Techno-Economic Study of Castor Oil Crop Biorefinery: Production of Biodiesel without Fossil-Based Methanol and Lignoethanol Improved by Alkali Pretreatment


Abstract
:1. Introduction
2. Methods
2.1. Process Development
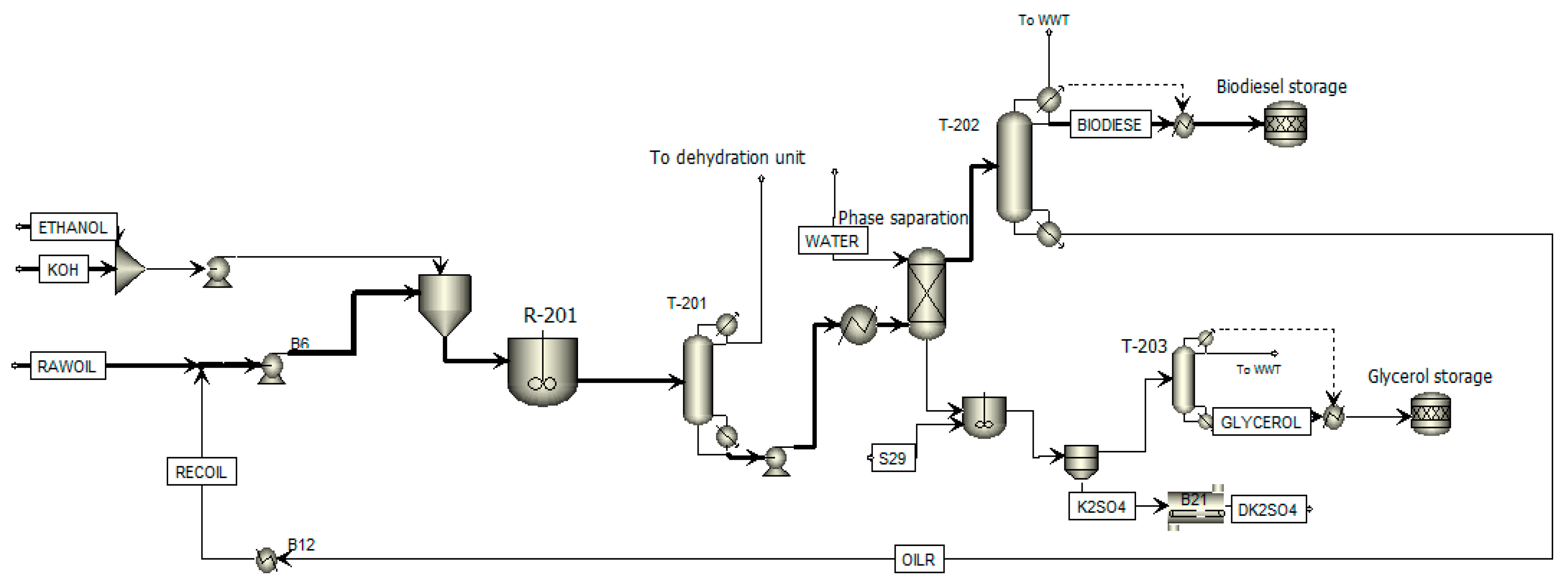
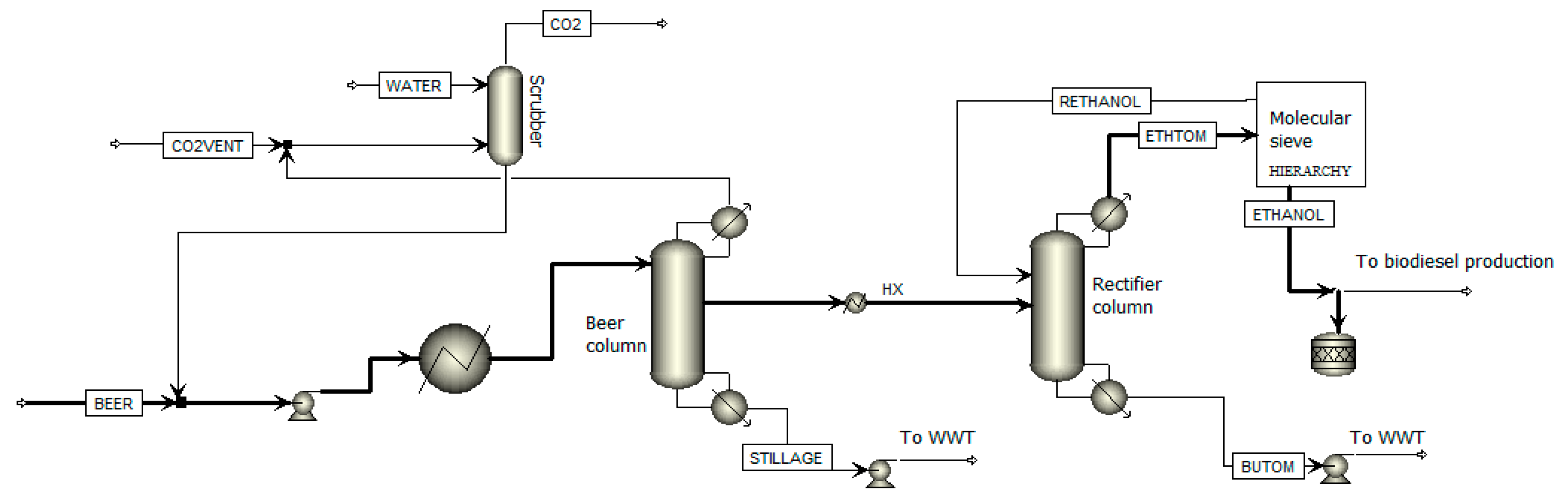
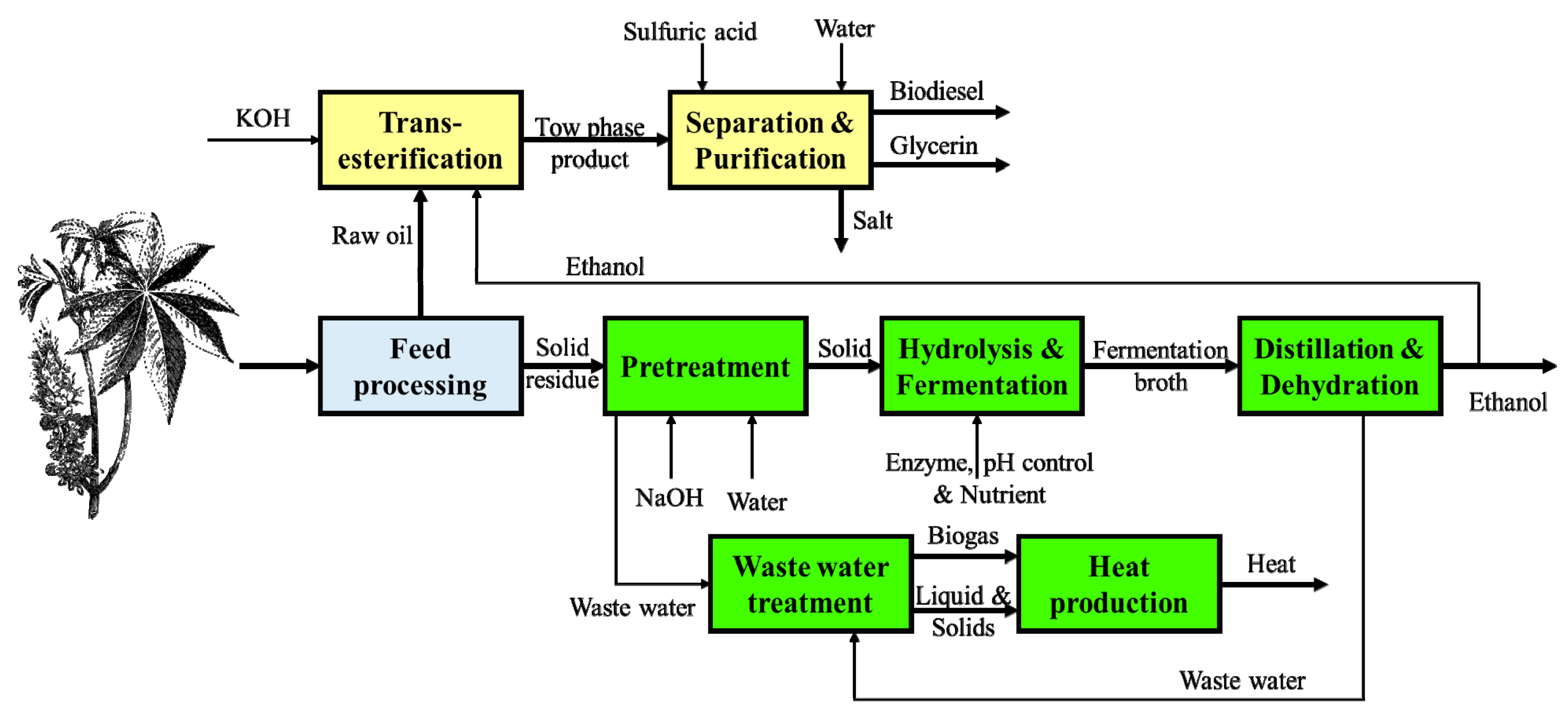
2.1.1. Scenario 1: The Biorefinery for Biodiesel (from Oil and Ethanol), Bioethanol, and Heat Production

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment/Conditions | Transesterification Reactor (R-201) | Distillation Tower 1 (T-201) | Distillation Tower 2 (T-202) | Distillation Tower 3 (T-203) |
|---|---|---|---|---|
| Input T (°C) | 62.5 | 62.5 | 50 | 25 |
| Upper output T (°C) | 62.5 | 216.7 | 517 | 244 |
| Lower output T (°C) | - | 42.1 | 148.3 | 75 |
| Input P (bar) | 1 | 1 | 1 | 1 |
| Upper output P (bar) | - | 0.2 | 0.1 | 0.4 |
| Lower output P (bar) | 1 | 0.2 | 0.2 | 0.5 |
| Number of theoretical stages | - | 17 | 17 | 3 |
| Equipment/Conditions | Beer Column | Rectifier Column | Scrubber Column | Dehydration Section |
|---|---|---|---|---|
| Input temperature (°C) | 100 | 120 | 38.4 | 92.1 |
| Highest output T (°C) | 122.2 | 119.7 | 36.2 | 25 |
| Lowest output T (°C) | 115.7 | 92.1 | 36 | - |
| Input P (bar) | 4.8 | 2 | 1 | 1.7 |
| Highest output P (bar) | 1.9 | 1.7 | 0.9 | 1 |
| Lowest output P (bar) | 2.1 | 2 | 0.9 | - |
| Number of theoretical stages | 19 | 25 | 9 | - |
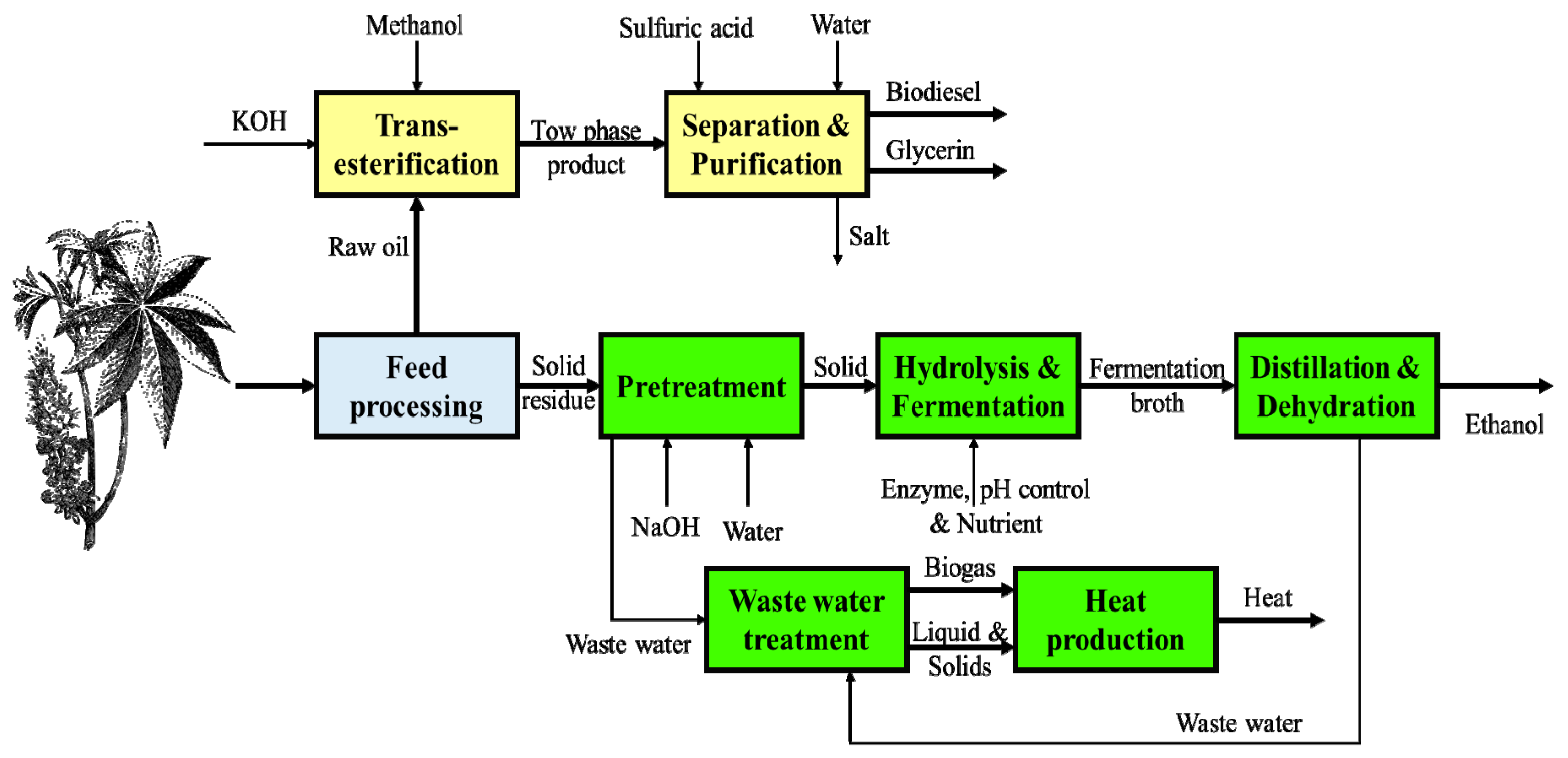
