
Influence of Infill Patterns on the Shape Memory Effect of Cold-Programmed Additively Manufactured PLA

 and
and
Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
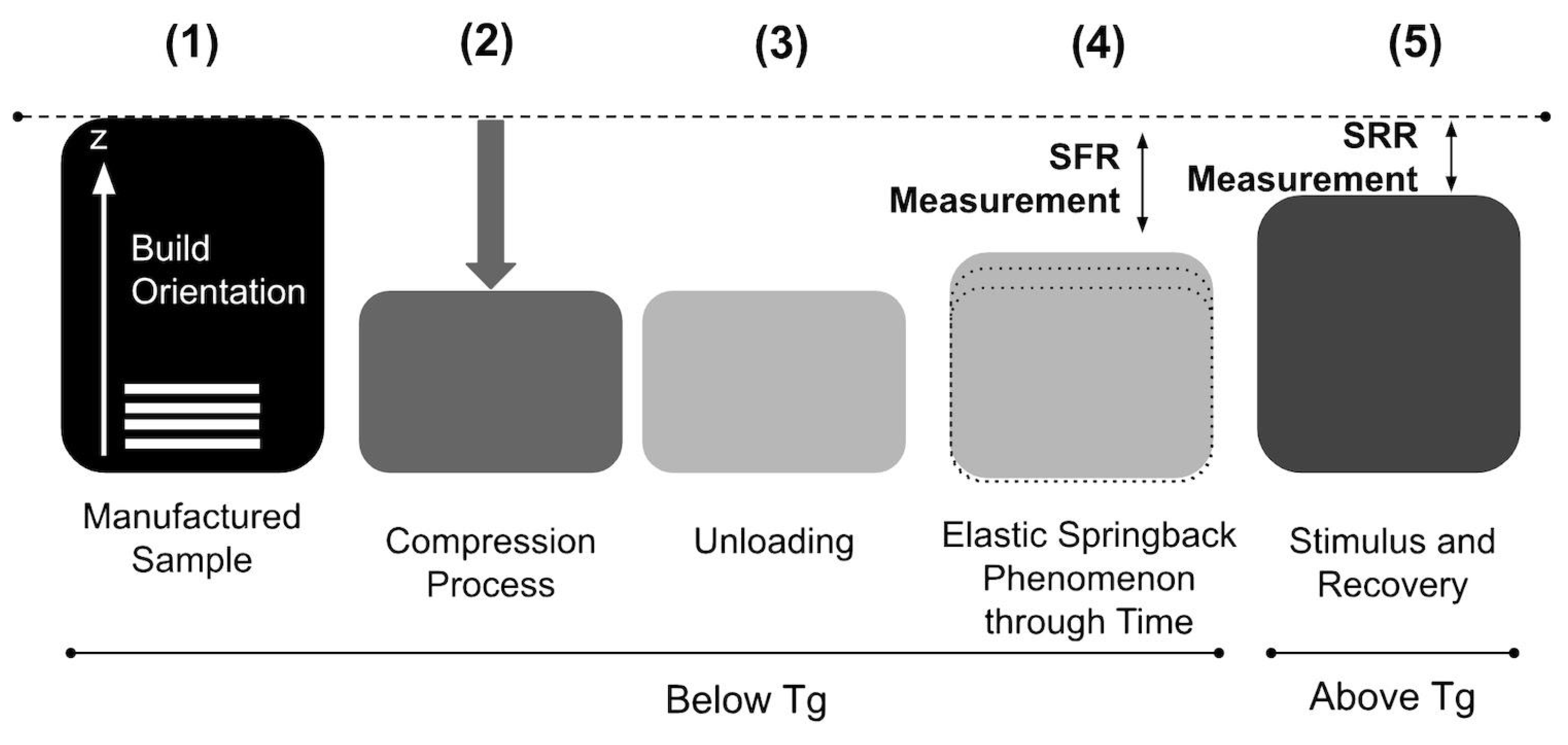
3.1. Compression and Unloading
3.2. Elastic Springback
3.3. Recovery
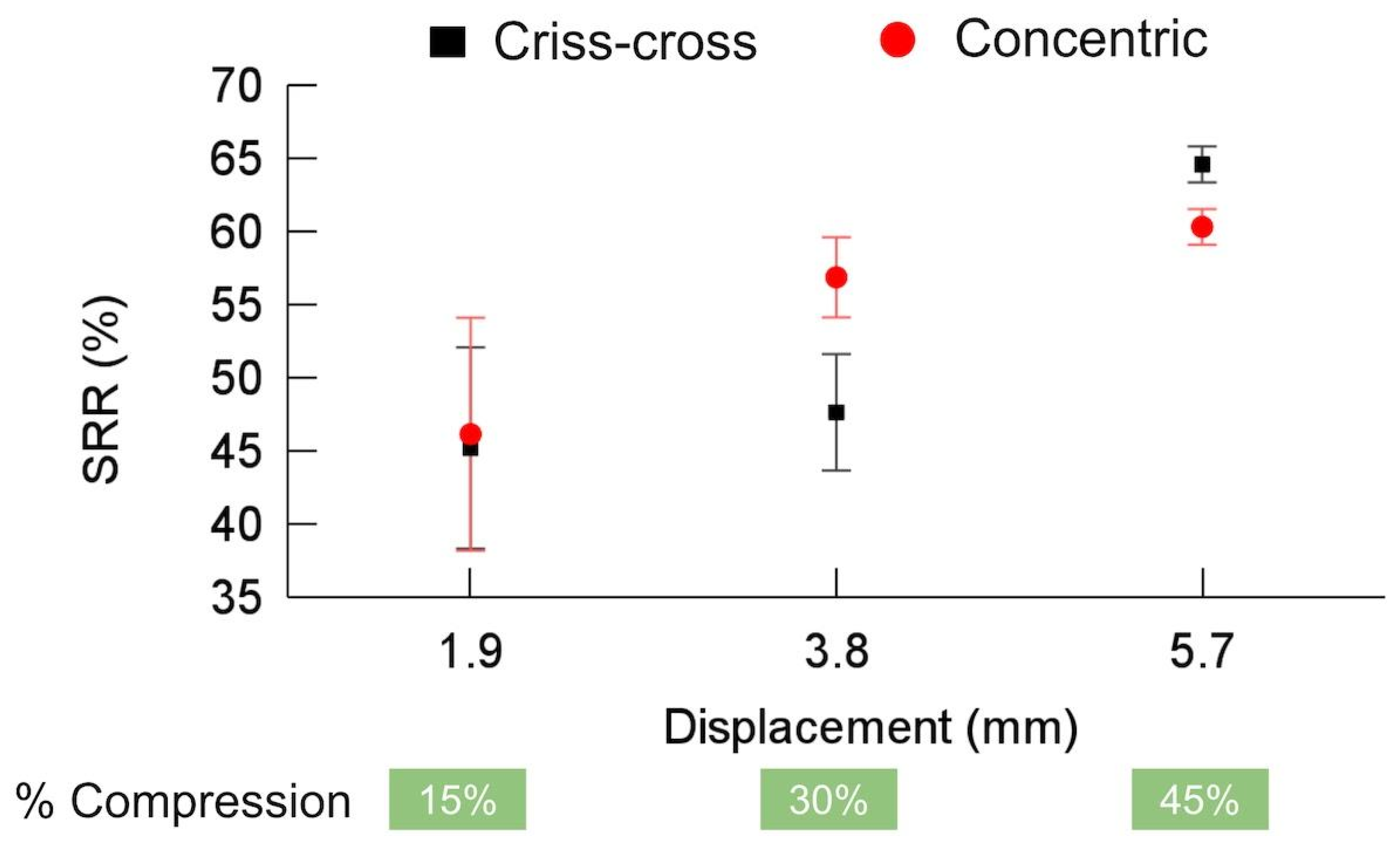
3.4. Shape Fixity and Recovery Ratios
3.5. Maximum Recovery Force
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Declaration of Generative AI in Scientific Writing
References
- ISO/ASTM. Standard Terminology for Additive Manufacturing Technologies—General Principles—Terminology. In ASTM Book of Standards; ISO: Geneva, Switzerland, 2015; pp. 1–9. [Google Scholar]
- Liu, Y.; Zhang, F.; Leng, J.; Wang, L.; Cotton, C.; Sun, B.; Chou, T.-W. Synergistic Effect Enhanced Shape Recovery Behavior of Metal-4D Printed Shape Memory Polymer Hybrid Composites. Compos. Part B 2019, 179, 107536. [Google Scholar] [CrossRef]
- Xin, X.; Liu, L.; Liu, Y.; Leng, J. 4D Printing Auxetic Metamaterials with Tunable, Programmable, and Reconfigurable Mechanical Properties. Adv. Funct. Mater. 2020, 30, 2004226. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, L.; Song, H.; Ni, C.; Wu, J.; Zhao, Q.; Xie, T. 4D Printing of a Digital Shape Memory Polymer with Tunable High Performance. ACS Appl. Mater. Interfaces 2019, 11, 32408–32413. [Google Scholar] [CrossRef]
- Nam, S.; Pei, E. A Taxonomy of Shape-Changing Behavior for 4D Printed Parts Using Shape-Memory Polymers. Prog. Addit. Manuf. 2019, 4, 167–184. [Google Scholar] [CrossRef]
- Invernizzi, M.; Turri, S.; Levi, M.; Suriano, R. 4D Printed Thermally Activated Self-Healing and Shape Memory Polycaprolactone-Based Polymers. Eur. Polym. J. 2018, 101, 169–176. [Google Scholar] [CrossRef]
- Kim, K.; Guo, Y.; Bae, J.; Choi, S.; Song, H.Y.; Park, S.; Hyun, K.; Ahn, S.-K. 4D Printing of Hygroscopic Liquid Crystal Elastomer Actuators. Small 2021, 17, e2100910. [Google Scholar] [CrossRef] [PubMed]
- Chen, A.Y.; Pegg, E.; Chen, A.; Jin, Z.; Gu, G.X. 4D Printing of Electroactive Materials. Adv. Intell. Syst. 2021, 3, 2100019. [Google Scholar] [CrossRef]
