
Fabrication of High-Performance Asphalt Mixture Using Waterborne Epoxy-Acrylate Resin Modified Emulsified Asphalt (WEREA)



Abstract
:1. Introduction
2. Materials and Methods
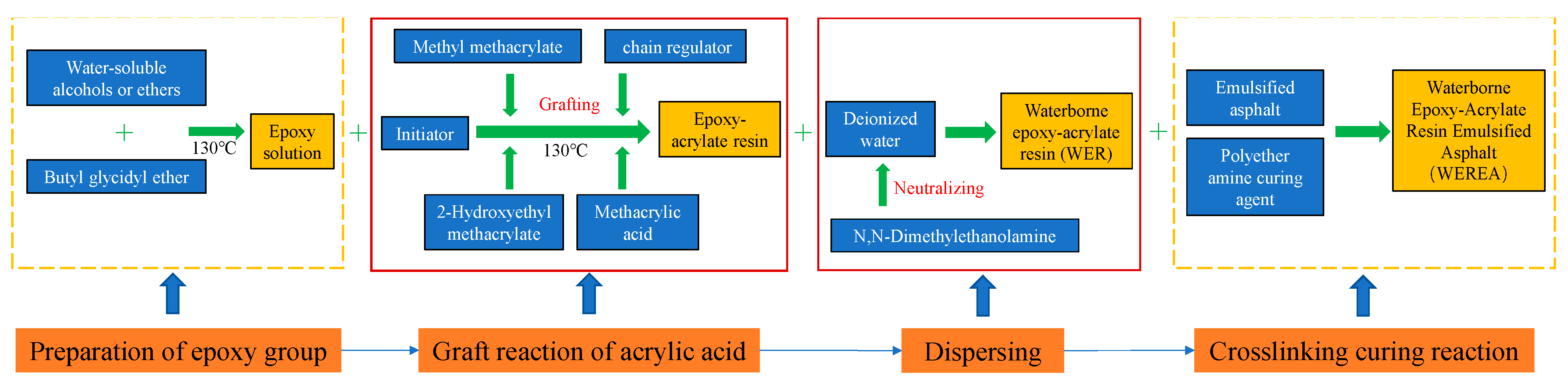
2.1. Preparation of WEREA
2.2. Properties of WEREA
2.2.1. FM Tests
2.2.2. FTIR Tests
2.2.3. DSR Tests
2.2.4. MSCR Tests
2.2.5. LAS Tests
2.2.6. Direct Tension Tests
3. Results
3.1. Results from FM Tests
3.2. Results from FTIR Tests
3.3. Results from DSR Tests
3.4. Results from MSCR Tests
3.5. Results from LAS Tests
3.5.1. Amplitude Sweep
3.5.2. Fatigue Life
3.6. Results from Direct Tension Tests
4. Discussion
4.1. Fabrication of WEREA Mixture
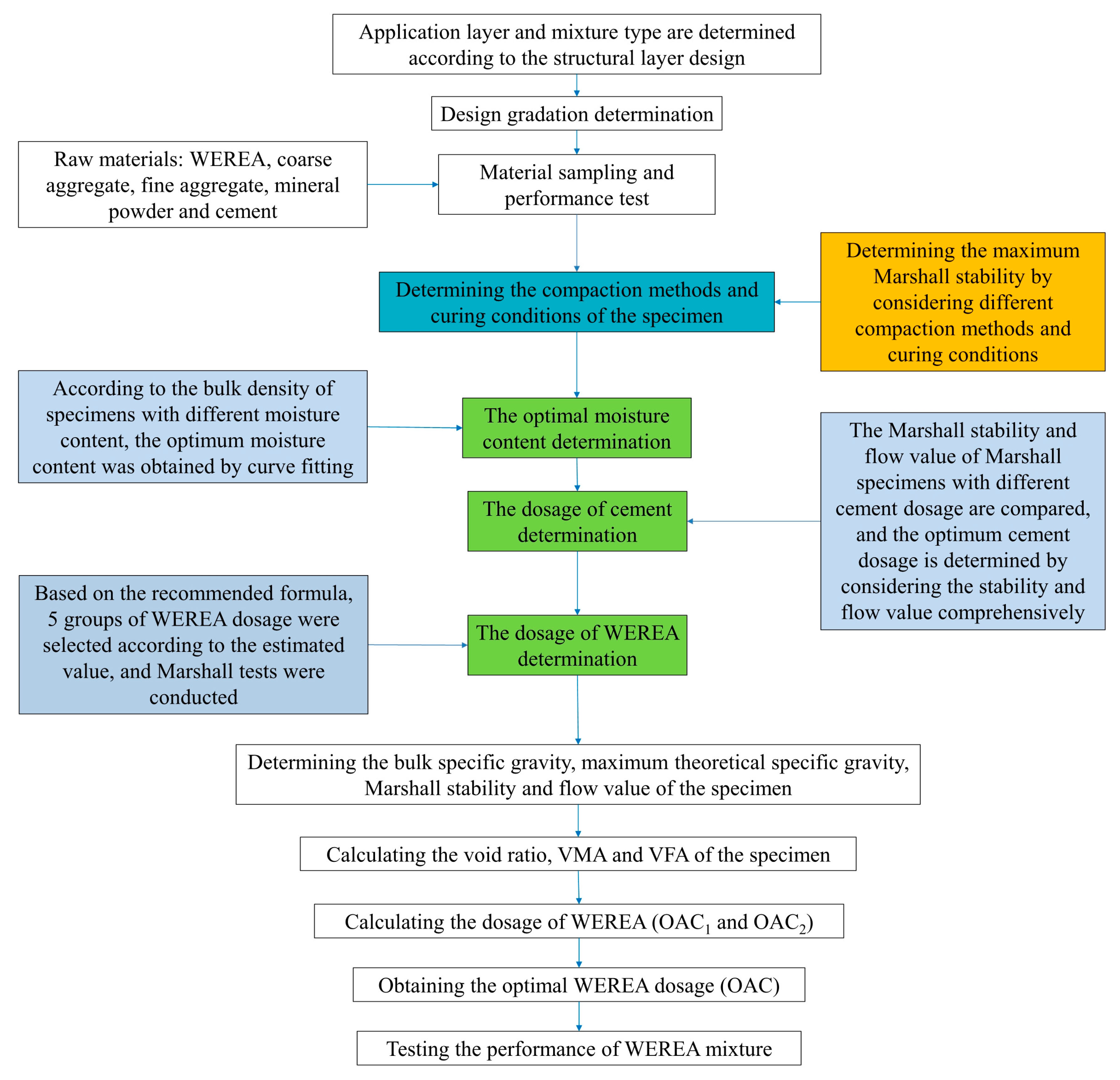
4.1.1. Materials and Process of Mix Design
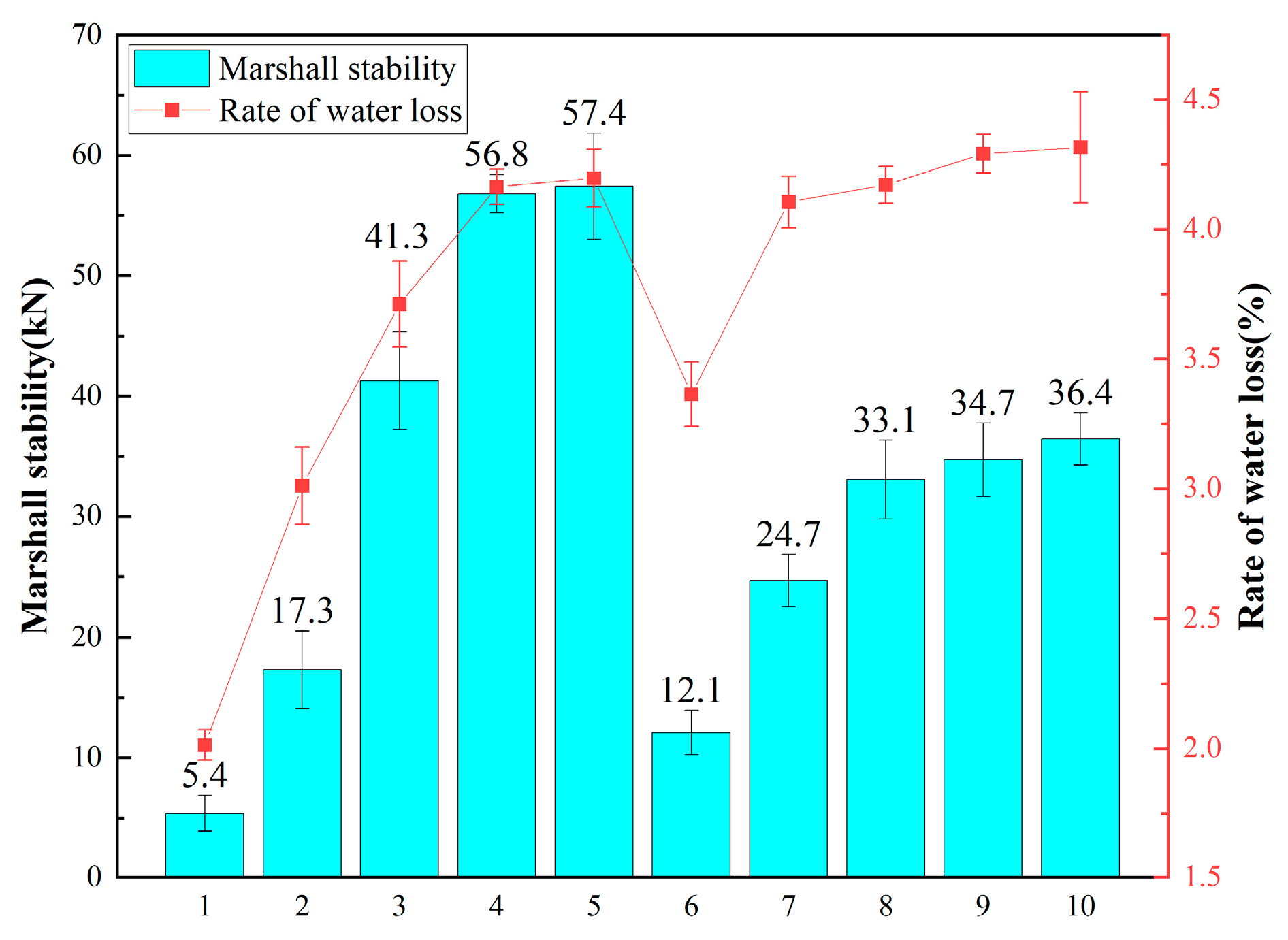
4.1.2. Compaction Methods and Curing Conditions for Specimens
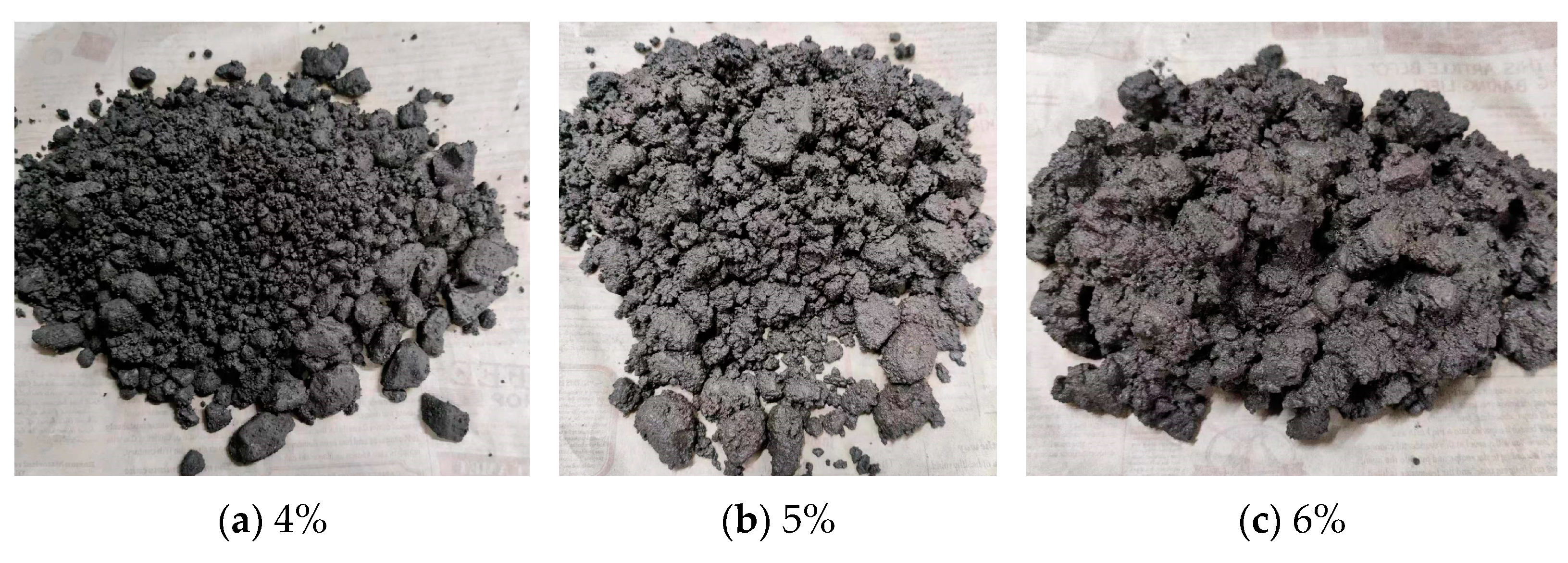
4.1.3. Determination of Optimal Moisture Content
4.1.4. Determination of Cement Dosage
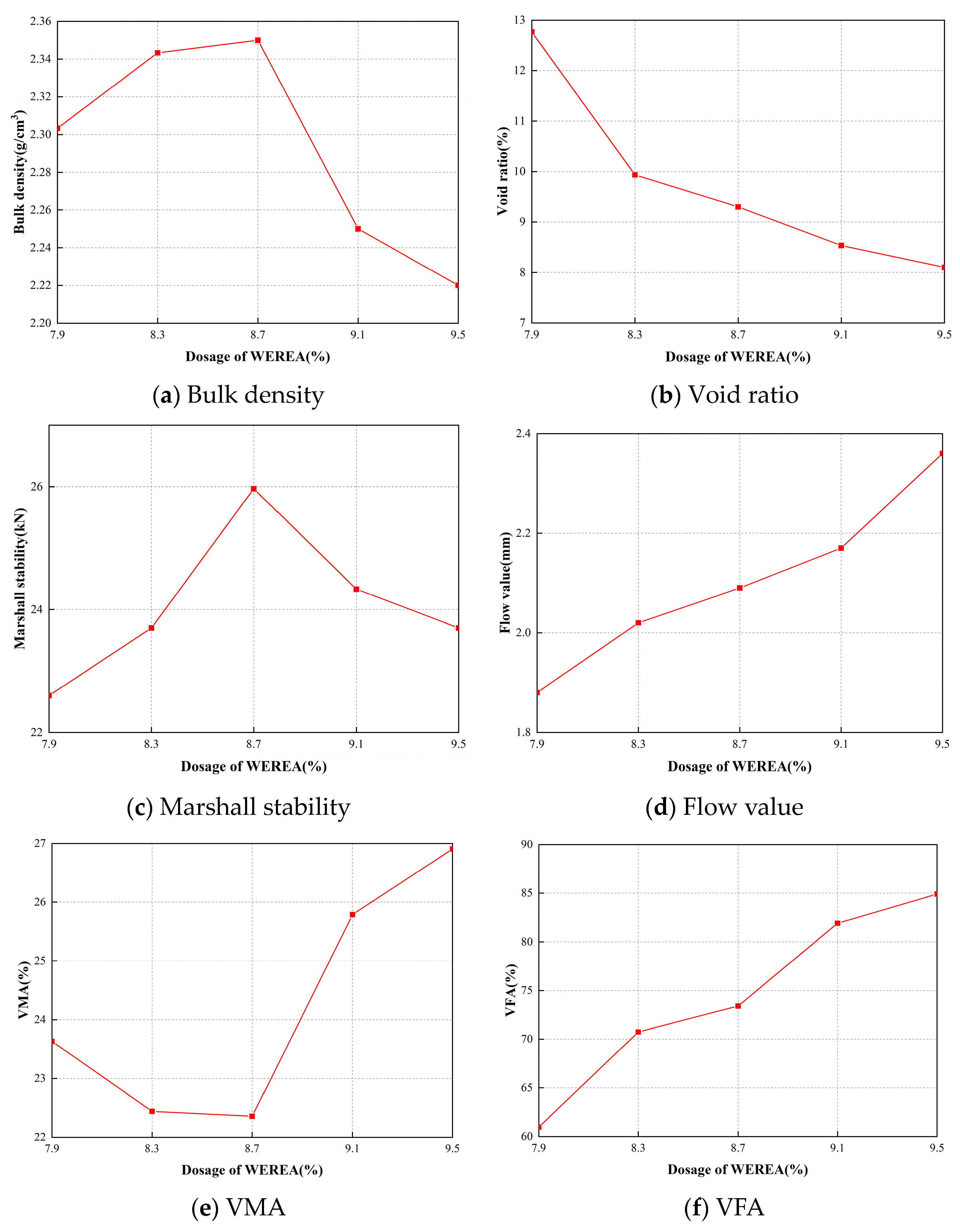
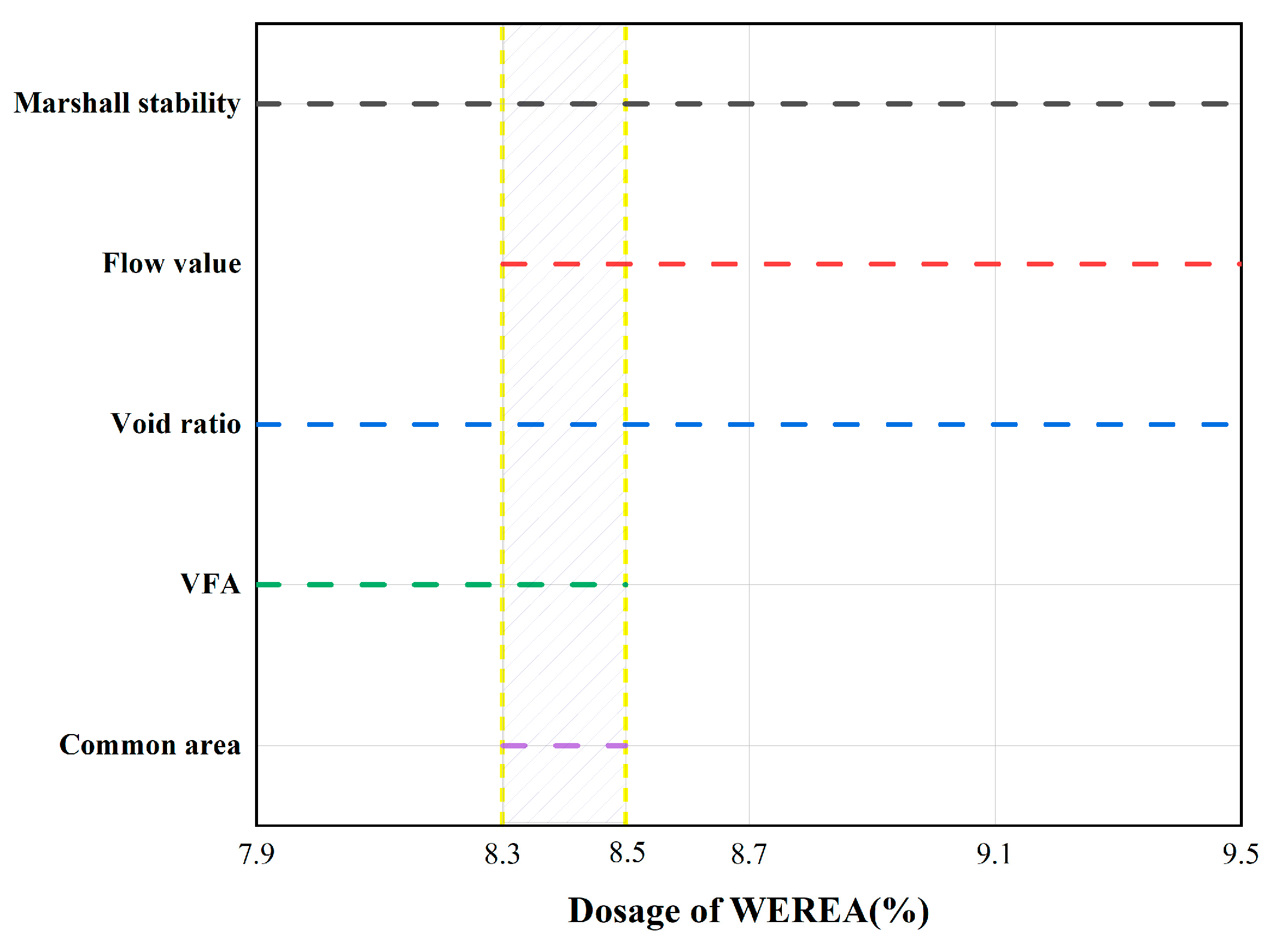
4.1.5. Determination of WEREA Content
4.2. Performance of WEREA Mixture in Pavement Application
4.2.1. High-Temperature Stability
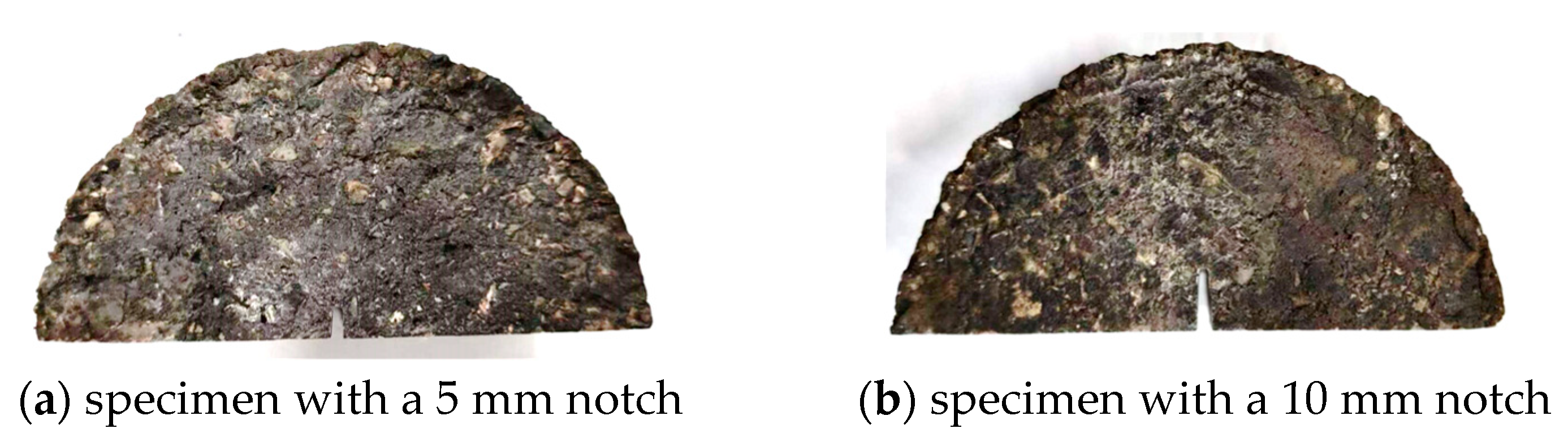
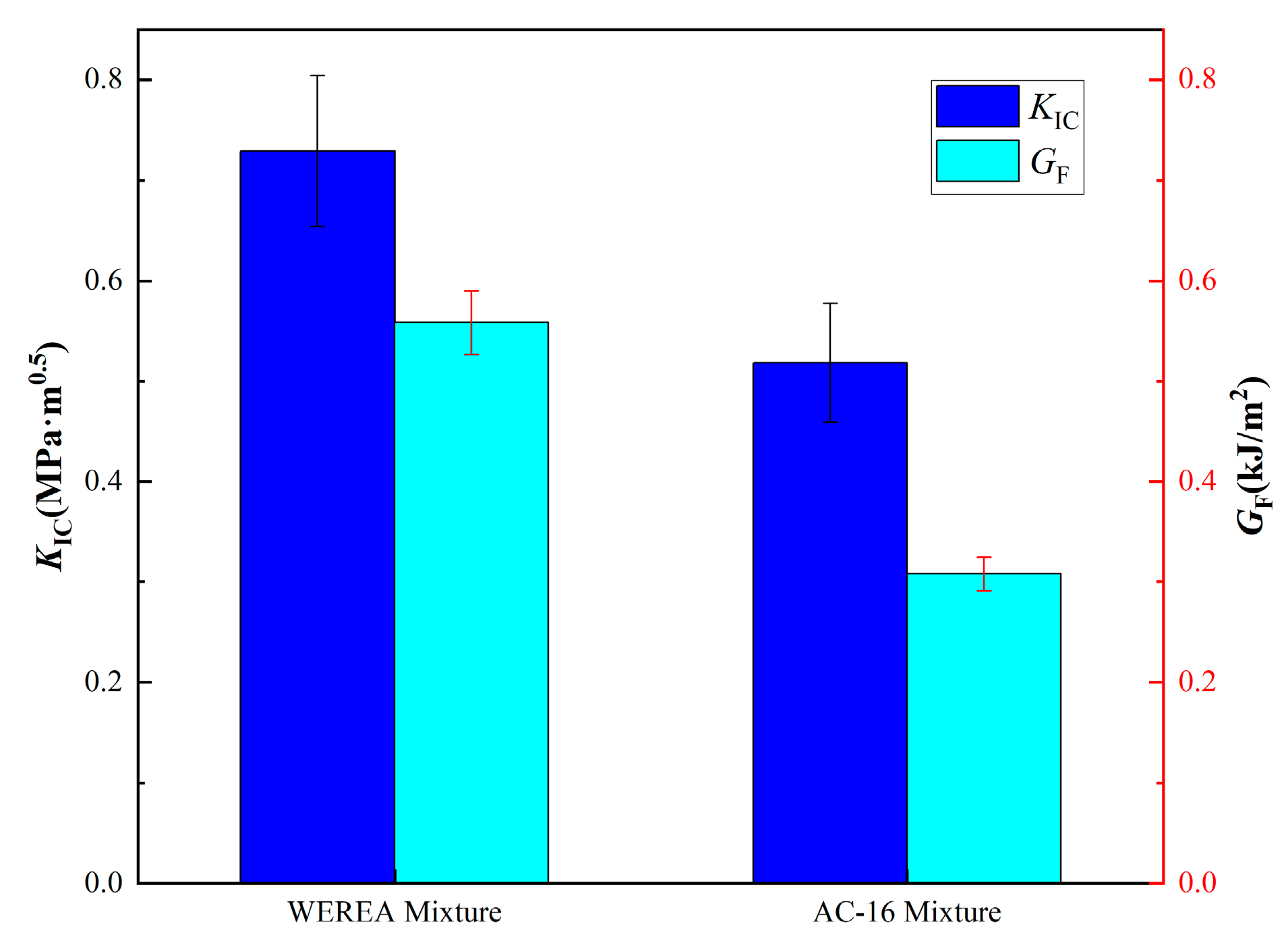
4.2.2. Fracture Performance
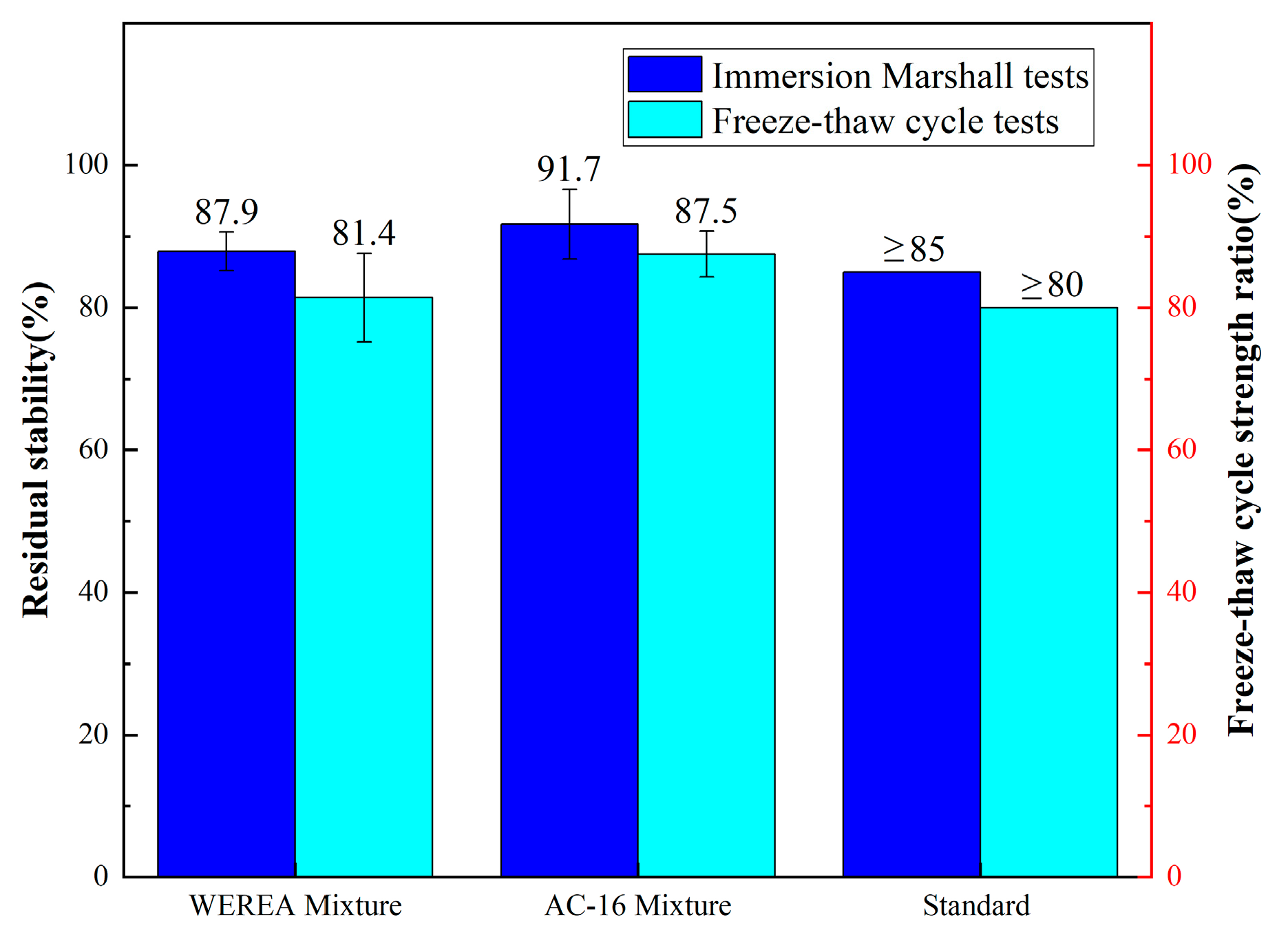
4.2.3. Water Stability
5. Conclusions
- WER demonstrates good compatibility with emulsified asphalt, and regardless of the WER content, it consistently acts as a continuous phase in the WEREA, enveloping the asphalt within the skeletal structure formed after the reaction with the curing agent. As the WER content increases, a denser, more uniform structure with fewer voids is formed, enhancing the strength of the cured structure;
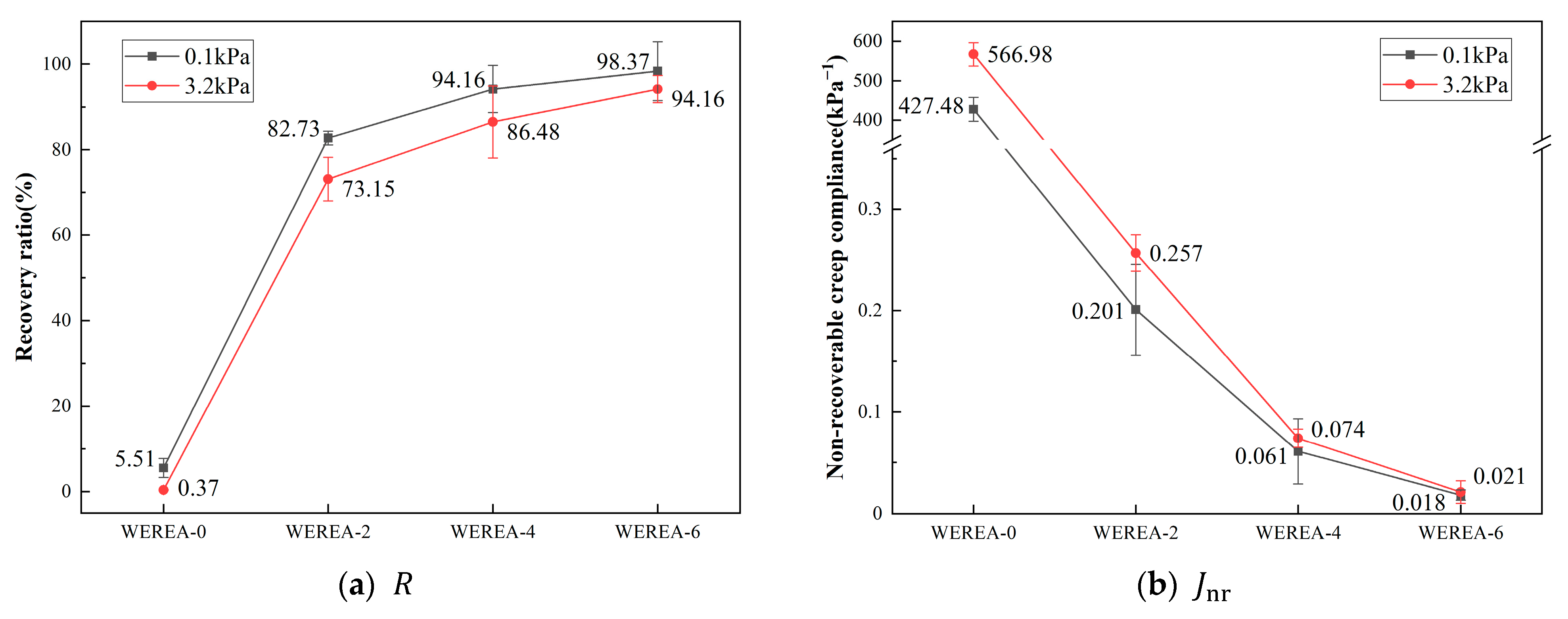
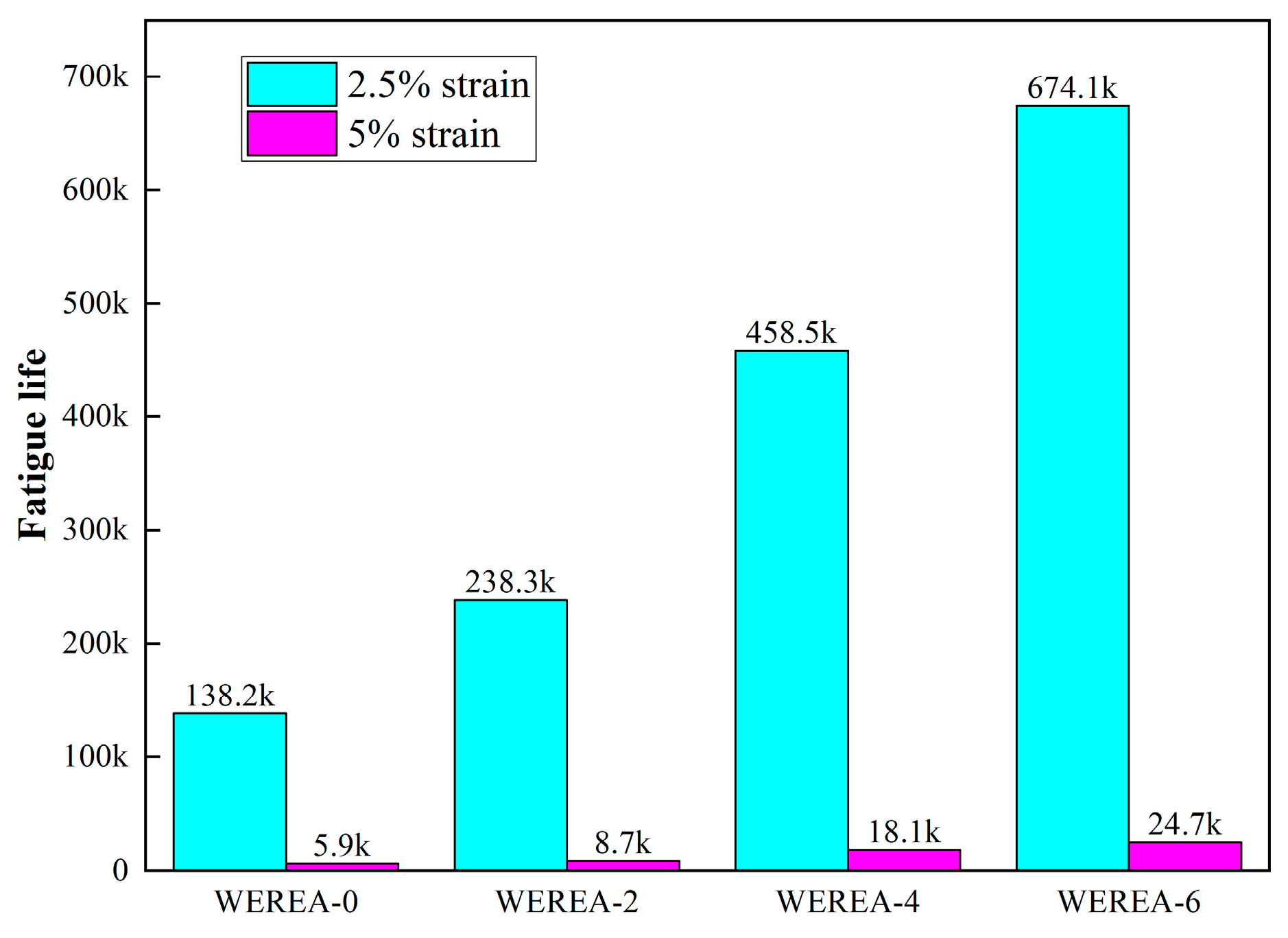
- With rising temperature, the complex shear modulus of WEREA decreases; when the temperature exceeds 60 °C, the material’s viscosity reduces, and the phase angle shows a decreasing trend. Incorporating WER into emulsified asphalt transitions it from a viscous material to an elastic one, improving its resistance to rutting; as WER content increases, the complex shear modulus and rutting factor rise, while the phase angle decreases. Creep test results indicate that WER significantly enhances the elasticity and hardness of emulsified asphalt while decreasing the sensitivity of creep recovery rate to stress changes. Fatigue test results show that the fatigue life of WEREA-6 under 2.5% strain is 387% longer than that of WEREA-0 and 316% longer under 5% strain;