2.1.2. Scenario 2: The Biorefinery for Biodiesel (from Oil and Methanol), Bioethanol, and Heat Production
2.2. Plant Location and Capacity
2.3. Process Simulation and Economic Calculations
3. Results
3.1. Material and Energy Balance
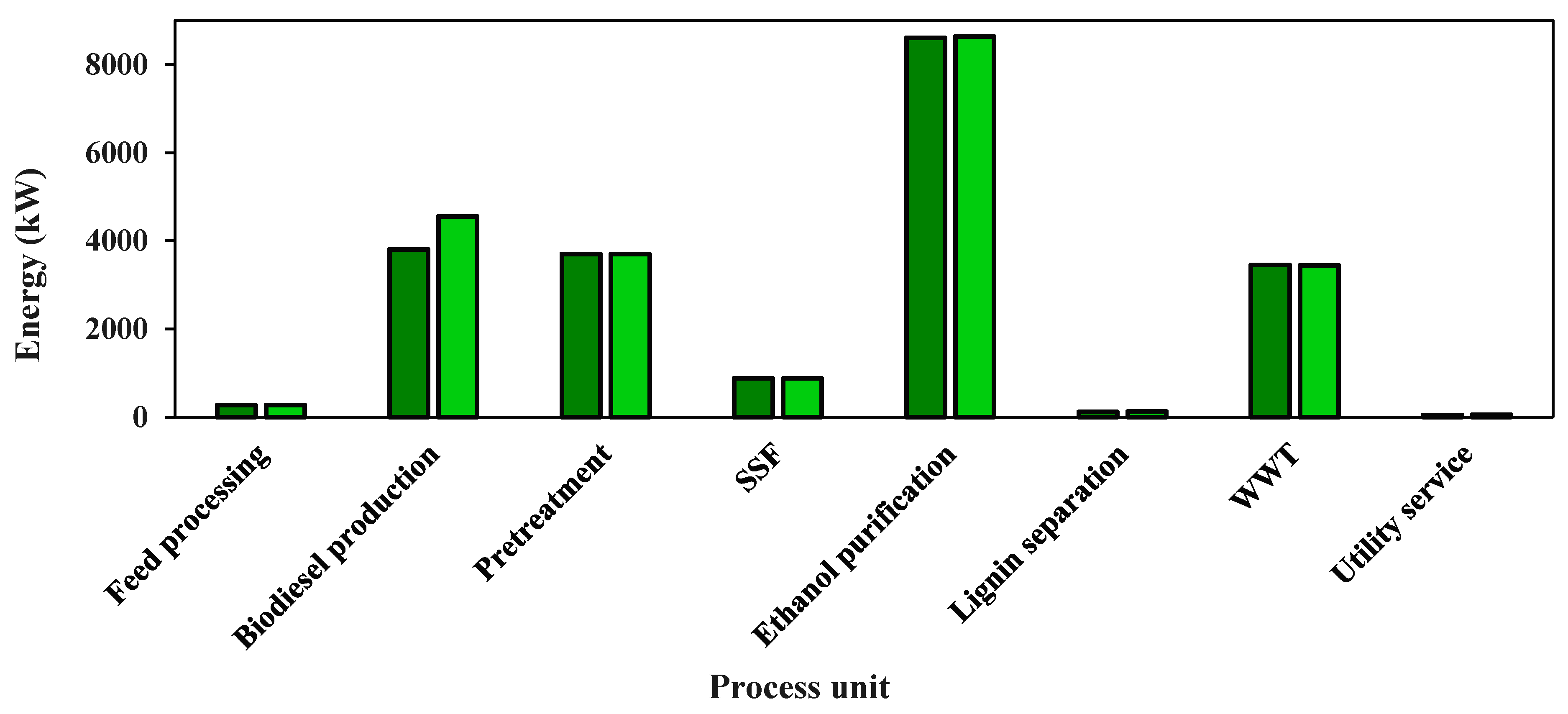
3.2. Energy Efficiency
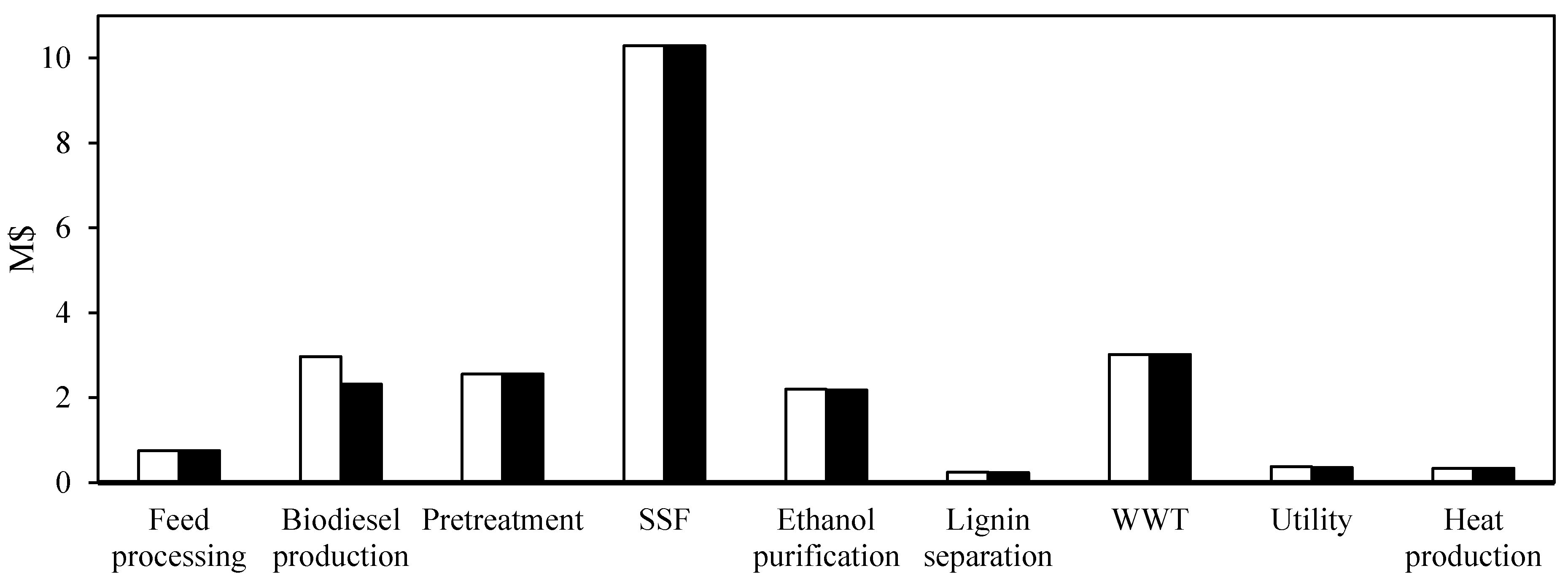
3.3. Total Capital Cost
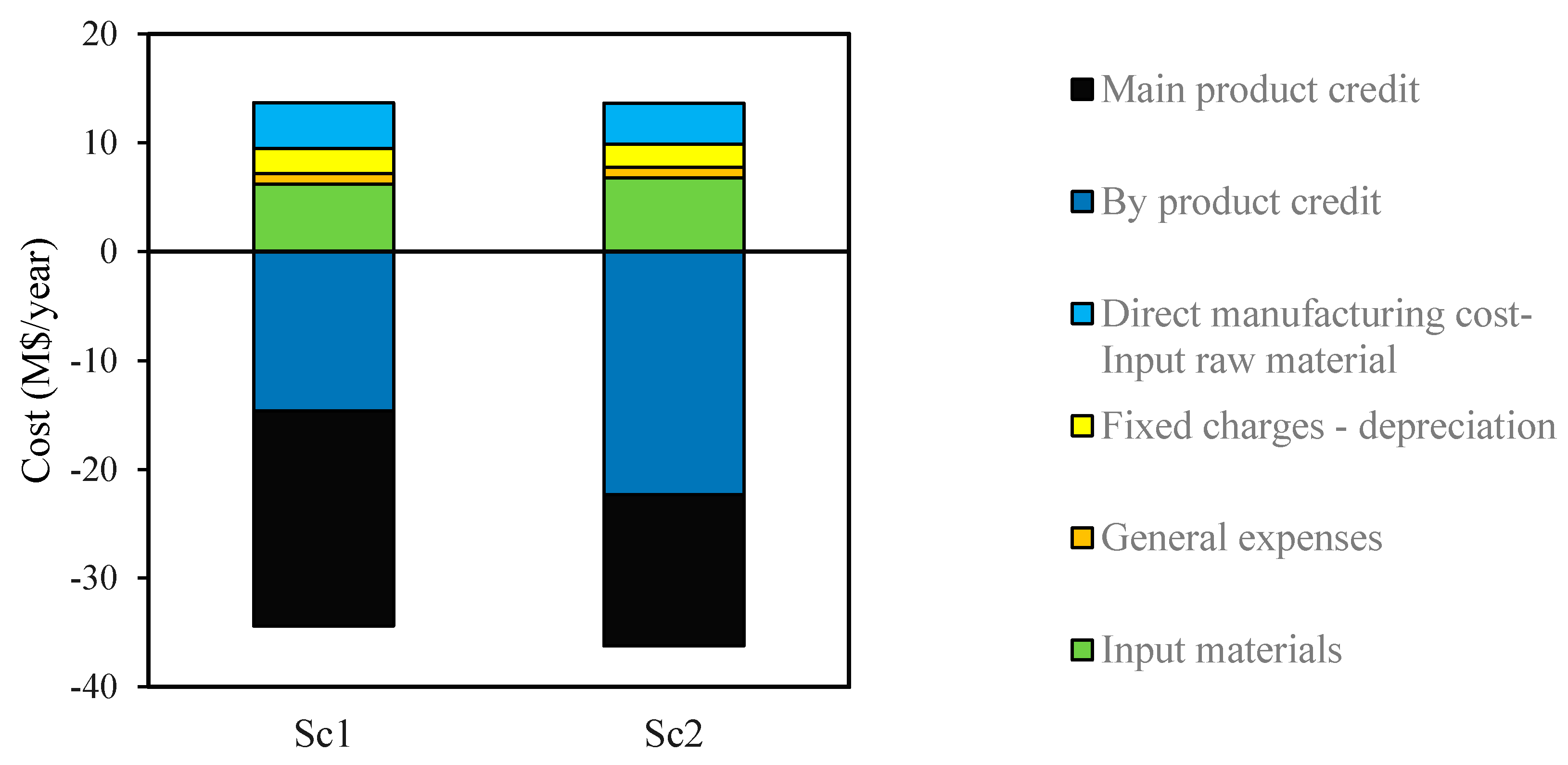
3.4. Operating Cost
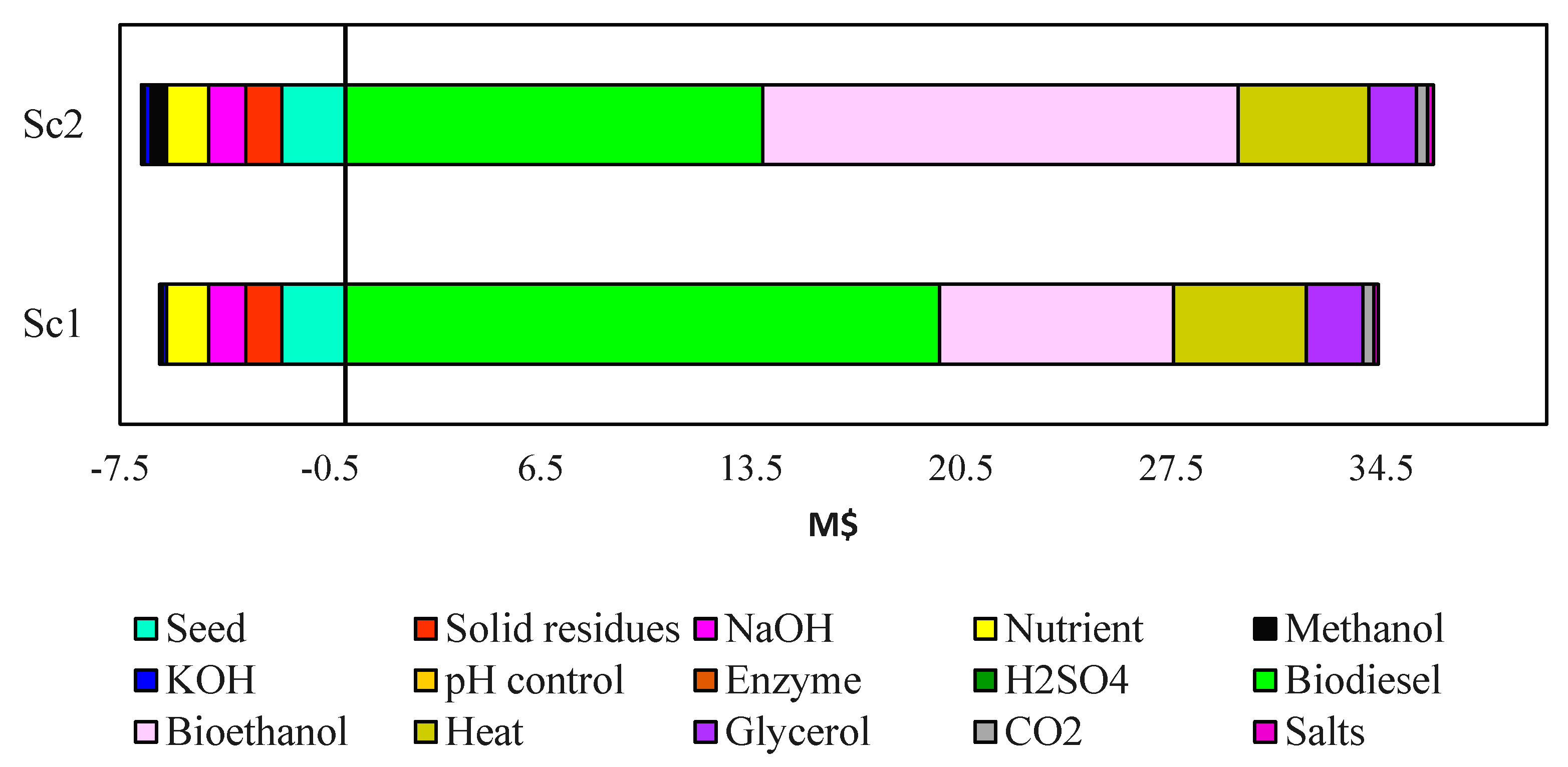
3.5. Manufacturing and Equivalent Costs
3.6. Profitability Parameters
3.7. Sensitivity Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Nigam, P.S.; Singh, A. Production of liquid biofuels from renewable resources. Prog. Energy Combust. Sci. 2011, 37, 52–68. [Google Scholar] [CrossRef]
- Demirbaş, A. Progress and recent trends in biodiesel fuels. Energy Convers. Manag. 2009, 50, 14–34. [Google Scholar] [CrossRef]
- Berman, P.; Nizri, S.; Wiesman, Z. Castor oil biodiesel and its blends as alternative fuel. Biomass-Bioenergy 2011, 35, 2861–2866. [Google Scholar] [CrossRef]
- Chakrabarti, M.; Ali, M.; Baroutian, S.; Saleem, M. Techno-economic comparison between B10 of Eruca sativa L. and other indigenous seed oils in Pakistan. Process. Saf. Environ. Prot. 2011, 89, 165–171. [Google Scholar] [CrossRef]
- Tabatabaei, M.; Karimi, K.; Horváth, I.S.; Kumar, R. Recent trends in biodiesel production. Biofuel Res. J. 2015, 2, 258–267. [Google Scholar] [CrossRef]
