
Preparation of Environmentally Friendly Oil- and Water-Resistant Paper Using Holo-Lignocellulosic Nanofibril (LCNF)-Based Composite Coating

 and
and 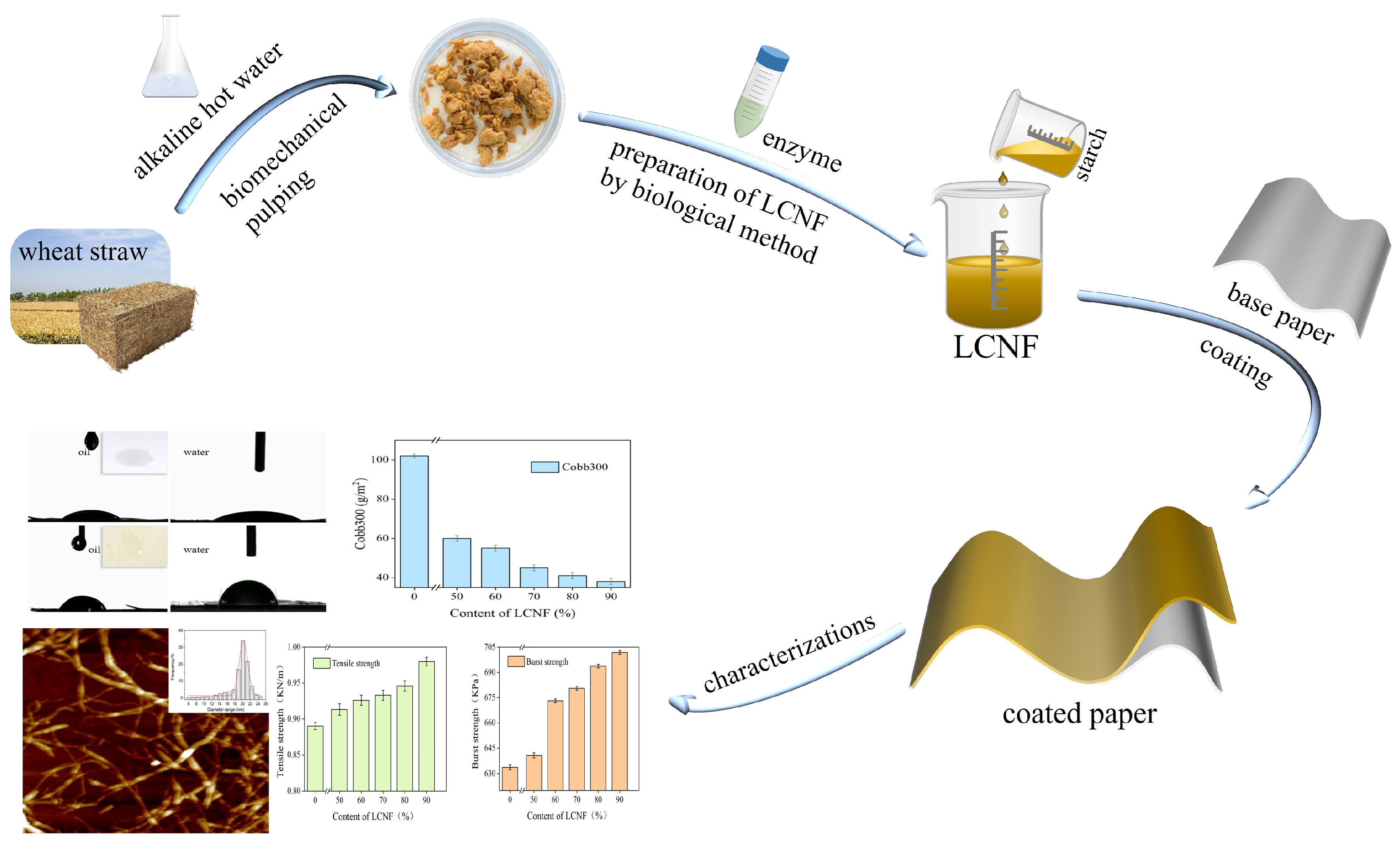{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of LCNF
2.3. Preparation of Oil- and Water-Resistant Paper
2.4. Characterizations of the LCNF
2.5. Characterizations of Oil- and Water-Resistant Paper
3. Results
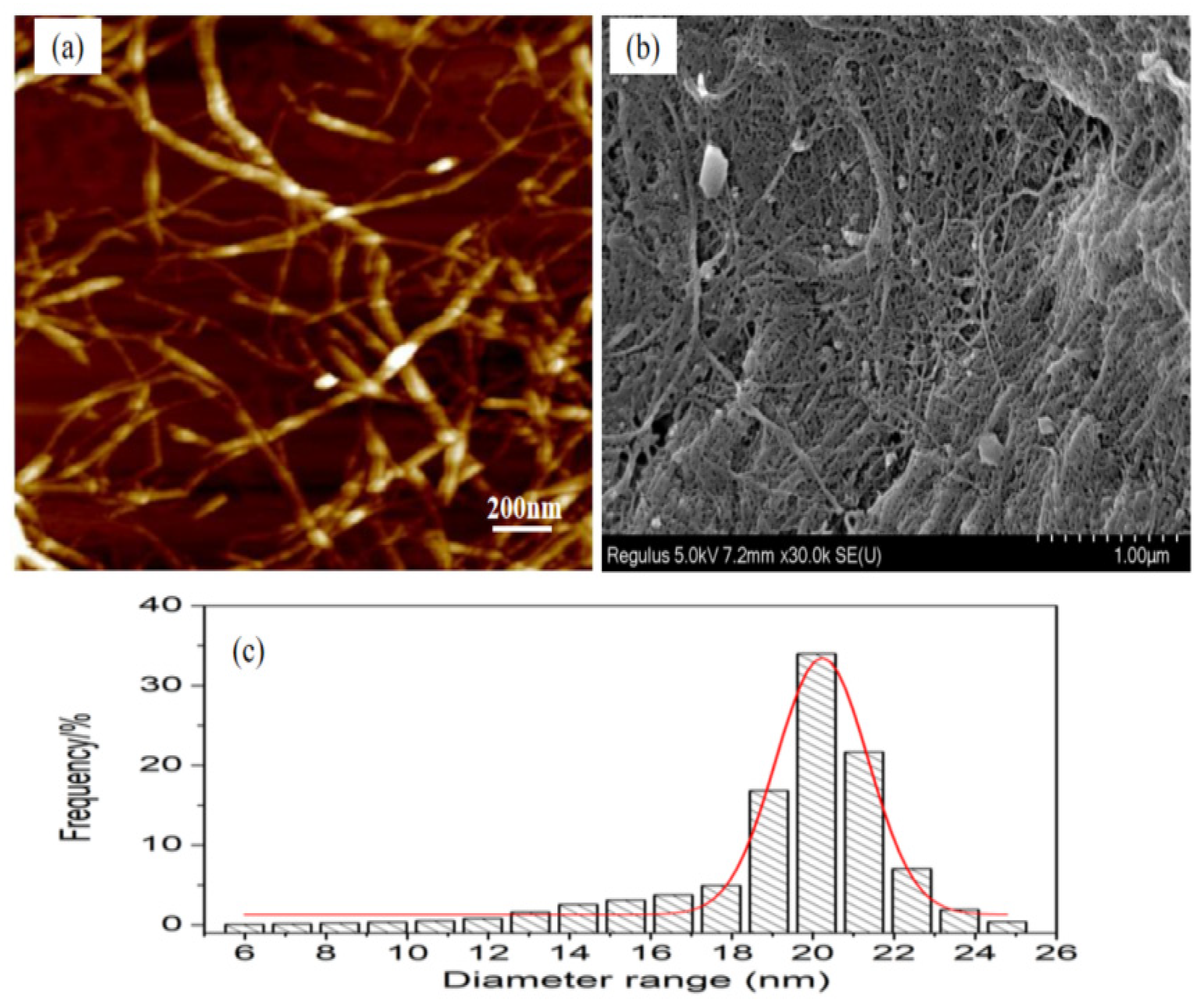
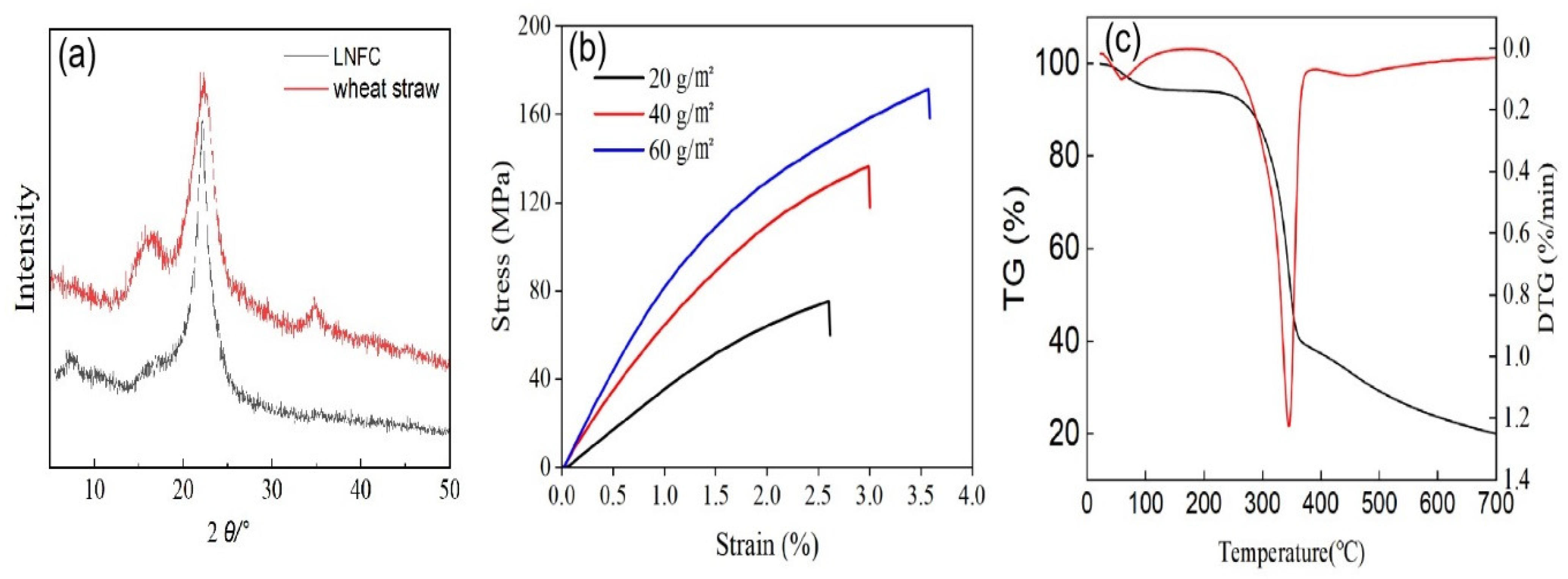
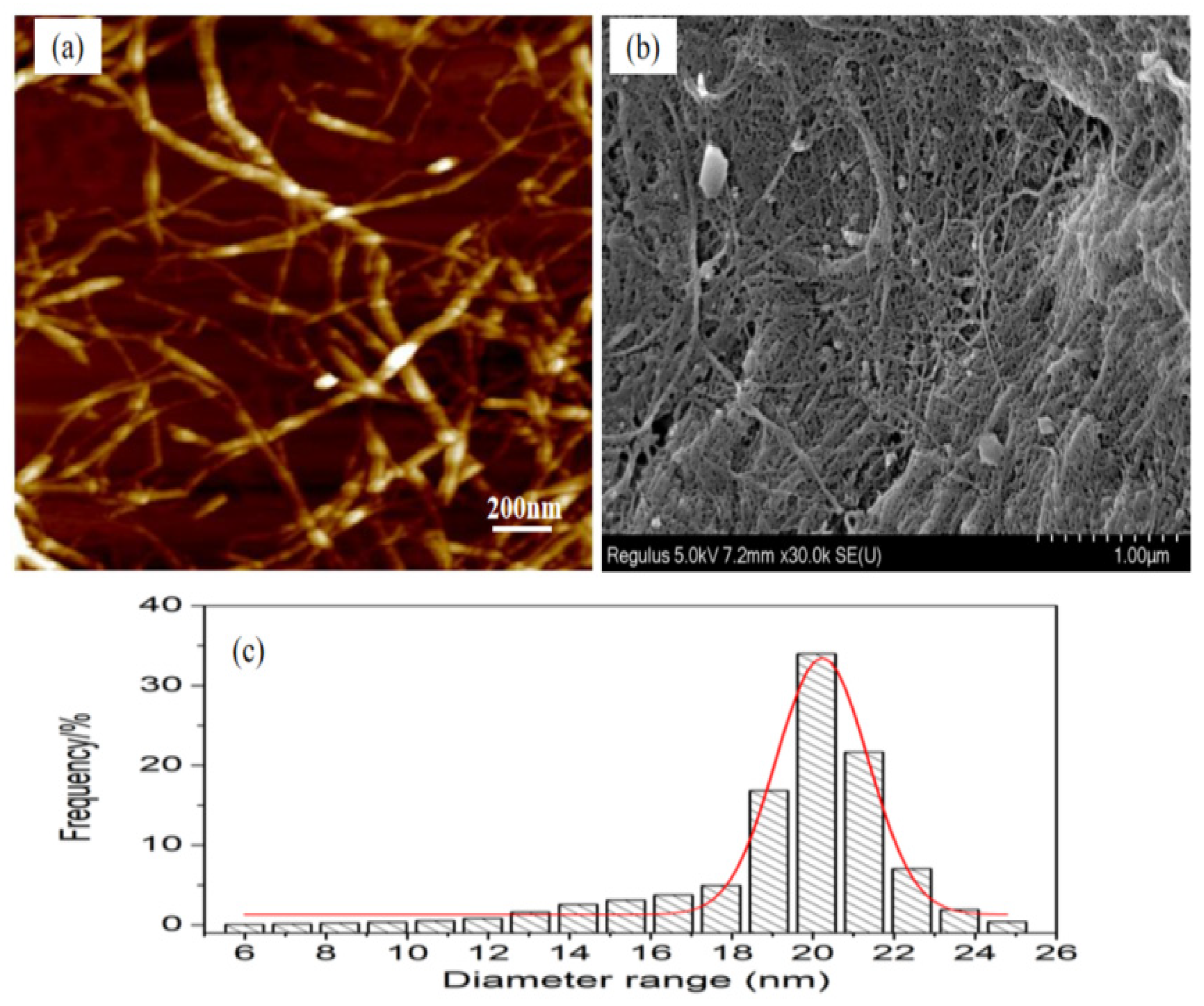
3.1. Properties of the LCNF
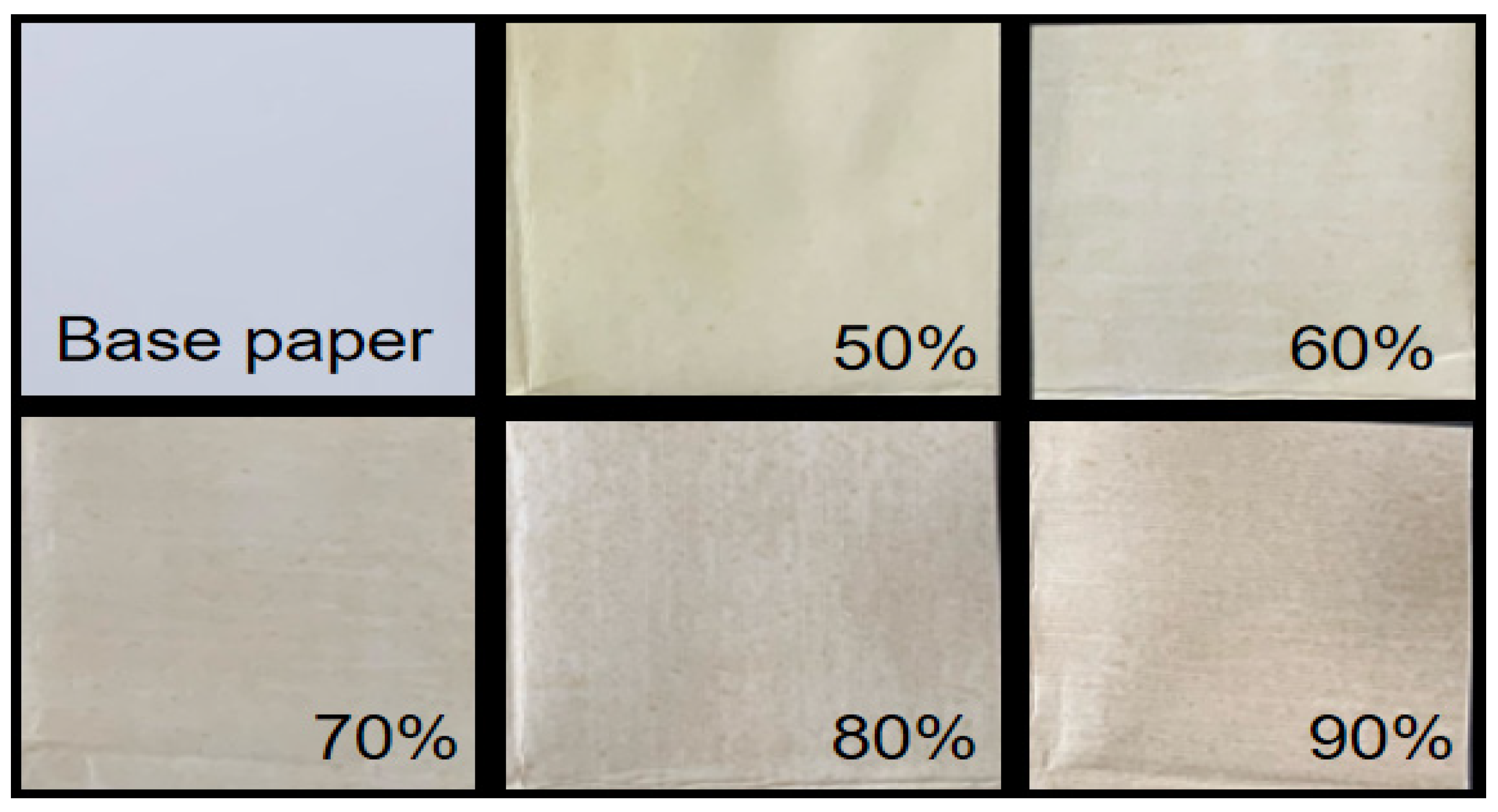
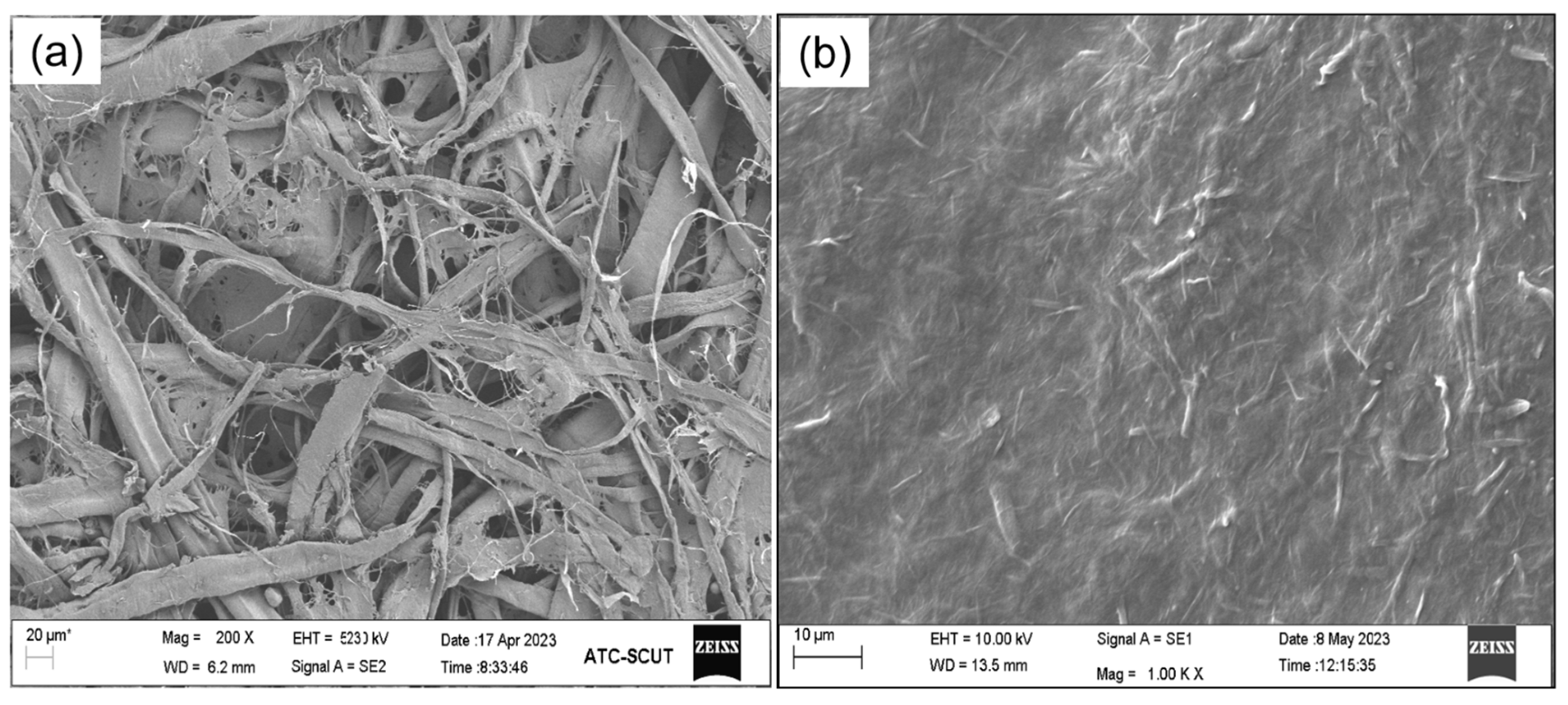
