Dissipative Particle Dynamics of Nano-Alumina Agglomeration in UV-Curable Inks


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Dissipative Particle Dynamics Method
2.2. DPD Model Parameters
3. Results and Discussions
3.1. Influence of Monomer Proportion
3.2. The Proportion of Dispersant Affects the Amount of Dispersant Added
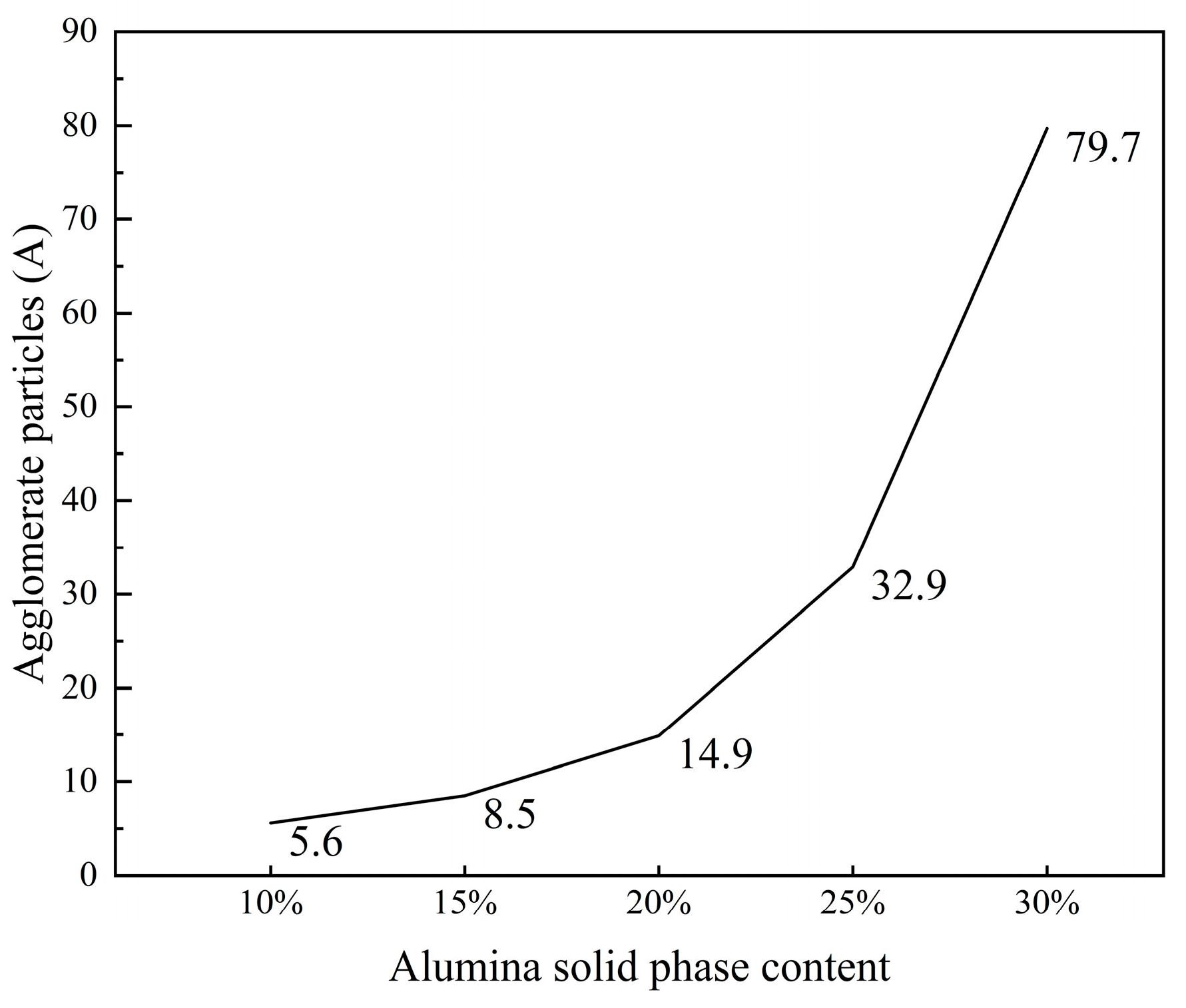
3.3. Influence of Solid Phase Content
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chivate, A.; Zhou, C. Additive Manufacturing of Micropatterned Functional Surfaces: A Review. Int. J. Extrem. Manuf. 2024, 6, 042004. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D Printing of Ceramics: A Review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Hoogerbrugge, P.; Koelman, J. Simulating Microscopic Hydrodynamic Phenomena with Dissipative Particle Dynamics. Europhys. Lett. 1992, 19, 155. [Google Scholar] [CrossRef]
- Boek, E.S.; Coveney, P.V.; Lekkerkerker, H.N.W.; Schoot, P.v.d. Simulating the Rheology of Dense Colloidal Suspensions Using Dissipative Particle Dynamics. Phys. Rev. E 1997, 55, 3124–3133. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, X.; Gao, P.; Gong, X.; Wang, G. Molecular Dynamics and Dissipative Particle Dynamics Simulations of the Miscibility and Mechanical Properties of Gap/Dianp Blending Systems. RSC Adv. 2014, 4, 41934–41941. [Google Scholar] [CrossRef]
- Izvekov, S.; Voth, G.A. Multiscale Coarse Graining of Liquid-state Systems. J. Chem. Phys. 2005, 123, 134105. [Google Scholar] [CrossRef]
- Gupta, J.; Nunes, C.; Vyas, S.; Jonnalagadda, S. Prediction of Solubility Parameters and Miscibility of Pharmaceutical Compounds by Molecular Dynamics Simulations. J. Phys. Chem. B 2011, 115, 2014–2023. [Google Scholar] [CrossRef]
- Procházka, K.; Limpouchová, Z.; Štěpánek, M.; Šindelka, K.; Lísal, M. DPD Modelling of the Self- and Co-assembly of Polymers and Polyelectrolytes in Aqueous Media: Impact on Polymer Science. Polymers 2022, 14, 404. [Google Scholar] [CrossRef] [PubMed]
- Luo, Z.; Jiang, J. PH-sensitive Drug Loading/Releasing in Amphiphilic Copolymer PAE-PEG: Integrating Molecular Dynamics and Dissipative Particle Dynamics Simulations. J. Control. Release 2012, 162, 185–193. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, Y.-T.; Lu, Z.-y.; Sun, C.-C. Effect of Molecular Architecture on the Morphology Diversity of the Multicompartment Micelles: A Dissipative Particle Dynamics Simulation Study. Polymer 2008, 49, 4899–4909. [Google Scholar] [CrossRef]
