen und Eigenschaften. Available online: https://www.wacker.co/h/en-cn/medias/6415-DE-Silicone.pdf (accessed on 5 September 2022).
- Dvornic, P.R. High temperature stability of polysiloxanes. In Silicon Compounds: Silanes and Silicones: A Survey of Properties and Chemistry; Arkles, B., Larson, G., Eds.; Gelest Inc.: Morrisville, PA, USA, 2008; pp. 419–431. [Google Scholar] [CrossRef]
- Chruściel, J.J. Silicon-Based Polymers and Materials; Walter de Gruyter GmbH: Berlin, Germany; Boston, MA, USA, 2022. [Google Scholar]
- Grab, M.; Jaud, S.; Thierfelder, N.; Hagl, C.; Wimmer, B.; Ahrens, M.; Stana, J.; Mela, P.; Grefen, L. Flexible 3D-printable materials for application in medical research: A comprehensive comparison of commercially available materials. 3D Print. Addit. Manuf. 2024. [Google Scholar] [CrossRef]
- Tugui, C.; Cazacu, M.; Manoli, D.M.; Stefan, A.; Duduta, M. All-Silicone 3D Printing Technology: Toward Highly Elastic Dielectric Elastomers and Complex Structures. ACS Appl. Polym. Mater. 2023, 5, 7936–7946. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Aziz, T.; Waters, M.; Jagger, R. Analysis of the properties of silicone rubber maxillofacial prosthetic materials. J. Dent. 2003, 31, 67–74. [Google Scholar] [CrossRef]
- Vithani, K.; Goyanes, A.; Jannin, V.; Basit, A.W.; Gaisford, S.; Boyd, B.J. An overview of 3D printing technologies for soft materials and potential opportunities for lipid-based drug delivery systems. Pharm. Res. 2018, 36, 4. [Google Scholar] [CrossRef]
- Dvornic, P.; Beach, J.; Patterson, S.; Messman, J. Developing a one component polysiloxane system for 3D printing. In Proceedings of the ACS Division of Polymer Chemistry, Silicone Polymers Workshop (Remote Zoom Presentation), San Diego, CA, USA, 2–4 December 2021. [Google Scholar]
- Duran, M.M.; Moro, G.; Zhang, Y.; Islam, A. 3D printing of silicone and polyurethane elastomers for medical device application: A review. Adv. Ind. Manuf. Eng. 2023, 7, 125. [Google Scholar] [CrossRef]
- Kumaresan, R.; Samykano, M.; Kadirgama, K.; Ramasamy, D.; Keng, N.W.; Pandey, A.K. 3D printing technology for thermal application: A brief review. J. Adv. Res. Fluid Mech. Therm. Sci. 2021, 83, 84–97. [Google Scholar] [CrossRef]
- Luis Adiwati, G.E. 3-D Direct Printing of Silicone Meniscus Using a Novel Heat-Curing Extrusion Based Silicone Printer. Ph.D. Thesis, School of Mechanical and Aerospace Engineering, Nanyang Technological University, Singapore, 2019. Available online: https://hdl.handle.net/10356/85163 (accessed on 2 February 2024).
- Bhattacharjee, N.; Urrios, A.; Kang, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef]
- Alioglu, M.A.; Yilmaz, Y.O.; Gerhard, E.M.; Pal, V.; Gupta, D.; Rizvi, S.H.A.; Ozbolat, I.T. A versatile photocrosslinkable silicone composite for 3D printing applications. Adv. Mater. Technol. 2023, 9, 1858. [Google Scholar] [CrossRef]
- Gharaie, S.; Zolfagharian, A.; Moghadam, A.A.A.; Shukur, N.; Bodaghi, M.; Mosadegh, B.; Kouzani, A. Direct 3D printing of a two-part silicone resin to fabricate highly stretchable structures. Prog. Addit. Manuf. 2023, 8, 1555–1571. [Google Scholar] [CrossRef]
- Liravi, F.; Toyserkani, E. Additive manufacturing of silicone structures: A review and prospective. Addit. Manuf. 2018, 24, 232–242. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Rossi, S.; Puglisi, A.; Benaglia, M. Additive manufacturing technologies: 3D printing in organic synthesis. ChemCatChem 2017, 10, 1512–1525. [Google Scholar] [CrossRef]
- Shit, S.C.; Shah, P. A Review on Silicone Rubber. Natl. Acad. Sci. Lett. 2013, 36, 355–365. [Google Scholar] [CrossRef]
- DIN ISO 48-4:2018; Elastomere Oder thermoplastische Elastomere—Bestimmung der Härte—Teil 4: Eindringhärte durch Durometer-Verfahren (Shore-Härte). DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2021.
