
Toward Producing Biopolyethylene/Babassu Fiber Biocomposites with Improved Mechanical and Thermomechanical Properties

 , , , , , , and
, , , , , , and
Abstract
1. Introduction
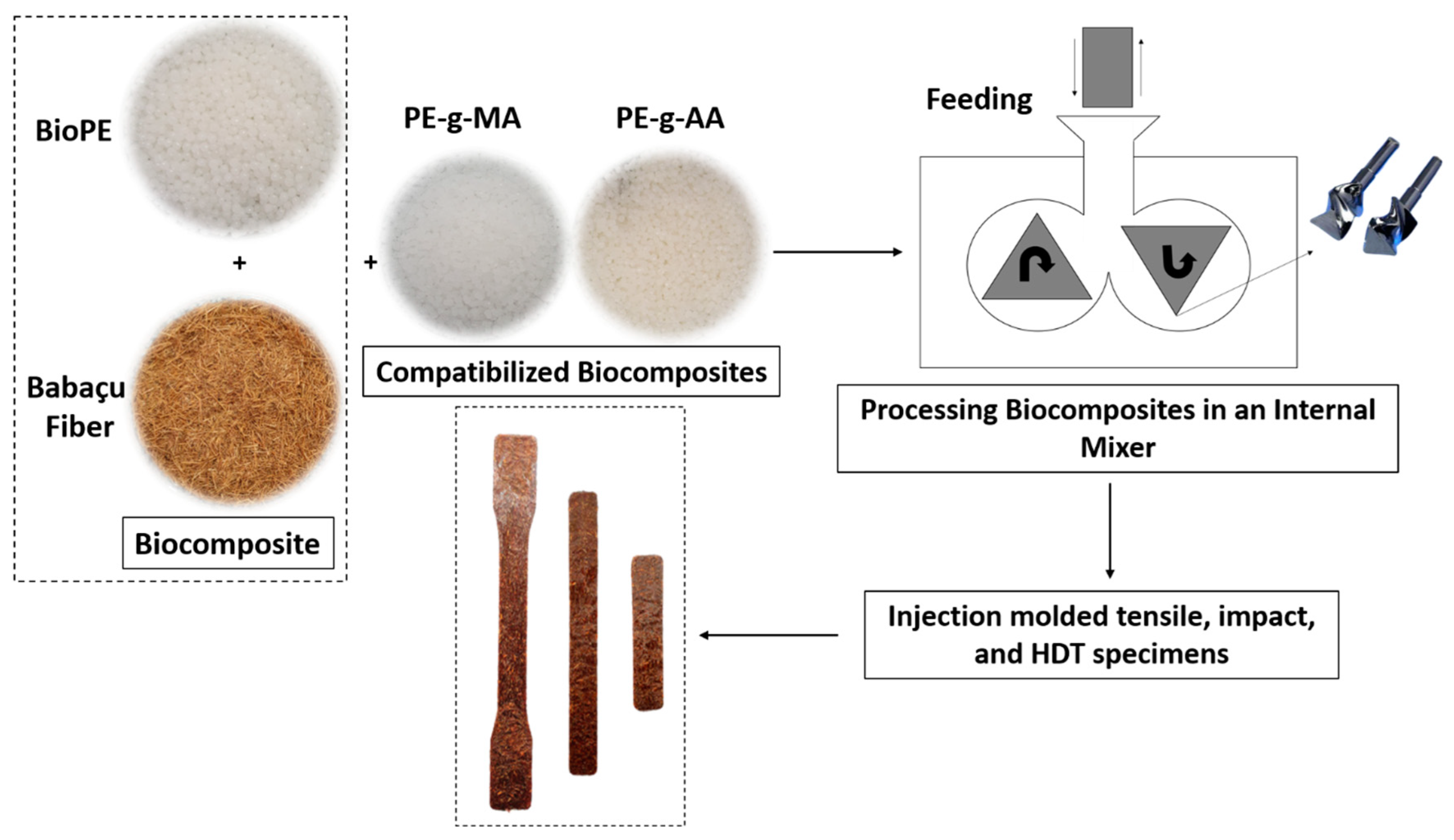
2. Methodology
2.1. Materials
2.2. Methods
2.3. Characterizations
3. Results and Discussion
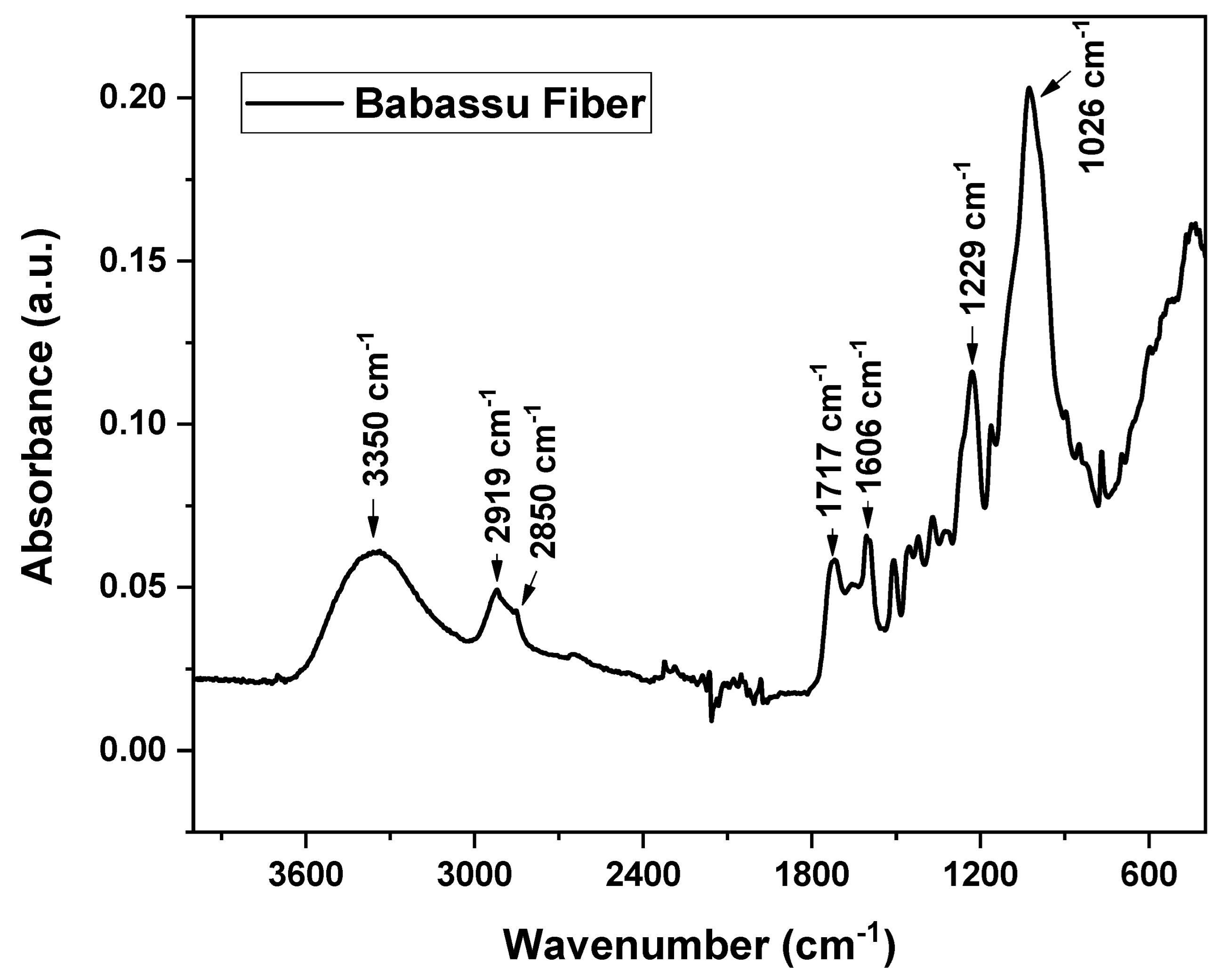
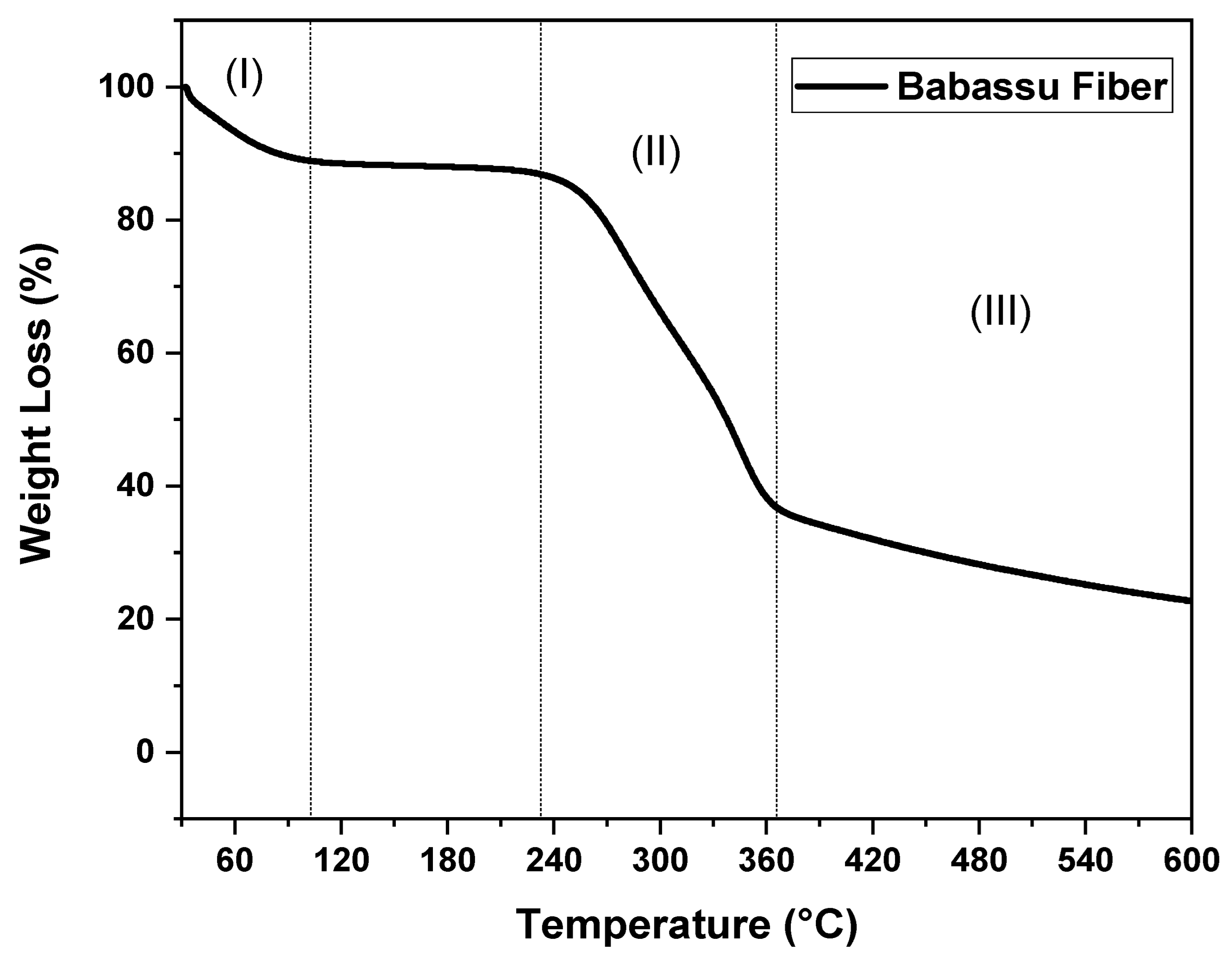
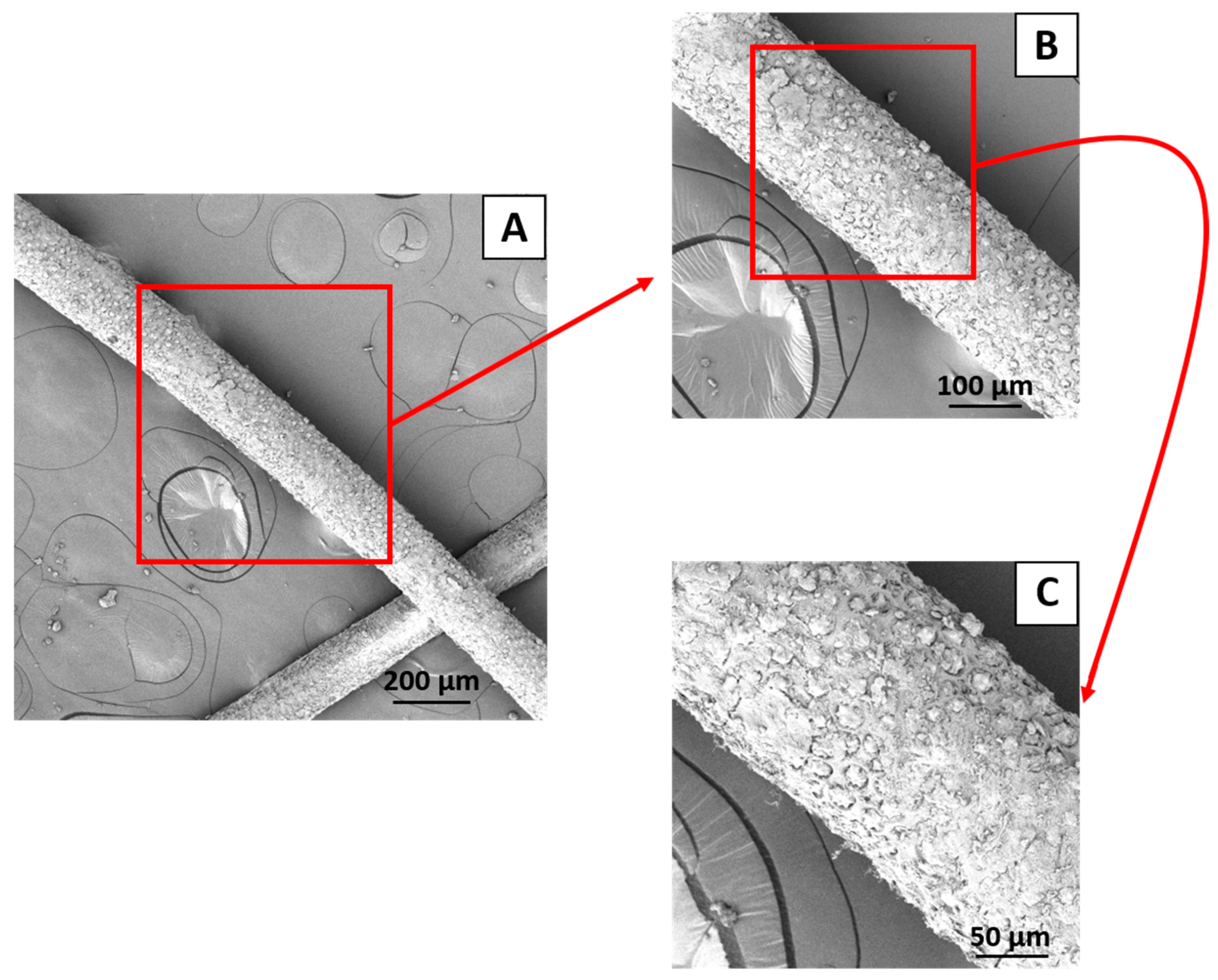
3.1. Characterization of Babassu FIBER
3.1.1. Fourier Transform Infrared Spectroscopy (FTIR)
3.1.2. Thermogravimetry (TGA)
3.1.3. Scanning Electron Microscopy (SEM)
3.2. Characterization of Biocomposites
3.2.1. Torque Rheometry
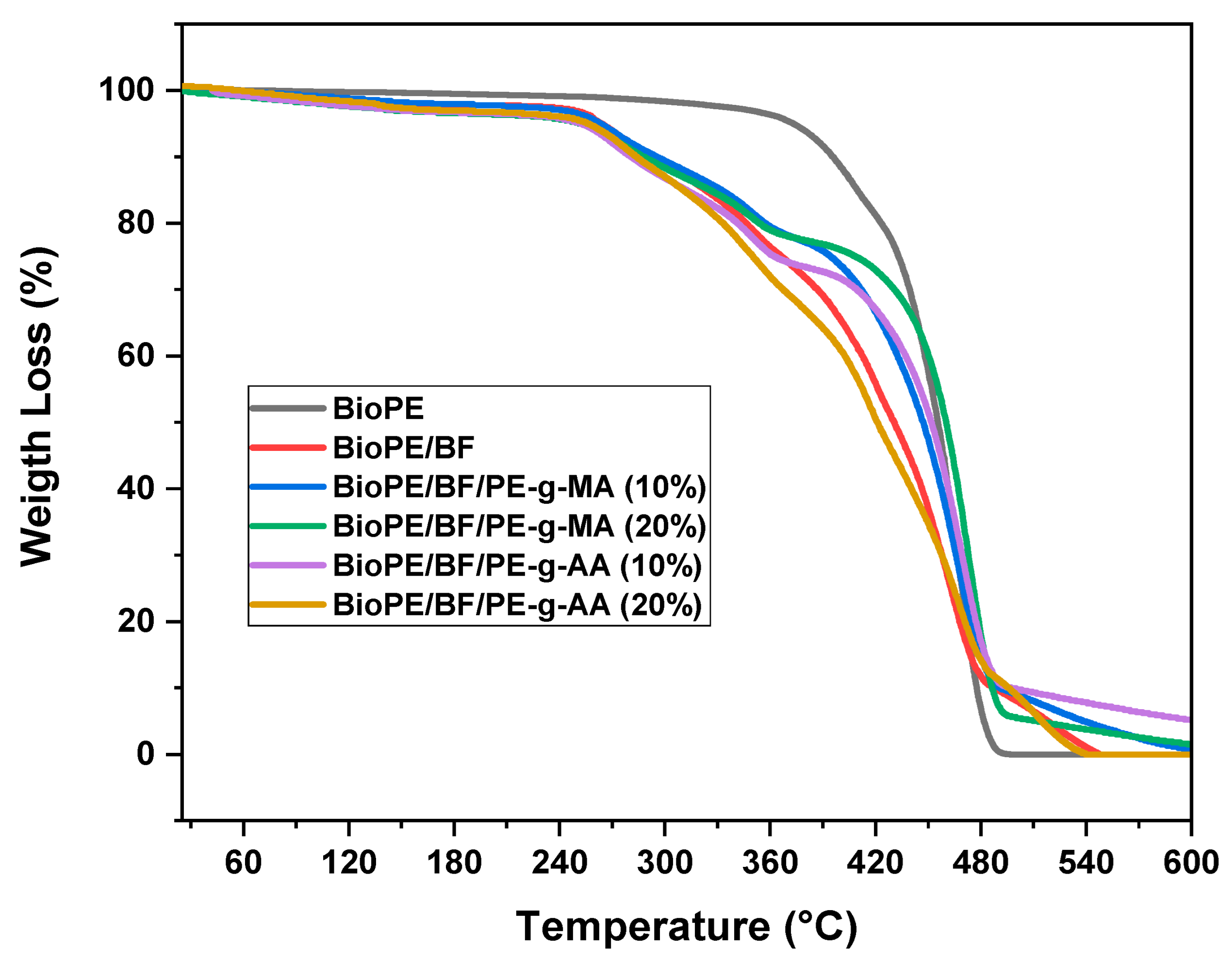
3.2.2. Thermogravimetry (TGA)
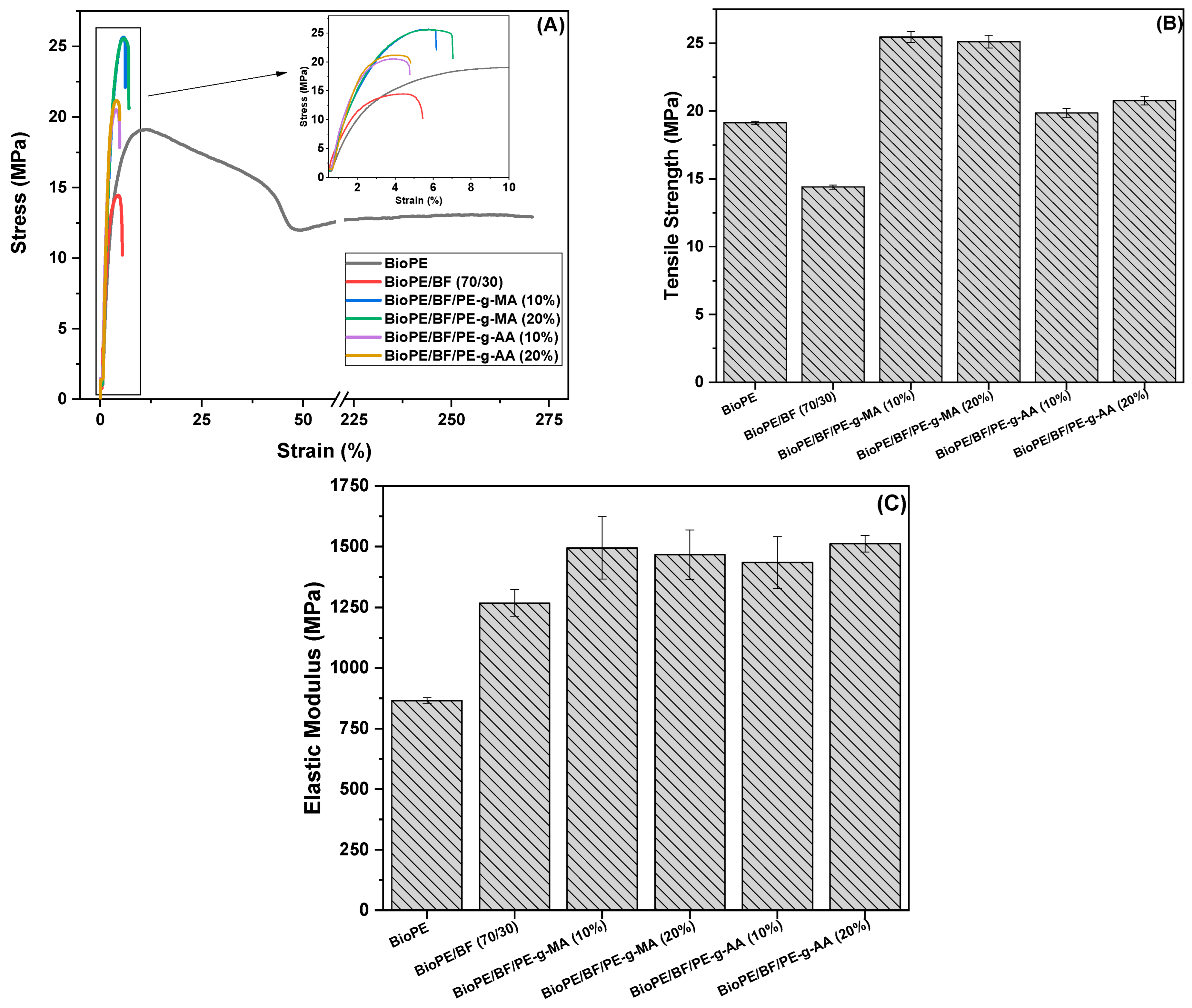
3.2.3. Tensile Test
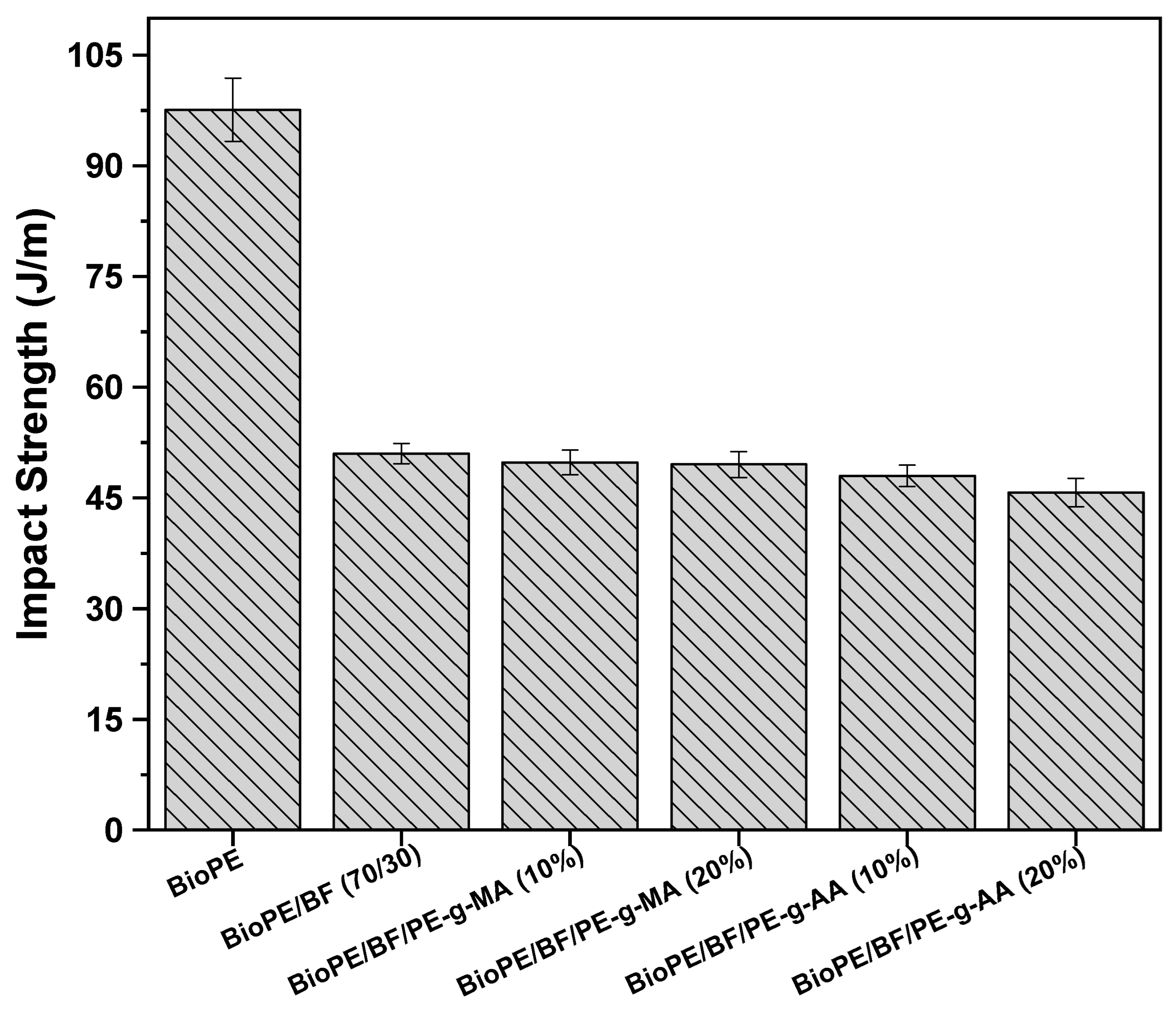
3.2.4. Impact Test
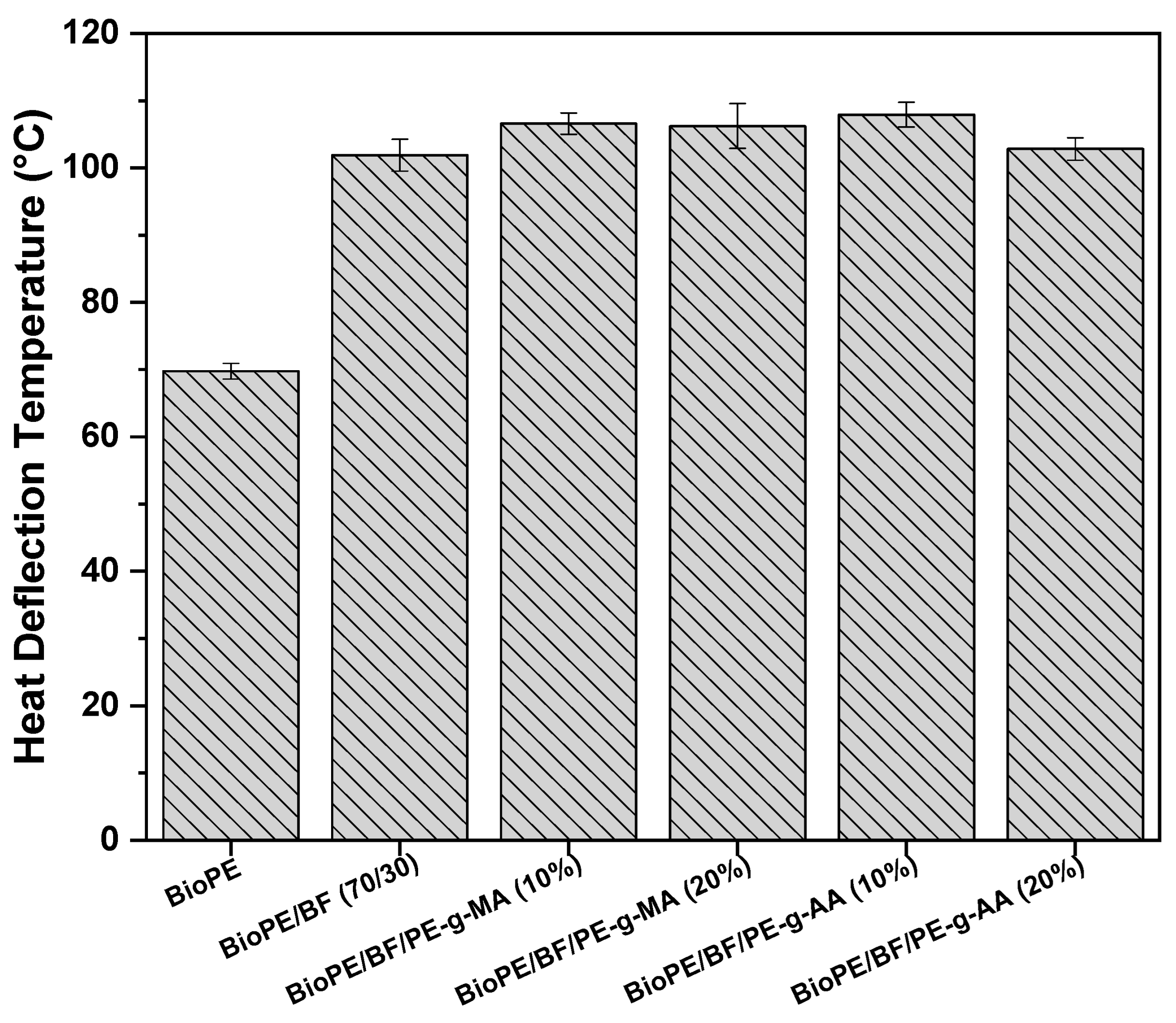
3.2.5. Heat Deflection Temperature (HDT)
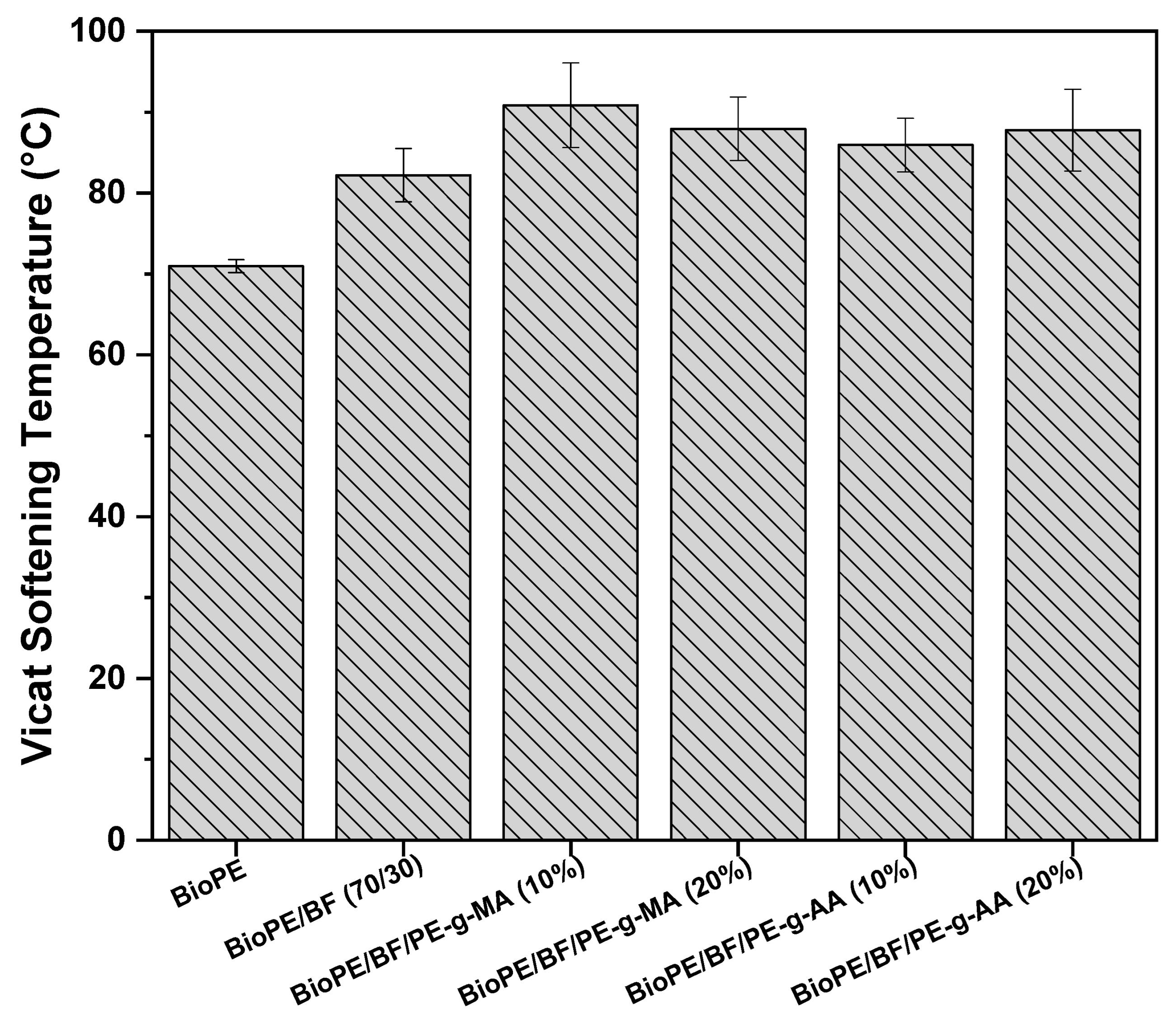
3.2.6. Vicat Softening Temperature (VST)
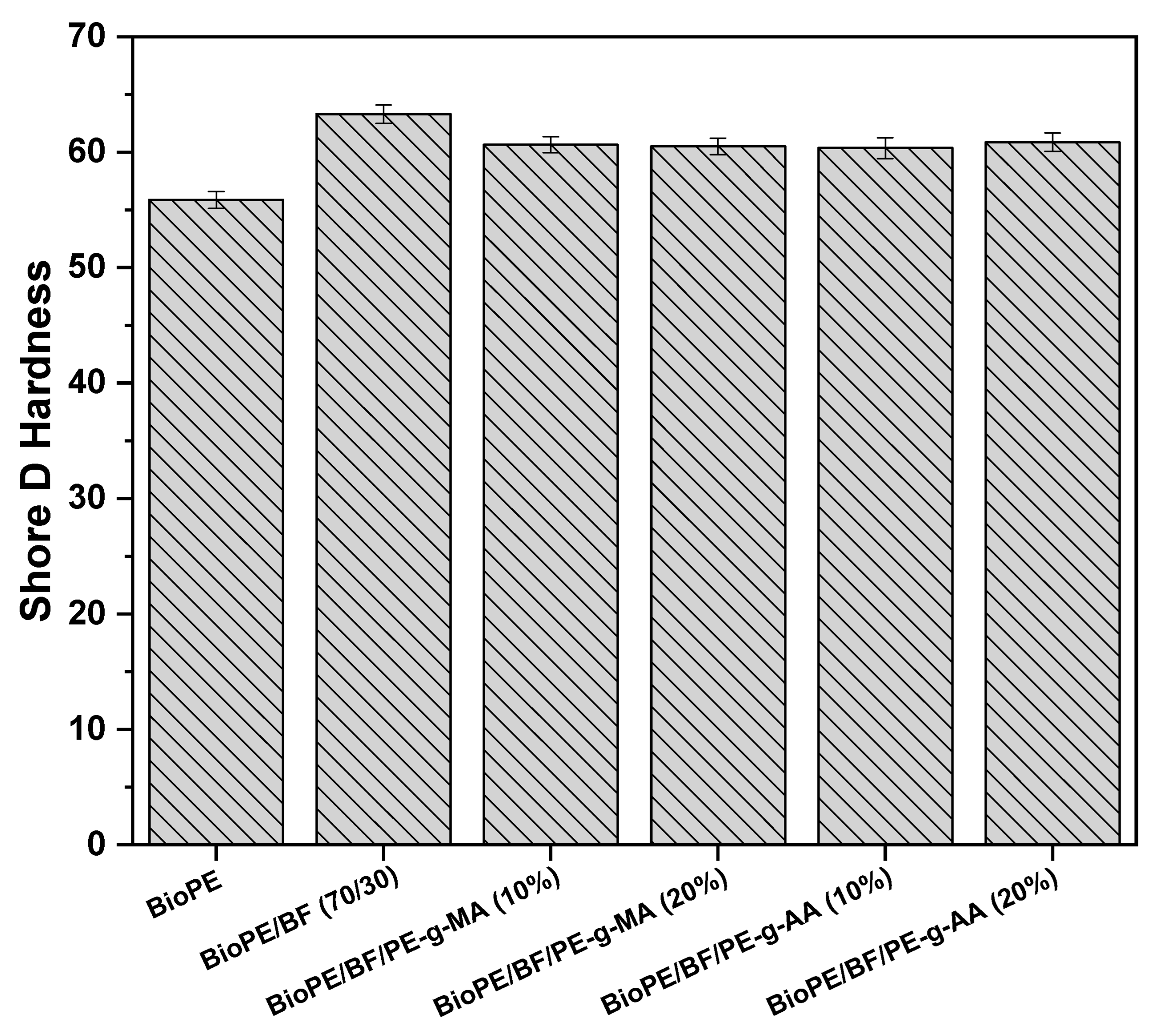
3.2.7. Shore D Hardness
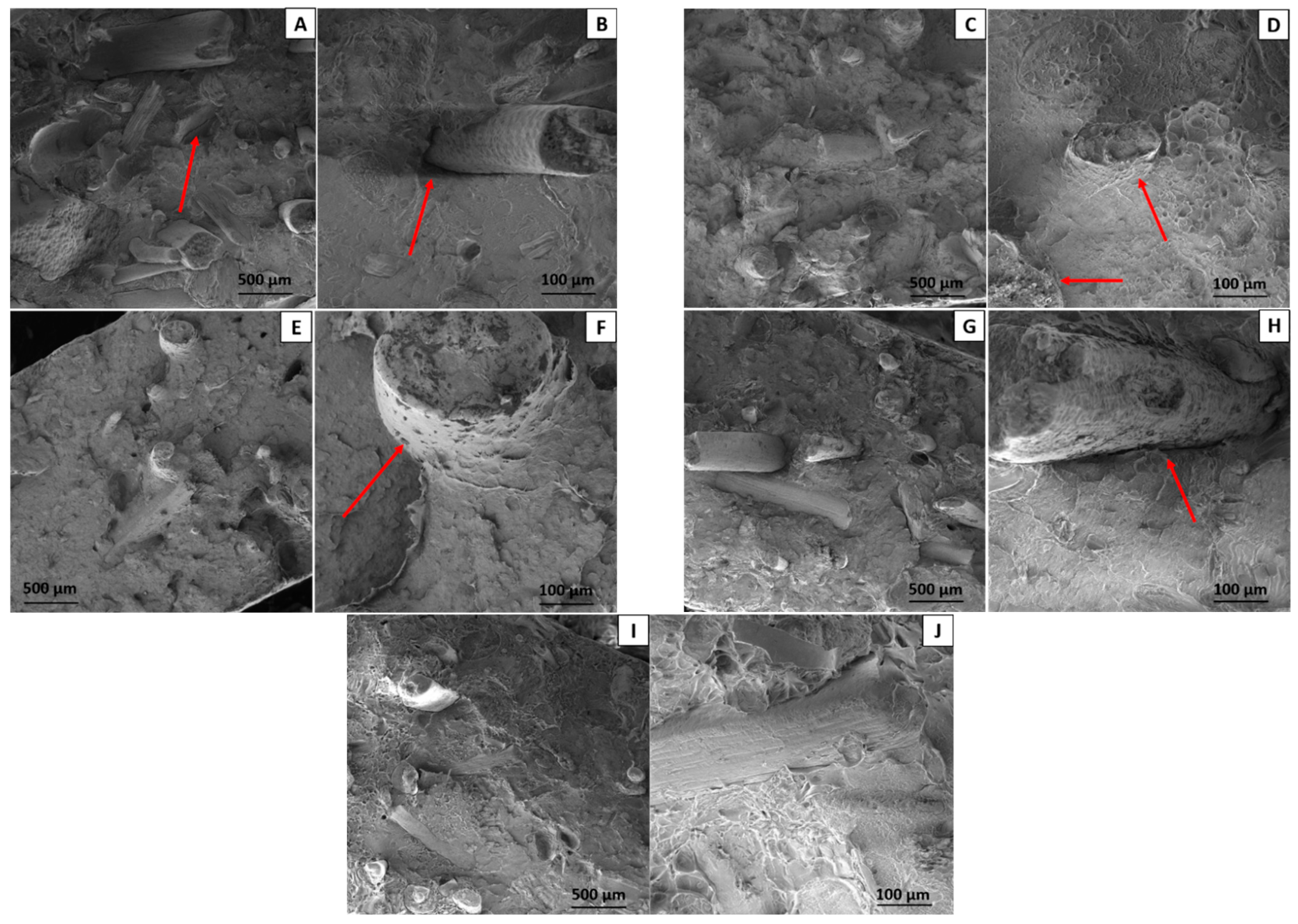
3.2.8. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Robledo-Ortíz, J.R.; González-López, M.E.; Rodrigue, D.; Gutiérrez-Ruiz, J.F.; Prezas-Lara, F.; Pérez-Fonseca, A.A. Improving the compatibility and mechanical properties of natural fibers/green polyethylene biocomposites produced by rotational molding. J. Polym. Environ. 2020, 28, 1040–1049. [Google Scholar] [CrossRef]
- Cheerarot, O.; Saikrasun, S. Effects of different preparation methods (solvent casting and melt blending) on properties of chitosan-filled polylactic acid biocomposite films. J. Elastomers Plast. 2023, 55, 1173–1198. [Google Scholar] [CrossRef]
- Yorseng, K.; Rangappa, S.M.; Pulikkalparambil, H.; Siengchin, S.; Parameswaranpillai, J. Accelerated weathering studies of kenaf/sisal fiber fabric reinforced fully biobased hybrid bioepoxy composites for semi-structural applications: Morphology, thermo-mechanical, water absorption behavior and surface hydrophobicity. Constr. Build. Mater. 2020, 235, 117464. [Google Scholar] [CrossRef]
