
Effect of Temperature and Humidity Coupling on the Ageing Failure of Carbon Fiber Composite/Titanium Bonded Joints

Abstract
:1. Introduction
2. Experimental Step
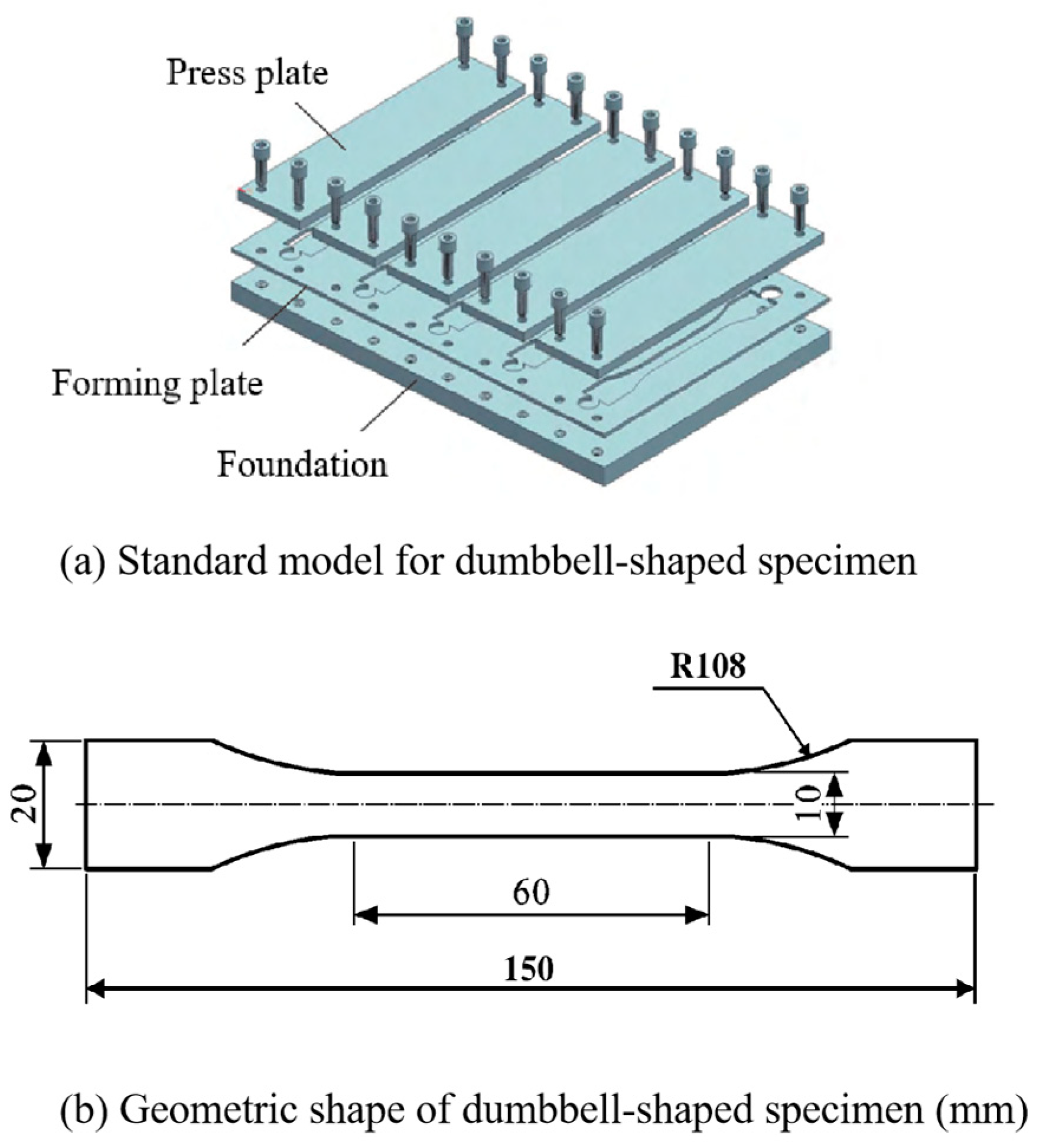
2.1. Preparation of Test Pieces
2.1.1. Material Selection
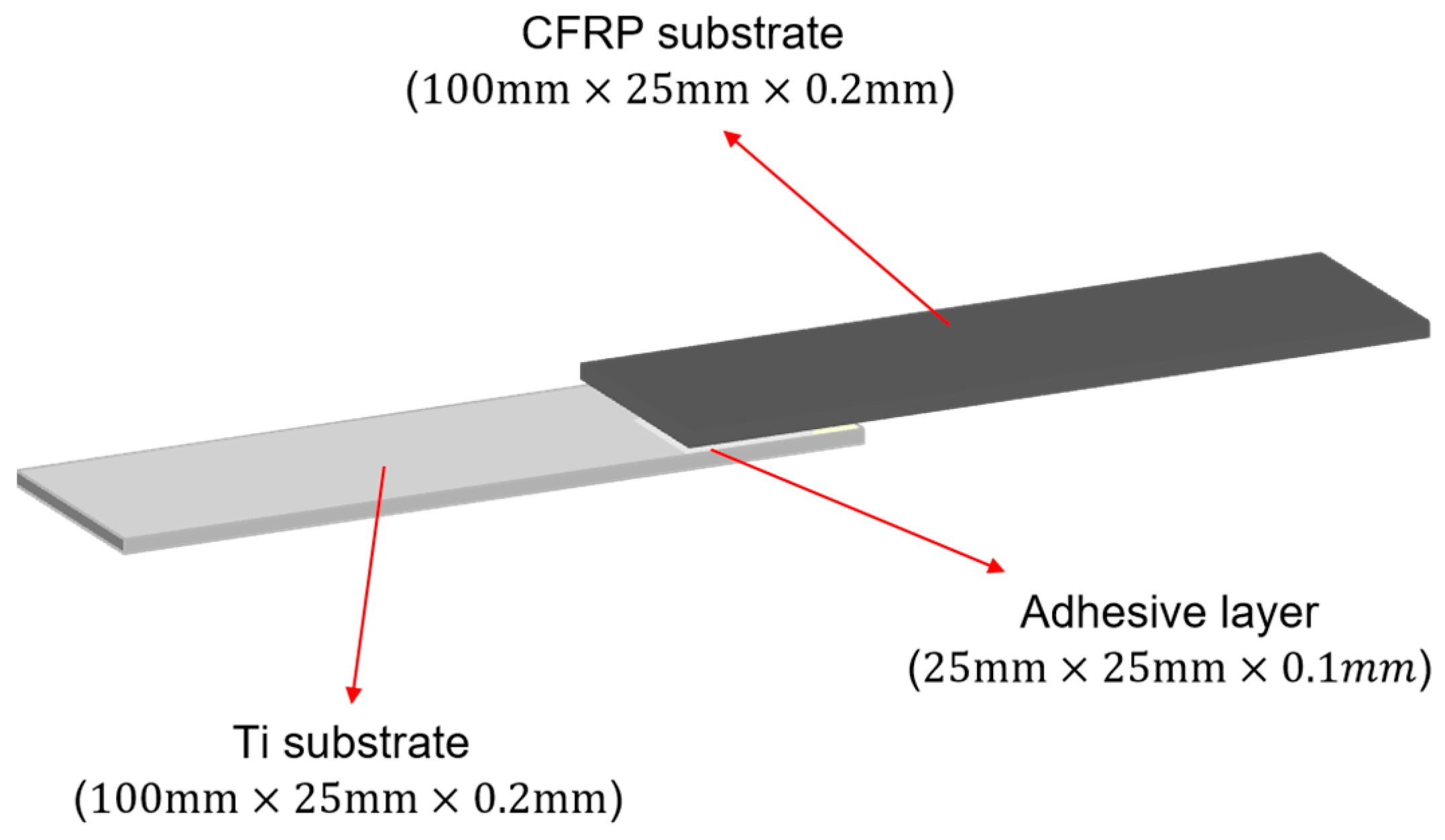
2.1.2. Single-Lap Joint (SLJ)
2.1.3. Adhesive
- (1)
- Open the humid–heat alternating test chamber in advance and adjust the temperature to the temperature at which the specimen is cured;
- (2)
- Load EXP2015 into the glue gun and punch it into the PTFE mold that has been wiped with acetone in advance (the purpose of treating the mold with acetone is to remove oil and dust from the surface of the mold to prevent air bubbles and sticking phenomena from occurring in the specimen made at a later stage due to the influence of the dust particles), and then cover it with a cover plate;
- (3)
- EXP2015 which is in the flow state in the mould is put into the hot and humid test chamber for curing together with the mould. wait until the end of curing, take out the cured dumbbell specimen, and carry out the aging experiments in different environments of 240 h, 480 h, and 720 h.