- When WER content is 60%, the optimal compaction method for the AC-16 designed WEREA mixture is double-sided compaction 50 times, with the best curing conditions at 60 °C for 48 h, optimal moisture content at 5.14%, optimal cement dosage at 2.5%, and optimal WEREA dosage at 8.4%. WEREA improves the high-temperature stability of the mixture, with dynamic stability counts far exceeding those of the AC-16 mixture. When failure occurs, the WEREA mixture can withstand greater loads and absorb more energy per unit area during crack propagation. At low temperatures, the stress intensity factor of the WEREA mixture is 40.7% higher than that of the AC-16 mixture, and the fracture energy is 81.2% higher. At medium temperatures, the J-integral of the WEREA mixture is 43.3% higher than that of the AC-16 mixture. The water immersion residual stability and freeze–thaw cycle strength of the WEREA mixture decreased by 4.14% and 6.97%, respectively, compared to the AC-16 mixture but still met the specified requirements;
- Overall, the incorporation of WER into emulsified asphalt offers significant improvements in the rheological, tensile, and fatigue properties of the resulting WEREA mixture. Moreover, the WEREA demonstrated better high-temperature stability and low-temperature performance than AC-16 but slightly lower water stability. This suggests that WEREA could be a promising alternative to traditional asphalt mixtures, particularly in applications where high-temperature stability, low-temperature performance, and durability are critical;
- For the future application of the material, due to the desirable cohesive and adhesive properties of WEREA, it can be explored for use in producing cold recycled asphalt mixtures. This approach can better leverage the material’s performance advantages and enhance the utilization rate and efficiency of recycled asphalt pavement (RAP), achieving energy-saving and environmentally friendly