- Moriana, R.; Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Improved thermo-mechanical properties by the addition of natural fibres in starch-based sustainable biocomposites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 30–40. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [PubMed]
- De Lemos, A.L.; Mauss, C.J.; Santana, R.M.C. Characterization of natural fibers: Wood, sugarcane and babassu for use in biocomposites. Cellul. Chem. Technol. 2017, 51, 711–718. [Google Scholar]
- Nicácio, P.H.; Severo, A.M.; Barros, A.B.; Albuquerque, A.K.; Wellen, R.M.; Koschek, K. Approaches on the complex crystallization in PLA/Babassu based on modulated differential scanning calorimetry analyses. J. Polym. Environ. 2022, 30, 3840–3851. [Google Scholar] [CrossRef]
- Beber, V.C.; De Barros, S.; Banea, M.D.; Brede, M.; De Carvalho, L.H.; Hoffmann, R.; Costa, A.R.M.; Barros, E.B.; Silva, I.D.S.; Haag, K.; et al. Effect of babassu natural filler on PBAT/PHB biodegradable blends: An investigation of thermal, mechanical, and morphological behavior. Materials 2018, 11, 820. [Google Scholar] [CrossRef]
- Reul, L.T.; Pereira, C.A.; Sousa, F.M.; Santos, R.M.; Carvalho, L.H.; Canedo, E.L. Polycaprolactone/babassu compounds: Rheological, thermal, and morphological characteristics. Polym. Compos. 2019, 40, E540–E549. [Google Scholar] [CrossRef]
- Schäfer, H.; Reul, L.T.; Souza, F.M.; Wellen, R.M.; Carvalho, L.H.; Koschek, K.; Canedo, E.L. Crystallization behavior of polycaprolactone/babassu compounds. J. Therm. Anal. Calorim. 2021, 143, 2963–2972. [Google Scholar] [CrossRef]
- Trivedi, A.K.; Gupta, M.K.; Singh, H. PLA Based Biocomposites for Sustainable Products: A Review. Adv. Ind. Eng. Polym. Res. 2023, 6, 382–395. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Norrrahim, M.N.F.; Misenan, M.S.M.; Jenol, M.A.; Samsudin, S.A.; Nurazzi, N.M.; Asyraf, M.R.M.; Supian, A.B.M.; Bangar, S.P.; et al. Natural fiber-reinforced polycaprolactone green and hybrid biocomposites for various advanced applications. Polymers 2022, 14, 182. [Google Scholar] [CrossRef] [PubMed]
- Taktak, I.; Mansouri, A.; Souissi, S.; Etoh, M.A.; Elloumi, A. Biocomposites films based on polylactic acid and olive wood-flour: Investigation on physical, thermal and mechanical properties. J. Elastomers Plast. 2023, 55, 597–612. [Google Scholar] [CrossRef]