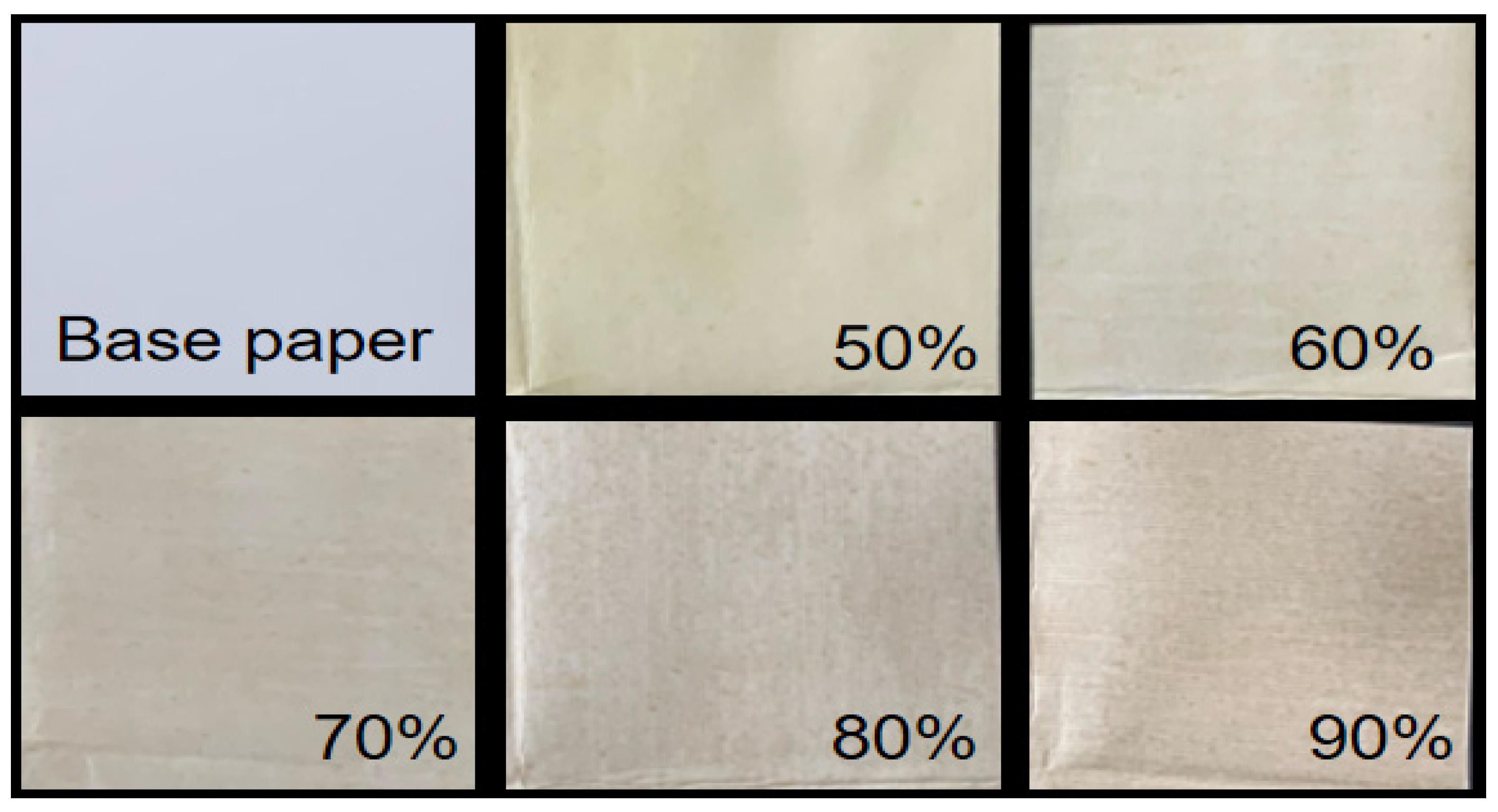
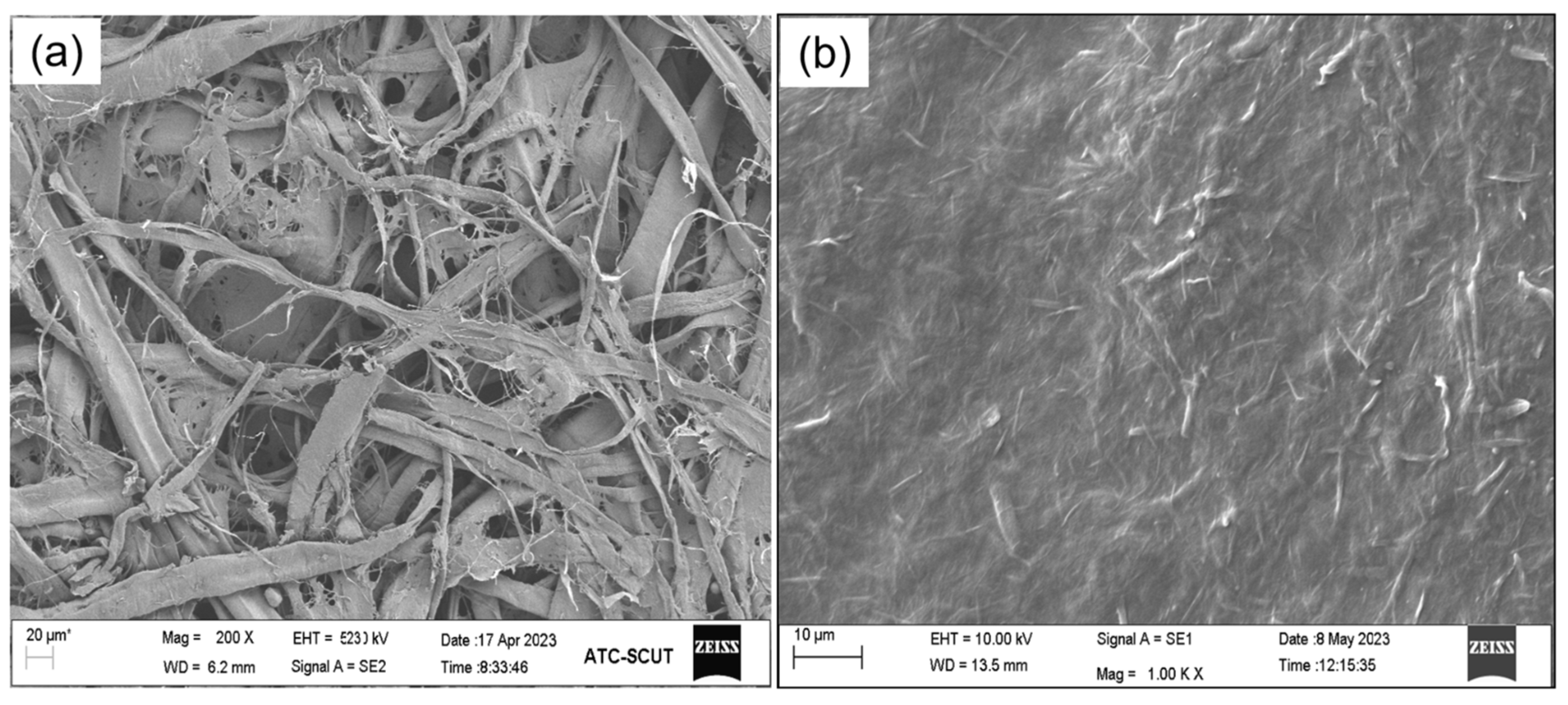
3.2. Surface Morphology of Paper
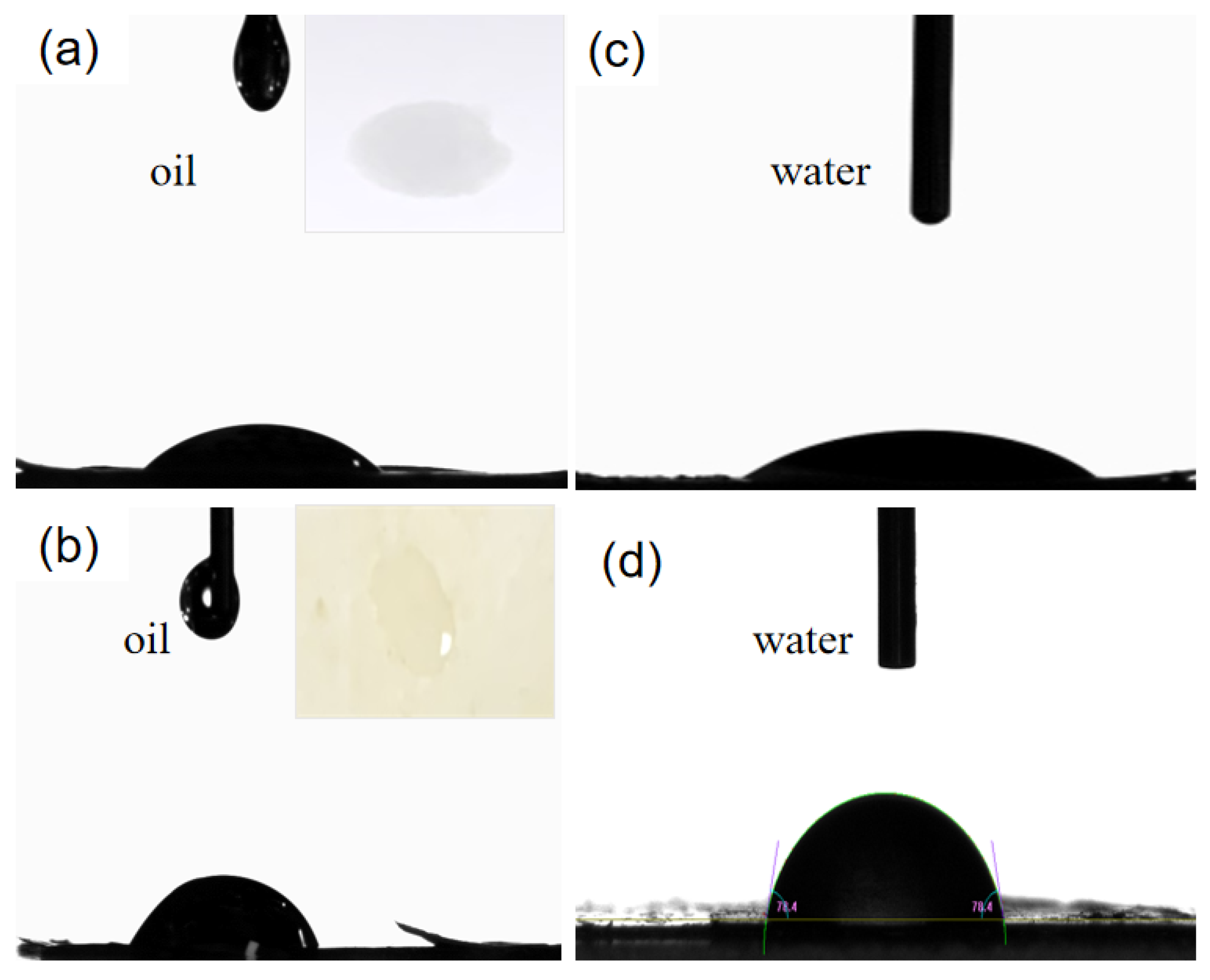
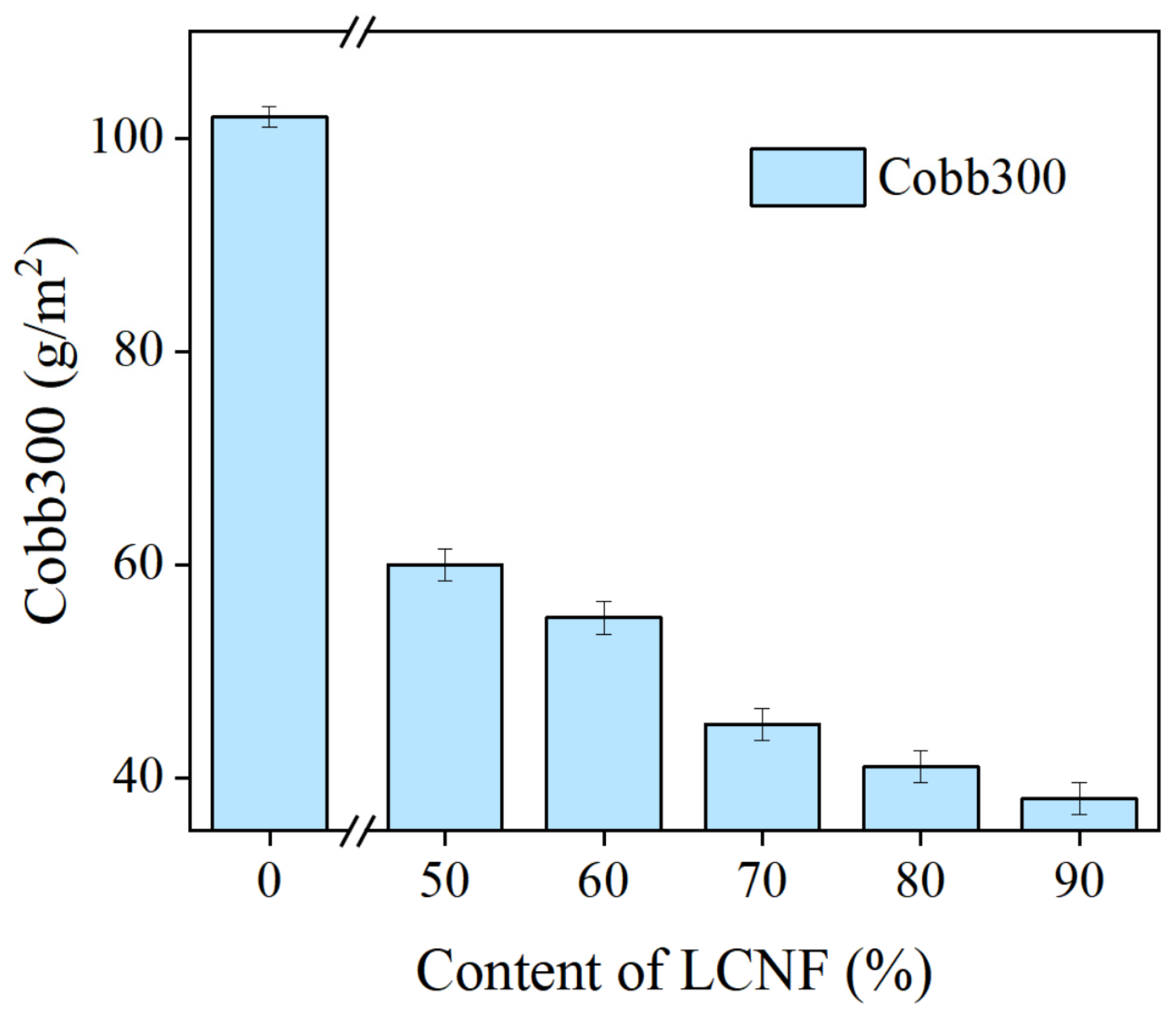
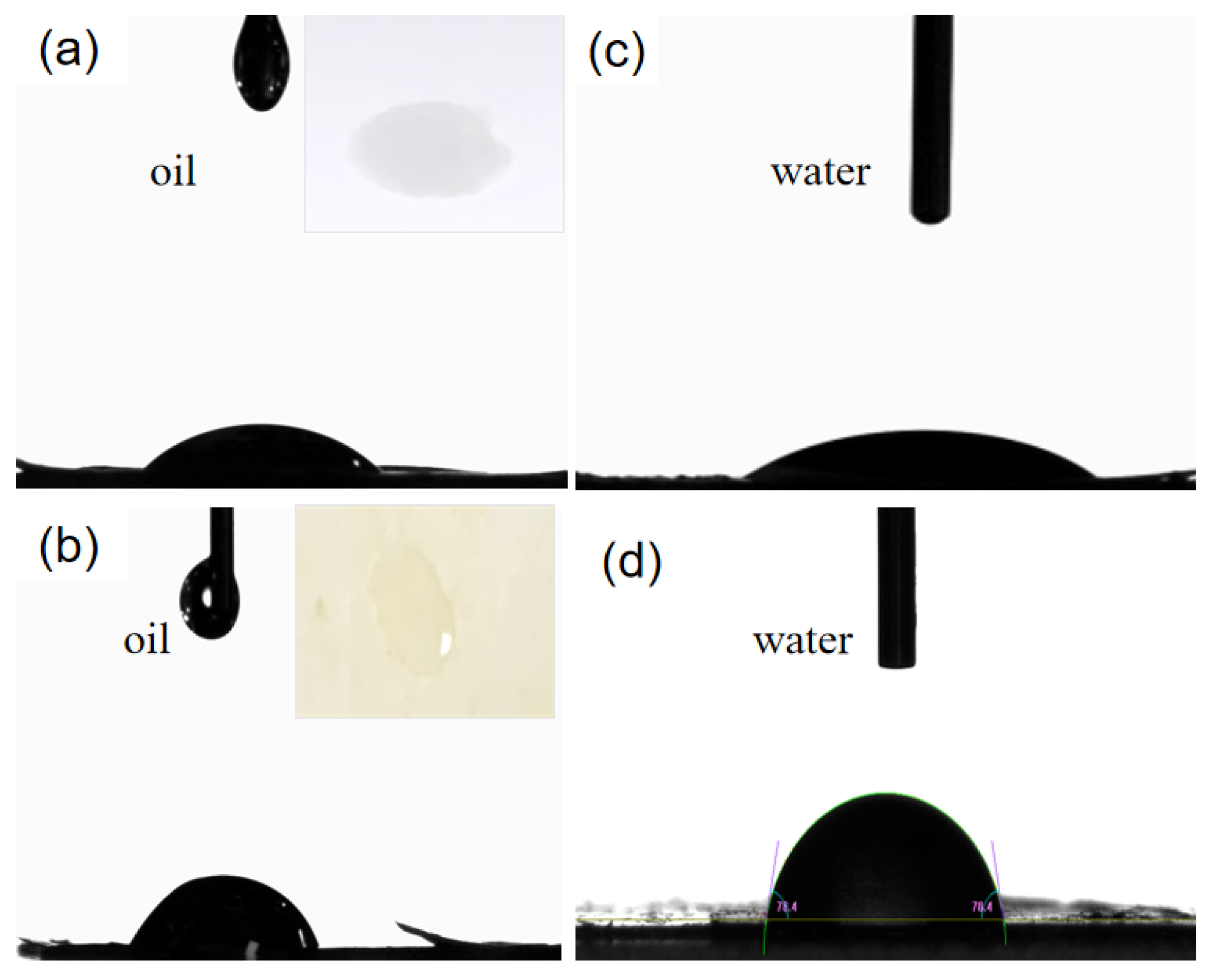
3.3. Oil and Water Resistance of Coated Paper
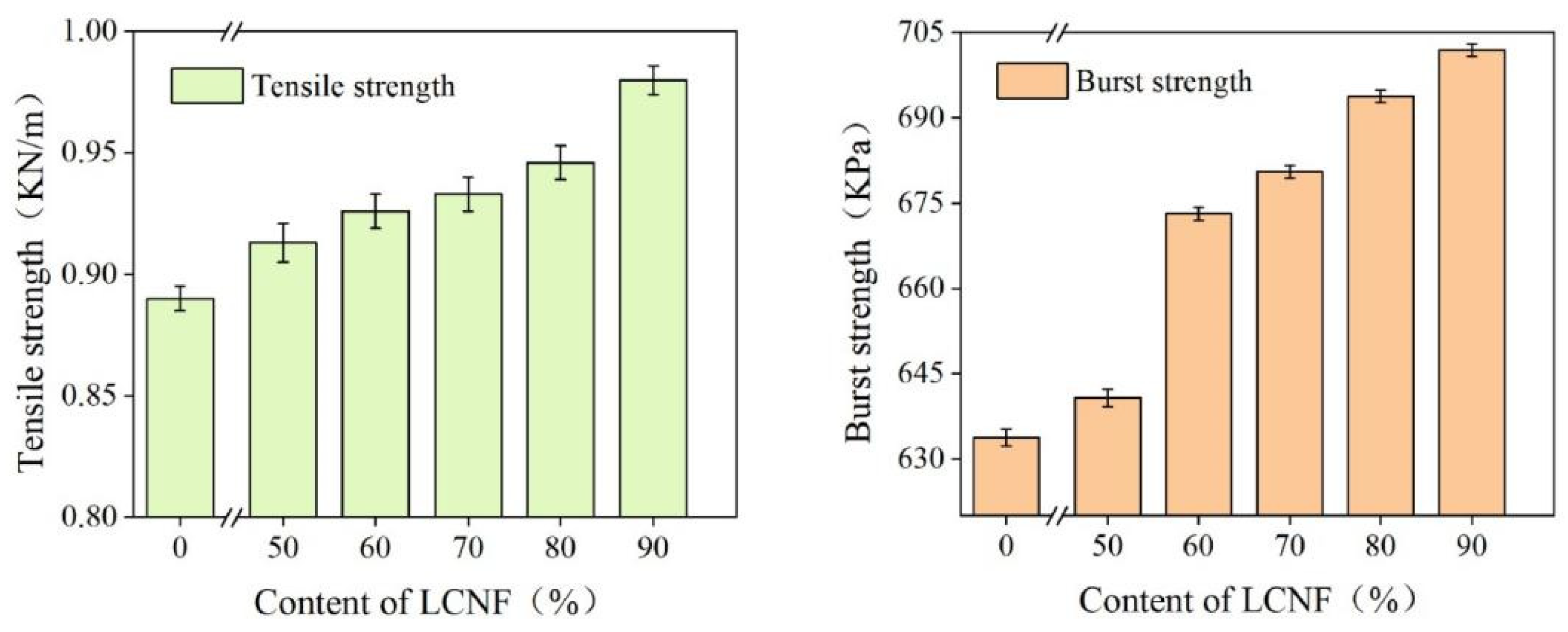
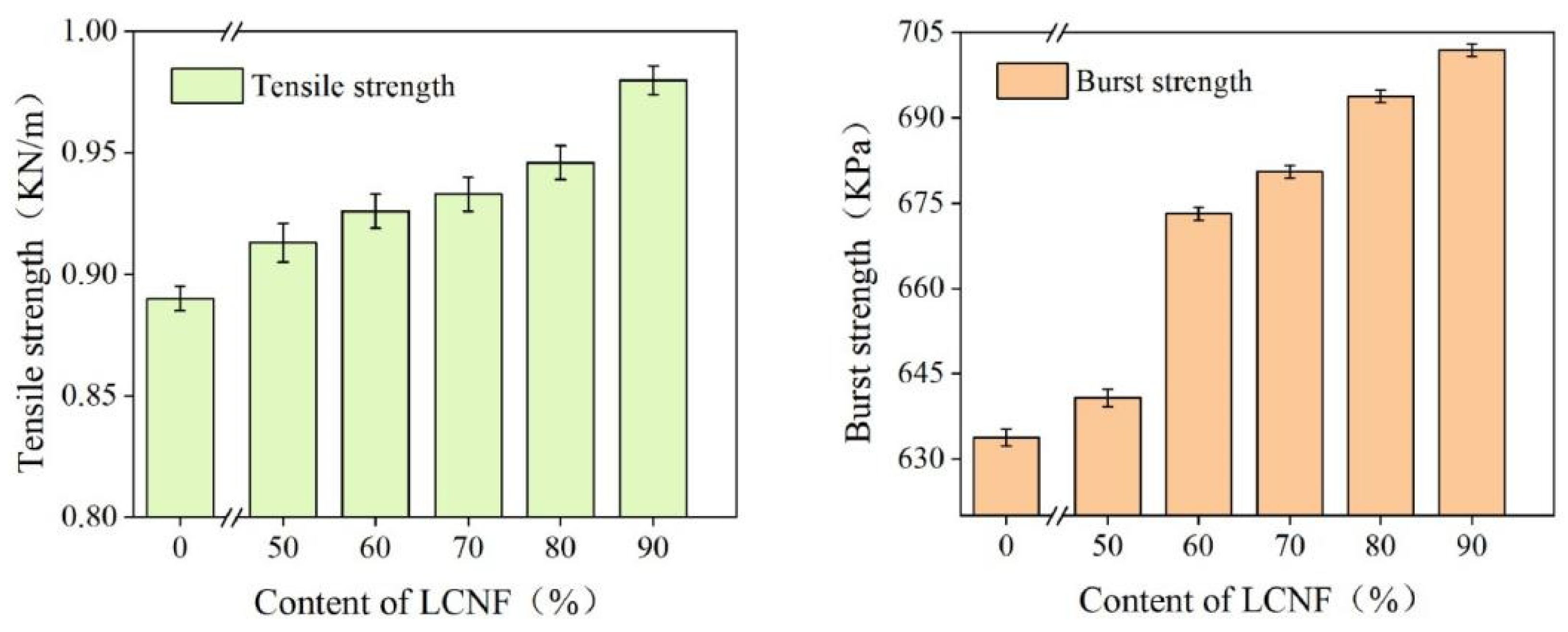
3.4. Mechanical Property of Coated Paper
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ye, M.; Tian, Z.; Wang, S.; Ji, X.; Wang, D.; Ci, X. Simple preparation of environmentally friendly and durable superhydrophobic antibacterial paper. Cellulose 2022, 30, 2427–2440. [Google Scholar] [CrossRef]