- Menon, V.; Rao, M. Trends in bioconversion of lignocellulose: Biofuels, platform chemicals & biorefinery concept. Prog. Energy Combust. Sci. 2012, 38, 522–550. [Google Scholar] [CrossRef]
- Taherzadeh, M.; Karimi, K. Pretreatment of Lignocellulosic Wastes to Improve Ethanol and Biogas Production: A Review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef] [Green Version]
- Skoulou, V.; Mariolis, N.; Zanakis, G.; Zabaniotou, A. Sustainable management of energy crops for integrated biofuels and green energy production in Greece. Renew. Sustain. Energy Rev. 2011, 15, 1928–1936. [Google Scholar] [CrossRef]
- Bateni, H.; Karimi, K.; Zamani, A.; Benakashani, F. Castor plant for biodiesel, biogas, and ethanol production with a biorefinery processing perspective. Appl. Energy 2014, 136, 14–22. [Google Scholar] [CrossRef]
- Ogunniyi, D. Castor oil: A vital industrial raw material. Bioresour. Technol. 2006, 97, 1086–1091. [Google Scholar] [CrossRef]
- Kurian, J.K.; Nair, G.R.; Hussain, A.; Raghavan, G.V. Feedstocks, logistics and pre-treatment processes for sustainable lignocellulosic biorefineries: A comprehensive review. Renew. Sustain. Energy Rev. 2013, 25, 205–219. [Google Scholar] [CrossRef]
- Sandin, G.; Røyne, F.; Berlin, J.; Peters, G.M.; Svanström, M. Allocation in LCAs of biorefinery products: Implications for results and decision-making. J. Clean. Prod. 2015, 93, 213–221. [Google Scholar] [CrossRef]