results. In addition to designing the WEREA mixture according to AC-16 gradation for use in the middle layer of asphalt pavements, consideration can also be given to using a gradation with a smaller nominal maximum aggregate size. By optimizing the material proportions, WEREA mixtures could be applied in the surface layer or ultra-thin wearing course.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Almeida-Costa, A.; Benta, A. Economic and environmental impact study of warm mix asphalt compared to hot mix asphalt. J. Clean. Prod. 2016, 112, 2308–2317. [Google Scholar] [CrossRef]
- Autelitano, F.; Bianchi, F.; Giuliani, F. Airborne emissions of asphalt/wax blends for warm mix asphalt production. J. Clean. Prod. 2017, 164, 749–756. [Google Scholar] [CrossRef]
- Sukhija, M.; Saboo, N. A comprehensive review of warm mix asphalt mixtures-laboratory to field. Constr. Build. Mater. 2021, 274, 121781. [Google Scholar] [CrossRef]
- Ingrassia, L.P.; Lu, X.; Ferrotti, G.; Canestrari, F. Renewable materials in bituminous binders and mixtures: Speculative pretext or reliable opportunity? Resour. Conserv. Recycl. 2019, 144, 209–222. [Google Scholar] [CrossRef]
- Robinette, C.; Epps, J. Energy, emissions, material conservation, and prices associated with construction, rehabilitation, and material alternatives for flexible pavement. Transp. Res. Rec. 2010, 2179, 10–22. [Google Scholar] [CrossRef]
- Jain, S.; Singh, B. Cold mix asphalt: An overview. J. Clean. Prod. 2021, 280, 124378. [Google Scholar] [CrossRef]
- Gillespie, I. Quantifying the Energy Used in an Asphalt Coating Plant; University of Strachclyde: Glasgow, Scotland, 2012; p. 164. [Google Scholar]
- Thanaya, I.N.A. Review and recommendation of cold asphalt emulsion mixtures CAEMS design. Civ. Eng. Dimens. 2007, 9, 49–56. [Google Scholar]
- Brown, S.; Needham, D. A study of cement modified bitumen emulsion mixtures. Asph. Paving Technol. 2000, 69, 92–121. [Google Scholar]
- Hettiarachchi, C.; Hou, X.; Xiang, Q.; Yong, D.; Xiao, F. A blending efficiency model for virgin and aged binders in recycled asphalt mixtures based on blending temperature and duration. Resour. Conserv. Recycl. 2020, 161, 104957. [Google Scholar] [CrossRef]