- Dias, M.C.; Belgacem, M.N.; de Resende, J.V.; Martins, M.A.; Damásio, R.A.P.; Tonoli, G.H.D.; Ferreira, S.R. Eco-friendly laccase and cellulase enzymes pretreatment for optimized production of high content lignin-cellulose nanofibrils. Int. J. Biol. Macromol. 2022, 209, 413–425. [Google Scholar] [CrossRef]
- Ma, X.; Ma, X.; Zhu, Z.; Zhang, H.; Tian, S.; Li, X.; Fan, H.; Fu, S. Superhydrophobic and deacidified cellulose/CaCO3-derived granular coating toward historic paper preservation. Int. J. Biol. Macromol. 2022, 207, 232–241. [Google Scholar] [CrossRef] [PubMed]
- Jing, X.; Li, X.; Jiang, Y.; Lou, J.; Liu, Z.; Ding, Q.; Han, W. Degradable collagen/sodium alginate/polyvinyl butyral high barrier coating with water/oil-resistant in a facile and effective approach. Carbohydr. Polym. 2022, 278, 118962. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Y.; Gu, L.; Wang, S.; Jin, Y.; Xiao, H. Green and Superhydrophobic Coatings Based on Tailor-Modified Lignocellulose Nanofibrils for Self-Cleaning Surfaces. Ind. Eng. Chem. Res. 2019, 58, 20323–20330. [Google Scholar] [CrossRef]
- Rojo, E.; Peresin, M.S.; Sampson, W.W.; Hoeger, I.C.; Vartiainen, J.; Laine, J.; Rojas, O.J. Comprehensive elucidation of the effect of residual lignin on the physical, barrier, mechanical and surface properties of nanocellulose films. Green Chem. 2015, 17, 1853–1866. [Google Scholar] [CrossRef]