- Aykanat, O.; Ermeydan, M.A. Production of basalt/wood fiber reinforced polylactic acid hybrid biocomposites and investigation of performance features including insulation properties. Polym. Compos. 2022, 43, 3519–3530. [Google Scholar] [CrossRef]
- Zeghlouli, J.; Schiavone, N.; Askanian, H.; Guendouz, A.; El Modafar, C.; Michaud, P.; Delattre, C. Thermal, Morphological and Mechanical Properties of a BioPE Matrix Composite: Case of Shell, Pulp, and Argan Cake as Biofillers. Materials 2023, 16, 2241. [Google Scholar] [CrossRef]
- Tham, M.W. Biocomposites based on poly (lactic acid) matrix and reinforced with natural fiber fabrics: The effect of fiber type and compatibilizer content. Polym. Compos. 2022, 43, 4191–4209. [Google Scholar] [CrossRef]
- Luna, P.; Lizarazo-Marriaga, J.M. Fibras naturales como refuerzo en materiales compuestos de matriz polimérica. Momento 2022, 65, 65–79. [Google Scholar] [CrossRef]
- Hasan, K.F.; Horváth, P.G.; Bak, M.; Alpár, T. A state-of-the-art review on coir fiber-reinforced biocomposites. RSC Adv. 2021, 11, 10548–10571. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Kannan, C.S.; Ramesh, R.; Raviram, R.; Aadithya, M. Study of mechanical properties of sustainable biocomposite panels using Jute-PLA and Sisal-PLA. Mater. Today Proc. 2023, 24, 1–6. [Google Scholar]
- Hanken, R.B.; Arimateia, R.R.; Farias, G.M.; Agrawal, P.; Santana, L.N.; FREITAS, D.M.; de Melo, T.J. Effect of natural and expanded vermiculite clays on the properties of eco-friendly biopolyethylene-vermiculite clay biocomposites. Compos. Part B Eng. 2019, 175, 107184. [Google Scholar] [CrossRef]
- Ehman, N.V.; Ita-Nagy, D.; Felissia, F.E.; Vallejos, M.E.; Quispe, I.; Area, M.C.; Chinga-Carrasco, G. Biocomposites of bio-polyethylene reinforced with a hydrothermal-alkaline sugarcane bagasse pulp and coupled with a bio-based compatibilizer. Molecules 2020, 25, 2158. [Google Scholar] [CrossRef] [PubMed]