- Lalegani Dezaki, M.; Bodaghi, M. Magnetorheological Elastomer-based 4D Printed Electroactive Composite Actuators. Sens. Actuators A Phys. 2023, 349, 114063. [Google Scholar] [CrossRef]
- Demoly, F.; Dunn, M.L.; Wood, K.L.; Jerry Qi, H.; André, J.-C. The Status, Barriers, Challenges, and Future in Design for 4D Printing. Mater. Des. 2021, 212, 110193. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM Process Parameters Influence over the Mechanical Properties of Polymer Specimens: A Review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A Review on the Various Processing Parameters in FDM. Mater. Today Proc. 2021, 37, 509–514. [Google Scholar] [CrossRef]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.O.; Marginean, G. The Influence of the Process Parameters on the Mechanical Properties of PLA Specimens Produced by Fused Filament fabrication—A Review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative Study of the Sensitivity of PLA, ABS, PEEK, and PETG’s Mechanical Properties to FDM Printing Process Parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of Printing Parameters on the Thermal and Mechanical Properties of 3D-Printed PLA and PETG, Using Fused Deposition Modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef]
- Gonabadi, H.; Yadav, A.; Bull, S.J. The Effect of Processing Parameters on the Mechanical Characteristics of PLA Produced by a 3D FFF Printer. Int. J. Adv. Manuf. Technol. 2020, 111, 695–709. [Google Scholar] [CrossRef]
- Sánchez-Balanzar, L.; Velázquez-Villegas, F.; Ruiz-Huerta, L.; Caballero-Ruiz, A. A Multiscale Analysis Approach to Predict Mechanical Properties in Fused Deposition Modeling Parts. Int. J. Adv. Manuf. Technol. 2021, 115, 2269–2279. [Google Scholar] [CrossRef]
- Lubombo, C.; Huneault, M.A. Effect of Infill Patterns on the Mechanical Performance of Lightweight 3D-Printed Cellular PLA Parts. Mater. Today Commun. 2018, 17, 214–228. [Google Scholar] [CrossRef]
- Aloyaydi, B.; Sivasankaran, S.; Mustafa, A. Investigation of Infill-Patterns on Mechanical Response of 3D Printed Poly-Lactic-Acid. Polym. Test. 2020, 87, 106557. [Google Scholar] [CrossRef]