- Zhang, H.; Luo, X.G.; Lin, X.; Lu, X.; Zhou, Y.; Tang, Y. Polycaprolactone/Chitosan Blends: Simulation and Experimental Design. Mater. Des. 2016, 90, 396–402. [Google Scholar] [CrossRef]
- Tang, Y.-H.; He, Y.; Wang, X.-L. Investigation on the Membrane Formation Process of Polymer–diluent System Via Thermally Induced Phase Separation Accompanied with Mass Transfer Across the Interface: Dissipative Particle Dynamics Simulation and Its Experimental Verification. J. Membr. Sci. 2015, 474, 196–206. [Google Scholar] [CrossRef]
- Guo, Y.; Bai, L. Dissipative Particle Dynamics Simulation for the Self-Assembly of Symmetric Pentablock Terpolymers Melts under 1D Confinements. Polymers 2023, 15, 3982. [Google Scholar] [CrossRef]
- Wei, Q.; Wang, Y.; Zhang, Y.; Chen, X. Aggregation Behavior of Nano-Silica in Polyvinyl Alcohol/Polyacrylamide Hydrogels Based on Dissipative Particle Dynamics. Polymers 2017, 9, 611. [Google Scholar] [CrossRef]
- Aphinyan, S.; Ang, E.Y.M.; Yeo, J.; Ng, T.Y.; Geethalakshmi, K.R. Numerical Study of Surface Agglomeration of Ultraviolet-polymeric Ink and Its Control During 3D Nano-Inkjet Printing Process. J. Polym. Sci. Part B Polym. Phys. 2018, 56, 1615–1624. [Google Scholar] [CrossRef]
- Aphinyan, S.; Geethalakshmi, K.R.; Yeo, J.; Shakouri, A.; Ng, T.Y. Numerical Characterization of Ultraviolet Ink Fluid Agglomeration and the Surfactant Effect in Nanoinkjet Printing. Polym. Adv. Technol. 2017, 28, 1057–1064. [Google Scholar] [CrossRef]
- Aphinyan, S.; Ang, E.Y.M.; Yeo, J.; Ng, T.Y.; Lin, R.; Liu, Z.; Geethalakshmi, K.R. Many-body Dissipative Particle Dynamics Simulations of Nanodroplet Formation in 3D Nano-Inkjet Printing. Model. Simul. Mater. Sci. Eng. 2019, 27, 055005. [Google Scholar] [CrossRef]
- Groot, R.D.; Warren, P.B. Dissipative Particle Dynamics: Bridging the Gap Between Atomistic and Mesoscopic Simulation. J. Chem. Phys. 1997, 107, 4423–4435. [Google Scholar] [CrossRef]
- Jamali, S.; Boromand, A.; Khani, S.; Wagner, J.W.; Yamanoi, M.; Maia, J.M. Generalized Mapping of Multi-body Dissipative Particle Dynamics onto Fluid Compressibility and the Flory-Huggins Theory. J. Chem. Phys. 2015, 142, 164902. [Google Scholar] [CrossRef]
- Español, P.; Warren, P.B. Statistical Mechanics of Dissipative Particle Dynamics. Europhys. Lett. 1995, 30, 191–196. [Google Scholar] [CrossRef]