- Siracusa, V.; Blanco, I. Bio-polyethylene (Bio-PE), Bio-polypropylene (Bio-PP) and Bio-poly (ethylene terephthalate) (Bio-PET): Recent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.M.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Aisyah, H.A.; Rafiqah, S.A.; Sabaruddin, F.A.; Kamarudin, S.H.; Norrrahim, M.N.F.; Liuas, A.A.; et al. A review on natural fiber reinforced polymer composite for bullet proof and ballistic applications. Polymers 2021, 13, 646. [Google Scholar] [CrossRef]
- Fajraoui, A.; Bouzidi, M.; Omrani, N.; Lacoste, C.; Belghith, H.; Gargouri, A.; Elloumi, A. Enzymatic treatments of pine wood flour for high-density polyethylene composites: Impact on thermomechanical, aging, and wear behavior. J. Elastomers Plast. 2023, 55, 917–936. [Google Scholar] [CrossRef]
- Albinante, S.R.; Pacheco, E.B.A.V.; Visconte, L.L.Y. Revisão dos tratamentos químicos da fibra natural para mistura com poliolefinas. Química Nova 2013, 36, 114–122. [Google Scholar] [CrossRef]
- Effah, B.; Van Reenen, A.; Meincken, M. Mechanical properties of wood-plastic composites made from various wood species with different compatibilisers. Eur. J. Wood Wood Prod. 2018, 76, 57–68. [Google Scholar] [CrossRef]
- Xanthopoulou, E.; Chrysafi, I.; Polychronidis, P.; Zamboulis, A.; Bikiaris, D.N. Evaluation of eco-friendly hemp-fiber-reinforced recycled HDPE composites. J. Compos. Sci. 2023, 7, 138. [Google Scholar] [CrossRef]
- Zhao, X.; Li, R.K.; Bai, S.-L. Mechanical properties of sisal fiber reinforced high density polyethylene composites: Effect of fiber content, interfacial compatibilization, and manufacturing process. Compos. Part A Appl. Sci. Manuf. 2014, 65, 169–174. [Google Scholar] [CrossRef]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2014.
- ASTM D256; Standard Test Methods for Determining the Izod Pendulum Impact Strength of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- ASTM D 648; Deflection of Plastics Under Flexual Load. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- ASTM D1525; Standard Test Method for Vicat Softening Temperature of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2000.
- ASTM D2240; Standard Test Method for Rubber Property—Durometer Hardness. American Society for Testing and Materials: West Conshohocken, PA, USA, 2016.
