
Thermomechanical and Structural Analysis of Manufactured Composite Based on Polyamide and Aluminum Recycled Material





Abstract
:1. Introduction
2. Materials and Methods
2.1. Elaboration Process
2.2. Thermomechanical Characterization of Produced Composites
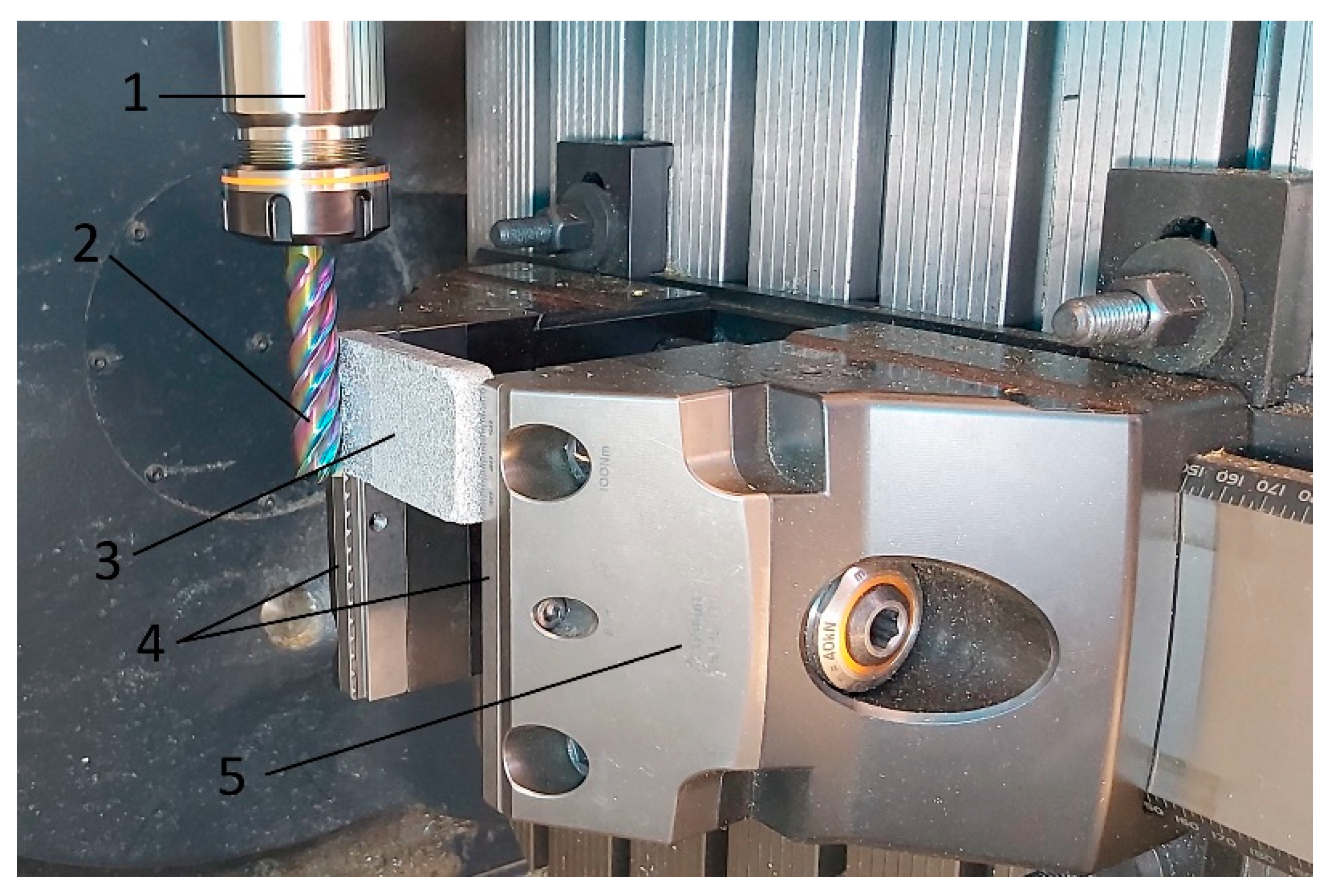
2.3. Machinability of the Composites
2.4. Surface Stereometry Investigation
2.5. Composite Amorphousness Investigation
3. Results and Discussion
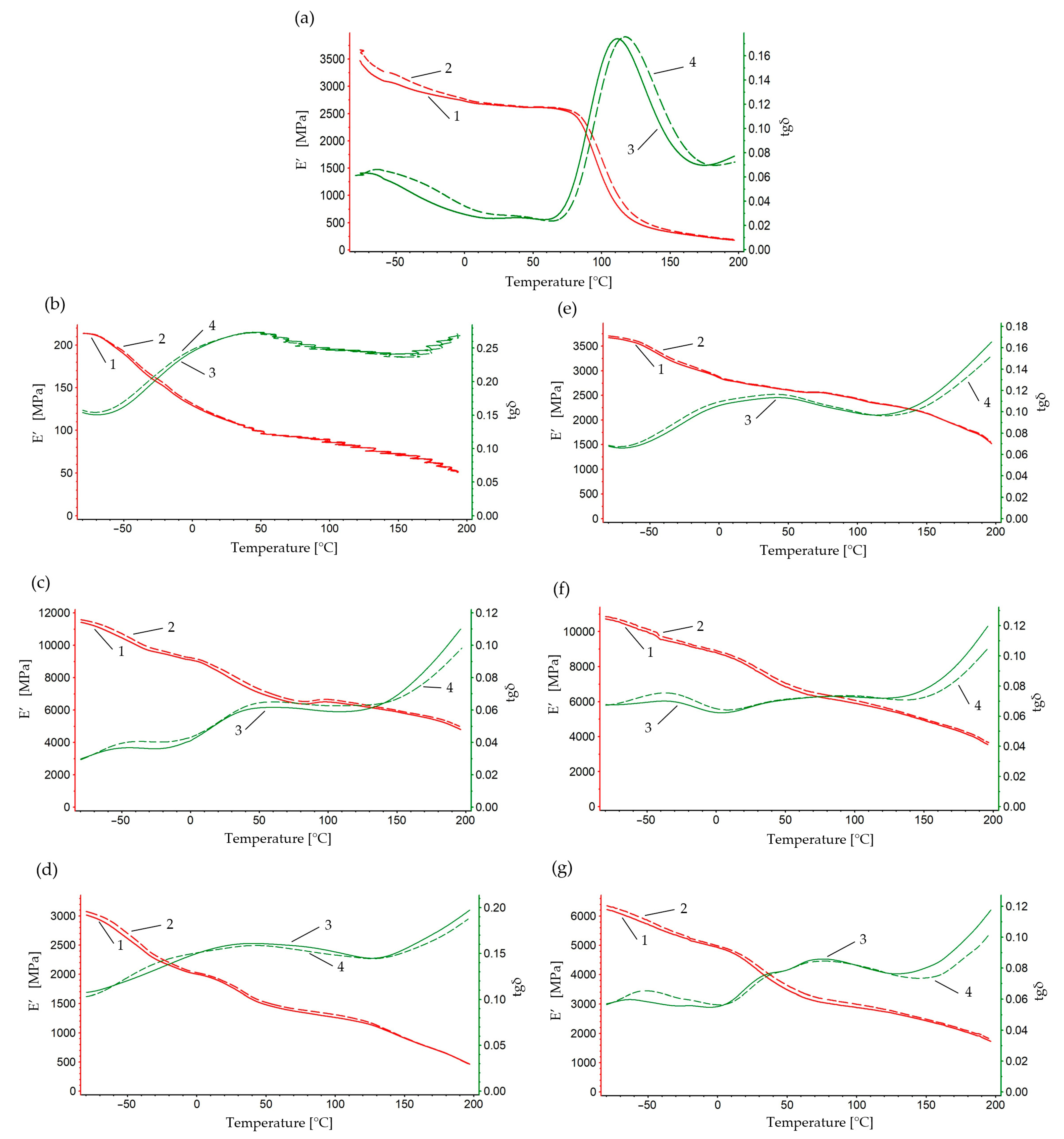