- Lewicki, J.P.; Albo, R.L.; Alviso, C.T.; Maxwell, R.S. Pyrolysis-gas chromatography/mass spectrometry for the forensic fingerprinting of silicone engineering elastomers. J. Anal. Appl. Pyrolysis 2013, 99, 85–91. [Google Scholar] [CrossRef]
- DIN EN ISO 1183-1:2004; Kunststoffe—Verfahren zur Bestimmung der Dichte von nicht verschäumten Kunststoffen—Teil 1: Eintauchverfahren, Verfahren mit Flüssigkeitspyknometer und Titrationsverfahren. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2004.
- DIN 53504:2017-03; Prüfung von Kautschuk und Elastomeren—Bestimmung von Reißfestigkeit, Zugfestigkeit, Reißdehnung und Spannungswerten im Zugversuch. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2017.
- Spanheimer, V.; Katrakova-Krüger, D.; Altenhofer, P.; Valtchev, K. Evaluation of the suitability of different methods for determination of the crosslink density in highly filled EPDM compounds. J. Polym. Res. 2023, 30, 1–10. [Google Scholar] [CrossRef]
- DIN EN ISO/CIE 11664-4:2019; Farbmetrik—Teil. 4: CIE 1976 L*a*b* Farbraum. DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2020.
- Launer, P.J.; Arkles, B. Infrared analysis of organocilicon compounds: Spectra-structure correlations. In Silicon Compounds: Silanes and Silicones: A Survey of Properties and Chemistry; Arkles, B., Larson, G., Eds.; Gelest Inc.: Morrisville, PA, USA, 2013; pp. 175–178. [Google Scholar] [CrossRef]
- Günzler, H.; Gremlich, H.-U. IR-Spektroskopie: Eine Einführung; Wiley-VCH: Weinheim, Germany, 2012. [Google Scholar]
- Ozlem, S.; Aslan-Gürel, E.; Rossi, R.M.; Hacaloglu, J. Thermal degradation of poly(isobornyl acrylate) and its copolymer with poly(methyl methacrylate) via pyrolysis mass spectrometry. J. Anal. Appl. Pyrolysis 2013, 100, 17–25. [Google Scholar] [CrossRef]
- Kim, E.S.; Lee, J.H.; Suh, D.H.; Choi, W.J. Influence of UV Polymerization Curing Conditions on Performance of Acrylic Pressure Sensitive Adhesives. Macromol. Res. 2021, 29, 129–139. [Google Scholar] [CrossRef]
- Shin, T.; Hajima, O.; Chuichi, W. (Eds.) Pyrograms and thermograms of 163 high polymers, and MS data of the major pyrolyzates. In Pyrolysis—GC/MS Data Book of Synthetic Polymers: Pyrograms, Thermograms and MS of Pyrolyzates; Elsevier: Amsterdam, The Netherlands, 2011; pp. 7–335. [Google Scholar]
- Lewicki, J.P.; Mayer, B.P.; Alviso, C.T.; Maxwell, R.S. Thermal Degradation Behavior and Product Speciation in Model Poly(dimethylsiloxane) Networks. J. Inorg. Organomet. Polym. Mater. 2011, 22, 636–645. [Google Scholar] [CrossRef]
- Zhang, C.; Tang, Z.; Guo, B.; Zhang, L. Concurrently improved dispersion and interfacial interaction in rubber/nanosilica composites via efficient hydrosilane functionalization. Compos. Sci. Technol. 2018, 169, 217–223. [Google Scholar] [CrossRef]
- Zhang, C.; Tang, Z.; Guo, B.; Zhang, L. Significantly improved rubber-silica interface via subtly controlling surface chemistry of silica. Compos. Sci. Technol. 2018, 156, 70–77. [Google Scholar] [CrossRef]
- Chen, J.H.; Rong, M.Z.; Ruan, W.H.; Zhang, M.Q. Interfacial enhancement of nano-SiO2/polypropylene composites. Compos. Sci. Technol. 2008, 69, 252–259. [Google Scholar] [CrossRef]
- Warrick, E.L.; Lauterbur, P.C. Filler Phenomena in Silicone Rubber. Ind. Eng. Chem. 1955, 47, 486–491. [Google Scholar] [CrossRef]