- Belouadah, Z.; Ati, A.; Rokbi, M. Characterization of new natural cellulosic fiber from Lygeum spartum L. Carbohydr. Polym. 2015, 134, 429–437. [Google Scholar] [CrossRef]
- Chaves, Y.S.; Da Silveira, P.H.P.; Neuba, L.D.M.; Junio, R.F.P.; Ribeiro, M.P.; Monteiro, S.N.; Nascimento, L.F.C. Evaluation of the density, mechanical, thermal and chemical properties of babassu fibers (Attalea speciosa.) for potential composite reinforcement. J. Mater. Res. Technol. 2023, 23, 2089–2100. [Google Scholar] [CrossRef]
- Nascimento, E.P.; Luna, C.B.B.; Ferreira, E.S.B.; Dos Santos Filho, E.A.; Siqueira, D.D.; Wellen, R.M.R.; Araújo, E.M. Extraction of natural fibers of Catole coconut (Syagrus Cearensis): Application as reinforcing filler in polypropylene-based composites. Polym. Compos. 2023, 44, 5891–5909. [Google Scholar] [CrossRef]
- Tserki, V.; Zafeiropoulos, N.E.; Simon, F.; Panayiotou, C. A study of the effect of acetylation and propionylation surface treatments on natural fibres. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1110–1118. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Valenza, A.J.C.P. Characterization of a new natural fiber from Arundo donax L. as potential reinforcement of polymer composites. Carbohydr. Polym. 2014, 106, 77–83. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.T.; Netravali, A.N. Mechanical and thermal properties of sisal fiber-reinforced green composites with soy protein/gelatin resins. J. Biobased Mater. Bioenergy 2010, 4, 338–345. [Google Scholar] [CrossRef]
- Silva, T.T.D.; Silveira, P.H.P.M.D.; Ribeiro, M.P.; Lemos, M.F.; Da Silva, A.P.; Monteiro, S.N.; Nascimento, L.F.C. Thermal and chemical characterization of kenaf fiber (Hibiscus cannabinus) reinforced epoxy matrix composites. Polymers 2021, 13, 2016. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Calado, V.; Rodriguez, R.J.S.; Margem, F.M. Thermogravimetric behavior of natural fibers reinforced polymer composites—An overview. Mater. Sci. Eng. A 2012, 557, 17–28. [Google Scholar] [CrossRef]
- Pilla, S.; Gong, S.; O’Neill, E.; Rowell, R.M.; Krzysik, A.M. Polylactide-pine wood flour composites. Polym. Eng. Sci. 2005, 48, 578–587. [Google Scholar] [CrossRef]