- Bian, H.; Yang, Y.; Tu, P.; Chen, J.Y. Lignocellulosic nanofibrils produced using wheat straw and their pulping solid residue: From agricultural waste to cellulose nanomaterials. Waste Manag. 2019, 91, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Espinosa, E.; Domínguez-Robles, J.; Sánchez, R.; Tarrés, Q.; Rodríguez, A. The effect of pre-treatment on the production of lignocellulosic nanofibers and their application as a reinforcing agent in paper. Cellulose 2017, 24, 2605–2618. [Google Scholar] [CrossRef]
- Solala, I.; Iglesias, M.C.; Peresin, M.S. On the potential of lignin-containing cellulose nanofibrils (LCNFs): A review on properties and applications. Cellulose 2019, 27, 1853–1877. [Google Scholar] [CrossRef]
- Tayeb, H.A.; Tajvidi, M.; Bousfield, D. Paper-based oil barrier packaging using lignin-containing cellulose nanofibrils. Molecules 2020, 25, 1344. [Google Scholar] [CrossRef]
- Tufail, T.; Saeed, F.; Afzaal, M.; Ain, H.B.U.; Gilani, S.A.; Hussain, M.; Anjum, F.M. Wheat straw: A natural remedy against different maladies. Food Sci. Nutr. 2021, 9, 2335–2344. [Google Scholar] [CrossRef] [PubMed]
- Ye, M.; Wang, S.; Ji, X.; Tian, Z.; Dai, L.; Si, C. Nanofibrillated cellulose-based superhydrophobic coating with antimicrobial performance. Adv. Compos. Hybrid Mater. 2022, 6, 30. [Google Scholar] [CrossRef]
- Yang, M.; Zhang, X.; Guan, S.; Dou, Y.; Gao, X. Preparation of lignin containing cellulose nanofibers and its application in PVA nanocomposite films. Int. J. Biol. Macromol. 2020, 158, 1259–1267. [Google Scholar] [CrossRef] [PubMed]
- Segal, L.; Creely, C.J.; Martin, A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-Ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- SR ISO 535: 2014; Paper and Board, Determination of Water Absorptiveness, Cobb Method. Romanian Association of Standardisation—ASRO: Bucharest, Romania, 2014.
