

High-Performance PEEK/MWCNT Nanocomposites: Combining Enhanced Electrical Conductivity and Nanotube Dispersion


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of PEEK/MWCNT Nanocomposites
2.2.1. Melt-Compounding
2.2.2. Experimental Planning
2.3. Characterization Methods
3. Results and Discussion
3.1. Electrical Percolation Threshold of the Nanocomposites
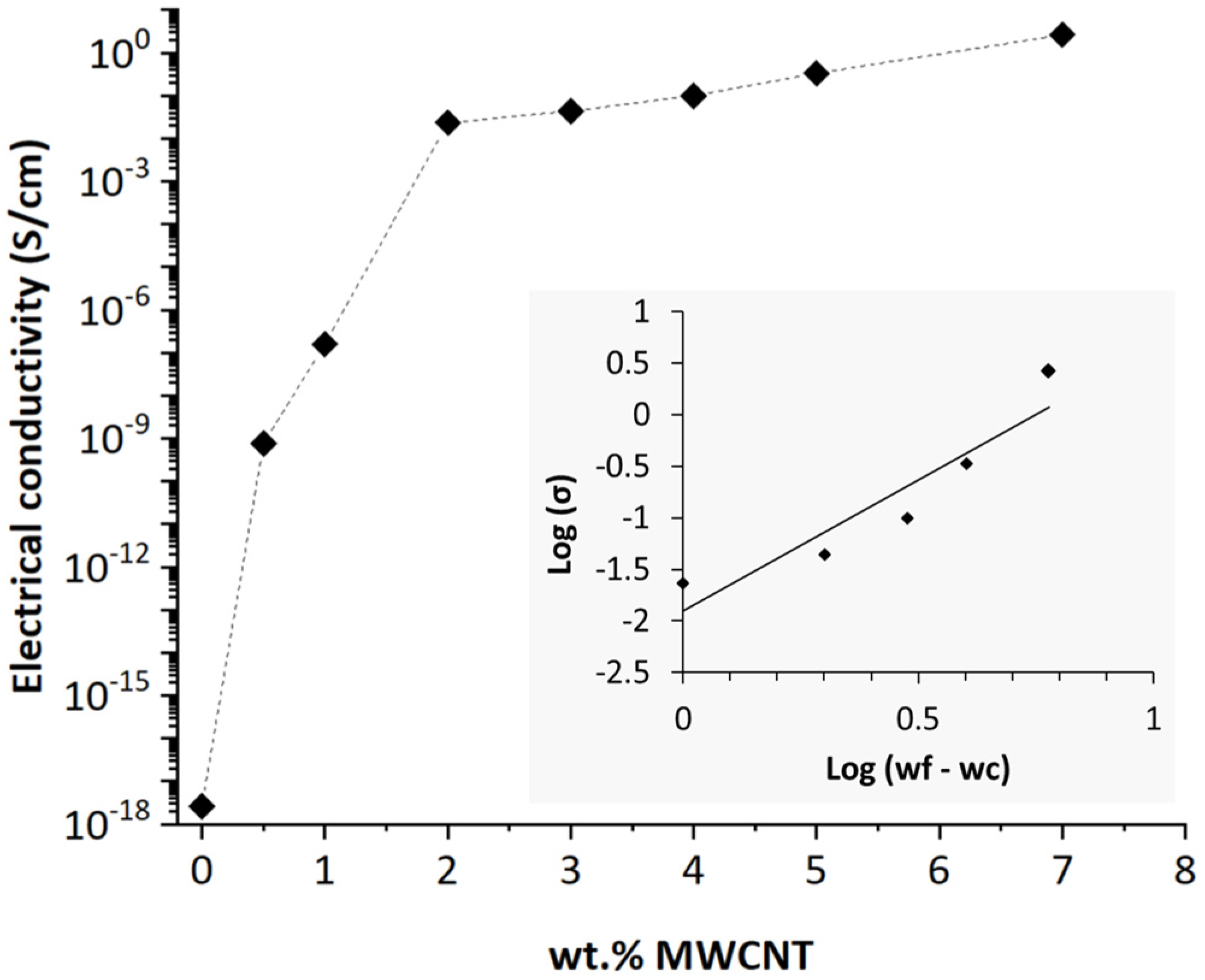
3.1.1. Electrical Conductivity
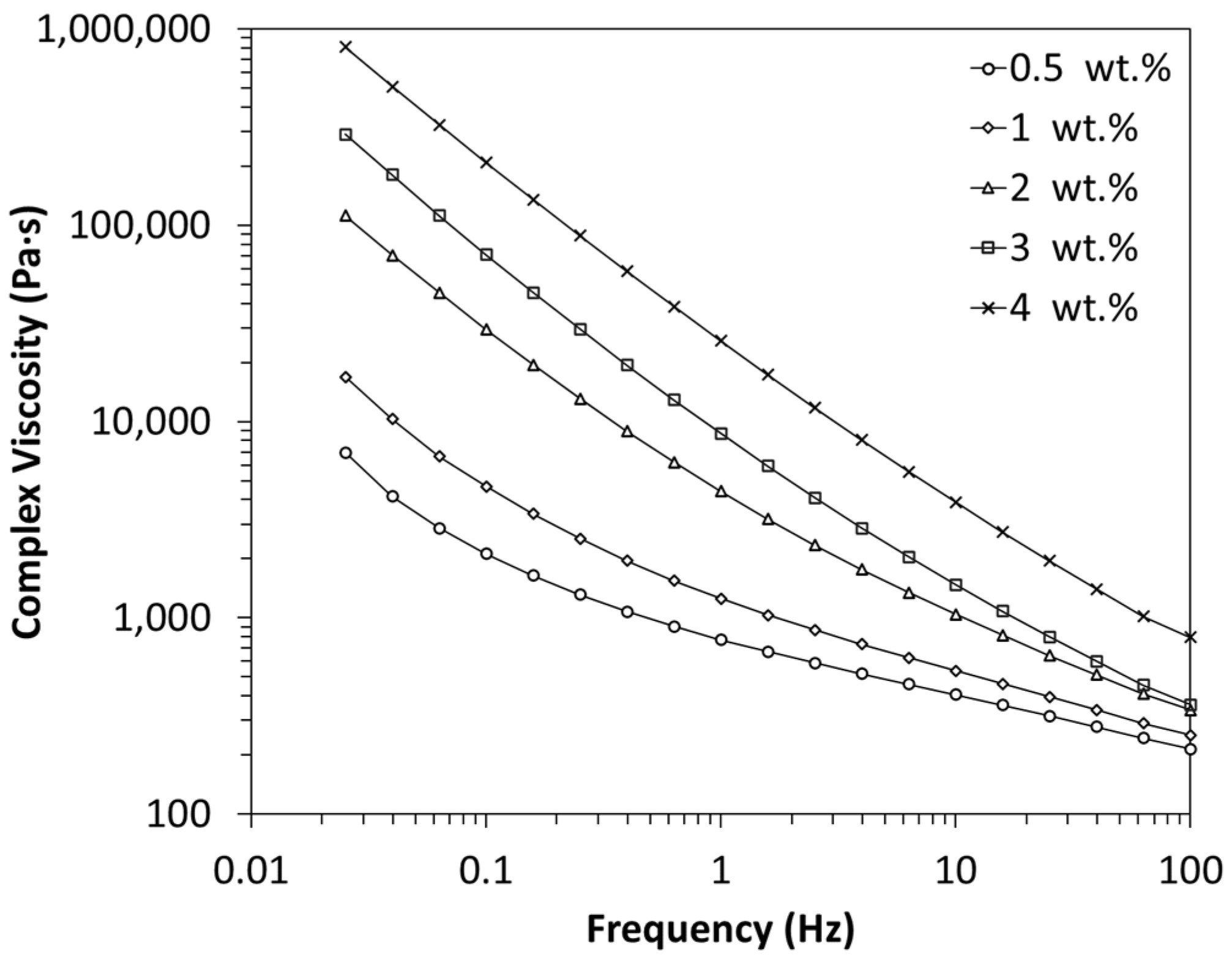
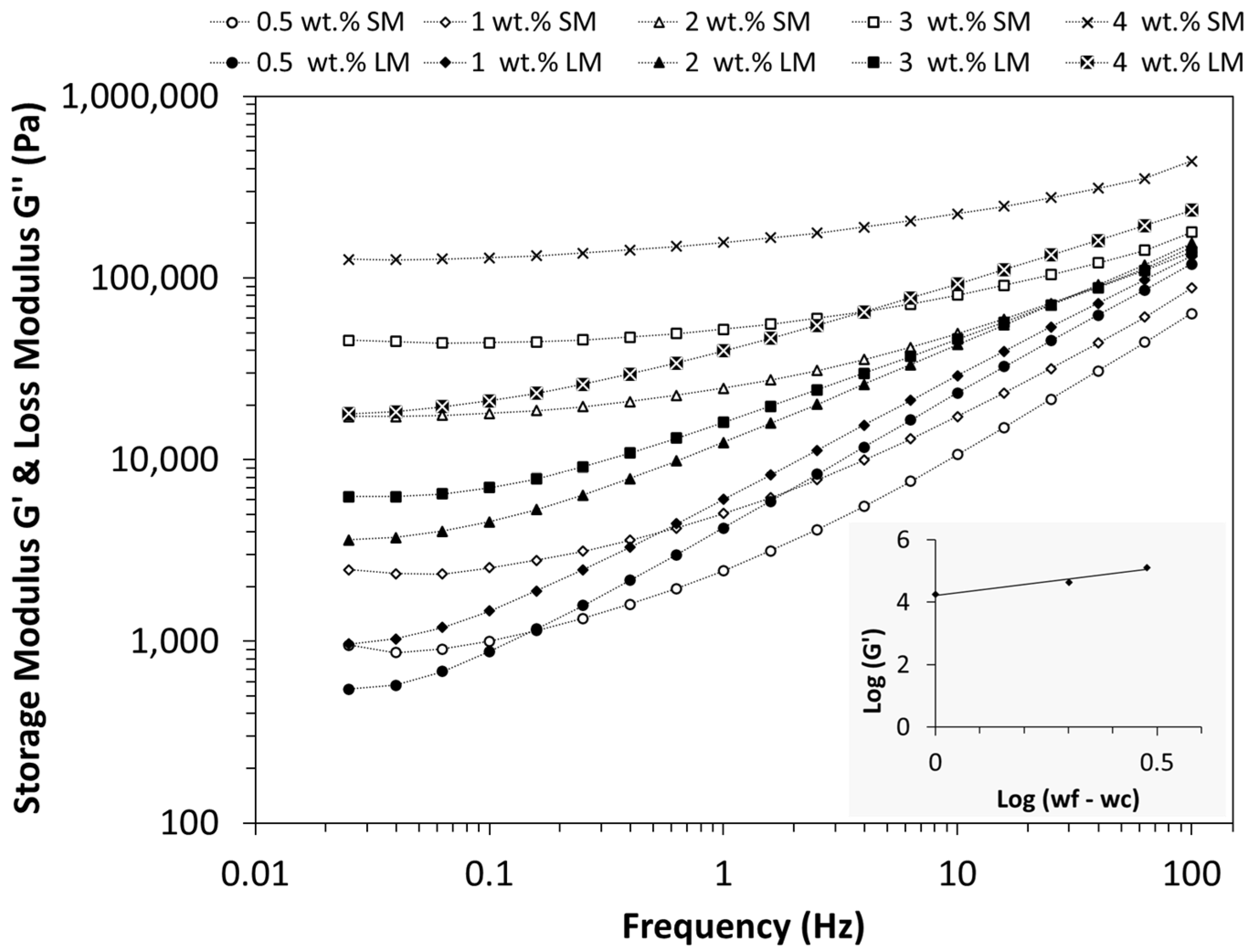
3.1.2. Rheological Properties
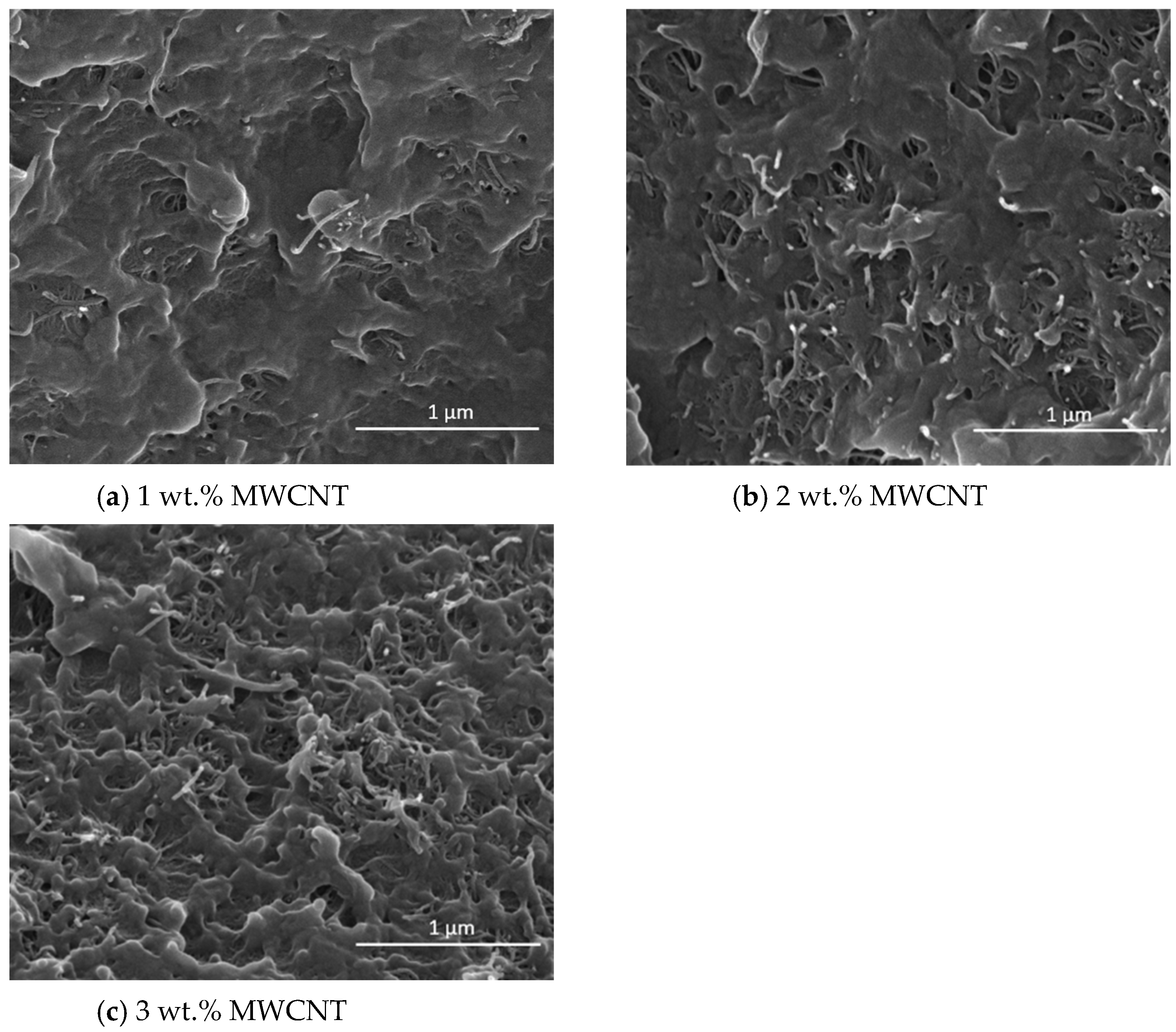
3.1.3. Composites Morphology
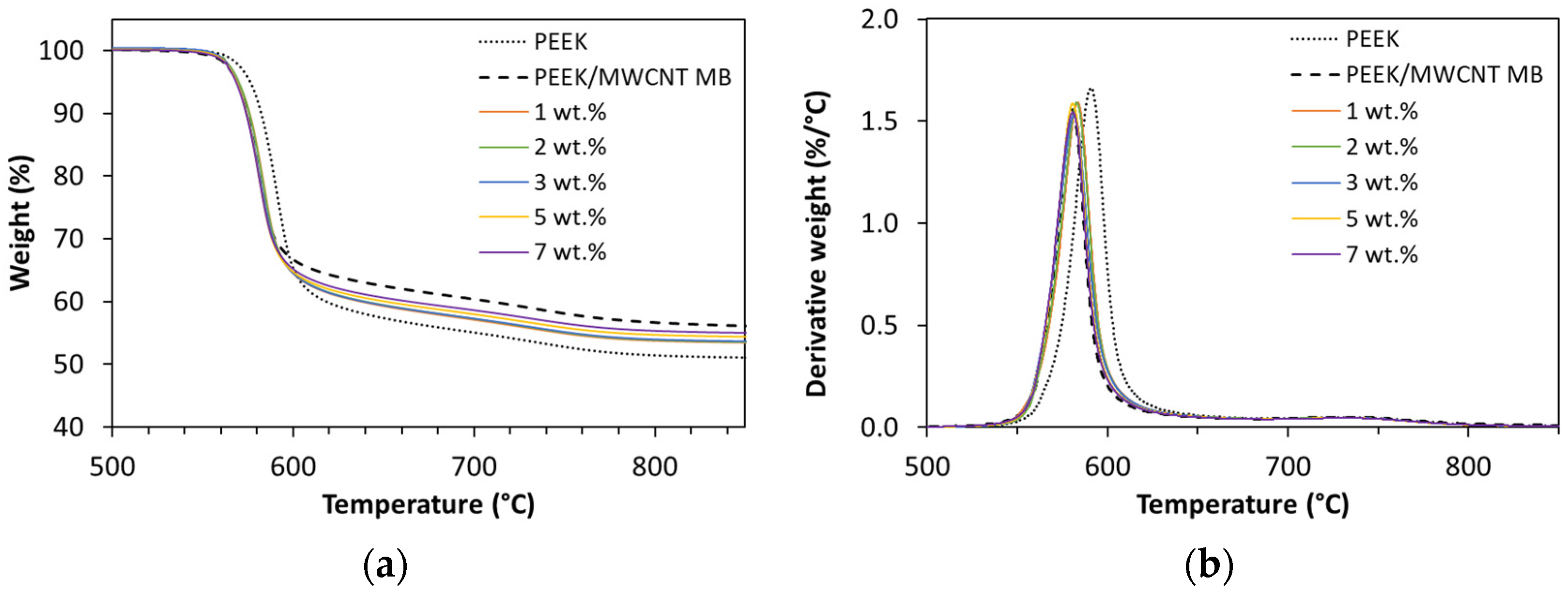
3.1.4. Thermal Stability
3.2. Influence of the Extrusion Conditions
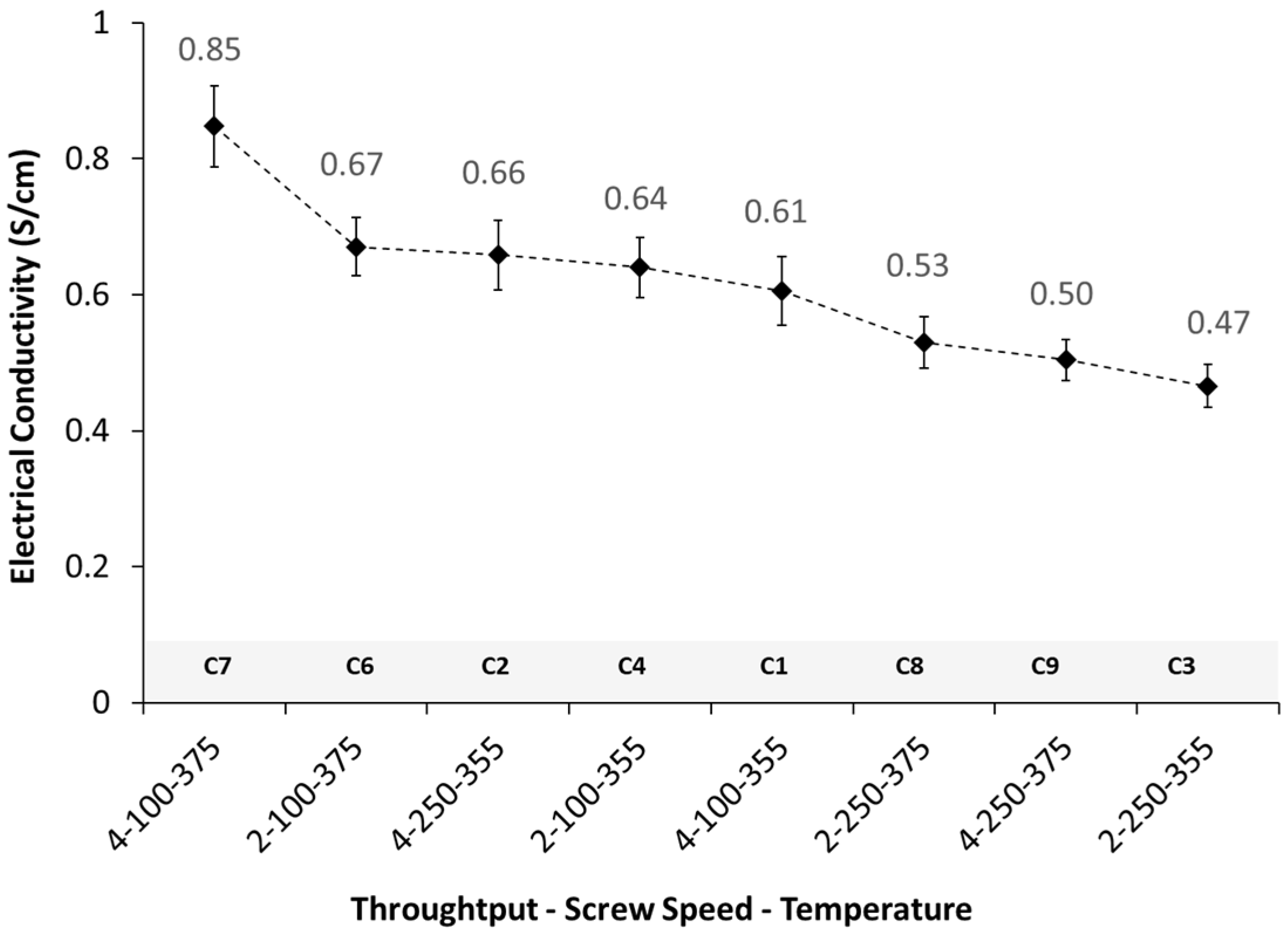
3.2.1. Electrical Conductivity
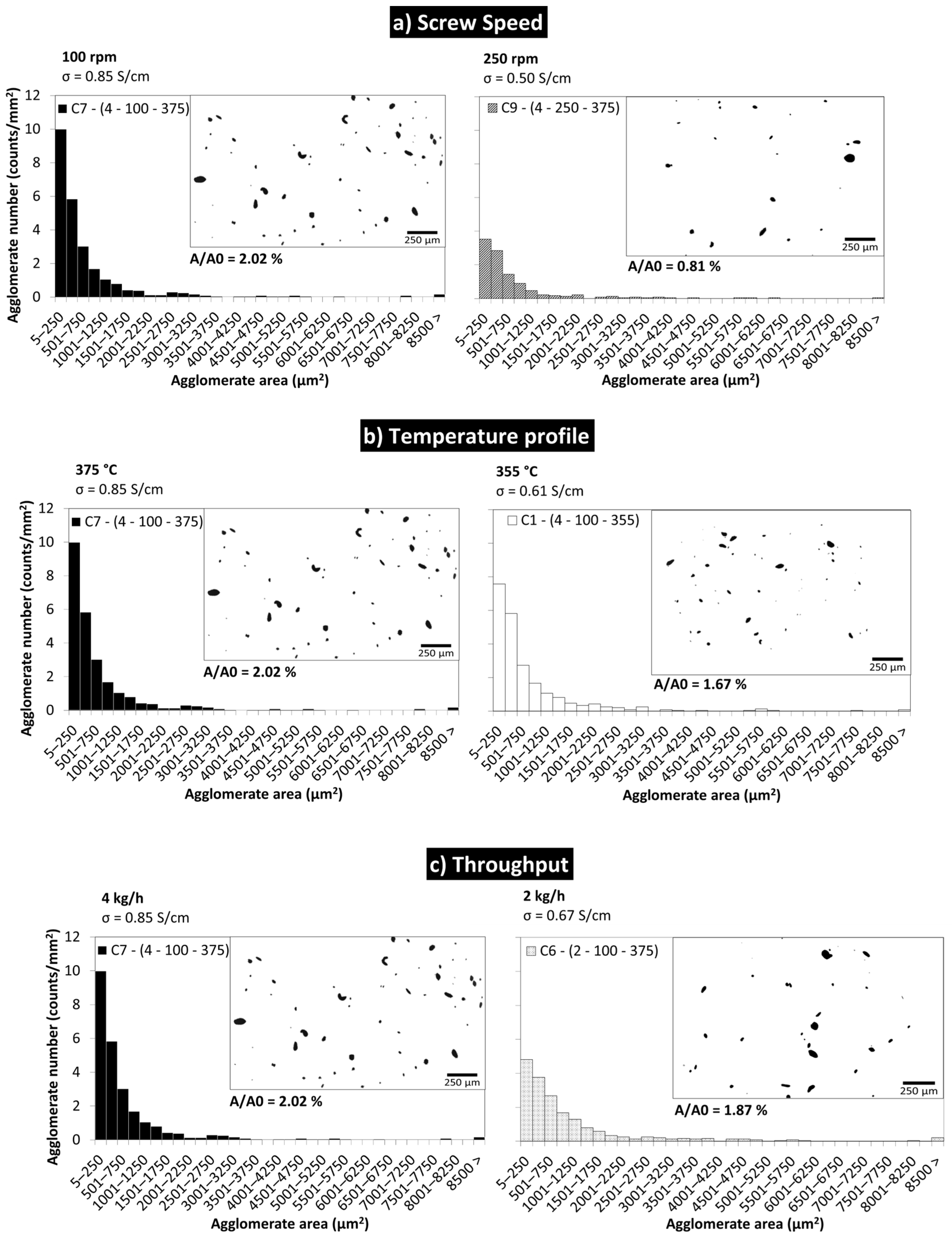
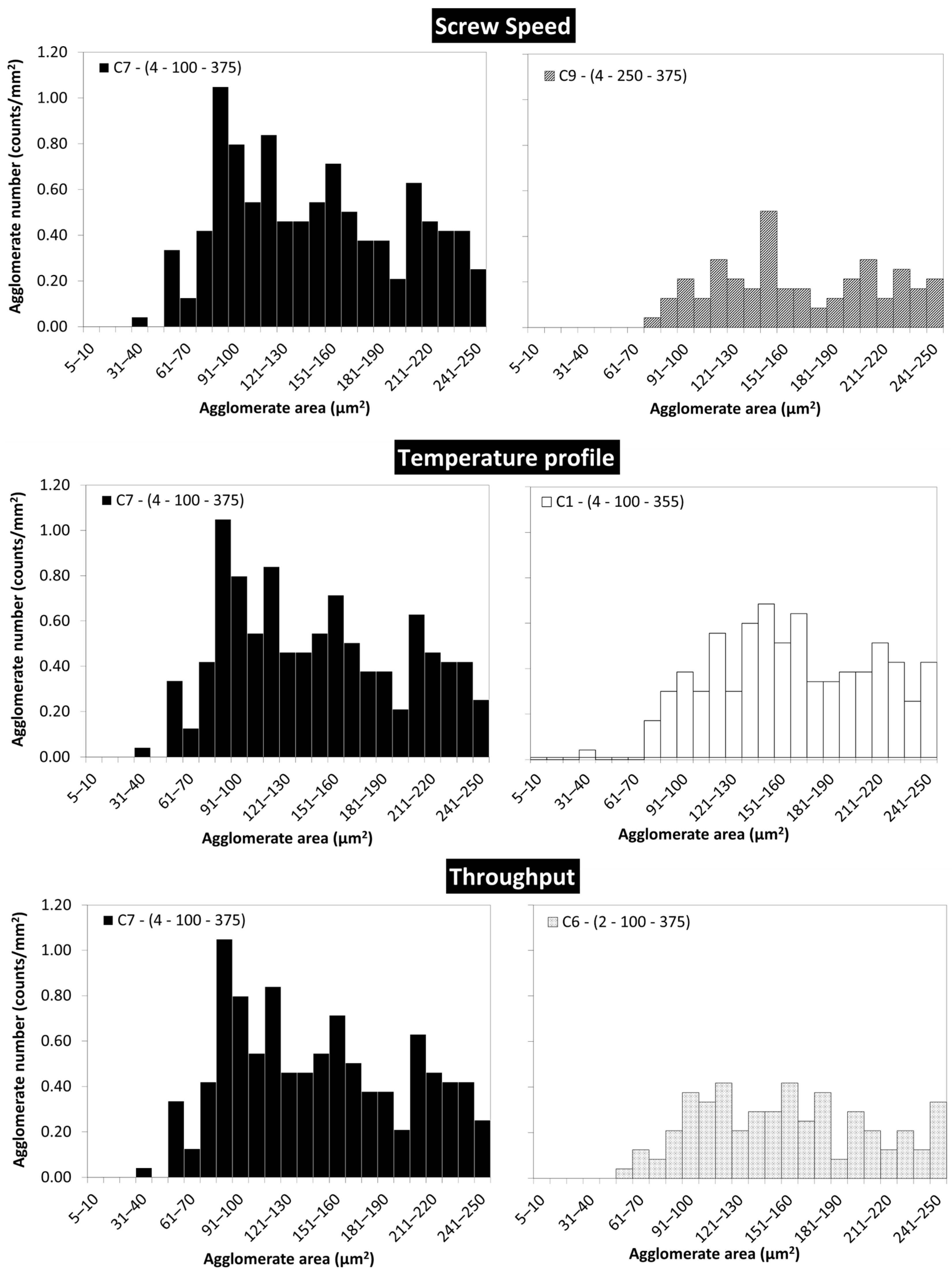
3.2.2. Composites Morphology
3.2.3. Rheological Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X. Carbon nanotube/polyetheretherketone nanocomposites: Mechanical, thermal, and electrical properties. J. Compos. Mater. 2021, 55, 2115–2132. [Google Scholar] [CrossRef]
- Saleem, A.; Frormann, L.; Iqbal, A. High performance thermoplastic composites: Study on the mechanical, thermal, and electrical resistivity properties of carbon fiber-reinforced polyetheretherketone and polyethersulphone. Polym. Compos. 2007, 28, 785–796. [Google Scholar] [CrossRef]