2.2. Test Methods
2.2.1. Damp Heat Aging Test
2.2.2. Water Absorption Test
2.2.3. Quasi-Static Tensile Testing
2.2.4. Fourier-Transform Infrared Ray Spectroscopy (FTIR) Tests
2.2.5. Reliability Analysis
3. Experimental Results
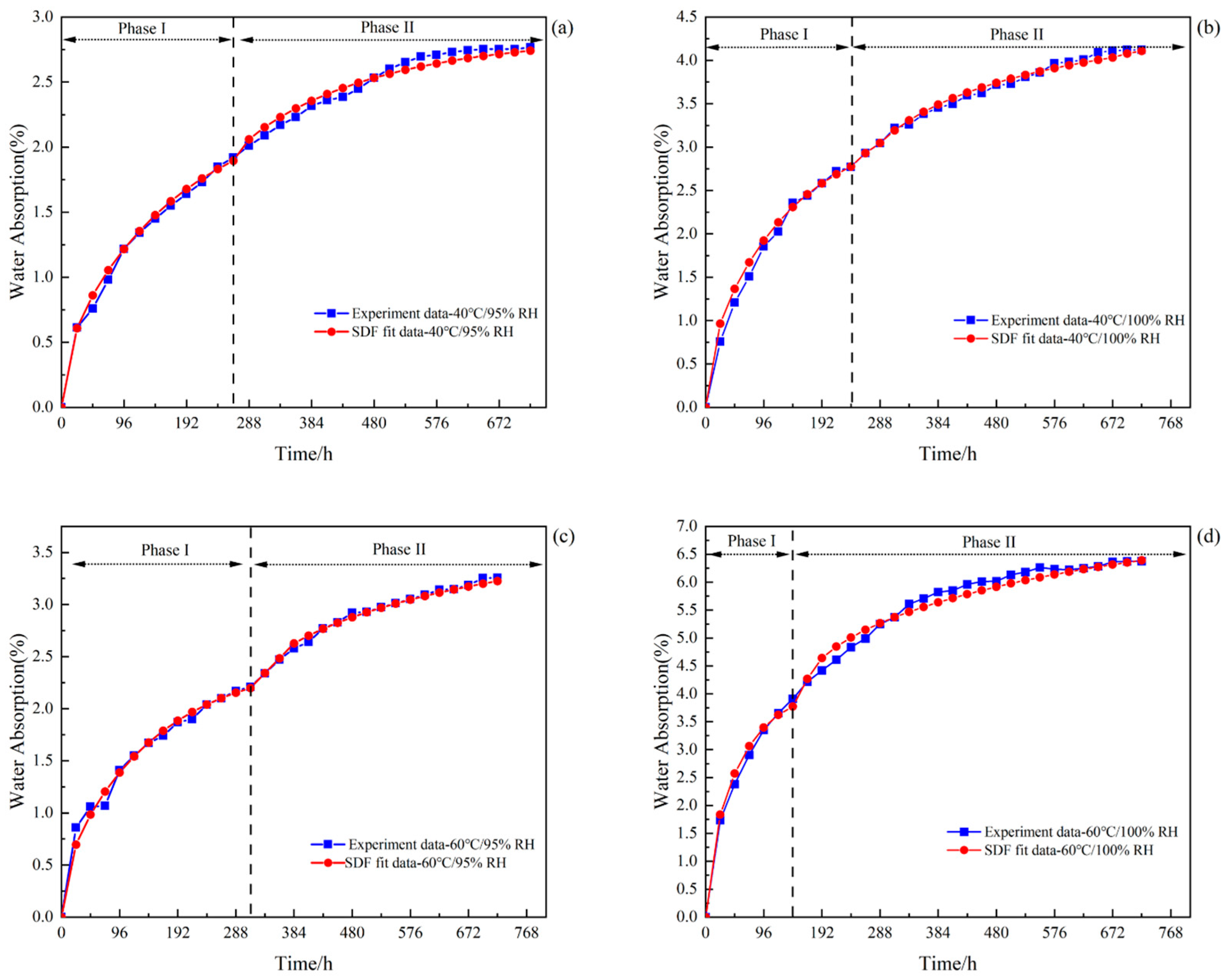
3.1. Moisture Absorption
3.2. Analysis of Mechanical Properties of Joints
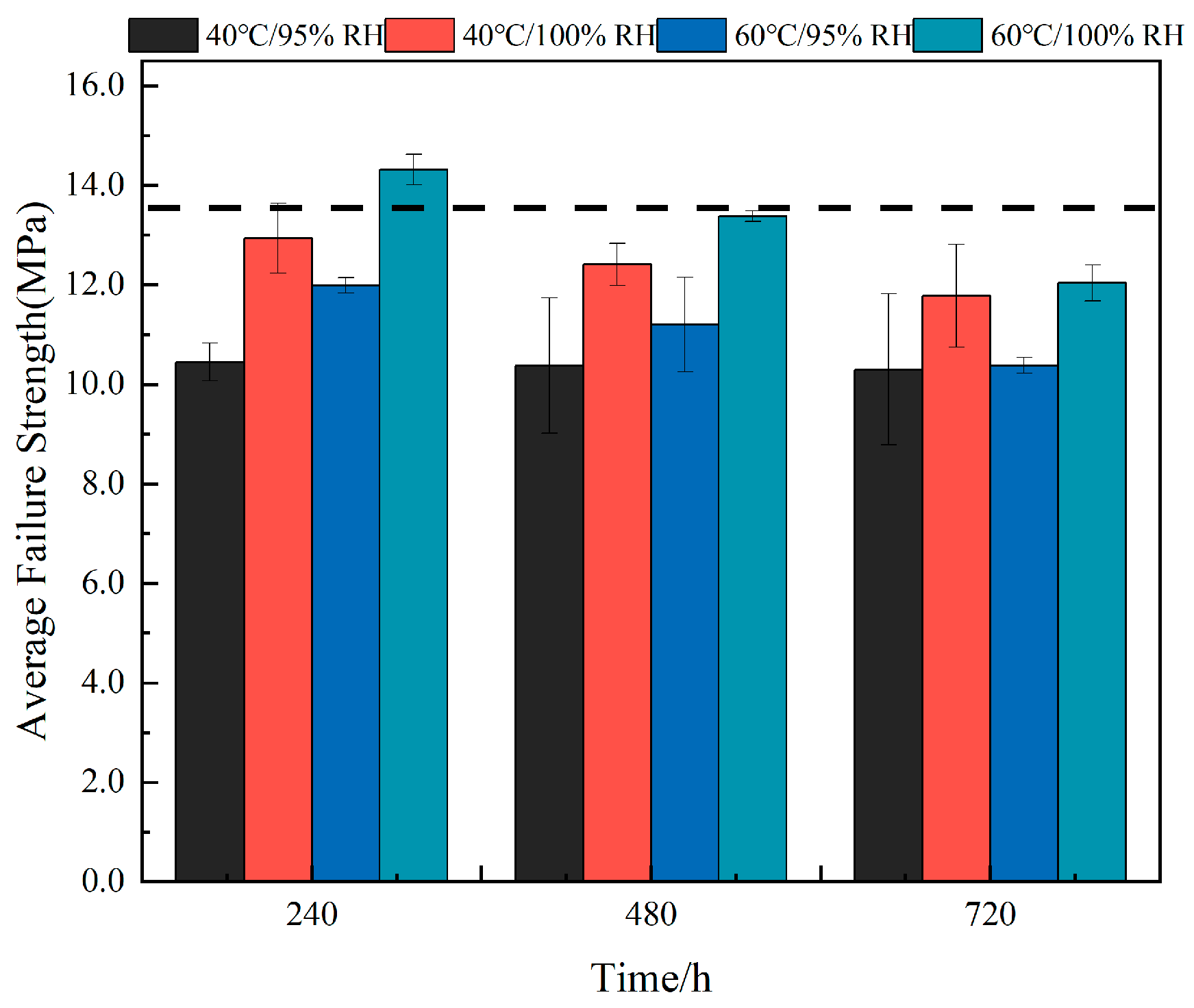
3.2.1. Failure Load Effects
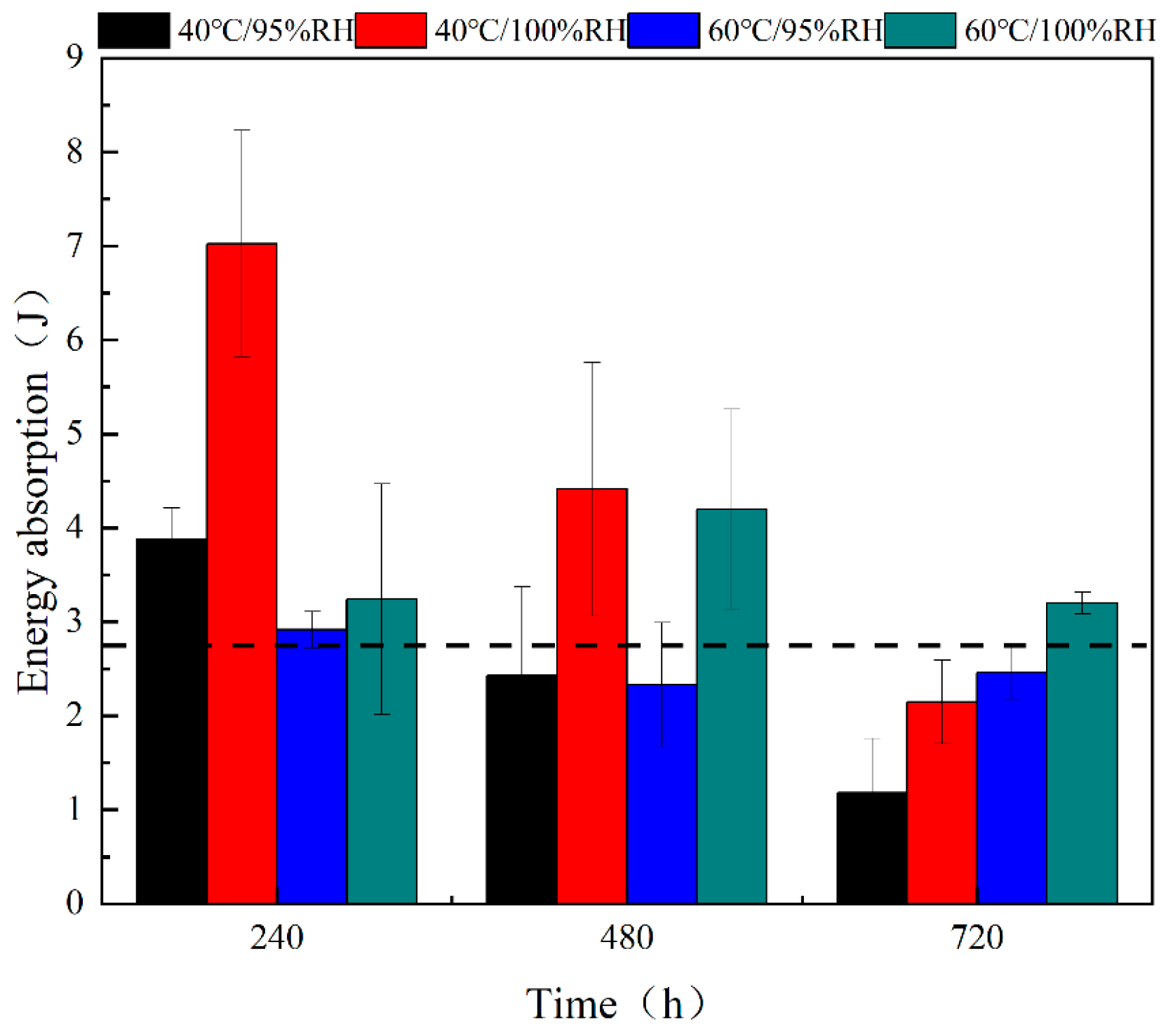
3.2.2. Energy Absorption Effects
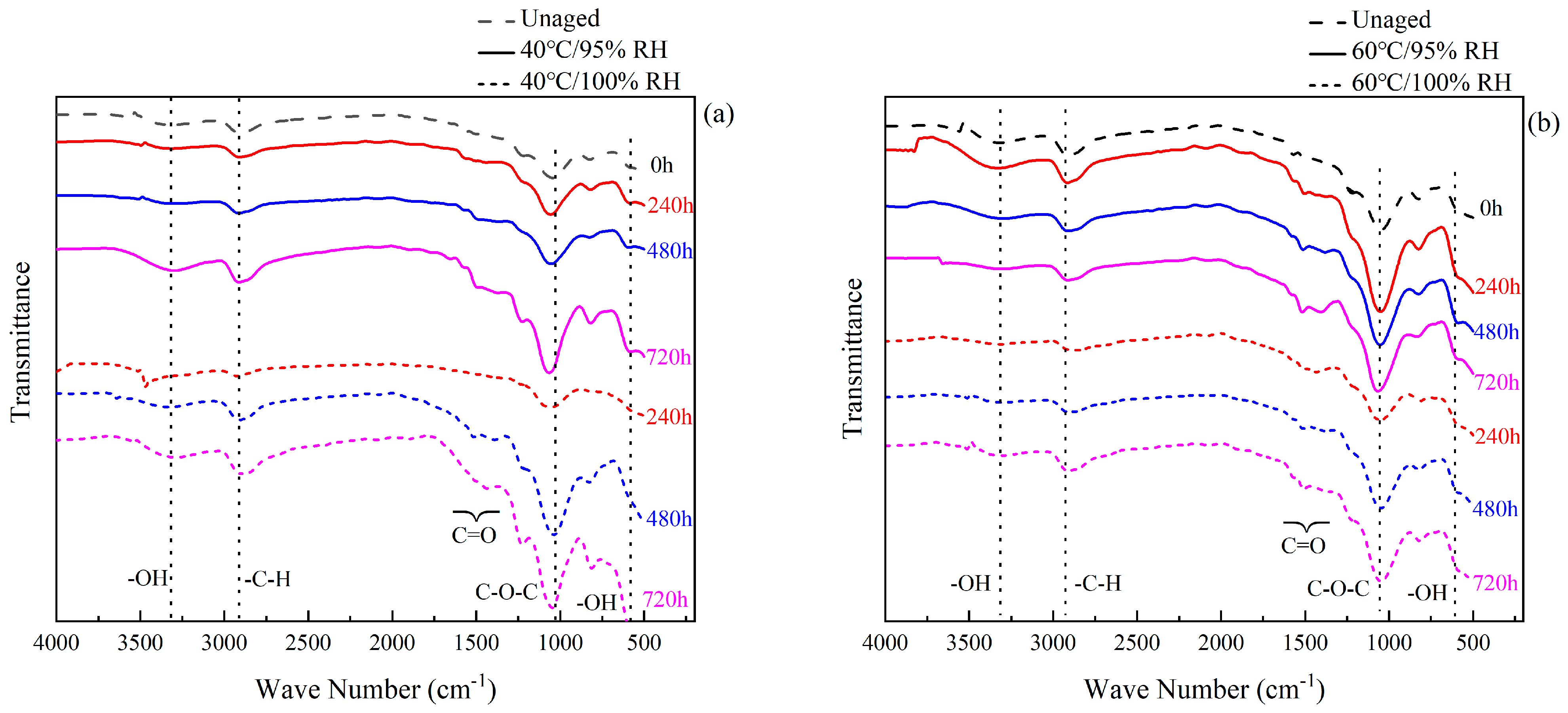