- Yadav, P.; Sahai, A.; Sharma, R.S. Strength and Surface Characteristics of FDM-Based 3D Printed PLA Parts for Multiple Infill Design Patterns. J. Inst. Eng. (India) Ser. C 2021, 102, 197–207. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H. Effect of Filling Pattern on the Tensile and Flexural Mechanical Properties of FDM 3D Printed Products. Exp. Mech. 2019, 59, 883–897. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Rajpurohit, S.R.; Patadiya, N.H.; Dave, H.K. Analysis of Compressive Strength of 3D Printed PLA Part. In Proceedings of the Advances in Manufacturing Processes; Springer: Singapore, 2021; pp. 295–304. [Google Scholar]
- Wu, W.; Ye, W.; Wu, Z.; Geng, P.; Wang, Y.; Zhao, J. Influence of Layer Thickness, Raster Angle, Deformation Temperature and Recovery Temperature on the Shape-Memory Effect of 3D-Printed Polylactic Acid Samples. Materials 2017, 10, 970. [Google Scholar] [CrossRef] [PubMed]
- Carrell, J.; Gruss, G.; Gomez, E. Four-Dimensional Printing Using Fused-Deposition Modeling: A Review. Rapid Prototyp. J. 2020, 26, 855–869. [Google Scholar] [CrossRef]
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-Printing: A Review on Current Smart Materials, Technologies, and Applications. Int. J. Smart Nano Mater. 2019, 10, 205–224. [Google Scholar] [CrossRef]
- Vatanparast, S.; Boschetto, A.; Bottini, L.; Gaudenzi, P. New Trends in 4D Printing: A Critical Review. NATO Adv. Sci. Inst. Ser. E Appl. Sci. 2023, 13, 7744. [Google Scholar] [CrossRef]
- Rajkumar, A.R.; Shanmugam, K. Additive Manufacturing-Enabled Shape Transformations via FFF 4D Printing. J. Mater. Res. 2018, 33, 4362–4376. [Google Scholar] [CrossRef]
- Yu, Y.; Liu, H.; Qian, K.; Yang, H.; McGehee, M.; Gu, J.; Luo, D.; Yao, L.; Zhang, Y.J. Material Characterization and Precise Finite Element Analysis of Fiber Reinforced Thermoplastic Composites for 4D Printing. Comput. Aided Des. Appl. 2020, 122, 102817. [Google Scholar] [CrossRef]
- Kačergis, L.; Mitkus, R.; Sinapius, M. Influence of Fused Deposition Modeling Process Parameters on the Transformation of 4D Printed Morphing Structures. Smart Mater. Struct. 2019, 28, 105042. [Google Scholar] [CrossRef]
