The maximum delivery volume of the individual distribution system can be derived from the above parameters combined with those of the fertilizer. According to the technical rules, the mass flow rate of the fertilizer in the design calculation should be 1.2 times the total discharge volume of this system.
2.2.1. Fertilizer Particle Suspension Speed
Material suspension speed is one of the main aerodynamic characteristics of the material, according to the material suspension speed to determine the air transport speed of the conveying airflow, is an important reference data for pneumatic sorting, pneumatic conveying and other device design [
14].
The equation for the suspension velocity of fertilizer particles is [
15]:
where:
g is the acceleration of gravity, m/s
2;
ds is the diameter of fertilizer particles, mm;
C is the drag coefficient;
ρs is the density of fertilizer, kg/m
3;
ρ is the density of gas, kg/m
3.
Table 2 shows the relevant parameters of urea particles, and it is known that the density of urea is 1337 kg/m
3.
The two-phase flow is in the pressure differential resistance zone (Newtonian resistance zone) during the overall conveying process of the system. Its resistance coefficient C = 0.44, air density is taken as 1.205 kg/m3, aerodynamic viscosity μ = 1.82 × 10−5 Pa·s. It can be calculated that its free suspension speed of urea particles is 7.28~12.86 m/s. In order to ensure the conveying effect, the suspension speed of 12.86 m/s at the maximum particle size of 5 mm is selected.
2.2.3. Design of Conveying Pipeline Parameters
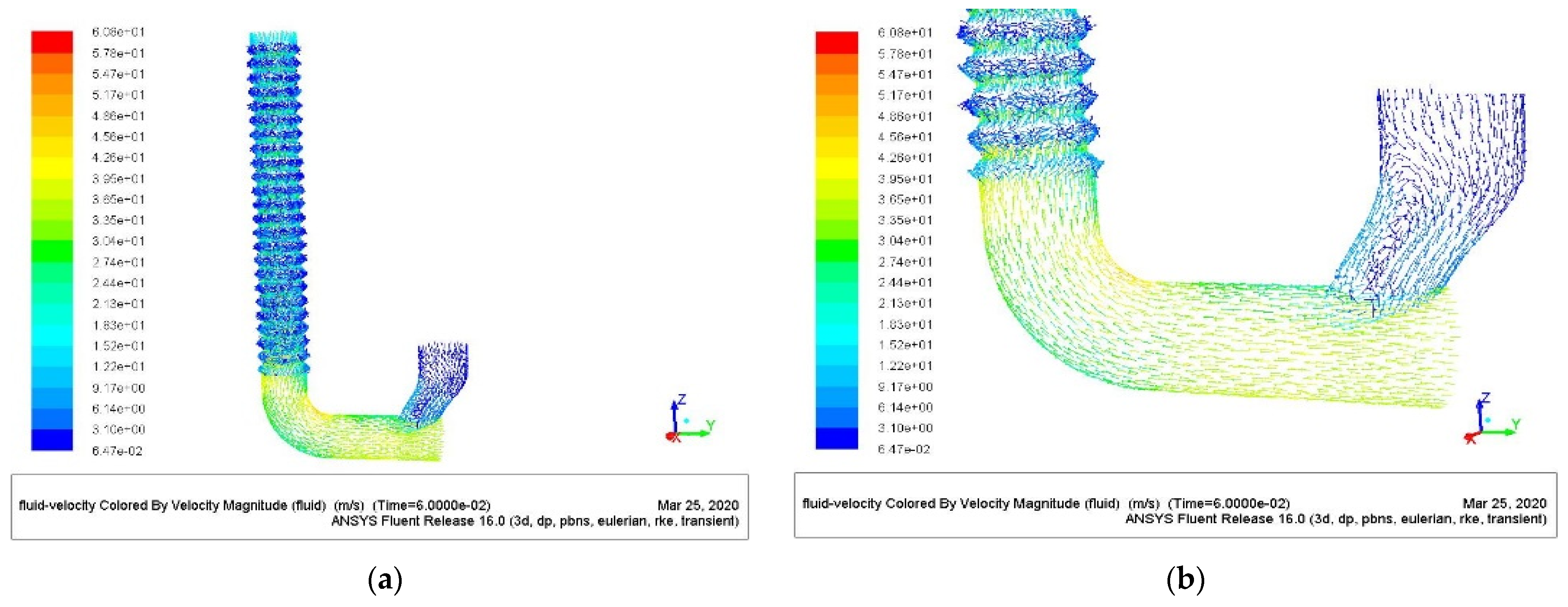
In the study of pneumatic distribution systems it was found that the use of bellows increases the near-wall particle-to-pipe impact and particle-to-particle collisions, allowing for faster uniform distribution inside the pipe. In the study of Jun Du [
18], it has been mentioned that the friction coefficient of the increased wall can significantly reduce the particle velocity near the wall, reduce the strength of the particle bundle, and accelerate its dispersion. Therefore, this system uses bellows.