- Maiti, A.; Mcgrother, S.C. Bead-bead Interaction Parameters in Dissipative Particle Dynamics: Relation to Bead-size, Solubility Parameter, and Surface Tension. J. Chem. Phys. 2004, 120, 1594–1601. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Li, J.; Liu, C.; Liu, Y.; Zhu, J.; Lao, C. Preparation of High Solid Loading and Low Viscosity Ceramic Slurries for Photopolymerization-based 3D Printing. Ceram. Int. 2019, 45, 11549–11557. [Google Scholar] [CrossRef]
- Zhu, W.; Romanski, F.S.; Meng, X.; Mitra, S.; Tomassone, M.S. Atomistic simulation Study of Surfactant and Polymer Interactions on the Surface of A Fenofibrate Crystal. Eur. J. Pharm. Sci. 2011, 42, 452–461. [Google Scholar] [CrossRef] [PubMed]
- Xinyu, M.; Ping, L.; Shuangyu, L.; Yinhao, L.; Fulong, Z.; Liang, L.; Haoli, Z. Research Progress on Rheological Properties of Light-Cured Alumina Ceramic Slurry. Bull. Chin. Ceram. Soc. 2023, 42, 708–718. [Google Scholar]
- Tan, X. The Research on Preparation and Properties of ZrO2 Ceramic Ink for 3D Printing. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2016. [Google Scholar]
- Dongbin, Z.; Minqiang, W.; Zhuxian, W.; Weidong, Y. Research on Stable Jetting of Nanoparticle Suspension Ink for Inkjet 3D Printing. J. Mech. Eng. 2020, 56, 243–251. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TPO-C6H5 | 20.87 | 385.08 |
| TPO-C10H11O | 19.71 | 779.44 |
| TPO-C6H5OP | 22.26 | 1175.16 |
| HDDA-C3H3O | 20.39 | 779.44 |
| HDDA-C3H6O | 17.98 | 218.09 |
| AL2O3 | 141.19 | 42.98 |
| TMPTA-C5H5O2 | 18.90 | 402.08 |
| TMPTA-C2H5 | 18.66 | 161.99 |
| TMPTA-C4H5O2 | 19.42 | 377.72 |
| Oleic acid-C3H7 | 17.98 | 258.79 |
| Oleic acid-C4H8 | 18.52 | 326.17 |
| Oleic acid-C4H6 | 20.44 | 269.53 |
| Oleic acid-C3H5O2 | 26.86 | 294.87 |
| TPO-C6H5 | TPO-C10H11O | TPO-C6H5OP | HDDA-C3H3O | HDDA-C3H6O | AL2O3 | TMPTA-C5H5O2 | TMPTA-C2H5 | TMPTA-C4H5O2 | Oleic Acid-C3H7 | Oleic Acid-C4H8 | Oleic acid-C4H6 | Oleic Acid-C3H5O2 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TPO-C6H5 | 0.00 | ||||||||||||
| TPO-C10H11O | 0.34 | 0.00 | |||||||||||
| TPO-C6H5OP | 0.67 | 2.79 | 0.00 | ||||||||||
| HDDA-C3H3O | 0.06 | 0.16 | 1.50 | 0.00 | |||||||||
| HDDA-C3H6O | 1.10 | 0.66 | 5.61 | 0.56 | 0.00 | ||||||||
| AL2O3 | 832.19 | 2672.08 | 3793.55 | 276.19 | 872.53 | 0.00 | |||||||
| TMPTA-C5H5O2 | 0.67 | 0.17 | 3.91 | 0.39 | 0.12 | 1465.35 | 0.00 | ||||||
| TMPTA-C2H5 | 0.59 | 0.23 | 3.82 | 0.21 | 0.04 | 677.56 | 0.01 | 0.00 | |||||
| TMPTA-C4H5O2 | 0.35 | 0.02 | 2.76 | 0.16 | 0.27 | 1373.56 | 0.05 | 0.07 | 0.00 | ||||
| Oleic acid-C3H7 | 1.16 | 0.68 | 5.77 | 0.66 | 0.00 | 1008.56 | 0.12 | 0.04 | 0.29 | 0.00 | |||