3.1. Thermal Analysis of Dynamic Mechanical Properties of the Produced Composites
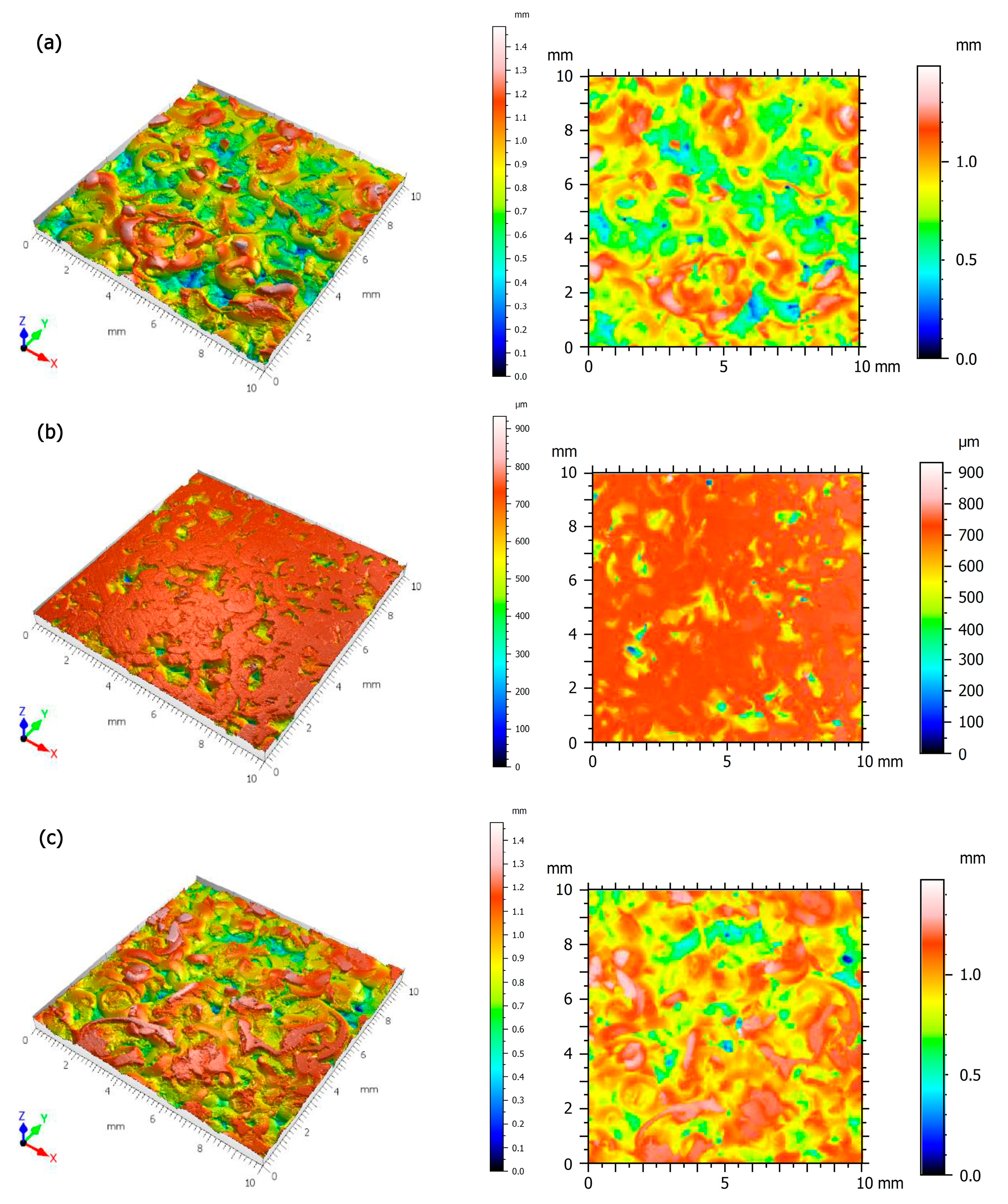
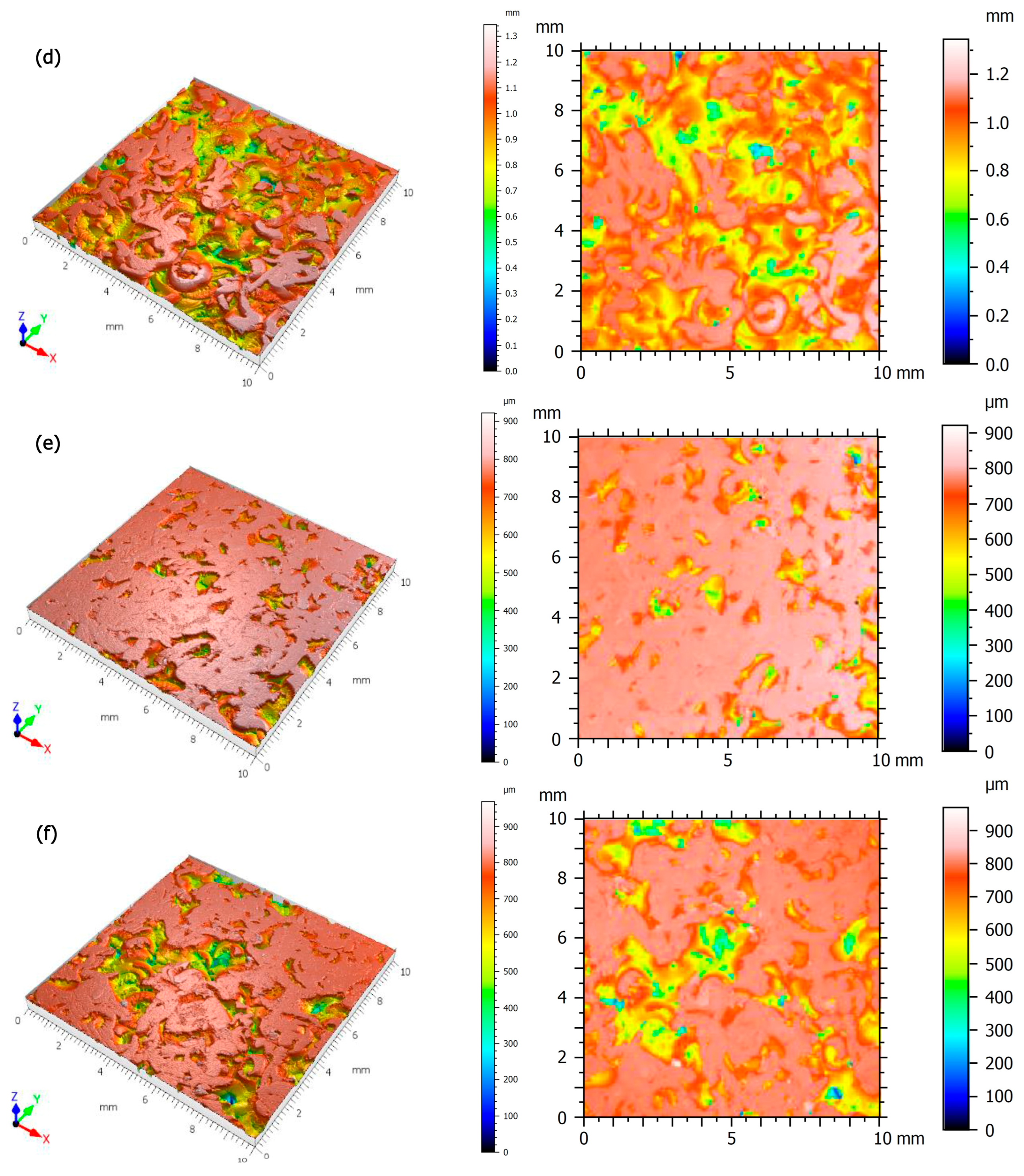
3.2. Analysis of Surface Stereometry after Processing
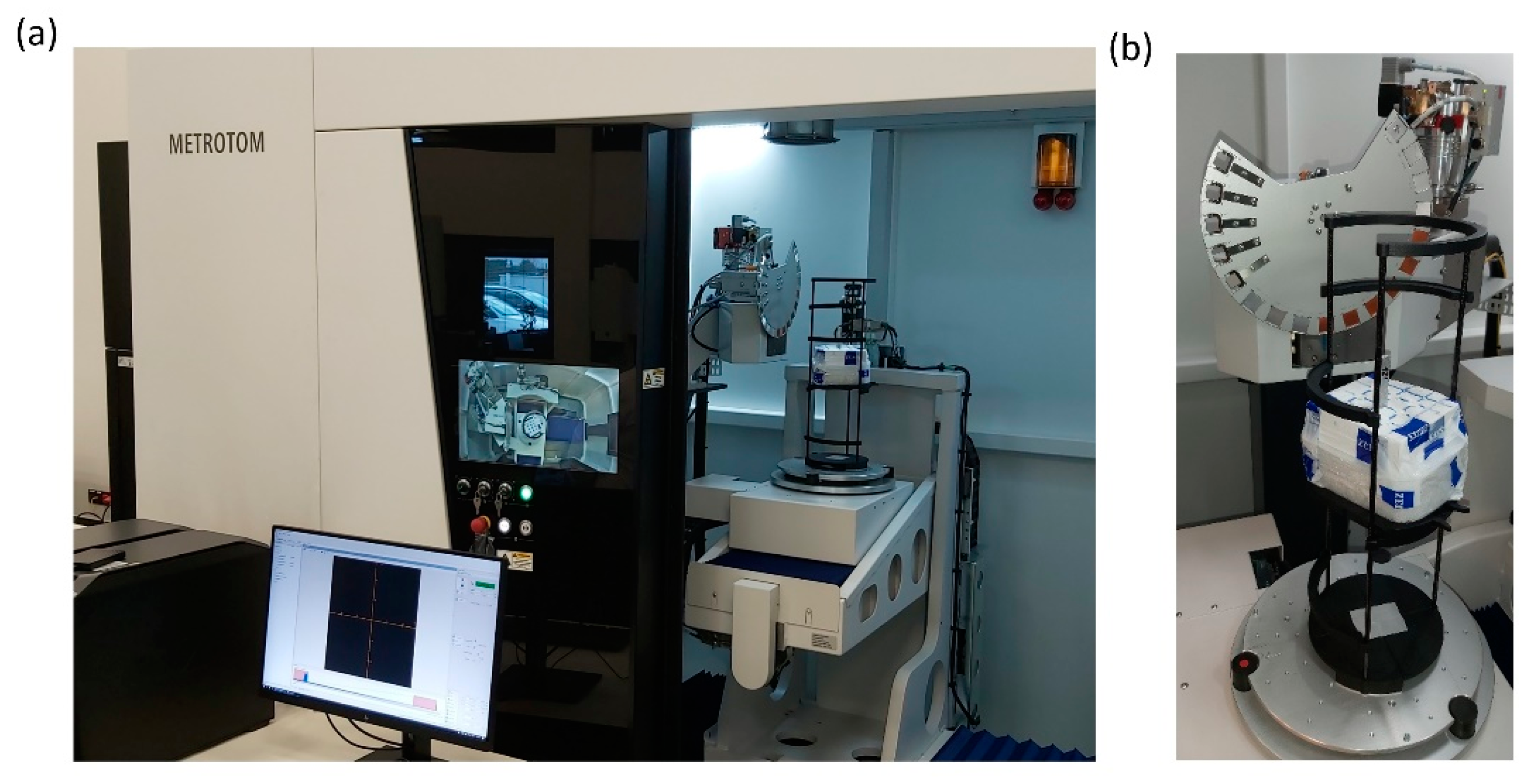
3.3. Composite Amorphousness Analysis Using Computed Tomography—CT
4. Conclusions
- Increasing the content of metallic filler improved the mechanical properties of composites; however, an excessive amount of filler may lead to weakening of the material elasticity and an increase in its brittleness.