- Marçal, V.S.; Luna, C.B.B.; Araújo, E.M.; Ferreira, E.S.B.; Dos Santos, E.A.F.; Siqueira, D.D. Biopolyethylene/macaíba shell (Acrocomia intumescens) composites compatibilized with PE-g-MA and PE-g-AA: Influence of macaíba oil on processing. Polym. Compos. 2022, 43, 2184–2195. [Google Scholar] [CrossRef]
- Rigail-Cedeño, A.; Lazo, M.; Gaona, J.; Delgado, J.; Tapia-Bastidas, C.V.; Rivas, A.L.; Adrián, E.; Perugachi, R. Processability and Physical Properties of Compatibilized Recycled HDPE/Rice Husk Biocomposites. J. Manuf. Mater. Process. 2022, 6, 67. [Google Scholar] [CrossRef]
- Feng, C.; LI, Z.; Wang, Z.; Wang, B.; Wang, Z. Optimizing torque rheometry parameters for assessing the rheological characteristics and extrusion processability of wood plastic composites. J. Thermoplast. Compos. Mater. 2019, 32, 123–140. [Google Scholar] [CrossRef]
- Demir, H.; Atikler, U.; Balköse, D.; Tihminlioğlu, F. The effect of fiber surface treatments on the tensile and water sorption properties of polypropylene–luffa fiber composites. Compos. Part A Appl. Sci. Manuf. 2006, 37, 447–456. [Google Scholar] [CrossRef]
- Ferreira, E.S.B.; Luna, C.B.B.; Araújo, E.M.; Siqueira, D.D.; Wellen, R.M.R. Polypropylene/wood powder/ethylene propylene diene monomer rubber-maleic anhydride composites: Effect of PP melt flow index on the thermal, mechanical, thermomechanical, water absorption, and morphological parameters. Polym. Compos. 2021, 42, 484–497. [Google Scholar] [CrossRef]
- Poletto, M.; Zeni, M.; Zattera, A.J. Effects of wood flour addition and coupling agent content on mechanical properties of recycled polystyrene/wood flour composites. J. Thermoplast. Compos. Mater. 2012, 25, 821–833. [Google Scholar] [CrossRef]
- Kaymakci, A.; Gulec, T.; Hosseinihashemi, S.K.; Ayrilmis, N. Physical, mechanical and thermal properties of wood/zeolite/plastic hybrid composites. Maderas. Cienc. Y Tecnol. 2017, 19, 339–348. [Google Scholar] [CrossRef]
- Poletto, M. Natural oils as coupling agents in recycled polypropylene wood flour composites: Mechanical, thermal and morphological properties. Polym. Polym. Compos. 2020, 28, 443–450. [Google Scholar] [CrossRef]