The maximum fertilizer application volume of a single distribution system is 524 kg/hm2, and the forward speed of the machine is 12 km/h. It is easy to obtain the weight WS of material to be conveyed per unit time as 410 g/s.
The amount of air required for conveying can be calculated by Equation (3).
where,
Wa, mass of air required for conveying per unit time, g/s;
Ws, mass of material required for conveying per unit time, g/s; m, mixing ratio;
ρa, air density, kg/m
3; consider the air loss to increase 10~20% margin.
The diameter of the conveying pipe can be calculated by Equation (4).
After reserving the corresponding allowance, determine the diameter of the conveying pipe D = 50 mm.
2.2.5. Dispenser Parameter Design
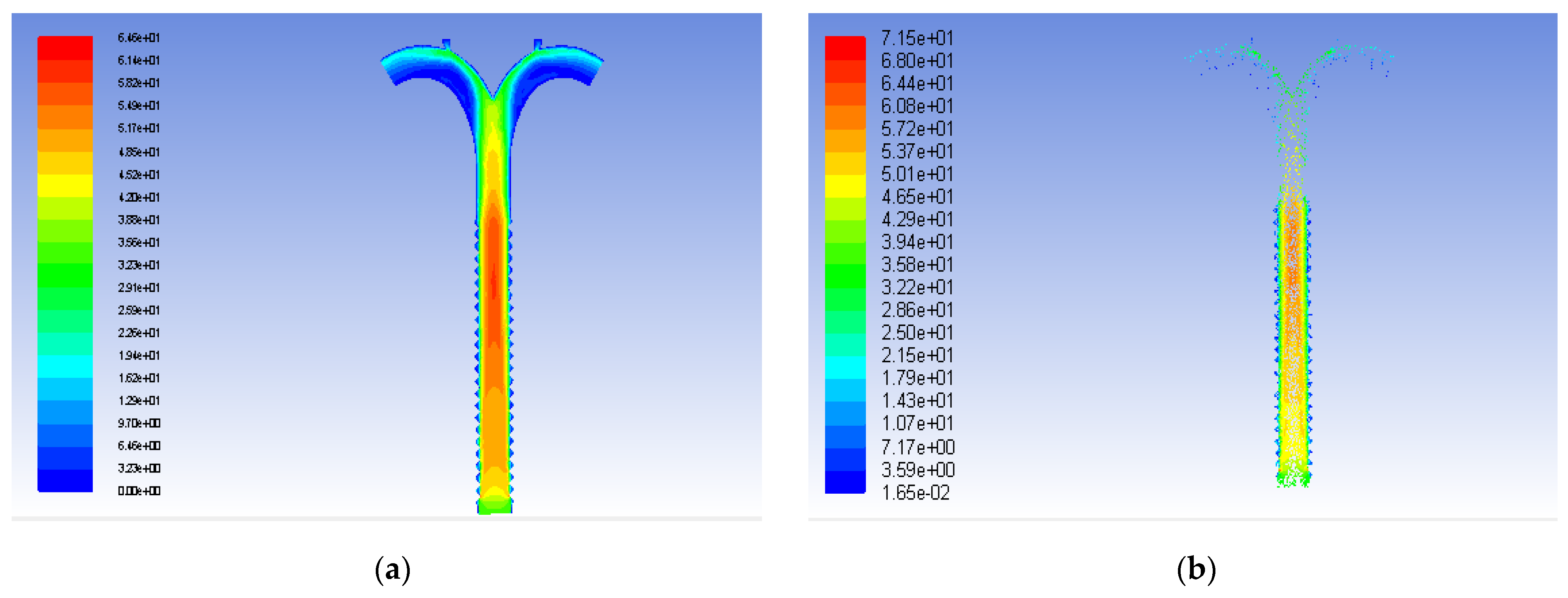
The shape of the distributor should be designed to minimize the vortex, turbulence and sharp contraction of gas-solid mixed flow, and comparing the domestic and foreign research results [
19,
20]. It was found that the streamline distributor designed by V. J. F. Kumar had better distribution effect. Referring to the streamline distributor designed by V. J. F. Kumar, the pipe grooves are added on the basis of streamline distribution, as shown in
Figure 2a, so that the particles are “divided” and “gathered” when they hit the upper end cap of the distributor, and the uniform gas-solid. At the same time, the fertilizer particles are influenced by the pipeline gullies to gather in the center of each seed delivery pipe, and the state of scattering around becomes a stable two-phase flow of gas and seed in six channels. Each distribution pipe adopts the design of tapering pipe, which can effectively reduce the vortex caused by pipe resizing and reduce the stagnant fertilizer phenomenon.