3.3. Fourier Infrared Spectral Analysis
3.4. Fracture Analysis of Bonded Areas
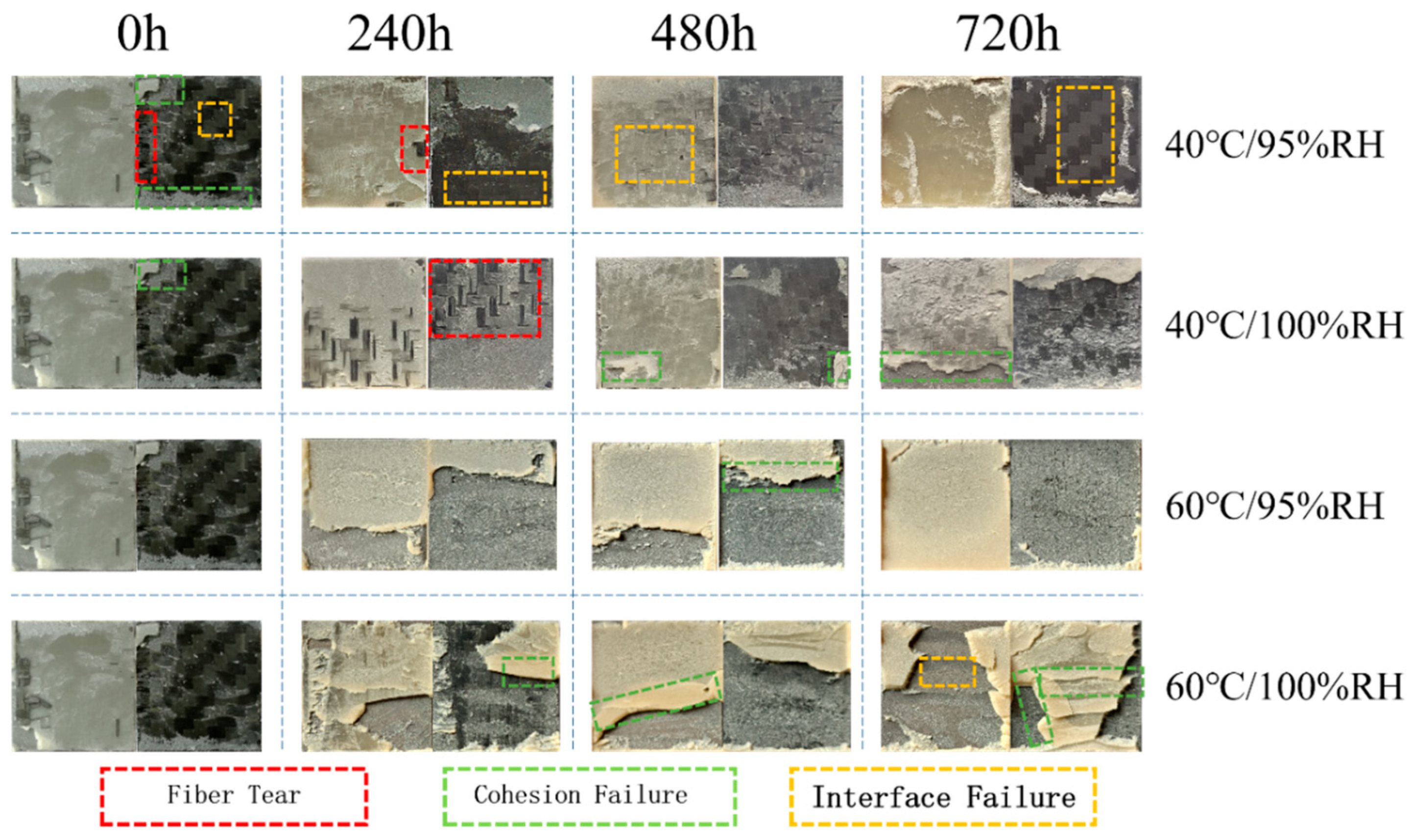
3.4.1. Macroscopic Failure Section
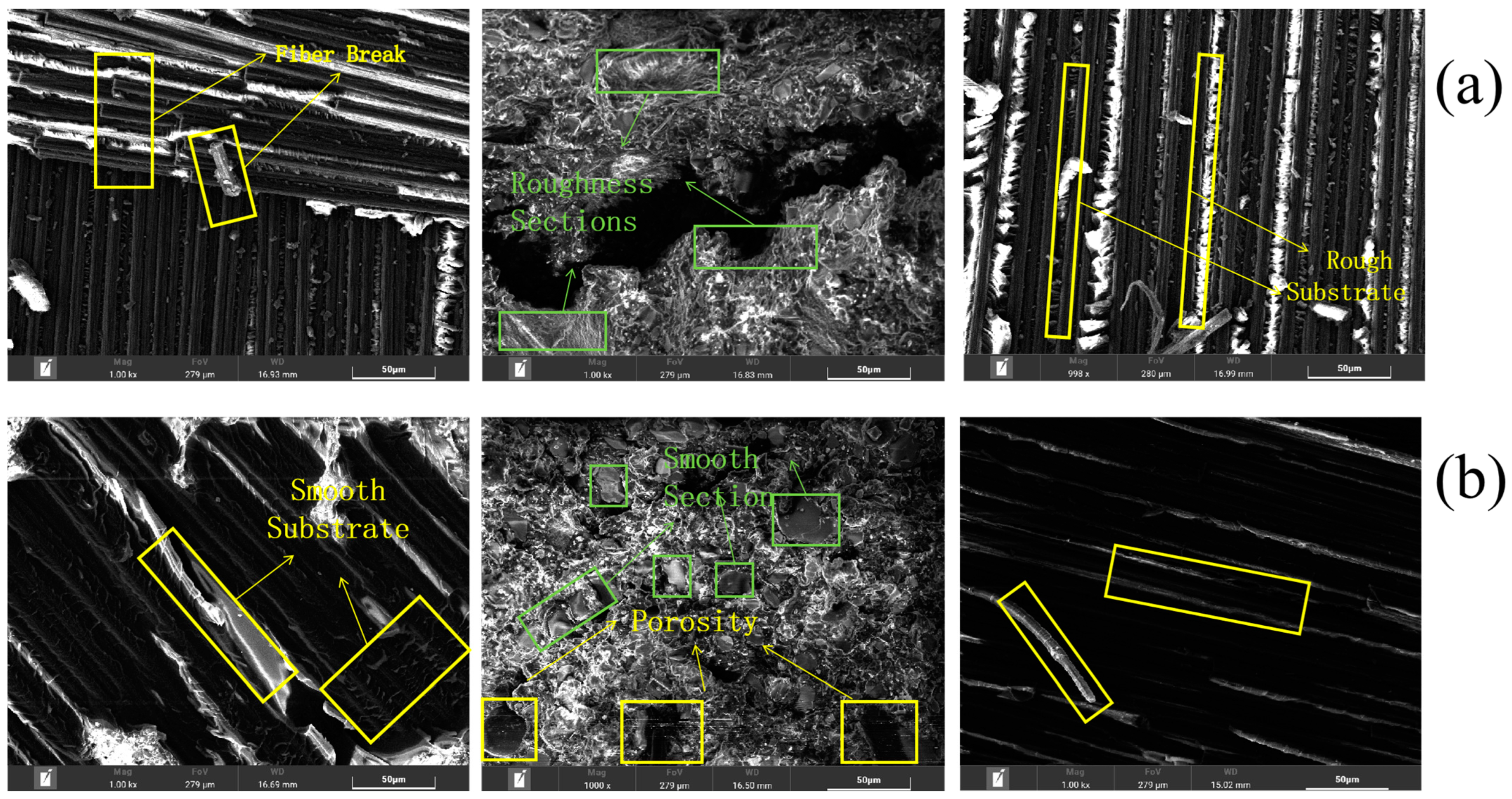
3.4.2. Microscopic Failure Section
3.5. Reliability Analysis
3.5.1. Reliability Analysis of Joints under 40 °C Ambient Aging
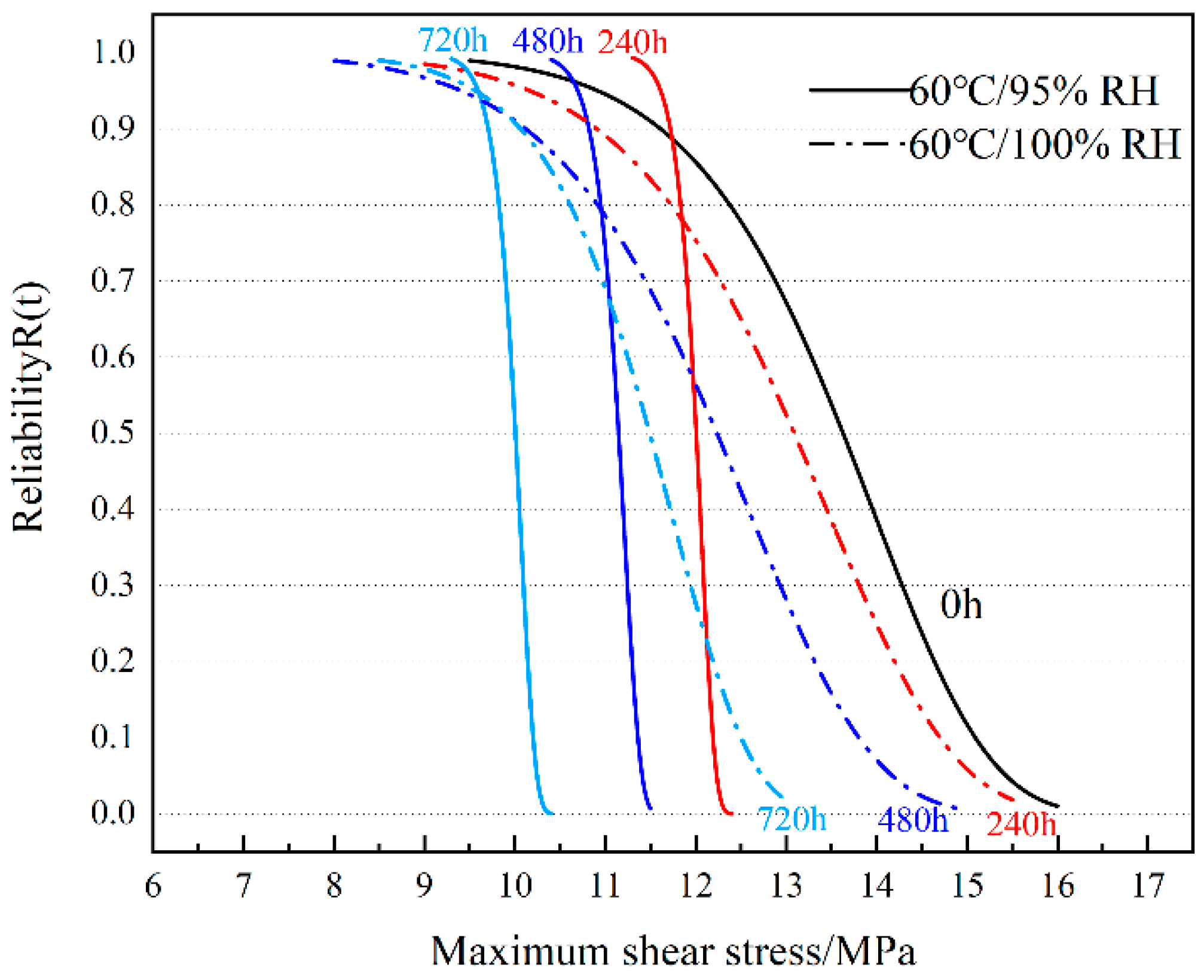
3.5.2. Reliability Analysis of Joints under 60 °C Ambient Aging
4. Conclusions
- (1)
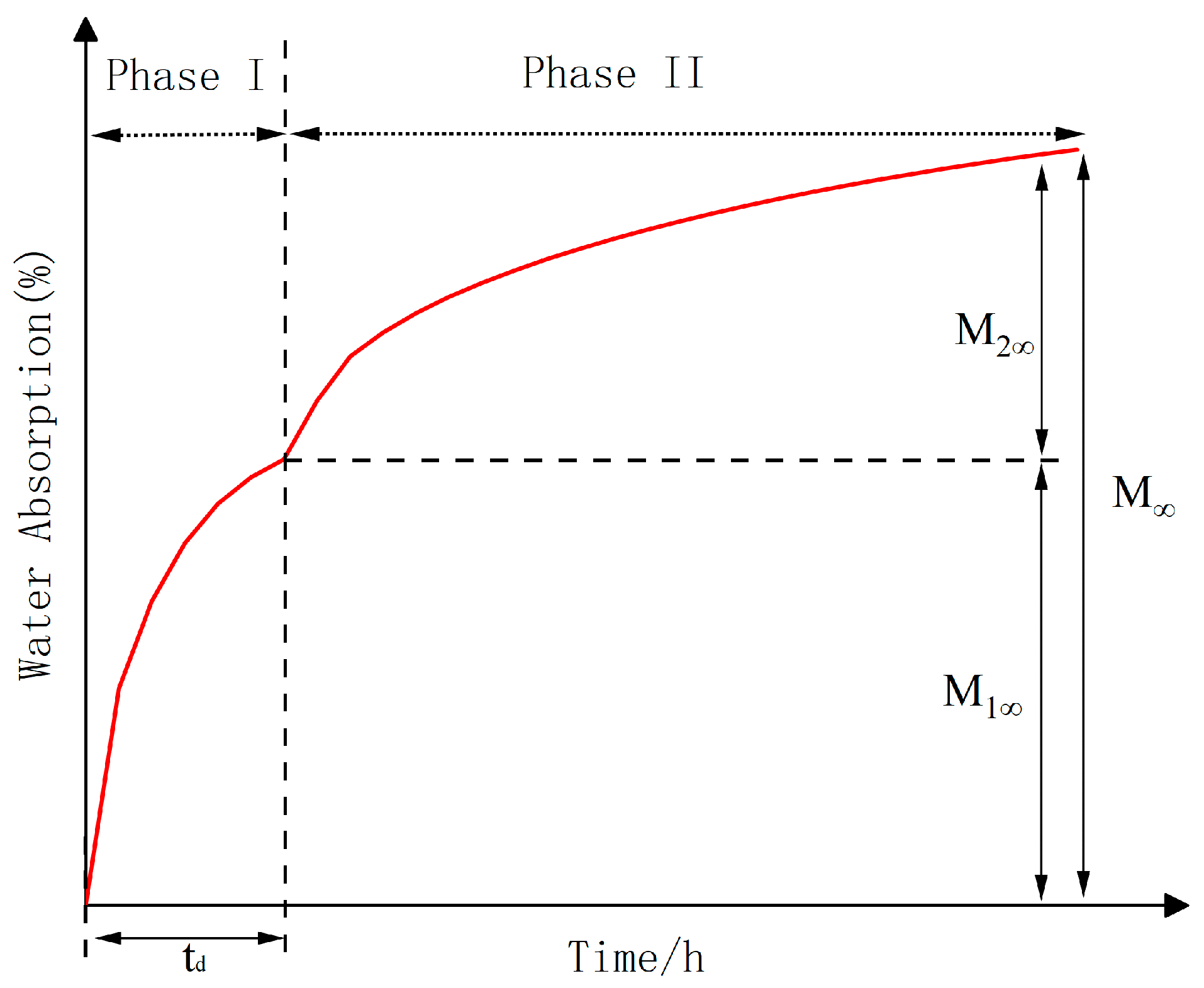
- The adhesive water absorption process is divided into two stages. The first stage is affected by hydrogen bonding, where water molecules diffuse by interacting with hydrophilic functional groups in the epoxy resin; the second stage is related to the aggregation of water molecules, which fill the free volume of the epoxy resin.
- (2)
- From the mechanical property analysis of the joints, it can be seen that the failure strength and energy absorption of the joints at 40 °C/95% RH, 40 °C/100% RH, and 60 °C/95% RH all show different degrees of decrease, while at 60 °C/100% RH, they all show an increase and then a decrease, indicating that there are two factors of post-curing and environmental erosion competing with each other, and the two occur at the same time. When post-curing competes with environmental erosion, the failure load increases; conversely, the failure load decreases; consistent with the results obtained from the FTIR test.
- (3)
- The decline in adhesive performance is due to hydrolysis under the action of moisture and heat aging, destroying the polymer molecular chain stress. The adhesive will also undergo a series of etherification and oxidation reactions. If the temperature is high enough, it will promote the etherification reaction. With the intrusion of moisture and heat, the section toughness fracture gradually shifts to brittle fracture, and the joint failure mode gradually changes from cohesive failure to interfacial failure, resulting in the performance of the adhesive declining.