- The filler fraction (metal chip size) significantly affected the internal structure of the composites. Samples with a smaller chip fraction showed better structural homogeneity and lower porosity, which directly translated into improved mechanical properties.
- The material with a higher aluminum content was characterized by a higher glass transition temperature (Tg) and greater mechanical stability at high temperatures.
- The use of a larger filler fraction led to the formation of uneven surfaces after processing, which resulted in higher values for the cavity volume and larger surface defects.
- The even distribution of chips in the polymer matrix allowed for minimization of surface defects, such as pores or chipping, which could occur during machining.
- The use of a smaller filler fraction led to a more homogeneous internal structure, which resulted in reduced porosity of the composites and directly translated into better mechanical properties and resistance to dynamic loads.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- De Fazio, D.; Boccarusso, L.; Formisano, A.; Viscusi, A.; Durante, M. A Review on the Recycling Technologies of Fibre-Reinforced Plastic (FRP) Materials Used in Industrial Fields. J. Mar. Sci. Eng. 2023, 11, 851. [Google Scholar] [CrossRef]
- Jung, H.; Shin, G.; Kwak, H.; Hao, T.M.; Jegal, J.; Kim, H.J.; Jeon, H.; Park, J.; Oh, D.X. Review of polymer technologies for improving the recycling and upcycling efficiency of plastic waste. Chemosphere 2023, 320, 138089. [Google Scholar] [CrossRef] [PubMed]
- Balu, R.; Dutta, N.K.; Roy Choudhury, N. Plastic Waste Upcycling: A Sustainable Solution for Waste Management, Product Development, and Circular Economy. Polymers 2022, 14, 4788. [Google Scholar] [CrossRef] [PubMed]
- Kumar, N.G.; Rajesh, K.; Rama, M.; Durga Rao, K.P.; Bharath, S.; Manikanta, J.E. A review on mechanical properties of hybrid polymer composites. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Arunachalam, S.J.; Saravanan, R. Study on filler reinforcement in polymer matrix composites—A review. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Huseynov, O.; Hasanov, S.; Fidan, I. Influence of the matrix material on the thermal properties of the short carbon fiber reinforced polymer composites manufactured by material extrusion. J. Manuf. Process. 2023, 92, 521–533. [Google Scholar] [CrossRef]
- Pandit, P.P.; Liu, C.; Iacono, S.; Corti, G.; Hu, Y. Microstructural Characterization and Property of Carbon Fiber Reinforced High-Density Polyethylene Composites Fabricated by Fused Deposition Modeling. Materials 2023, 16, 180. [Google Scholar] [CrossRef]
- Pinto, G.; Jiménez-Martín, A. Conducting aluminium-filled nylon 6 composites. Polym. Compos. 2001, 22, 65–70. [Google Scholar] [CrossRef]
- Osman, A.F.; Mariatti, M. Properties of Aluminum Filled Polypropylene Composites. Polym. Polym. Compos. 2006, 14, 623–633. [Google Scholar] [CrossRef]
- Schricker, K.; Bergmann, J.P.; Hopfeld, M.; Spie, L. Effect of thermoplastic morphology on mechanical properties in laser-assisted joining of polyamide 6 with aluminum. Weld World 2021, 65, 699–711. [Google Scholar] [CrossRef]
- Dan-asabe, B.; Adeotio, O.; Samuel, B.O. Development, characterization, and modeling of aluminum chips-gabbro filler polystyrene hybrid composite using mixture design. Mater. Chem. Phys. 2023, 297, 127235. [Google Scholar] [CrossRef]
- Anis, A.; Elnour, A.Y.; Alam, M.A.; Al-Zahrani, S.M.; AlFayez, F.; Bashir, Z. Aluminum-Filled Amorphous-PET, a Composite Showing Simultaneous Increase in Modulus and Impact Resistance. Polymers 2020, 12, 2038. [Google Scholar] [CrossRef] [PubMed]
- Martin, M.; Hanagud, S.; Thadhani, N.N. Mechanical behavior of nickel+aluminum powder-reinforced epoxy composites. Mater. Sci. Eng. A 2007, 443, 209–218. [Google Scholar] [CrossRef]
- Bishay, I.K.; Abd-El-Messieh, S.L.; Mansour, S.H. Electrical, mechanical and thermal properties of polyvinyl chloride composites filled with aluminium powder. Mater. Des. 2011, 32, 62–68. [Google Scholar] [CrossRef]