Local resistance coefficient of flared pipe
:
where, denotes the along-travel loss factor, denotes the micropiezometer factor (
).
The structure of the inner chamber of the distributor is designed to reduce the local drag coefficient, as shown in
Figure 2c. Outer diameter D
1 = 150 mm, Fertilizer drainage pipe diameter D
2 = 40 mm, Diameter of fertilizer guide tube D
3 = 50 mm, Wall thickness 3 mm, The radius of the sidewall circle is R = 150 mm.
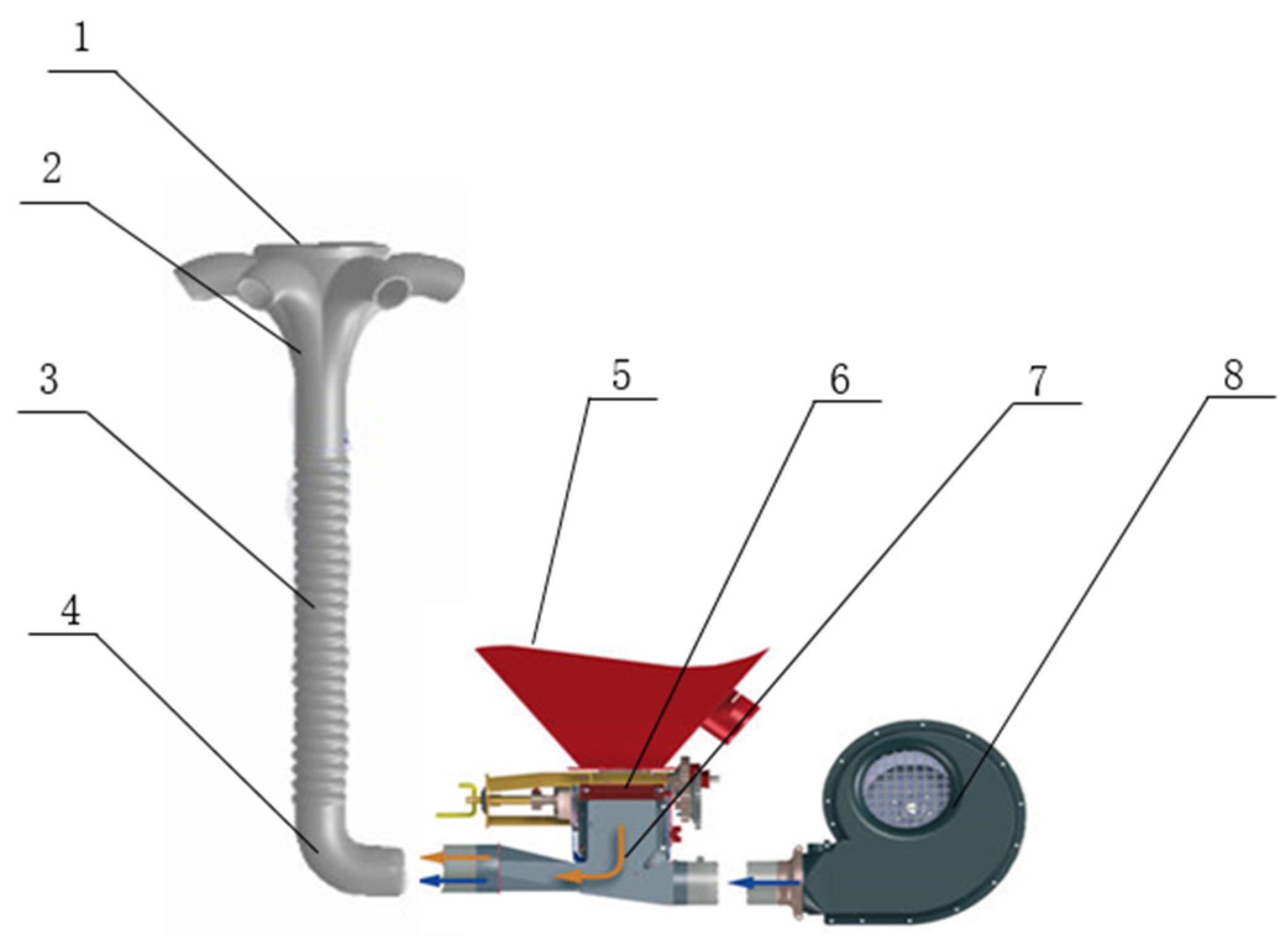
2.2.6. Jet Feeder Parameters Design
The feeder is a kind of equipment that makes the material and air mix and enter the conveying tube, and is the “throat” of the pneumatic conveying device. The design of the feeder requires that the material and air can be fully mixed in it, so that the air can enter smoothly and the material entering the air flow is in the same direction as the air flow, which can be divided into negative pressure feeder for suction type pneumatic conveying and positive pressure feeder for pressure feeding type. Due to the characteristics of pneumatic distribution type seed discharge system—pressure feeding type material supply distribution, so choose the jet feeder (venturi feeder), which belongs to one of the positive pressure feeders, the structure is shown in
Figure 3.
The principle is that when the airflow enters the jet feeder by the nozzle, due to the role of throttling, is a certain degree of vacuum formed within the mixing type, the material will be sucked into the mixing chamber, gas-solid two-phase flow to form the initial mixing into the delivery tube for transport. As shown in the figure, the high pressure gas is ejected from the nozzle, and the resulting jet takes away the surrounding air, so that a negative pressure is formed in the external area of the nozzle. The fertilizer particles at the inlet will be sucked into the pipe and mixed with the high speed air flow.
- (1)
Pressure loss estimation
When the air through the nozzle outlet at the section I-I air flow for Q (m
3/h), through the section II-II air flow for Q + q, q (m
3/h) for the induction of wind through the injection feeder under the mouth, the full pressure at both ends of each p
I, p