- Shafiei, M.; Karimi, K.; Zilouei, H.; Taherzadeh, M. Economic Impact of NMMO Pretreatment on Ethanol and Biogas Production from Pinewood. BioMed Res. Int. 2014, 2014, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Glisic, S.B.; Orlović, A.M. Review of biodiesel synthesis from waste oil under elevated pressure and temperature: Phase equilibrium, reaction kinetics, process design and techno-economic study. Renew. Sustain. Energy Rev. 2014, 31, 708–725. [Google Scholar] [CrossRef]
- Marchetti, J.M.; Miguel, V.; Errazu, A. Techno-economic study of different alternatives for biodiesel production. Fuel Process. Technol. 2008, 89, 740–748. [Google Scholar] [CrossRef]
- You, Y.-D.; Shie, J.-L.; Chang, C.-Y.; Huang, S.-H.; Pai, C.-Y.; Yu, Y.-H.; Chang, C.H. Economic Cost Analysis of Biodiesel Production: Case in Soybean Oil. Energy Fuels 2008, 22, 182–189. [Google Scholar] [CrossRef]
- Ong, H.; Mahlia, T.M.I.; Masjuki, H.; Honnery, D. Life cycle cost and sensitivity analysis of palm biodiesel production. Fuel 2012, 98, 131–139. [Google Scholar] [CrossRef]
- Quintero, J.A.; Felix, E.R.; Rincón, L.E.; Crisspín, M.; Baca, J.F.; Khwaja, Y.; Cardona, C.A. Social and techno-economical analysis of biodiesel production in Peru. Energy Policy 2012, 43, 427–435. [Google Scholar] [CrossRef]
- Karmee, S.K.; Patria, R.D.; Lin, C.S.K. Techno-Economic Evaluation of Biodiesel Production from Waste Cooking Oil—A Case Study of Hong Kong. Int. J. Mol. Sci. 2015, 16, 4362–4371. [Google Scholar] [CrossRef] [Green Version]