- Suhas, U.; Shashidhara, K.N.; Bharath, L. Mechanical Characterization of Copper and Aluminium Powder Reinforced Epoxy Polymer Composites. Int. J. Eng. Res. Technol. 2023, 12. [Google Scholar] [CrossRef]
- Alhamidi, A.; Anis, A.; Bashir, Z.; Alam, M.A.; Al-Zahrani, S.M. Studies on the Effect of the Addition of Nano-Spherical Particles of Aluminum on the Thermal, Mechanical, and Morphological Properties of PBT–PET Blend Composites. Polymers 2023, 15, 3625. [Google Scholar] [CrossRef]
- Dasture, M.D.; Kelkar, D.S. Aluminium-filled low-density polyethylene structural, morphological, and mechanical properties. J. Appl. Polym. Sci. 2007, 106, 2436–2441. [Google Scholar] [CrossRef]
- Ananth, G.; Smith, R.A.; Kumar, A.A.; Dakshna, S.; Harsath, S. Fabrication of aluminium polymer composite. Int. J. Adv. Res. Innov. Ideas Educ. 2023, 9, 1598–1620. [Google Scholar]
- Zhou, S.; Hrymak, A.N. Injection Molding of Polymers and Polymer Composites. Polymers 2024, 16, 1796. [Google Scholar] [CrossRef]
- Xiao, K.Q.; Zhang, L.C. The role of viscous deformation in the machining of polymers. Int. J. Mechancial Sci. 2002, 44, 2317–2336. [Google Scholar] [CrossRef]
- Pierończyk, J.; Biało, D. Selected problems of electrodischarge machining of aluminum matrix composites. Compos. Theory Pract. 2001, 1, 211–214. [Google Scholar]
- Mohit, H.; Rangappa, M.S.; Siengchin, S.; Gorbatyuk, S.; Manimaran, P.; Kumari, C.A.; Khan, A.; Doddamani, M. A comprehensive review on performance and machinability of plant fiber polymer composites. Polym. Compos. 2022, 43, 608. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Davim, J.P. 5—Tool wear in machining processes for composites. In Woodhead Publishing Series in Composites Science and Engineering, Machining Technology for Composite Materials; Hocheng, H., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 116–153. [Google Scholar] [CrossRef]
- Ahmad, J. Machining of Polymer Composites; Springer: New York, NY, USA, 2009. [Google Scholar]
- Wang, D.; Onawumi, P.Y.; Ismail, S.O.; Dhakal, H.N.; Popov, I.; Silberschmidt, V.V.; Roy, A. Machinability of natural-fibre-reinforced polymer composites: Conventional vs ultrasonically-assisted machining. Compos. Part A Appl. Sci. Manuf. 2019, 119, 188–195. [Google Scholar] [CrossRef]
- Teti, R. Machining of Composite Materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Pecat, O.; Rentsch, R.; Brinksmeier, E. Influence of Milling Process Parameters on the Surface Integrity of CFRP. In Proceedings of the Fifth CIRP Conference on High Performance Cutting 2012, Zurich, Switzerland, 4–7 June 2012; Volume 1, pp. 466–470. [Google Scholar] [CrossRef]
- Han, X.; Xu, D.; Axinte, D.; Liao, Z.; Li, H.N. On understanding the specific cutting mechanisms governing the workpiece surface integrity in metal matrix composites machining. J. Mater. Process. Technol. 2021, 88, 116875. [Google Scholar] [CrossRef]
- Dvořáčková, Š.; Kroisová, D.; Knápek, T.; Váňa, M. Effect of Cutting Conditions on the Size of Dust Particles Generated during Milling of Carbon Fibre-Reinforced Composite Materials. Polymers 2024, 16, 2559. [Google Scholar] [CrossRef]
- EN 573-1:2005; Aluminium and Aluminium Alloys—Chemical Composition and form of Wrought Products—Part 1: Numerical Designation System. European Committee for Standaridization: Brussels, Belgium, 2004.
- PN-EN ISO11357-3:2018-06; Differential Scanning Calorimetry (DSC)—Part 3: De-Termination of Temperature and Enthalpy of Melting and Crystallization. ISO: Warsaw, Poland, 2018.
- ISO 6721-1:2019; Plastics—Determination of Dynamic Mechanical Properties—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 7388-1:2007; Tool shanks with 7/24 taper for automatic tool changers: Part 1: Dimensions and designation of shanks of forms A, AD, AF, U, UD and UF. ISO: Geneva, Switzerland, 2007.
- Product Catalog, Hoffmann-Group. Available online: https://www.hoffmann-group.com/GB/en/houk/ (accessed on 3 August 2024).
- ISO 25178-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Areal Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.