- Shamsuri, A.A.; Azid, M.K.A.; Ariff, A.H.M.; Sudari, A.K. Influence of surface treatment on tensile properties of low-density polyethylene/cellulose woven biocomposites: A preliminary study. Polymers 2014, 6, 2345–2356. [Google Scholar] [CrossRef]
- Hristov, V.N.; Vasileva, S.T.; Krumova, M.; Lach, R.; Michler, G.H. Deformation mechanisms and mechanical properties of modified polypropylene/wood fiber composites. Polym. Compos. 2004, 25, 521–526. [Google Scholar] [CrossRef]
- Amornsakchai, T.; Duangsuwan, S. Upcycling of HDPE Milk Bottles into High-Stiffness, High-HDT Composites with Pineapple Leaf Waste Materials. Polymers 2023, 15, 4697. [Google Scholar] [CrossRef]
- Li, X.; Zhu, C.; Wang, H.; Xiao, Y.; Lu, X.; Li, Y.; Liu, Z.; Tong, Y.; Qu, J. A novel PLA/P (3HB-co-4HB)/MWCNT composite featuring enhanced mechanical properties and excellent thermal stability based on elongational rheology. Polym. Test. 2022, 114, 107700. [Google Scholar] [CrossRef]
- Zaman, H.U.; Khan, R.A. Acetylation used for natural fiber/polymer composites. J. Thermoplast. Compos. Mater. 2021, 34, 3–23. [Google Scholar] [CrossRef]
- Akil, H.; Omar, M.F.; Mazuki, A.M.; Safiee, S.Z.A.M.; Ishak, Z.M.; Bakar, A.A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Meekum, U. Manufacturing of wood plastic composite from polyethylene/poly (ethylene terephthalate) waste/ultra high molecular weight polyethylene blends and rice husk fiber: Effect of blends ratio and peroxide/silane crosslink system. J. Thermoplast. Compos. Mater. 2023, 37, 28–65. [Google Scholar] [CrossRef]
- Darshan, G.; Kumar, R.; Chakraphani, M.V. Studies on vicat softening point. Int. J. Innov. Res. Sci. Eng. Technol. 2017, 6, 147–152. [Google Scholar]
- Satapathy, S.; Kothapalli, R.V.S. Mechanical, dynamic mechanical and thermal properties of banana fiber/recycled high density polyethylene biocomposites filled with flyash cenospheres. J. Polym. Environ. 2018, 26, 200–213. [Google Scholar] [CrossRef]
- Oksman, K.; Clemons, C. Mechanical properties and morphology of impact modified polypropylene–wood flour composites. J. Appl. Polym. Sci. 1998, 67, 1503–1513. [Google Scholar] [CrossRef]