- Khounani, Z.; Nazemi, F.; Shafiei, M.; Aghbashlo, M.; Tabatabaei, M. Techno-economic aspects of a safflower-based biorefinery plant co-producing bioethanol and biodiesel. Energy Convers. Manag. 2019, 201, 112184. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Hosseinpour, S. On the exergoeconomic and exergoenvironmental evaluation and optimization of biodiesel synthesis from waste cooking oil (WCO) using a low power, high frequency ultrasonic reactor. Energy Convers. Manag. 2018, 164, 385–398. [Google Scholar] [CrossRef]
- Hoang, A.T.; Tabatabaei, M.; Aghbashlo, M.; Carlucci, A.P.; Ölçer, A.I.; Le, A.T.; Ghassemi, A. Rice bran oil-based biodiesel as a promising renewable fuel alternative to petrodiesel: A review. Renew. Sustain. Energy Rev. 2020, 135, 110204. [Google Scholar] [CrossRef]
- Anna Ekman, O.W.; Elisabeth, J.; Pål, B. Possibilities for sustainable biorefineries based on agricultural residues—A case study of potential straw-based ethanol production in sweden. Appl. Energy 2013, 102, 299–308. [Google Scholar] [CrossRef]
- Quintero, J.A.; Moncada, J.; Cardona, C.A. Techno-economic analysis of bioethanol production from lignocellulosic residues in Colombia: A process simulation approach. Bioresour. Technol. 2013, 139, 300–307. [Google Scholar] [CrossRef]
- Shafiei, M.; Karimi, K.; Taherzadeh, M. Techno-economical study of ethanol and biogas from spruce wood by NMMO-pretreatment and rapid fermentation and digestion. Bioresour. Technol. 2011, 102, 7879–7886. [Google Scholar] [CrossRef]