- Zhao, T.; Yu, R.; Li, X.; Cheng, B.; Zhang, Y.; Yang, X.; Zhao, X.; Zhao, Y.; Huang, W. 4D Printing of Shape Memory Polyurethane via Stereolithography. Eur. Polym. J. 2018, 101, 120–126. [Google Scholar] [CrossRef]
- Lendlein, A.; Kelch, S. Shape-Memory Polymers. Angew. Chem. Int. Ed Engl. 2002, 41, 2035–2057. [Google Scholar] [CrossRef] [PubMed]
- Keshavarzan, M.; Kadkhodaei, M.; Forooghi, F. An Investigation into Compressive Responses of Shape Memory Polymeric Cellular Lattice Structures Fabricated by Vat Polymerization Additive Manufacturing. Polym. Test. 2020, 91, 106832. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D Printing of PLA-TPU Blends: Effect of PLA Concentration, Loading Mode, and Programming Temperature on the Shape Memory Effect. J. Mater. Sci. 2023, 58, 7227–7243. [Google Scholar] [CrossRef]
- Shahi, K.; Ramachandran, V. Theoretical and Experimental Investigation of Shape Memory Polymers Programmed below Glass Transition Temperature. Polymers 2022, 14, 2753. [Google Scholar] [CrossRef] [PubMed]
- Shahi, K.; Boomurugan, R.; Velmurugan, R. Cold Programming of Epoxy-Based Shape Memory Polymer. Structures 2021, 29, 2082–2093. [Google Scholar] [CrossRef]
- Pfeifer, M. Materials Enabled Designs: The Materials Engineering Perspective to Product Design and Manufacturing; Butterworth-Heinemann: Oxford, UK, 2009; ISBN 9780080941837. [Google Scholar]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Triple Shape Memory Polymers by 4D Printing. Smart Mater. Struct. 2018, 27, 065010. [Google Scholar] [CrossRef]
- Soleyman, E.; Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Ghasemi, I.; Abrinia, K.; Baniassadi, M.; Wang, K.; Baghani, M. Shape Memory Performance of PETG 4D Printed Parts under Compression in Cold, Warm, and Hot Programming. Smart Mater. Struct. 2022, 31, 085002. [Google Scholar] [CrossRef]
- Lin, T.; Tang, Z.; Guo, B. New Design Strategy for Reversible Plasticity Shape Memory Polymers with Deformable Glassy Aggregates. ACS Appl. Mater. Interfaces 2014, 6, 21060–21068. [Google Scholar] [CrossRef]
- Abishera, R.; Velmurugan, R.; Gopal, K.V.N. Reversible Plasticity Shape Memory Effect in epoxy/CNT Nanocomposites—A Theoretical Study. Compos. Sci. Technol. 2017, 141, 145–153. [Google Scholar] [CrossRef]