- Keledi, G.; Sudár, A.; Burgstaller, C.; Renner, K.; Móczó, J.; Pukánszky, B. Tensile and impact properties of three-component PP/wood/elastomer composites. Express Polym. Lett. 2012, 6, 224–236. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | BioPE (%) | Babassu Fiber (%) | PE-g-MA (%) | PE-g-AA (%) |
|---|---|---|---|---|
| BioPE | 100 | - | - | - |
| BioPE/BF | 70 | 30 | - | - |
| BioPE/BF/PE-g-MA | 60 | 30 | 10 | - |
| BioPE/BF/PE-g-MA | 50 | 30 | 20 | - |
| BioPE/BF/PE-g-AA | 60 | 30 | - | 10 |
| BioPE/BF/PE-g-AA | 50 | 30 | - | 20 |
| Samples | TD10% (°C) | TD50% (°C) | Residue at 600 °C (%) |
|---|---|---|---|
| BioPE | 395 | 455 | 0.0 |
| BioPE/BF | 292 | 430 | 0.0 |
| BioPE/BF/PE-g-MA (10%) | 295 | 447 | 0.6 |
| BioPE/BF/PE-g-MA (20%) | 287 | 460 | 1.4 |
| BioPE/BF/PE-g-AA (10%) | 280 | 451 | 5.0 |
| BioPE/BF/PE-g-AA (20%) | 283 | 430 | 0.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, E.d.S.B.; da Silva, F.S.; Luna, C.B.B.; Costa, A.R.d.M.; de Sousa, F.M.; de Carvalho, L.H.; Wellen, R.M.R.; Araújo, E.M. Toward Producing Biopolyethylene/Babassu Fiber Biocomposites with Improved Mechanical and Thermomechanical Properties. Polymers 2024, 16, 419. https://doi.org/10.3390/polym16030419
Ferreira EdSB, da Silva FS, Luna CBB, Costa ARdM, de Sousa FM, de Carvalho LH, Wellen RMR, Araújo EM. Toward Producing Biopolyethylene/Babassu Fiber Biocomposites with Improved Mechanical and Thermomechanical Properties. Polymers. 2024; 16(3):419. https://doi.org/10.3390/polym16030419
Chicago/Turabian StyleFerreira, Eduardo da Silva Barbosa, Fabiano Santana da Silva, Carlos Bruno Barreto Luna, Anna Raffaela de Matos Costa, Fernanda Menezes de Sousa, Laura Hecker de Carvalho, Renate Maria Ramos Wellen, and Edcleide Maria Araújo. 2024. "Toward Producing Biopolyethylene/Babassu Fiber Biocomposites with Improved Mechanical and Thermomechanical Properties" Polymers 16, no. 3: 419. https://doi.org/10.3390/polym16030419
APA StyleFerreira, E. d. S. B., da Silva, F. S., Luna, C. B. B., Costa, A. R. d. M., de Sousa, F. M., de Carvalho, L. H., Wellen, R. M. R., & Araújo, E. M. (2024). Toward Producing Biopolyethylene/Babassu Fiber Biocomposites with Improved Mechanical and Thermomechanical Properties. Polymers, 16(3), 419. https://doi.org/10.3390/polym16030419