- (4)
- Compared with before aging, the reliability curve after humidity–heat aging shifts to the low-stress region as a whole, and high humidity can improve the mechanical properties of the joint to some extent.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef] [PubMed]
- Aceti, P.; Carminati, L.; Bettini, P.; Sala, G. Hygrothermal ageing of composite structures. Part 1: Technical review. Compos. Struct. 2023, 319, 117076. [Google Scholar] [CrossRef]
- Han, Z.; Zhou, S.; Lei, Z.; Zhu, P. Effects of hygrothermal ageing and temperature on the mechanical behavior of aluminum-CFRP hybrid (riveted/bonded) joints. Int. J. Adhes. Adhes. 2023, 121, 103299. [Google Scholar]
- Wang, J.; Shi, C.; Yang, N.; Sun, H.; Liu, Y.; Song, B. Strength, stiffness, and panel peeling strength of carbon fiber-reinforced composite sandwich structures with aluminum honeycomb cores for vehicle body. Compos. Struct. 2018, 184, 1189–1196. [Google Scholar] [CrossRef]
- Pu, Y.; Ma, F.; Zhang, J.; Yang, M. Optimal lightweight material selection for automobile applications considering multi-perspective indices. IEEE Access 2018, 6, 8591–8598. [Google Scholar] [CrossRef]
- Dittmar, H.; Plaggenborg, H. Lightweight vehicle underbody design. Reinf. Plast. 2019, 63, 29–32. [Google Scholar] [CrossRef]
- Friedrich, K.; Almajid, A. Manufacturing Aspects of Advanced Polymer Composites for Automotive Applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Li, C.; Ke, L.; He, J.; Chen, Z.; Jiao, Y. Effects of mechanical properties of adhesive and CFRP on the bond behavior in CFRP-strengthened steel structures. Compos. Struct. 2018, 211, 163–174. [Google Scholar] [CrossRef]
- Anyfantis, N.K.; Tsouvalis, G.N. Loading and fracture response of CFRP-to-steel adhesively bonded joints with thick adherents—Part I: Experiments. Compos. Struct. 2013, 96, 850–857. [Google Scholar] [CrossRef]
- Ghandi, A.; Shamanian, M.; Rezaeian, A.; Salmani, M.R.; Szpunar, J.A. Study of DP590 Microstructure Welded with Resistance Spot Welding Method by Using EBSD Technique. Metallogr. Microstruct. Anal. 2021, 10, 266–275. [Google Scholar] [CrossRef]
- Hosseini, A.; Michels, J.; Izadi, M.; Ghafoori, E. A comparative study between Fe-SMA and CFRP reinforcements for prestressed strengthening of metallic structures. Constr. Build. Mater. 2019, 226, 976–992. [Google Scholar] [CrossRef]
- Heshmati, M.; Haghani, R. Al-Emrani, M. Environmental durability of adhesively bonded FRP/steel joints in civil engineering applications: State of the art. Compos. Part B 2015, 81, 259–275. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.; de Barros, S.; da Silva, L. An updated review of adhesively bonded joints in composite materials. Int. J. Adhes. Adhes. 2017, 72, 30–42. [Google Scholar] [CrossRef]
- Mu, W.; Qin, G.; Na, J.; Tan, W.; Liu, H.; Luan, J. Effect of alternating load on the residual strength of environmentally aged adhesively bonded CFRP-aluminum alloy joints. Compos. Part B Eng. 2019, 168, 87–97. [Google Scholar] [CrossRef]
- Luan, J.; Na, J.; Tan, W.; Mu, W.; Qin, G. Effect of service low-temperature aging on mechanical properties of aluminum alloy-basalt fiber reinforced polymer composite bonding joints and failure prediction. Compos. Mater. J. 2020, 37, 1884–1893. [Google Scholar]
- Mu, W.; Na, J.; Tan, W.; Wang, G.; Shen, H.; Li, X. Durability of adhesively bonded CFRP-aluminum alloy joints subjected to coupled temperature and alternating load. Int. J. Adhes. Adhes. 2020, 99, 102583. [Google Scholar] [CrossRef]
- Luan, J.; Song, X.; Na, J.; Tan, W.; Mu, W. Effect of service temperature on quasi-static failure of aluminum alloy-carbon fiber reinforced resin composite bonded joints. J. Compos. Mater. 2020, 37, 1088–1095. [Google Scholar]
- Wei, T.; Jing, N.; Wen, M.; Guo, Q.; Hao, S. Effect of service temperature on static failure of BFRP/aluminum alloy bonded joints. J. Transp. Eng. 2020, 20, 171–180. [Google Scholar]
- Qin, G.; Na, J.; Mu, W.; Tan, W.; Luan, J.; Shen, H. Effect of high temperature aging on the failure of CFRP/aluminum alloy bonded joints. J. Jilin Univ. Eng. Ed. 2019, 49, 1063–1071. [Google Scholar]
- Na, J.; Gao, Y.; Mu, W.; Shen, H.; Qin, G.; Tan, W. Effect of high-temperature aging on the failure of basalt fiber-reinforced resin composite-aluminum alloy single lap joints. J. Compos. Mater. 2020, 37, 140–146. [Google Scholar]
- Qin, G.; Na, J.; Mu, W.; Tan, W.; Yang, J.; Ren, J. Effect of continuous high temperature exposure on the adhesive strength of epoxy adhesive, CFRP and adhesively bonded CFRP-aluminum alloy joints. Compos. Part B 2018, 154, 43–55. [Google Scholar] [CrossRef]
- Yao, M.; Zhu, D.; Yao, Y.; Zhang, H.; Mobasher, B. Experimental study on basalt FRP/steel single-lap joints under different loading rates and temperatures. Compos. Struct. 2016, 145, 68–79. [Google Scholar] [CrossRef]
- Bai, Y.; Nguyen, T.C.; Zhao, X.L.; Al-Mahaidi, R. Environment-Assisted Degradation of the Bond between Steel and Carbon-Fiber-Reinforced Polymer. J. Mater. Civ. Eng. 2013, 26, 4014054. [Google Scholar] [CrossRef]
- Pizzorni, M.; Lertora, E.; Mandolfino, C. Low pressure plasma treatment of CFRP substrates for adhesive bonding: An investigation of joint durability under severe temperature-moisture conditioning. Int. J. Adhes. Adhes. 2020, 99, 102592. [Google Scholar] [CrossRef]
- Akman, E.; Erdoğan, Y.; Bora, M.Ö.; Çoban, O.; Oztoprak, B.G.; Demir, A. Investigation of the differences between photochemical and photothermal laser ablation on the shear strength of CFRP/CFRP adhesive joints. Int. J. Adhes. Adhes. 2020, 98, 102548. [Google Scholar] [CrossRef]
- Quan, D.; Alderliesten, R.; Dransfeld, C. Significantly enhanced structural integrity of adhesively bonded PPS and PEEK composite joints by rapidly UV-irradiating the substrates. Compos. Sci. Technol. 2020, 199, 108358. [Google Scholar] [CrossRef]
- Rudawska, A. The effect of protective and decorative coatings on the strength of adhesive joints of hot-dip galvanized steel sheets. Int. J. Adhes. Adhes. 2022, 117, 103004. [Google Scholar] [CrossRef]
- Marques, E.A.S. Adhesive Joints for Low- and High-Temperature Use: An Overview. J. Adhes. 2015, 91, 556–585. [Google Scholar] [CrossRef]
- Deming, H. Progressive damage and optimization of CFRP anti-collision beams in low-speed collision. Compos. Mater. J. 2022, 39, 2997–3008. [Google Scholar]
- ISO 4587:2003; Adhesives-Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. ISO: Geneva, Switzerland, 2003.