- Ratajczyk, E. Tomografia komputerowa CT w zastosowaniach przemysłowych. Cz. I Idea pomiarów, główne zespoły i ich funkcje. Mechanik 2011, 2, 111–117. [Google Scholar]
- Gnatowski, A.; Koszkul, J. Influence of Soaking on Given Physical Properties and Structure of PA/PP Mixtures. J. Polym. Eng. 2005, 25, 149–164. [Google Scholar] [CrossRef]
- Uematsu, H.; Kawasaki, T.; Koizumi, K.; Yamaguchi, A.; Sugihara, S.; Yamane, M.; Kawabe, K.; Ozaki, Y.; Tanoue, S. Relationship between crystalline structure of polyamide 6 within carbon fibers and their mechanical properties studied using Micro-Raman spectroscopy. Polymer 2021, 223, 123711. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Material | Material Weight in Sample [g] | Material Weight Share in Sample [%] | Specific Weight of Material [g/cm3] | Material Volumetric Share in Sample [%] |
|---|---|---|---|---|
| Polyamide 6 | 7.5 | 5 | 1.13 | 11.50 |
| Polyamide 6 | 15 | 10 | 1.13 | 21.53 |
| Polyamide 6 | 22.5 | 15 | 1.13 | 30.35 |
| Duralumin AW2017A | 142.5 | 5 | 2.79 | 88.50 |
| Duralumin AW2017A | 135 | 10 | 2.79 | 78.47 |
| Duralumin AW2017A | 127.5 | 15 | 2.79 | 69.65 |
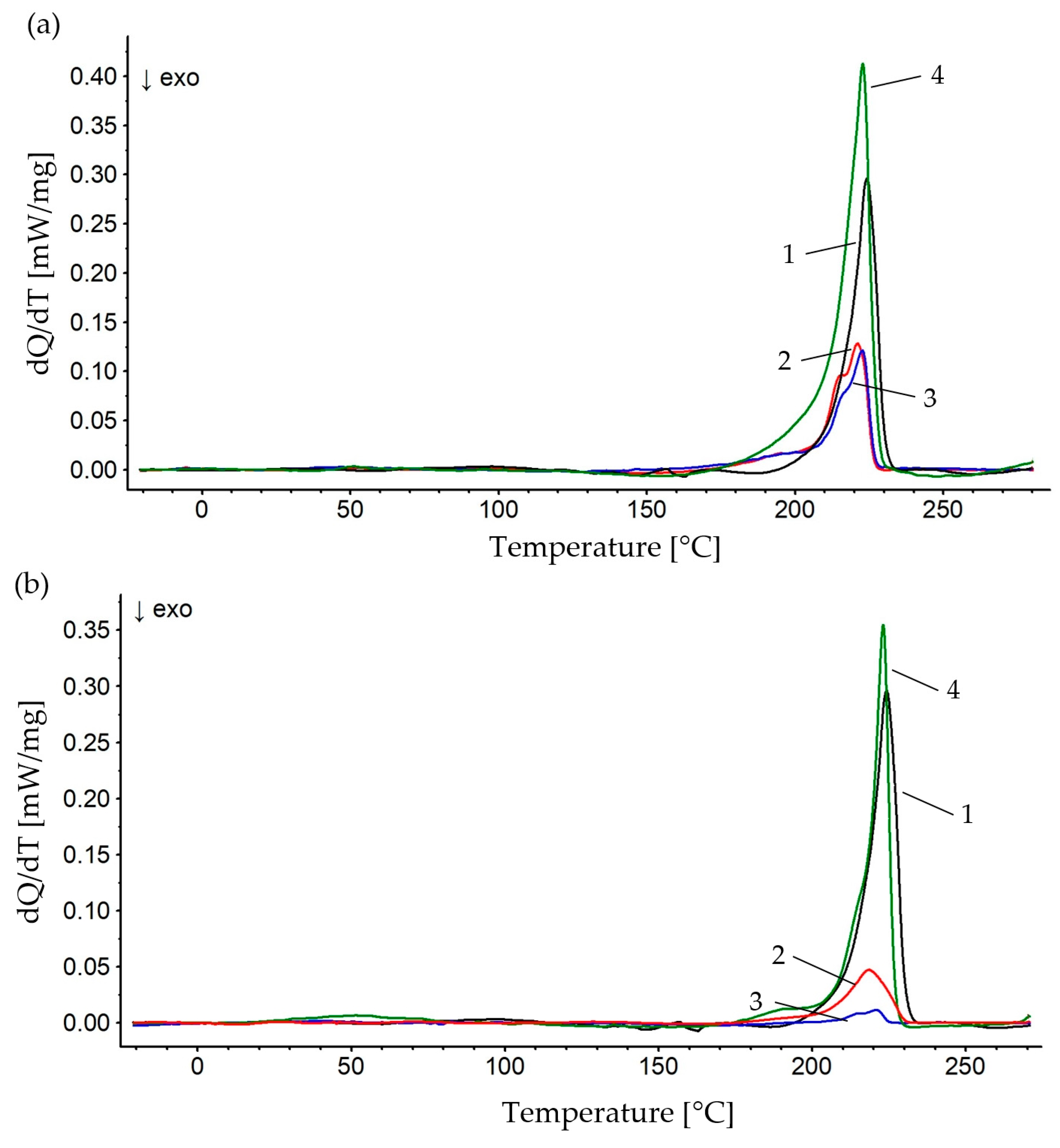
| Type of Material | Dhip Fraction [mm] | Max. Melt Temperature [°C] | Melting Range [°C] | Enthalpy, [J/g] | Degree of Crystallinity [%] | Temp. Glass Transition, [°C] |
|---|---|---|---|---|---|---|
| PA6 | 223.6 | 212.4–226.2 | 18.94 | 9.96 | 81.2 | |
| PA6 + 95% Al | 0.4–0.8 | 220.9 | 208.0–223.3 | 12.51 | 6.58 | 83.4 |
| PA6 + 90% Al | 0.4–0.8 | 223.2 | 199.5–226.2 | 11.08 | 5.83 | 78.5 |
| PA6 + 85% Al | 0.4–0.8 | 222.4 | 218.4–226.7 | 34.74 | 18.28 | 56.4 |
| PA6 + 95% Al | 0.8–1.2 | 221.7 | 212.7–225.6 | 5.219 | 2.74 | 90.9 |
| PA6 + 90% Al | 0.8–1.2 | 222.7 | 214.1–224.5 | 1.014 | 0.57 | 75.6 |
| PA6 + 85% Al | 0.8–1.2 | 223.5 | 221.6–226.1 | 20.64 | 10.86 | 68.1 |
| Type of Composite Sample | Vmp [ml/m2] | Vmc [ml/m2] | Vvc [ml/m2] | Vvv [ml/m2] |
|---|---|---|---|---|