- Ravichandra Rajkumar, A.; Ramachandran, V.; Nagendra Gopal, K.V.; Gupta, N.K. Reversible Plasticity Shape-Memory Effect in Epoxy Nanocomposites: Experiments, Modeling and Predictions. In Mechanics for Materials and Technologies; Altenbach, H., Goldstein, R.V., Murashkin, E., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 387–415. ISBN 9783319560502. [Google Scholar]
- Lai, S.-M.; Lan, Y.-C. Shape Memory Properties of Melt-Blended Polylactic Acid (PLA)/thermoplastic Polyurethane (TPU) Bio-Based Blends. J. Polym. Res. 2013, 20, 140. [Google Scholar] [CrossRef]
- Dai, L.; Tian, C.; Xiao, R. Modeling the Thermo-Mechanical Behavior and Constrained Recovery Performance of Cold-Programmed Amorphous Shape-Memory Polymers. Int. J. Plast. 2020, 127, 102654. [Google Scholar] [CrossRef]
- Li, G.; Xu, W. Thermomechanical Behavior of Thermoset Shape Memory Polymer Programmed by Cold-Compression: Testing and Constitutive Modeling. J. Mech. Phys. Solids 2011, 59, 1231–1250. [Google Scholar] [CrossRef]
- Zhang, X.; Tang, Z.; Guo, B. Reversible Plasticity Shape Memory Polymers: Key Factors and Applications. J. Polym. Sci. B 2016, 54, 1295–1299. [Google Scholar] [CrossRef]
- Yakacki, C.M.; Willis, S.; Luders, C.; Gall, K. Deformation Limits in Shape-Memory Polymers. Adv. Eng. Mater. 2008, 10, 112–119. [Google Scholar] [CrossRef]
- Zeng, X.; Miao, J.; Xia, R.; Qian, J.; Zhu, S.; Chen, P.; Tai, Y. Design and Fabrication of Shape Memory Polyurethane Network with Rapid Recoverable Plastic Deformation. Mater. Today Commun. 2023, 35, 105777. [Google Scholar] [CrossRef]
- Namvar, N.; Zolfagharian, A.; Vakili-Tahami, F.; Bodaghi, M. Reversible Energy Absorption of Elasto-Plastic Auxetic, Hexagonal, and AuxHex Structures Fabricated by FDM 4D Printing. Smart Mater. Struct. 2022, 31, 055021. [Google Scholar] [CrossRef]
- Senatov, F.S.; Niaza, K.V.; Zadorozhnyy, M.Y.; Maksimkin, A.V.; Kaloshkin, S.D.; Estrin, Y.Z. Mechanical Properties and Shape Memory Effect of 3D-Printed PLA-Based Porous Scaffolds. J. Mech. Behav. Biomed. Mater. 2016, 57, 139–148. [Google Scholar] [CrossRef]
- ASTM D695-15; Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2015.