- Li, J.; Xiao, F.; Amirkhanian, S.N.; Xu, O. Dynamic and rutting characteristics of recycled asphalt mixtures containing natural sand and anti-stripping agents. J. Clean. Prod. 2021, 280, 124365. [Google Scholar] [CrossRef]
- Horgnies, M.; Darque-Ceretti, E.; Fezai, H.; Felder, E. Influence of the interfacial composition on the adhesion between aggregates and bitumen: Investigations by EDX, XPS and peel tests. Int. J. Adhes. Adhes. 2011, 31, 238–247. [Google Scholar] [CrossRef]
- Moraes, R.; Velasquez, R.; Bahia, H.U. Measuring the effect of moisture on asphalt–aggregate bond with the bitumen bond strength test. Transp. Res. Rec. 2011, 2209, 70–81. [Google Scholar] [CrossRef]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm mix asphalt: An overview. J. Clean. Prod. 2012, 24, 76–84. [Google Scholar] [CrossRef]
- Guo, M.; Tan, Y.; Zhou, S. Multiscale test research on interfacial adhesion property of cold mix asphalt. Constr. Build. Mater. 2014, 68, 769–776. [Google Scholar] [CrossRef]
- Niazi, Y.; Jalili, M. Effect of Portland cement and lime additives on properties of cold in-place recycled mixtures with asphalt emulsion. Constr. Build. Mater. 2009, 23, 1338–1343. [Google Scholar] [CrossRef]
- Thanaya, I.; Zoorob, S.; Forth, J. A laboratory study on cold-mix, cold-lay emulsion mixtures. In Proceedings of the Institution of Civil Engineers-Transport; Emerald Publishing: Bingley, UK, 2009; pp. 47–55. [Google Scholar]
- Ge, Z.; Li, H.; Han, Z.; Zhang, Q. Properties of cold mix asphalt mixtures with reclaimed granular aggregate from crushed PCC pavement. Constr. Build. Mater. 2015, 77, 404–408. [Google Scholar] [CrossRef]
- Dash, S.S.; Panda, M. Influence of mix parameters on design of cold bituminous mix. Constr. Build. Mater. 2018, 191, 376–385. [Google Scholar] [CrossRef]
- Babagoli, R.; Ameli, A.; Shahriari, H. Laboratory evaluation of rutting performance of cold recycling asphalt mixtures containing SBS modified asphalt emulsion. Pet. Sci. Technol. 2016, 34, 309–313. [Google Scholar] [CrossRef]
- Wang, P.; Qin, Y.; Wang, J.; Zeng, W.; Chang, R.; Zhang, Y.; Huang, W. Polyurethane trackless emulsified asphalt tack coats with self-migration properties for tracking resistance and shear resistance enhancement. Mater. Lett. 2023, 332, 133553. [Google Scholar] [CrossRef]