| (a) PA5%/Al.95%, filler fraction 0.4–0.8 mm | 7.36 | 183.2 | 244.0 | 21.84 |
| (b) PA10%/Al.90%, filler fraction 0.4–0.8 mm | 0.92 | 39.6 | 23.93 | 18.42 |
| (c) PA15%/Al.85%, filler fraction 0.4–0.8 mm | 4.89 | 159.9 | 194.7 | 23.68 |
| (d) PA5%/Al.95%, filler fraction 0.8–1.2 mm | 1.723 | 142.1 | 132.5 | 22.83 |
| (e) PA10%/Al.90%, filler fraction 0.8–1.2 mm | 1.12 | 77.65 | 54.51 | 22.71 |
| (f) PA15%/Al.85%, filler fraction 0.8–1.2 mm | 1.09 | 23.27 | 21.19 | 20.55 |
| Type of Composite Sample | Metallic Filler [%] | Polymer Matrix [%] | Voids [%] | Contamination [%] | Uniformity of Composition [%] |
|---|---|---|---|---|---|
| (a) PA5%/Al.95%, filler fraction 0.4–0.8 mm | 89.12 | 8.94 | 1.85 | 0.07 | moderate |
| (b) PA10%/Al.90%, filler fraction 0.4–0.8 mm | 78.85 | 21.04 | 0.07 | 0.04 | v.high |
| (c) PA15%/Al.85%, filler fraction 0.4–0.8 mm | 70.11 | 27.64 | 2.2 | 0.05 | v.low |
| (d) PA5%/Al.95%, filler fraction 0.8–1.2 mm | 88.50 | 9.95 | 1.5 | 0.05 | low |
| (e) PA10%/Al.90%, filler fraction 0.8–1.2 mm | 78.47 | 21.24 | 0.25 | 0.04 | high |
| (f) PA15%/Al.85%, filler fraction 0.8–1.2 mm | 69.65 | 29.04 | 1.3 | 0.05 | low |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gnatowski, A.; Gołębski, R.; Stachowiak, K.; Petrů, J.; Měsíček, J. Thermomechanical and Structural Analysis of Manufactured Composite Based on Polyamide and Aluminum Recycled Material. Polymers 2024, 16, 2742. https://doi.org/10.3390/polym16192742
Gnatowski A, Gołębski R, Stachowiak K, Petrů J, Měsíček J. Thermomechanical and Structural Analysis of Manufactured Composite Based on Polyamide and Aluminum Recycled Material. Polymers. 2024; 16(19):2742. https://doi.org/10.3390/polym16192742
Chicago/Turabian StyleGnatowski, Adam, Rafał Gołębski, Krystian Stachowiak, Jana Petrů, and Jakub Měsíček. 2024. "Thermomechanical and Structural Analysis of Manufactured Composite Based on Polyamide and Aluminum Recycled Material" Polymers 16, no. 19: 2742. https://doi.org/10.3390/polym16192742