- Ward, I.M. Mechanical Properties of Solid Polymers; Wiley: Hoboken, NJ, USA, 1983; ISBN 9780471900115. [Google Scholar]
- Li, G.; Wang, A. Cold, Warm, and Hot Programming of Shape Memory Polymers. J. Polym. Sci. Part B Polym. 2016, 54, 1319–1339. [Google Scholar] [CrossRef]
- Kutikov, A.B.; Reyer, K.A.; Song, J. Shape Memory Performance of Thermoplastic Amphiphilic Triblock Copolymer poly(D,L-Lactic Acid-Co-Ethylene Glycol-Co-D,L-Lactic Acid) (PELA)/Hydroxyapatite Composites. Macromol. Chem. Phys. 2014, 215, 2482–2490. [Google Scholar] [CrossRef]
- Yan, W.; Fang, L.; Noechel, U.; Kratz, K.; Lendlein, A. Influence of Deformation Temperature on Structural Variation and Shape-Memory Effect of a Thermoplastic Semi-Crystalline Multiblock Copolymer. EXPRESS Polym. Lett. 2015, 9, 624–635. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | |
|---|---|
| Material | PLA |
| Filament diameter (mm) | 1.75 |
| Extrusion temperature (°C) | 210 |
| Bed temperature (°C) | 45 |
| Layer height (mm) | 0.20 |
| Nozzle diameter (mm) | 0.40 |
| Deposition speed (mm/s) | 30 |
| Infill density (%) | 100 |
| Infill pattern | Criss-cross (−45/45) Concentric |
| Displacement (mm) | Elastic Springback (mm) | |
|---|---|---|
| Pattern | ||
| Criss-cross | Concentric | |
| 1.9 | 0.81 ± 0.16 | 0.64 ± 0.18 |
| 3.8 | 0.96 ± 0.15 | 0.64 ± 0.05 |
| 5.7 | 0.99 ± 0.11 | 0.75 ± 0.04 |
| Displacement (mm) | Recovery (mm) | |
|---|---|---|
| Pattern | ||
| Criss-cross | Concentric | |
| 1.9 | 0.86 ± 0.13 | 0.88 ± 0.15 |
| 3.8 | 1.81 ± 0.15 | 2.16 ± 0.10 |
| 5.7 | 3.68 ± 0.07 | 3.44 ± 0.07 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barrera-Quintero, V.; Correa-Gómez, E.; Caballero-Ruiz, A.; Ruiz-Huerta, L. Influence of Infill Patterns on the Shape Memory Effect of Cold-Programmed Additively Manufactured PLA. Polymers 2024, 16, 2460. https://doi.org/10.3390/polym16172460
Barrera-Quintero V, Correa-Gómez E, Caballero-Ruiz A, Ruiz-Huerta L. Influence of Infill Patterns on the Shape Memory Effect of Cold-Programmed Additively Manufactured PLA. Polymers. 2024; 16(17):2460. https://doi.org/10.3390/polym16172460
Chicago/Turabian StyleBarrera-Quintero, Vladimir, Erasmo Correa-Gómez, Alberto Caballero-Ruiz, and Leopoldo Ruiz-Huerta. 2024. "Influence of Infill Patterns on the Shape Memory Effect of Cold-Programmed Additively Manufactured PLA" Polymers 16, no. 17: 2460. https://doi.org/10.3390/polym16172460
APA StyleBarrera-Quintero, V., Correa-Gómez, E., Caballero-Ruiz, A., & Ruiz-Huerta, L. (2024). Influence of Infill Patterns on the Shape Memory Effect of Cold-Programmed Additively Manufactured PLA. Polymers, 16(17), 2460. https://doi.org/10.3390/polym16172460