- Mokhtari, M.; Archer, E.; Bloomfield, N.; Harkin-Jones, E.; McIlhagger, A. A review of electrically conductive poly(ether ether ketone) materials. Polym. Int. 2021, 70, 1016–1025. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ferrara, M.; Pigliaru, L.; Allegranza, C.; Nanni, F. Additive manufacturing of polyether ether ketone-based composites for space application: A mini-review. CEAS Space J. 2021, 15, 77–87. [Google Scholar] [CrossRef]
- Thiruchitrambalam, M.; Bubesh Kumar, D.; Shanmugam, D.; Jawaid, M. A review on PEEK composites—Manufacturing methods, properties and applications. Mater. Today Proc. 2020, 33, 1085–1092. [Google Scholar] [CrossRef]
- Yıldız, A.; Emanetoğlu, U.; Yenigun, E.O.; Cebeci, H. Towards optimized carbon nanotubes (CNTs) reinforced polyetherimide (PEI) 3D printed structures: A comparative study on testing standards. Compos. Struct. 2022, 296, 115853. [Google Scholar] [CrossRef]
- Juncong, L.; Shuhu, L.; Aiyun, L.; Wenfang, X.; Junyan, L.; Ping, L.; Lei, S. Research on High-performance PEEK Composites. J. Phys. Conf. Ser. 2023, 2478, 042005. [Google Scholar] [CrossRef]
- Shekar, R.I.; Kotresh, T.M.; Rao, P.M.D.; Kumar, K. Properties of high modulus PEEK yarns for aerospace applications. J. Appl. Polym. Sci. 2009, 112, 2497–2510. [Google Scholar] [CrossRef]