- Rahimi, V.; Shafiei, M. Techno-economic assessment of a biorefinery based on low-impact energy crops: A step towards commercial production of biodiesel, biogas, and heat. Energy Convers. Manag. 2019, 183, 698–707. [Google Scholar] [CrossRef]
- Bateni, H.; Karimi, K. Biodiesel production from castor plant integrating ethanol production via a biorefinery approach. Chem. Eng. Res. Des. 2016, 107, 4–12. [Google Scholar] [CrossRef]
- Khoshnevisan, B.; Rafiee, S.; Tabatabaei, M.; Ghanavati, H.; Mohtasebi, S.S.; Rahimi, V.; Shafiei, M.; Angelidaki, I.; Karimi, K. Life cycle assessment of castor-based biorefinery: A well to wheel LCA. Int. J. Life Cycle Assess. 2017, 23, 1788–1805. [Google Scholar] [CrossRef]
- Rajaeifar, M.A.; Tabatabaei, M.; Aghbashlo, M.; Hemayati, S.S.; Heijungs, R. Biodiesel Production and Consumption: Life Cycle Assessment (LCA) Approach. In Biorefining of Biomass to Biofuels; Springer: Berlin/Heidelberg, Germany, 2018; pp. 161–192. [Google Scholar]
- Humbird, D.; Tao, R.D.L.; Kinchin, C.; Hsu, D.; Aden, A.; Schoen, P.; Olthof, J.L.B.; Worley, M.; Sexton, D.; Dudgeon, D. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol, Dilute-Acid Pretreatment and Enzymatic Hydrolysis of Corn Stover; National Renewable Energy Laboratory: Golden, France, 2011. [Google Scholar]
- Zhang, Y.; A Dubé, M.; McLean, D.D.; Kates, M. Biodiesel production from waste cooking oil: 2. Economic assessment and sensitivity analysis. Bioresour. Technol. 2003, 90, 229–240. [Google Scholar] [CrossRef]