| Oleic acid-C4H8 | 0.86 | 0.35 | 4.63 | 0.50 | 0.03 | 1223.08 | 0.02 | 0.00 | 0.12 | 0.04 | 0.00 | ||
| Oleic acid-C4H6 | 0.03 | 0.12 | 1.05 | 0.00 | 0.65 | 1003.20 | 0.35 | 0.30 | 0.15 | 0.70 | 0.49 | 0.00 | |
| Oleic acid-C3H5O2 | 5.38 | 12.10 | 6.86 | 5.44 | 8.90 | 972.25 | 9.72 | 6.77 | 8.21 | 9.61 | 9.52 | 5.12 | 0.00 |
| TPO-C6H5 | TPO-C10H11O | TPO-C6H5OP | HDDA-C3H3O | HDDA-C3H6O | AL2O3 | TMPTA-C5H5O2 | TMPTA-C2H5 | TMPTA-C4H5O2 | Oleic Acid-C3H7 | Oleic Acid-C4H8 | Oleic Acid-C4H6 | Oleic Acid-C3H5O2 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TPO-C6H5 | 25.00 | ||||||||||||
| TPO-C10H11O | 26.12 | 25.00 | |||||||||||
| TPO-C6H5OP | 27.18 | 34.13 | 25.00 | ||||||||||
| HDDA-C3H3O | 25.19 | 25.52 | 29.91 | 25.00 | |||||||||
| HDDA-C3H6O | 28.61 | 27.15 | 43.34 | 26.82 | 25.00 | ||||||||
| AL2O3 | 2746.26 | 8762.70 | 12429.91 | 928.15 | 2878.18 | 25.00 | |||||||
| TMPTA-C5H5O2 | 27.18 | 25.56 | 37.79 | 26.28 | 25.38 | 4816.70 | 25.00 | ||||||
| TMPTA-C2H5 | 26.92 | 25.75 | 37.49 | 25.70 | 25.12 | 2240.63 | 25.02 | 25.00 | |||||
| TMPTA-C4H5O2 | 26.15 | 25.07 | 34.04 | 25.52 | 25.88 | 4516.53 | 25.15 | 25.22 | 25.00 | ||||
| Oleic acid-C3H7 | 28.81 | 27.23 | 43.87 | 27.16 | 25.00 | 3322.99 | 25.40 | 25.14 | 25.94 | 25.00 | |||
| Oleic acid-C4H8 | 27.82 | 26.13 | 40.13 | 26.65 | 25.11 | 4024.46 | 25.08 | 25.01 | 25.41 | 25.12 | 25.00 | ||
| Oleic acid-C4H6 | 25.08 | 25.40 | 28.44 | 25.00 | 27.12 | 3305.46 | 26.14 | 25.99 | 25.49 | 27.30 | 26.59 | 25.00 | |
| Oleic acid-C3H5O2 | 42.61 | 64.55 | 47.43 | 42.78 | 54.12 | 3204.27 | 56.79 | 47.15 | 51.85 | 56.43 | 56.13 | 41.76 | 25.00 |
| Physical Quantities | Symbols | Value (DPD Unit) |
|---|---|---|
| Cutoff radius | 1.0 | |
| Time step | 0.05 | |
| Random force coefficient | 6 | |
| Dissipative force coefficient | 18 | |
| Particle mass | M | 1 |
| Spring coefficient | 4.0 | |
| System energy | 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Guo, L.; Zheng, W. Dissipative Particle Dynamics of Nano-Alumina Agglomeration in UV-Curable Inks. Polymers 2024, 16, 2609. https://doi.org/10.3390/polym16182609
Li C, Guo L, Zheng W. Dissipative Particle Dynamics of Nano-Alumina Agglomeration in UV-Curable Inks. Polymers. 2024; 16(18):2609. https://doi.org/10.3390/polym16182609
Chicago/Turabian StyleLi, Chunlai, Liang Guo, and Weihan Zheng. 2024. "Dissipative Particle Dynamics of Nano-Alumina Agglomeration in UV-Curable Inks" Polymers 16, no. 18: 2609. https://doi.org/10.3390/polym16182609