- Searle, O.B.; Pfeiffer, R.H. Victrex® poly(ethersulfone) (PES) and Victrex® poly(etheretherketone) (PEEK): Victrex® Poly(ethersulfone) (PES) and Victrex® Poly(etheretherketone) (PEEK). Polym. Eng. Sci. 1985, 25, 474–476. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Naffakh, M.; González-Domínguez, J.M.; Ansón, A.; Martínez-Rubi, Y.; Martínez, M.T.; Simard, B.; Gómez, M.A. High performance PEEK/carbon nanotube composites compatibilized with polysulfones-I. Structure and thermal properties. Carbon 2010, 48, 3485–3499. [Google Scholar] [CrossRef]
- Arif, M.F.; Alhashmi, H.; Varadarajan, K.M.; Koo, J.H.; Hart, A.J.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Compos. Part B Eng. 2020, 184, 107625. [Google Scholar] [CrossRef]
- Krause, B.; Pötschke, P.; Häußler, L. Influence of small scale melt mixing conditions on electrical resistivity of carbon nanotube-polyamide composites. Compos. Sci. Technol. 2009, 69, 1505–1515. [Google Scholar] [CrossRef]
- Alemour, B.; Badran, O.; Hassan, M.R. A Review of Using Conductive Composite Materials in Solving Lightening Strike and Ice Accumulation Problems in Aviation. J. Aerosp. Technol. Manag. 2019, 11, e1919. [Google Scholar] [CrossRef]