- Shafiei, M.; Kabir, M.M.; Zilouei, H.; Horváth, I.S.; Karimi, K. Techno-economical study of biogas production improved by steam explosion pretreatment. Bioresour. Technol. 2013, 148, 53–60. [Google Scholar] [CrossRef]
- Turton, R.; Bailie, R.C.; Whiting, W.B.; Shaeiwitz, J.A. Analysis, Synthesis and Design of Chemical Processes; Prentice Hall PTR: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- Wooley, R.; Putsche, V. Development of an ASPEN PLUS Physical Property Database for Biofuels Components. National Renewable Energy Laboratory, TP-425-20685: Golden, CO, USA, 1996. [Google Scholar]



| Components | Scenario 1 | Scenario 2 | Price (USD/kg) |
|---|---|---|---|
| Raw materials (ton/year) | |||
| Solid residuals | 63,840 | 63,840 | 0.02 |
| Seed | 56,160 | 56,160 | 0.04 |
| NaOH 1 | 6530 | 6530 | 0.19 |
| Nutrient 2 | 4460 | 4460 | 0.31 |
| Methanol | - | 2130 | 0.25 |
| H2SO4 | 170 | 240 | 0.02 |
| KOH 1 | 180 | 270 | 0.84 |
| pH control 3 | 170 | 170 | 0.18 |
| Enzyme | 7 | 7 | 7.5 |
| Products (ton/year) | |||
| Biodiesel | 10,490 | 7400 | |
| Ethanol | 7950 | 16,140 | 0.94 (USD/L) |
| Glycerol | 2200 | 1850 | 0.85 |
| Heat | 30 | 30 | 5.7 (USD/MJ) |
| CO2 4 | 6,292,000 | 6,292,000 | 0.06 (USD/m3) |
| Salts | 150 | 340 | 0.59 |
| Utilities | |||
| Make up water | 1,171,440 | 1,240,043 | 0.03 (USD/m3) |
| High pressure steam | 69,305 | 77,706 | 13.07 (USD/ton) |
| Low pressure steam | 87,611 | 87,611 | 13.07 (USD/ton) |
| Fuel | 6.32 | 5.41 | 11.86 (USD/MWh) |
| Power 5 | 5295 | 5289 | 6.38 × 10−6 (USD/kWh) |