- Abd El-Rahman, A.; El-Shafie, M.; Abo-Shanab, Z.; El-Kholy, S. Modifying asphalt emulsion with different types of polymers for surface treatment applications. Pet. Sci. 2017, 35, 1473–1480. [Google Scholar] [CrossRef]
- Jiang, J.; Ni, F.; Zheng, J.; Han, Y.; Zhao, X. Improving the high-temperature performance of cold recycled mixtures by polymer-modified asphalt emulsion. Int. J. Pavement Eng. 2020, 21, 41–48. [Google Scholar] [CrossRef]
- Chávez-Valencia, L.; Alonso, E.; Manzano, A.; Pérez, J.; Contreras, M.; Signoret, C. Improving the compressive strengths of cold-mix asphalt using asphalt emulsion modified by polyvinyl acetate. Constr. Build. Mater. 2007, 21, 583–589. [Google Scholar] [CrossRef]
- Choi, H.; Ahn, K.; Nam, J.-D.; Chun, H. Hygroscopic aspects of epoxy/carbon fiber composite laminates in aircraft environments. Compos. Part A Appl. Sci. Manuf. 2001, 32, 709–720. [Google Scholar] [CrossRef]
- Konstantinova, A.; Yudaev, P.; Shapagin, A.; Panfilova, D.; Palamarchuk, A.; Chistyakov, E. Non-Flammable Epoxy Composition Based on Epoxy Resin DER-331 and 4-(β-Carboxyethenyl) phenoxy-phenoxycyclotriphosphazenes with Increased Adhesion to Metals. Sci 2024, 6, 30. [Google Scholar] [CrossRef]
- Huang, W.; Qian, Z.; Chen, G.; Yang, J. Epoxy asphalt concrete paving on the deck of long-span steel bridges. Chin. Sci. Bull. 2003, 48, 2391–2394. [Google Scholar] [CrossRef]
- He, Q.; Zhang, H.; Li, J.; Duan, H. Performance evaluation of polyurethane/epoxy resin modified asphalt as adhesive layer material for steel-UHPC composite bridge deck pavements. Constr. Build. Mater. 2021, 291, 123364. [Google Scholar] [CrossRef]
- Yao, X.; Tan, L.; Xu, T. Preparation, properties and compound modification mechanism of waterborne epoxy resin/styrene butadiene rubber latex modified emulsified asphalt. Constr. Build. Mater. 2022, 318, 126178. [Google Scholar] [CrossRef]
- Wang, P.; Tian, X.; Zhang, R.; Zhen, S. Effect of waterborne epoxy resin on properties of modified emulsified asphalt and its microstructure. J. Mater. Civ. Eng. 2021, 33, 04021177. [Google Scholar] [CrossRef]
- Wu, H.; Wu, Z.; Song, W.; Chen, D.; Yang, M.; Yuan, H. Investigation on One-Component Waterborne Epoxy Emulsified Asphalt (OWEEA) Used as Bonding Material. Buildings 2024, 14, 503. [Google Scholar] [CrossRef]