- Tang, Z.-H.; Wang, D.-Y.; Li, Y.-Q.; Huang, P.; Fu, S.-Y. Modeling the synergistic electrical percolation effect of carbon nanotube/graphene/polymer composites. Compos. Sci. Technol. 2022, 225, 109496. [Google Scholar] [CrossRef]
- Guehenec, M.; Tishkova, V.; Dagreou, S.; Leonardi, F.; Derail, C.; Puech, P.; Pons, F.; Gauthier, B.; Cadaux, P.-H.; Bacsa, W. The effect of twin screw extrusion on structural, electrical, and rheological properties in carbon nanotube poly-ether-ether-ketone nanocomposites. J. Appl. Polym. Sci. 2013, 129, 2527–2535. [Google Scholar] [CrossRef]
- Sathyanarayana, S.; Olowojoba, G.; Weiss, P.; Caglar, B.; Pataki, B.; Mikonsaari, I.; Hübner, C.; Henning, F. Compounding of MWCNTs with PS in a Twin-Screw Extruder with Varying Process Parameters: Morphology, Interfacial Behavior, Thermal Stability, Rheology, and Volume Resistivity. Macromol. Mater. Eng. 2013, 298, 89–105. [Google Scholar] [CrossRef]
- Watt, M.R.; Gerhardt, R.A. Factors that Affect Network Formation in Carbon Nanotube Composites and their Resultant Electrical Properties. J. Compos. Sci. 2020, 4, 100. [Google Scholar] [CrossRef]
- Villmow, T.; Kretzschmar, B.; Pötschke, P. Influence of screw configuration, residence time, and specific mechanical energy in twin-screw extrusion of polycaprolactone/multi-walled carbon nanotube composites. Compos. Sci. Technol. 2010, 70, 2045–2055. [Google Scholar] [CrossRef]