| Product | Manufacturing Cost (USD/L) | Final Price (USD/L) | Final Price (Gasoline Equivalent) (USD/L) |
|---|---|---|---|
| Biodiesel | |||
| Scenario 1 | 0.328 | 0.336 | 0.410 |
| Scenario 2 | 0.271 | 0.279 | 0.323 |
| Bioethanol | |||
| Scenario 1 | 0.474 | 0.482 | 0.701 |
| Scenario 2 | 0.468 | 0.476 | 0.693 |
| Gasoline * | - | 0.400 | 0.400 |
| Diesel fuel * | - | 0.380 | 0.380 |
| Medical Ethanol | - | 0.940 | 1.370 |
| Scenario | 1 | 2 |
|---|---|---|
| Payout period (year) | 5.21 | 4.64 |
| Net return rate (NRR) | 29.21 | 41.69 |
| Profitability index (PI) | 1.29 | 1.41 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahimi, V.; Shafiei, M.; Karimi, K. Techno-Economic Study of Castor Oil Crop Biorefinery: Production of Biodiesel without Fossil-Based Methanol and Lignoethanol Improved by Alkali Pretreatment. Agronomy 2020, 10, 1538. https://doi.org/10.3390/agronomy10101538
Rahimi V, Shafiei M, Karimi K. Techno-Economic Study of Castor Oil Crop Biorefinery: Production of Biodiesel without Fossil-Based Methanol and Lignoethanol Improved by Alkali Pretreatment. Agronomy. 2020; 10(10):1538. https://doi.org/10.3390/agronomy10101538
Chicago/Turabian StyleRahimi, Vajiheh, Marzieh Shafiei, and Keikhosro Karimi. 2020. "Techno-Economic Study of Castor Oil Crop Biorefinery: Production of Biodiesel without Fossil-Based Methanol and Lignoethanol Improved by Alkali Pretreatment" Agronomy 10, no. 10: 1538. https://doi.org/10.3390/agronomy10101538