- Xiao, J.; Jiang, W.; Ye, W.; Shan, J.; Wang, Z. Effect of cement and emulsified asphalt contents on the performance of cement-emulsified asphalt mixture. Constr. Build. Mater. 2019, 220, 577–586. [Google Scholar] [CrossRef]
- Xu, S.; Ruan, P.; Lu, Z.; Liang, L.; Han, B.; Hong, B. Effects of the high temperature and heavy load on the rutting resistance of cold-mix emulsified asphalt mixture. Constr. Build. Mater. 2021, 298, 123831. [Google Scholar] [CrossRef]
- Liu, F.; Zheng, M.; Liu, X.; Ding, X.; Wang, F.; Wang, Q. Performance evaluation of waterborne epoxy resin-SBR composite modified emulsified asphalt fog seal. Constr. Build. Mater. 2021, 301, 124106. [Google Scholar] [CrossRef]
- Xu, O.; Wang, Z.; Wang, R. Effects of aggregate gradations and binder contents on engineering properties of cement emulsified asphalt mixtures. Constr. Build. Mater. 2017, 135, 632–640. [Google Scholar] [CrossRef]
- Yao, X.; Xu, H.; Xu, T. Mechanical properties and enhancement mechanisms of cold recycled mixture using waterborne epoxy resin/styrene butadiene rubber latex modified emulsified asphalt. Constr. Build. Mater. 2022, 352, 129021. [Google Scholar] [CrossRef]
- Xu, O.; Li, Y.; Xu, R.; Liu, Y.; Dong, Y. Performance evaluation of waterborne epoxy resin modified emulsified asphalt mixtures for asphalt pavement pothole repair. Constr. Build. Mater. 2022, 325, 126709. [Google Scholar] [CrossRef]
- Ai, D.; Mo, R.; Wang, H.; Lai, Y.; Jiang, X.; Zhang, X. Preparation of waterborne epoxy dispersion and its application in 2K waterborne epoxy coatings. Prog. Org. Coat. 2019, 136, 105258. [Google Scholar] [CrossRef]
- Gu, Y.; Tang, B.; He, L.; Yang, F.; Wang, H.; Ling, J. Compatibility of cured phase-inversion waterborne epoxy resin emulsified asphalt. Constr. Build. Mater. 2019, 229, 116942. [Google Scholar] [CrossRef]
- Li, W.; Zhang, Z.; Liu, Z.; Tao, X. Introducing the grafted poly (acrylic acid-co-butyl acrylate) branches onto biological corn starch macromolecule for imparting it with superior sizing properties. Int. J. Biol. Macromol. 2023, 253, 126957. [Google Scholar] [CrossRef]
- Sengoz, B.; Topal, A.; Isikyakar, G. Morphology and image analysis of polymer modified bitumens. Constr. Build. Mater. 2009, 23, 1986–1992. [Google Scholar] [CrossRef]