- Loos, M. Fundamentals of Polymer Matrix Composites Containing CNTs. In Carbon Nanotube Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2015; pp. 125–170. ISBN 978-1-4557-3195-4. [Google Scholar]
- Mohiuddin, M.; Hoa, S.V. Temperature dependent electrical conductivity of CNT–PEEK composites. Compos. Sci. Technol. 2011, 72, 21–27. [Google Scholar] [CrossRef]
- Bangarusampath, D.S.; Ruckdäschel, H.; Altstädt, V.; Sandler, J.K.W.; Garray, D.; Shaffer, M.S.P. Rheology and properties of melt-processed poly(ether ether ketone)/multi-wall carbon nanotube composites. Polymer 2009, 50, 5803–5811. [Google Scholar] [CrossRef]
- Paleari, L.; Bragaglia, M.; Fabbrocino, F.; Luciano, R.; Nanni, F. Self-Monitoring Performance of 3D-Printed Poly-Ether-Ether-Ketone Carbon Nanotube Composites. Polymers 2022, 15, 8. [Google Scholar] [CrossRef] [PubMed]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Müller, M.T.; Boldt, R.; Pötschke, P. The influence of matrix viscosity on MWCNT dispersion and electrical properties in different thermoplastic nanocomposites. Polymer 2012, 53, 495–504. [Google Scholar] [CrossRef]
- McClory, C.; Pötschke, P.; McNally, T. Influence of Screw Speed on Electrical and Rheological Percolation of Melt-Mixed High-Impact Polystyrene/MWCNT Nanocomposites. Macromol. Mater. Eng. 2011, 296, 59–69. [Google Scholar] [CrossRef]