- GB/T 12914-2018; Paper and Board—Determination of Tensile Properties—Constant Rate of Elongation Method (20 mm/min). Standardization Administration of the People’s Republic of China: Beijing, China, 2018.
- GB/T 454-2020; Paper—Determination of Bursting Strength. Standardization Administration of the People’s Republic of China: Beijing, China, 2020.
- Zhu, H.; Luo, W.; Ciesielski, P.N.; Fang, Z.; Zhu, J.Y.; Henriksson, G.; Himmel, M.E.; Hu, L. Wood-derived materials for green electronics, biological devices, and energy applications. Chem. Rev. 2016, 116, 9305–9374. [Google Scholar] [CrossRef] [PubMed]
- Bian, H.; Chen, L.; Dai, H.; Zhu, J.Y. Integrated production of lignin containing cellulose nanocrystals (LCNC) and nanofibrils (LCNF) using an easily recyclable di-carboxylic acid. Carbohydr. Polym. 2017, 167, 167–176. [Google Scholar] [CrossRef] [PubMed]
- Talbott, M.F.; Springer, G.S.; Berglund, L.A. The effects of crystallinity on the mechanical properties of PEEK polymer and graphite fiber reinforced PEEK. J. Compos. Mater. 1987, 21, 1056–1081. [Google Scholar] [CrossRef]
- Hoeger, I.C.; Nair, S.S.; Ragauskas, A.J.; Deng, Y.; Rojas, O.J.; Zhu, J.Y. Mechanical deconstruction of lignocellulose cell walls and their enzymatic saccharification. Cellulose 2013, 20, 807–818. [Google Scholar] [CrossRef]
- Saelee, K.; Yingkamhaeng, N.; Nimchua, T.; Sukyai, P. An environmentally friendly xylanase-assisted pretreatment for cellulose nanofibrils isolation from sugarcane bagasse by high-pressure homogenization. Ind. Crops Prod. 2016, 82, 149–160. [Google Scholar] [CrossRef]
- Chen, Y.; Fan, D.; Han, Y.; Lu, S.; Lu, Y.; Li, G.; Jiang, F.; Wang, S. Effect of high residual lignin on the properties of cellulose nanofibrils/films. Cellulose 2018, 25, 6421–6431. [Google Scholar] [CrossRef]
- Fu, H.; Gao, W.; Wang, B.; Zeng, J.; Cheng, Z.; Xu, J.; Chen, K. Effect of lignin content on the microstructural characteristics of lignocellulose nanofibrils. Cellulose 2019, 27, 1327–1340. [Google Scholar] [CrossRef]
- Deepa, B.; Abraham, E.; Cordeiro, N.; Mozetic, M.; Mathew, A.P.; Oksman, K.; Faria, M.; Thomas, S.; Pothan, L.A. Utilization of various lignocellulosic biomass for the production of nanocellulose: A comparative study. Cellulose 2015, 22, 1075–1090. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Forte, M.M.C.; Santana, R.M.C. Thermal decomposition of wood: Influence of wood components and cellulose crystallite size. Bioresour. Technol. 2012, 109, 148–153. [Google Scholar] [CrossRef] [PubMed]
- Jonoobi, M.; Oladi, R.; Davoudpour, Y.; Oksman, K.; Dufresne, A.; Hamzeh, Y.; Davoodi, R. Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: A review. Cellulose 2015, 22, 935–969. [Google Scholar] [CrossRef]
- Albornoz, P.G.; Ching, D.; Valerio, O.; Mendonça, R.T.; Pereira, M. Effect of lignin and hemicellulose on the properties of lignocellulose nanofibril suspensions. Cellulose 2020, 27, 10631–10647. [Google Scholar] [CrossRef]
- Wang, S.; Gao, W.; Chen, K.; Zeng, J.; Xu, J.; Wang, B. An effective method for determining the retention and distribution of cellulose nanofibrils in paper handsheets by dye labeling. TAPPI J. 2018, 17, 157–164. [Google Scholar] [CrossRef]
- Djafari Petroudy, S.R.; Chabot, B.; Loranger, E.; Naebe, M.; Shojaeiarani, J.; Gharehkhani, S.; Thomas, S. Recent advances in cellulose nanofibers preparation through energy-efficient approaches: A review. Energies 2021, 14, 6792. [Google Scholar] [CrossRef]
- Jele, T.B.; Lekha, P.; Sithole, B. Role of cellulose nanofibrils in improving the strength properties of paper: A review. Cellulose 2022, 29, 55–81. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Pei, L.; Wei, J.; Xie, J.; Ji, X.; Wang, Y.; Jia, P.; Jiao, Y. Preparation of Environmentally Friendly Oil- and Water-Resistant Paper Using Holo-Lignocellulosic Nanofibril (LCNF)-Based Composite Coating. Polymers 2024, 16, 1078. https://doi.org/10.3390/polym16081078
Wang S, Pei L, Wei J, Xie J, Ji X, Wang Y, Jia P, Jiao Y. Preparation of Environmentally Friendly Oil- and Water-Resistant Paper Using Holo-Lignocellulosic Nanofibril (LCNF)-Based Composite Coating. Polymers. 2024; 16(8):1078. https://doi.org/10.3390/polym16081078
Chicago/Turabian StyleWang, Shengdan, Lihua Pei, Jichao Wei, Jiabao Xie, Xingxiang Ji, Yukang Wang, Peng Jia, and Yajuan Jiao. 2024. "Preparation of Environmentally Friendly Oil- and Water-Resistant Paper Using Holo-Lignocellulosic Nanofibril (LCNF)-Based Composite Coating" Polymers 16, no. 8: 1078. https://doi.org/10.3390/polym16081078
APA StyleWang, S., Pei, L., Wei, J., Xie, J., Ji, X., Wang, Y., Jia, P., & Jiao, Y. (2024). Preparation of Environmentally Friendly Oil- and Water-Resistant Paper Using Holo-Lignocellulosic Nanofibril (LCNF)-Based Composite Coating. Polymers, 16(8), 1078. https://doi.org/10.3390/polym16081078