- Kou, C.; Xiao, P.; Kang, A.; Mikhailenko, P.; Baaj, H.; Wu, Z. Protocol for the morphology analysis of SBS polymer modified bitumen images obtained by using fluorescent microscopy. Int. J. Pavement Eng. 2019, 20, 585–591. [Google Scholar] [CrossRef]
- Sengoz, B.; Isikyakar, G. Analysis of styrene-butadiene-styrene polymer modified bitumen using fluorescent microscopy and conventional test methods. J. Hazard. Mater. 2008, 150, 424–432. [Google Scholar] [CrossRef] [PubMed]
- Bowers, B.F.; Huang, B.; Shu, X.; Miller, B.C. Investigation of reclaimed asphalt pavement blending efficiency through GPC and FTIR. Constr. Build. Mater. 2014, 50, 517–523. [Google Scholar] [CrossRef]
- Domingos, M.D.I.; Faxina, A.L. Susceptibility of asphalt binders to rutting: Literature review. J. Mater. Civ. Eng. 2016, 28, 04015134. [Google Scholar] [CrossRef]
- Meneses, J.P.C.; Vasconcelos, K.; Ho, L.L.; Kuchiishi, A.K.; Bernucci, L.L. Asphalt binder linear amplitude sweep test: Contribution related to the α-value estimation. J. Mater. Civ. Eng. 2021, 33, 04020459. [Google Scholar] [CrossRef]
- Ashish, P.K.; Singh, D.; Bohm, S. Evaluation of rutting, fatigue and moisture damage performance of nanoclay modified asphalt binder. Constr. Build. Mater. 2016, 113, 341–350. [Google Scholar] [CrossRef]
- JTGE20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2011.
- JTGT5521-2019; Technical Specincations for Highway Asphalt Pavement Recycling. Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- Song, W.; Xu, Z.; Xu, F.; Wu, H.; Yin, J. Fracture investigation of asphalt mixtures containing reclaimed asphalt pavement using an equivalent energy approach. Eng. Fract. Mech. 2021, 253, 107892. [Google Scholar] [CrossRef]
- Lim, I.; Johnston, I.; Choi, S. Stress intensity factors for semi-circular specimens under three-point bending. Eng. Fract. Mech. 1993, 44, 363–382. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Items | Unit | Requirement | Test Results |
|---|---|---|---|---|
| Emulsified asphalt | Demulsification speed | / | slow | slow setting |
| Solid content | % | ≥50 | 50.2 | |
| Residue of emulsified asphalt | ) | mm | ≥450 | 1300 |
| , 5 s) | 0.1 mm | ≥40 | 92.4 | |
| Softening point | >50 | 66.2 | ||
| Storage stability | 1 day | % | ≤1 | 0.21 |
| 5 days | % | ≤5 | 1.34 |