- Wu, T.; Mei, X.; Liang, L.; Peng, X.; Wang, G.; Zhang, S. Structure-function integrated poly (aryl ether ketone)-grafted MWCNTs/poly (ether ether ketone) composites with low percolation threshold of both conductivity and electromagnetic shielding. Compos. Sci. Technol. 2022, 217, 109032. [Google Scholar] [CrossRef]
- Boyer, F.; Olivier, P.A.; Pons, F.; Cadaux, P.H. Mechanical and electrical behavior of a peek/carbon nanotubes composite. In Proceedings of the ECCM15-15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012; p. 9. [Google Scholar]
- Atienza, Á.A. Effect of Graphene Nanoplatelets and Carbon Nanotubes in PEEK and PEEK/Carbon Fibre Composites. Available online: http://hdl.handle.net/10016/29631 (accessed on 4 September 2023).
- Gonçalves, J.; Lima, P.; Krause, B.; Pötschke, P.; Lafont, U.; Gomes, J.; Abreu, C.; Paiva, M.; Covas, J. Electrically Conductive Polyetheretherketone Nanocomposite Filaments: From Production to Fused Deposition Modeling. Polymers 2018, 10, 925. [Google Scholar] [CrossRef]
- Liu, X. Gekoppelte Rheologisch-Elektrische Untersuchung von Ruß gefüllten Polymer-Kompositen und ihren Strukturen. p. 176. Available online: https://www.researchgate.net/publication/308321852_Coupled_Rheological-Electrical_Investigation_of_Carbon_Black_Filled_Polymer_Composites_and_their_Structures (accessed on 4 September 2023).