- ISO P. 527-2; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. Organization of Standardization: Geneva, Switzerland, 2012.
- GB/T 41767-2022; Test Method for Hygroscopic Properties and Equilibrium Conditioning of Polymer Matrix Composites. Standardization Administration of China: Beijing, China, 2022.
- ASTM D1002-10; Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal). ASTM International: West Conshohocken, PA, USA, 2019.
- Qin, G.; Fan, Y.; Na, J.; Mu, W.; Tan, W. Durability of aluminium alloy adhesive joints in cyclic hydrothermal condition for high-speed EMU applications. Int. J. Adhes. Adhes. 2018, 84, 153–165. [Google Scholar] [CrossRef]
- Chen, H.; Na, J.; Wang, D.; Kong, D.; Zhang, X. Numerical simulation and failure experiment of hygrothermal aged CFRP single and double lap joints. Thin-Walled Struct. 2023, 188, 110786. [Google Scholar] [CrossRef]
- Fan, Y.; Guo, J.; Wang, X.; Xia, Y.; Han, P.; Shangguan, L.; Zhang, M. Comparative Failure Study of Different Bonded Basalt Fiber-Reinforced Polymer (BFRP)-AL Joints in a Humid and Hot Environment. Polymers 2021, 13, 2593. [Google Scholar] [CrossRef] [PubMed]
- Ameli, A.; Datla, N.V.; Papini, M.; Spelt, J. K Hygrothermal Properties of Highly Toughened Epoxy Adhesives. J. Adhes. 2010, 86, 698–725. [Google Scholar] [CrossRef]
- Zheng, G.; He, Z.; Wang, K.; Liu, X.; Luo, Q.; Li, Q.; Sun, G. On failure mechanisms in CFRP/Al adhesive joints after hygrothermal aging degradation following by mechanical tests. Thin-Walled Struct. 2021, 158, 107184. [Google Scholar] [CrossRef]
- LaPlante, G.; Ouriadov, A.V.; Lee-Sullivan, P.; Balcom, B.J. Anomalous Anomalous moisture diffusion in an epoxy adhesive detected by magnetic resonance imaging. J. Appl. Polym. Sci. 2008, 109, 1350–1359. [Google Scholar] [CrossRef]
- Nachtane, M.; Tarfaoui, M.; Sassi, S.; El Moumen, A.; Saifaoui, D. An investigation of hygrothermal aging effects on high strain rate behaviour of adhesively bonded composite joints. Compos. Part B 2019, 172, 111–120. [Google Scholar] [CrossRef]
- Ivanova, K.I.; Pethrick, R.A.; Affrossman, S. Hygrothermal aging of rubber modified and mineral filled dicyandiamide cured digylcidyl ether of bisphenol A epoxy resin. I. Diffusion behavior. J. Appl. Polym. Sci. 2001, 82, 3468–3476. [Google Scholar] [CrossRef]
- Mubashar, A.; Ashcroft, I.; Critchlow, G.; Crocombe, A. Moisture absorption–desorption effects in adhesive joints. Int. J. Adhes. Adhes. 2009, 29, 751–760. [Google Scholar] [CrossRef]
- Viana, G.M.S.O.; Costa, M.; Banea, M.D.; Da Silva, L.F.M. A review on the temperature and moisture degradation of adhesive joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2017, 231, 488–501. [Google Scholar] [CrossRef]
- Chen, H.; Wang, D.; Na, J.; Chen, X. Effect of sealing treatment on mechanical properties of CFRP-Aluminum alloy single lap joints. Int. J. Adhes. Adhes. 2022, 119, 103236. [Google Scholar] [CrossRef]
- Khayankarn, O.; Pearson, R.A.; Verghese, N.; Shafi, A. Strength of epoxy/glass interfaces after hygrothermal aging. J. Adhes. 2005, 81, 941–961. [Google Scholar] [CrossRef]
- Galvez, P.; Abenojar, J.; Martinez, A.M. Effect of moisture and temperature on the thermal and mechanical properties of a ductile epoxy adhesive for use in steel structures reinforced with CFRP. Compos. Part B 2019, 176, 107194. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 114 | 8.16 | 0.3 | 0.45 | 4.16 | 3.0 |
| Araldite®2015 | |
|---|---|
| Young’s modulus, E [GPa] | 1.85 |
| Shear modulus, G [GPa] | 0.56 |
| Densities [kg·m3] | 1.4 × 10−6 |
| Poisson’s ratio, V | 0.33 |
| Temp (°C) | RH (%) | D1 (10−3 mm2/h) | D2 (10−3 mm2/h) | M1∞ (%) | M2∞ (%) | M∞ (%) | T d/h |
|---|---|---|---|---|---|---|---|
| 40 | 95 | 2.20 | 0.89 | 1.92 | 0.84 | 2.76 | 264 |
| 100 | 2.93 | 0.72 | 2.77 | 1.35 | 4.12 | 240 | |
| 60 | 95 | 2.60 | 0.65 | 2.21 | 1.04 | 3.25 | 312 |
| 100 | 6.60 | 0.92 | 3.91 | 2.86 | 6.77 | 144 |
| Wave Number (cm−1) | Functional Group |
|---|---|
| 3320 | –OH, –NH telescoping vibration |
| 3100~2800 | Haloalkyl (–CH3, –CH2) telescoping vibration |
| 1604 | Carbonyl (C=O) |
| 1581, 1502 | Quadrant stretching of benzene ring |
| 1434 | C–H bending of aliphatic moieties |
| 1242 | Aromatic ether telescopic vibration |
| 1040 | Ether bond C–O–C trans stretching vibrations |
| 826 | Epoxy functional groups |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, H.; Zhou, T.; Shangguan, L.; Cheng, R. Effect of Temperature and Humidity Coupling on the Ageing Failure of Carbon Fiber Composite/Titanium Bonded Joints. Polymers 2024, 16, 952. https://doi.org/10.3390/polym16070952
Peng H, Zhou T, Shangguan L, Cheng R. Effect of Temperature and Humidity Coupling on the Ageing Failure of Carbon Fiber Composite/Titanium Bonded Joints. Polymers. 2024; 16(7):952. https://doi.org/10.3390/polym16070952
Chicago/Turabian StylePeng, Han, Tai Zhou, Linjian Shangguan, and Ruixue Cheng. 2024. "Effect of Temperature and Humidity Coupling on the Ageing Failure of Carbon Fiber Composite/Titanium Bonded Joints" Polymers 16, no. 7: 952. https://doi.org/10.3390/polym16070952