II, listed energy balance formula for
The full pressure difference between the two cross sections is the pressure loss of the jet feeder, i.e.,
where: Z, air volume ratio,
η, injection efficiency,
; p
II, section II-II at the full pressure, that is, the sum of pipeline pressure loss and distribution pressure loss.
The calculated pII is , is, is .
- (2)
Nozzle outlet air flow rate is:
where, γ
a, the air weight at section I-I, γ
a ≈ 11.76 N/m
3. The air flow velocity at the nozzle v
0 is
.
- (3)
Obviously the nozzle position of the highest air velocity, the airflow velocity of this position to calculate the Mach number Ma—characterizing the degree of fluid compressibility of an important dimensionless parameter.
where, c, the speed of sound at that point, is taken as 340 m/s, and
.
It is a subsonic incompressible flow, so the airflow is calculated as an incompressible flow in the injector calculation.
- (4)
Since the air volume at the inlet and outlet of the nozzle is constant, the following equation can be derived.
This gives the nozzle outlet diameter: d = 0.03122 m, take the nozzle outlet diameter of 0.032 m. Then the nozzle cross-sectional size of 0.0008 m2.
- (5)
The use of rectangular section, and so that the cross-sectional area of
, and
, where D is the diameter of the delivery tube, the nozzle height is
The calculated h1 is 0.0181 m.
- (6)
Mixing chamber length is
- (7)
The calculated L is 0.0396 m.
The mixing chamber section size is
, then the height of the mixing chamber is
And , by calculation, the air through the nozzle outlet at the section I-I when the air flow for Q for 312.83712 m3/h, through the section II-II when the air flow Q + q for 344.121 m3/h, so the mixing chamber height h2 for 0.0497 m.
- (8)
Nozzle shrinkage section length is
Let the side length of a square tube comparable to the cross section of the delivery tube be a, then
where, β—contraction angle,
.
Take the contraction angle β for 30°, ozzle contraction section length L1 for 0.25 m.
- (9)
Nozzle diffusion section length is
where, α—Systolic angle, α
.
Take the contraction angle α is 8°, the nozzle diffusion section length of 0.04 m.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}