- Pötsche, I.P.; Leibniz, A.J.; Bhattacharyya, A.A.; Goering, H. Composites Made from Thermoplastic Polymers with Carbon Nanotubes. Int. Polym. Sci. Technol. 2005, 32, 1–9. [Google Scholar] [CrossRef]
- Pötschke, P.; Dudkin, S.M.; Alig, I. Dielectric spectroscopy on melt processed polycarbonate—Multiwalled carbon nanotube composites. Polymer 2003, 44, 5023–5030. [Google Scholar] [CrossRef]
- Villmow, T.; Pegel, S.; Pötschke, P.; Wagenknecht, U. Influence of injection molding parameters on the electrical resistivity of polycarbonate filled with multi-walled carbon nanotubes. Compos. Sci. Technol. 2008, 68, 777–789. [Google Scholar] [CrossRef]
- Kenig, S. (Ed.) Processing of Polymer Nanocomposites; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2019; ISBN 978-1-56990-635-4. [Google Scholar]
- Tambe, P.B.; Bhattacharyya, A.R.; Kulkarni, A.R. The influence of melt-mixing process conditions on electrical conductivity of polypropylene/multiwall carbon nanotubes composites. J. Appl. Polym. Sci. 2013, 127, 1017–1026. [Google Scholar] [CrossRef]
- Kasaliwal, G.R.; Pegel, S.; Göldel, A.; Pötschke, P.; Heinrich, G. Analysis of agglomerate dispersion mechanisms of multiwalled carbon nanotubes during melt mixing in polycarbonate. Polymer 2010, 51, 2708–2720. [Google Scholar] [CrossRef]
- Kasaliwal, G.; Göldel, A.; Pötschke, P. Influence of processing conditions in small-scale melt mixing and compression molding on the resistivity and morphology of polycarbonate-MWNT composites. J. Appl. Polym. Sci. 2009, 112, 3494–3509. [Google Scholar] [CrossRef]
- Lacerda, F.; Pak, P.; Canova, T. Melt Spinning Process for the Production of Synthetic Polymer Continuous Filament Yarns 7, US20100256319A1. Available online: https://patents.google.com/patent/US20100256319A1/en (accessed on 4 September 2023).
- Pollack, H. Method for Melt-Spinning Fibers Reinforced with Particles of Poly(1,4-Benzamide), US3591673A. Available online: https://patentimages.storage.googleapis.com/01/e2/e7/4feb0be54f8219/US3591673.pdf (accessed on 4 September 2023).
- Bautista-Quijano, J.R.; Pötschke, P.; Brünig, H.; Heinrich, G. Strain sensing, electrical and mechanical properties of polycarbonate/multiwall carbon nanotube monofilament fibers fabricated by melt spinning. Polymer 2016, 82, 181–189. [Google Scholar] [CrossRef]
- Marischal, L.; Cayla, A.; Lemort, G.; Campagne, C.; Devaux, É. Influence of melt spinning parameters on electrical conductivity of carbon fillers filled polyamide 12 composites. Synth. Met. 2018, 245, 51–60. [Google Scholar] [CrossRef]
- Bouchard, J.; Cayla, A.; Lutz, V.; Campagne, C.; Devaux, E. Electrical and mechanical properties of phenoxy/multiwalled carbon nanotubes multifilament yarn processed by melt spinning. Text. Res. J. 2012, 82, 2106–2115. [Google Scholar] [CrossRef]
- Covas, J.A.; Paiva, M.C. Fibrous and Textile Materials for Composite Applications; Textile Science and Clothing Technology; Rana, S., Fangueiro, R., Eds.; Springer Science+Business Media: Singapore, 2016; pp. 231–260. Available online: https://repositorium.sdum.uminho.pt/handle/1822/71810 (accessed on 4 September 2023).
- Lin, X.; Gong, M.; Innes, J.; Spencer, P.; Coates, P.; Korde, S. Breakage of carbon nanotube agglomerates within polypropylene matrix by solid phase die drawing. J. Appl. Polym. Sci. 2021, 138, 49742. [Google Scholar] [CrossRef]
- Alig, I.; Pötschke, P.; Lellinger, D.; Skipa, T.; Pegel, S.; Kasaliwal, G.R.; Villmow, T. Establishment, morphology and properties of carbon nanotube networks in polymer melts. Polymer 2012, 53, 4–28. [Google Scholar] [CrossRef]
- ISO 18553:2002; Method for the Assessment of the Degree of Pigment or Carbon Black Dispersion in Polyolefin Pipes, Fittings and Compounds. ISO: Geneva, Switzerland, 2002. Available online: https://www.iso.org/standard/31177.html (accessed on 4 September 2023).
- Gao, C.; Zhang, S.; Han, B.; Sun, H.; Wang, G.; Jiang, Z. Multi-walled carbon nanotube induced co-continuity of poly(ether ether ketone)/polyimide blends for high performance conductive materials. RSC Adv. 2014, 4, 42175–42182. [Google Scholar] [CrossRef]
- Yadav, R.; Tirumali, M.; Wang, X.; Naebe, M.; Kandasubramanian, B. Polymer composite for antistatic application in aerospace. Def. Technol. 2020, 16, 107–118. [Google Scholar] [CrossRef]
- Kirkpatrick, S. Percolation and Conduction. Rev. Mod. Phys. 1973, 45, 574–588. [Google Scholar] [CrossRef]
- Thomas, S. Rheological Percolation in Thermoplastic Polymer Nanocomposites. Open Access 2017, 1, 1000102. [Google Scholar]
- Agarwal, S.; Salovey, R. Model filled polymers. XV: The effects of chemical interactions and matrix molecular weight on rheology. Polym. Eng. Sci. 1995, 35, 1241–1251. [Google Scholar] [CrossRef]
- Hassanabadi, H.M.; Wilhelm, M.; Rodrigue, D. A rheological criterion to determine the percolation threshold in polymer nano-composites. Rheol. Acta 2014, 53, 869–882. [Google Scholar] [CrossRef]
- Chatterjee, T.; Krishnamoorti, R. Rheology of polymer carbon nanotubes composites. Soft Matter 2013, 9, 9515. [Google Scholar] [CrossRef]
- Ivanova, R.; Kotsilkova, R. Rheological Study of Poly(lactic) Acid Nanocomposites with Carbon Nanotubes and Graphene Additives as a Tool for Materials Characterization for 3D Printing Application. Appl. Rheol. 2018, 28, 54014. [Google Scholar] [CrossRef]
- Pötschke, P.; Fornes, T.D.; Paul, D.R. Rheological behavior of multiwalled carbon nanotube/polycarbonate composites. Polymer 2002, 43, 3247–3255. [Google Scholar] [CrossRef]
- Atif, R.; Inam, F. Reasons and remedies for the agglomeration of multilayered graphene and carbon nanotubes in polymers. Beilstein J. Nanotechnol. 2016, 7, 1174–1196. [Google Scholar] [CrossRef] [PubMed]
- Jogi, B.F.; Sawant, M.; Kulkarni, M.; Brahmankar, P.K. Dispersion and Performance Properties of Carbon Nanotubes (CNTs) Based Polymer Composites: A Review. JEAS 2012, 2, 69–78. [Google Scholar] [CrossRef]
- Quijano, J. Mechanical, Electrical and Sensing Properties of Melt-Spun Polymer Fibers Filled with Carbon Nanoparticles. Ph.D. Thesis, Der Fakultät Maschinenwesen der Technischen Universität Dresden, Dresden, Germany, 2018. Available online: https://nbn-resolving.org/urn:nbn:de:bsz:14-qucosa-237977 (accessed on 4 September 2023).