- Vondráček, P.; Schätz, M. Bound rubber and “crepe hardening” in silicone rubber. J. Appl. Polym. Sci. 1977, 21, 3211–3222. [Google Scholar] [CrossRef]
- Durban, M.M.; Lenhardt, J.M.; Wu, A.S.; Small, W.; Bryson, T.M.; Perez-Perez, L.; Nguyen, D.T.; Gammon, S.; Smay, J.E.; Duoss, E.B.; et al. Custom 3D Printable Silicones with Tunable Stiffness. Macromol. Rapid Commun. 2017, 39, 563. [Google Scholar] [CrossRef]
- Shan, S.; Kang, S.H.; Raney, J.R.; Wang, P.; Fang, L.; Candido, F.; Lewis, J.A.; Bertoldi, K. Multistable architected materials for trapping elastic strain energy. Adv. Mater. 2015, 27, 4296–4301. [Google Scholar] [CrossRef]
- Duoss, E.B.; Weisgraber, T.H.; Hearon, K.; Zhu, C.; Small, W.; Metz, T.R.; Vericella, J.J.; Barth, H.D.; Kuntz, J.D.; Maxwell, R.S.; et al. Three-dimensional printing of elastomeric, cellular architectures with negative stiffness. Adv. Funct. Mater. 2014, 24, 4905–4913. [Google Scholar] [CrossRef]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef]
- Clarson, S.; Dodgson, K.; Semlyen, J. Studies of cyclic and linear poly(dimethylsiloxanes): 19. Glass transition temperatures and crystallization behaviour. Polymer 1985, 26, 930–934. [Google Scholar] [CrossRef]
- Dvornic, P.R. Thermal properties of polysiloxanes. In Silicon-Containing Polymers; Jones, R.G., Ando, W., Chojnowski, J., Eds.; Springer: Dordrecht, The Netherlands, 2000; pp. 185–212. [Google Scholar]
- Persson, A.-M.M.R.; Andreassen, E. Cyclic compression testing of three elastomer types—A thermoplastic vulcanizate elastomer, a liquid silicone rubber and two ethylene-propylene-diene rubbers. Polymers 2022, 14, 1316. [Google Scholar] [CrossRef]
- Bayerl, H. Compression set of silicone elastomers. Int. Polym. Sci. Technol. 2009, 36, 1–4. [Google Scholar] [CrossRef]
- Patel, M.; Morrell, P.; Cunningham, J.; Khan, N.; Maxwell, R.S.; Chinn, S.C. Complexities associated with moisture in foamed polysiloxane composites. Polym. Degrad. Stab. 2008, 93, 513–519. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | MJF-S | MJF-H | ME-S | ME-H |
|---|---|---|---|---|
| Density [g/cm3] | 1.012 | 1.019 | 1.038 | 1.077 |
| Glass transition temperature (Tg) [°C] | −118 | −119 | −115 | −115 |
| Properties | MJF-S | MJF-H | ME-S | ME-H |
|---|---|---|---|---|
| Tear resistance [kN/m] | 1.8 | 5.2 | 7.2 | 8.4 |
| Standard deviation | ±0.06 | ±0.30 | ±0.79 | ±0.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Katrakova-Krüger, D.; Öchsner, S.; Ferreira, E.S.B. Material Characterization of Silicones for Additive Manufacturing. Polymers 2024, 16, 2437. https://doi.org/10.3390/polym16172437
Katrakova-Krüger D, Öchsner S, Ferreira ESB. Material Characterization of Silicones for Additive Manufacturing. Polymers. 2024; 16(17):2437. https://doi.org/10.3390/polym16172437
Chicago/Turabian StyleKatrakova-Krüger, Danka, Simon Öchsner, and Ester S. B. Ferreira. 2024. "Material Characterization of Silicones for Additive Manufacturing" Polymers 16, no. 17: 2437. https://doi.org/10.3390/polym16172437
APA StyleKatrakova-Krüger, D., Öchsner, S., & Ferreira, E. S. B. (2024). Material Characterization of Silicones for Additive Manufacturing. Polymers, 16(17), 2437. https://doi.org/10.3390/polym16172437