| Materials | Appearance | Density (g/mL) | Solid Content (%) | pH | Engler Viscosity | Epoxy Equivalent (g/mol) | Total Amine Value (mg KOH/g) |
|---|---|---|---|---|---|---|---|
| WER |  | 1.21 | 50.83 | 7.07 | 15.7 | 1485.86 | / |
| Curing agent |  | 1.04 | 24.16 | / | 23.7 | / | 73.7 |
| Groups | Emulsified Asphalt | WER | Curing Agent | WER + Curing Agent | Demulsification Time |
|---|---|---|---|---|---|
| WEREA-0 | 1 | 0 | 0 | 0 | 45 min |
| WEREA-2 | 0.133 | 0.067 | 0.2 | ||
| WEREA-4 | 0.267 | 0.133 | 0.4 | ||
| WEREA-6 | 0.4 | 0.2 | 0.6 | ||
| WEREA-8 | 0.533 | 0.267 | 0.8 |
| WEREA-0 | 2.2704 | 5.3863 | 0.5041 | 0.3128 | 8,860,844 |
| WEREA-2 | 2.3887 | 6.9842 | 0.5332 | 0.2993 | 18,977,494 |
| WEREA-4 | 2.3305 | 8.5685 | 0.5706 | 0.3025 | 32,814,323 |
| WEREA-6 | 2.3853 | 10.1012 | 0.6034 | 0.3139 | 53,354,904 |
| Groups | Number of First Compaction | Number of Second Compaction | Interval between Two Compactions (h) |
|---|---|---|---|
| 1 | 25 | 25 | 0 |
| 2 | 1.5 | ||
| 3 | 3 | ||
| 4 | 6 | ||
| 5 | 12 | ||
| 6 | 24 | ||
| 7 | 50 | 25 | 0 |
| 8 | 1.5 | ||
| 9 | 3 | ||
| 10 | 6 | ||
| 11 | 12 | ||
| 12 | 24 |
| Groups | Curing Temperature (°C) | Curing Time (h) |
|---|---|---|
| 1 | 60 | 6 |
| 2 | 12 | |
| 3 | 24 | |
| 4 | 48 | |
| 5 | 72 | |
| 6 | 110 | 6 |
| 7 | 12 | |
| 8 | 24 | |
| 9 | 48 | |
| 10 | 72 |
| WEREA Content (%) | Moisture Content (%) | External Water Content (%) |
|---|---|---|
| 7.9 | 5.14 | 0.953 |
| 8.3 | 0.741 | |
| 8.7 | 0.529 | |
| 9.1 | 0.317 | |
| 9.5 | 0.105 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, D.; Wu, H.; Chen, X.; Zhan, Y.; Wada, S.A. Fabrication of High-Performance Asphalt Mixture Using Waterborne Epoxy-Acrylate Resin Modified Emulsified Asphalt (WEREA). Polymers 2024, 16, 2743. https://doi.org/10.3390/polym16192743
Chen D, Wu H, Chen X, Zhan Y, Wada SA. Fabrication of High-Performance Asphalt Mixture Using Waterborne Epoxy-Acrylate Resin Modified Emulsified Asphalt (WEREA). Polymers. 2024; 16(19):2743. https://doi.org/10.3390/polym16192743
Chicago/Turabian StyleChen, Dongwei, Hao Wu, Xiaobao Chen, Yiqun Zhan, and Surajo Abubakar Wada. 2024. "Fabrication of High-Performance Asphalt Mixture Using Waterborne Epoxy-Acrylate Resin Modified Emulsified Asphalt (WEREA)" Polymers 16, no. 19: 2743. https://doi.org/10.3390/polym16192743