- Mokhtari, M.; Archer, E.; Bloomfield, N.; Harkin-Jones, E.; McIlhagger, A. High-performance and cost-effective melt blended poly(ether ether ketone)/expanded graphite composites for mass production of antistatic materials. Polym. Int. 2021, 70, 1137–1145. [Google Scholar] [CrossRef]
- Patel, P.; Hull, T.R.; McCabe, R.W.; Flath, D.; Grasmeder, J.; Percy, M. Mechanism of thermal decomposition of poly(ether ether ketone) (PEEK) from a review of decomposition studies. Polym. Degrad. Stab. 2010, 95, 709–718. [Google Scholar] [CrossRef]
- Ramani, R.; Alam, S. Influence of an organophosphonite antioxidant on the thermal behavior of PEEK/PEI blend. Thermochim. Acta 2012, 550, 33–41. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Naffakh, M.; Gómez, M.A.; Marco, C.; Ellis, G.; Martínez, M.T.; Ansón, A.; González-Domínguez, J.M.; Martínez-Rubi, Y.; Simard, B. Development and characterization of PEEK/carbon nanotube composites. Carbon 2009, 47, 3079–3090. [Google Scholar] [CrossRef]
- Hu, N.; Masuda, Z.; Yamamoto, G.; Fukunaga, H.; Hashida, T.; Qiu, J. Effect of fabrication process on electrical properties of polymer/multi-wall carbon nanotube nanocomposites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 893–903. [Google Scholar] [CrossRef]
- Pegel, S.; Pötschke, P.; Petzold, G.; Alig, I.; Dudkin, S.M.; Lellinger, D. Dispersion, agglomeration, and network formation of multiwalled carbon nanotubes in polycarbonate melts. Polymer 2008, 49, 974–984. [Google Scholar] [CrossRef]
- Villmow, T.; Pötschke, P.; Pegel, S.; Häussler, L.; Kretzschmar, B. Influence of twin-screw extrusion conditions on the dispersion of multi-walled carbon nanotubes in a poly(lactic acid) matrix. Polymer 2008, 49, 3500–3509. [Google Scholar] [CrossRef]
- Cayla, A.; Campagne, C.; Rochery, M.; Devaux, E. Melt spun multifilament yarns of carbon nanotubes-based polymeric blends: Electrical, mechanical and thermal properties. Synth. Met. 2012, 162, 759–767. [Google Scholar] [CrossRef]
- Probst, H.; Katzer, K.; Nocke, A.; Hickmann, R.; Zimmermann, M.; Cherif, C. Melt Spinning of Highly Stretchable, Electrically Conductive Filament Yarns. Polymers 2021, 13, 590. [Google Scholar] [CrossRef]
- Feng, M.; Pan, Y.; Zhang, M.; Gao, Q.; Liu, C.; Shen, C.; Liu, X. Largely improved thermal conductivity of HDPE composites by building a 3D hybrid fillers network. Compos. Sci. Technol. 2021, 206, 108666. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Level | Unit | |
|---|---|---|---|
| Low | High | ||
| Throughput | 2 | 4 | kg/h |
| Screw speed | 100 | 250 | RPM |
| Temperature profile | 355 | 375 | °C |
| Nanocomposites | Td5% (°C) | Tmr (°C) | Residual Weight (%) at 850 °C |
|---|---|---|---|
| PEEK | 574.50 | 590.89 | 51.09 |
| PEEK/MWCNT MB | 567.22 | 580.44 | 43.88 |
| 1% MWCNT | 567.98 | 583.36 | 53.47 |
| 2% MWCNT | 568.40 | 583.11 | 53.54 |
| 3% MWCNT | 567.45 | 581.49 | 53.67 |
| 5% MWCNT | 567.30 | 580.89 | 54.40 |
| 7% MWCNT | 566.90 | 580.67 | 55.01 |
| Throughput—Screw Speed—Temperature (kg/h—RPM—°C) | Composite Label |
|---|---|
| 4-100-355 | C1 |
| 4-250-355 | C2 |
| 2-250-355 | C3 |
| 2-100-355 | C4 |
| 2-100-375 | C6 |
| 4-100-375 | C7 |
| 2-250-375 | C8 |
| 4-250-375 | C9 |
| Parameters Analysed | Composites Selected | Fixed Extrusion Parameters |
|---|---|---|
| Screw speed (100 vs. 250 RPM) | C7 vs. C9 | Throughput (4 kg/h) and Temperature (375 °C) |
| Temperature (375 vs. 355 °C) | C7 vs. C1 | Throughput (4 kg/h) and Screw speed (100 RPM) |
| Throughput (4 vs. 2 kg/h) | C7 vs. C6 | Temperature (375 °C) and Screw speed (100 RPM) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, S.; Barbosa, J.M.; Sousa, J.D.; Paiva, M.C.; Teixeira, P.F. High-Performance PEEK/MWCNT Nanocomposites: Combining Enhanced Electrical Conductivity and Nanotube Dispersion. Polymers 2024, 16, 583. https://doi.org/10.3390/polym16050583
Silva S, Barbosa JM, Sousa JD, Paiva MC, Teixeira PF. High-Performance PEEK/MWCNT Nanocomposites: Combining Enhanced Electrical Conductivity and Nanotube Dispersion. Polymers. 2024; 16(5):583. https://doi.org/10.3390/polym16050583
Chicago/Turabian StyleSilva, Sofia, José M. Barbosa, João D. Sousa, Maria C. Paiva, and Paulo F. Teixeira. 2024. "High-Performance PEEK/MWCNT Nanocomposites: Combining Enhanced Electrical Conductivity and Nanotube Dispersion" Polymers 16, no. 5: 583. https://doi.org/10.3390/polym16050583
APA StyleSilva, S., Barbosa, J. M., Sousa, J. D., Paiva, M. C., & Teixeira, P. F. (2024). High-Performance PEEK/MWCNT Nanocomposites: Combining Enhanced Electrical Conductivity and Nanotube Dispersion. Polymers, 16(5), 583. https://doi.org/10.3390/polym16050583