
Optimization of Manufacturing Parameters and Experimental Study of Rice Straw Fiber-Based Plant Fiber Seedling Pots

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Equipment
2.1.1. Experimental Materials
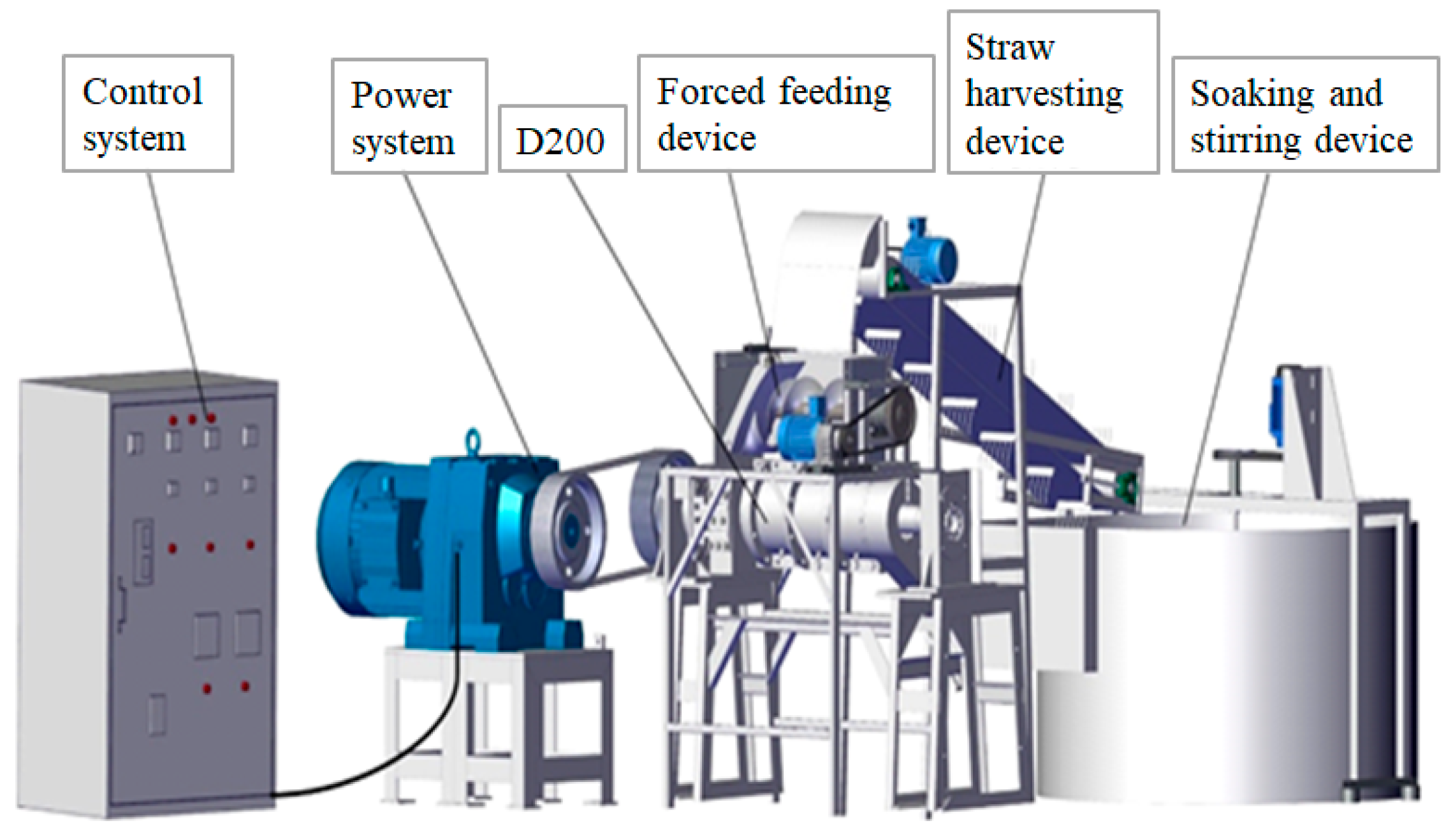
2.1.2. Instrumentation and Equipment
2.2. Experimental Design
2.2.1. Experimental Method
2.2.2. Test Factors and Performance Evaluation Indexes
- Experimental Factors
- 2.
- Performance Evaluation Index
3. Results
3.1. Test Results
3.2. Regression Model
3.3. Analysis of Regression Model Variance
3.4. Contribution of Each Factor to the Performance Evaluation Index
3.5. Influence Law of Each Factor on the Performance Evaluation Index
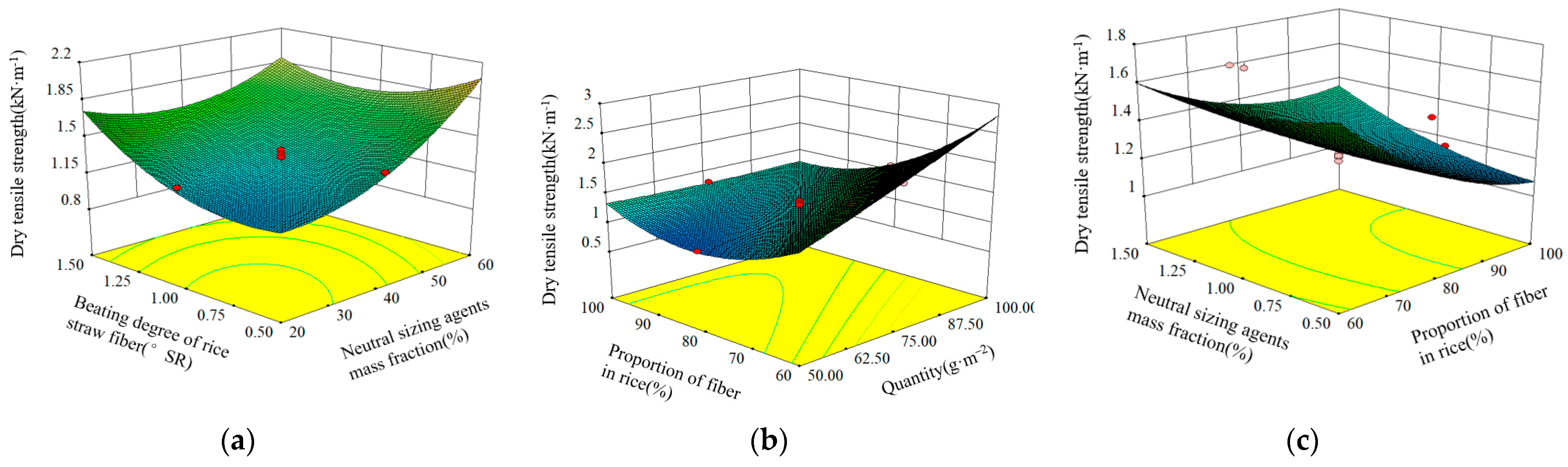
3.5.1. Dry Tensile Strength
- The impact of beating degree of rice straw fiber and neutral sizing agents mass fraction on dry tensile strength.
- 2.
- The impact of quantity and proportion of fiber in rice on dry tensile strength.
- 3.
- The impact of the proportion of fiber in rice and neutral sizing agents mass fraction on dry tensile strength.
3.5.2. Wet Tensile Strength
- Effects of beating degree of rice straw fiber and quantity on wet tensile strength.
- 2.
- Effects of quantity and proportion of fiber in rice on wet tensile strength.
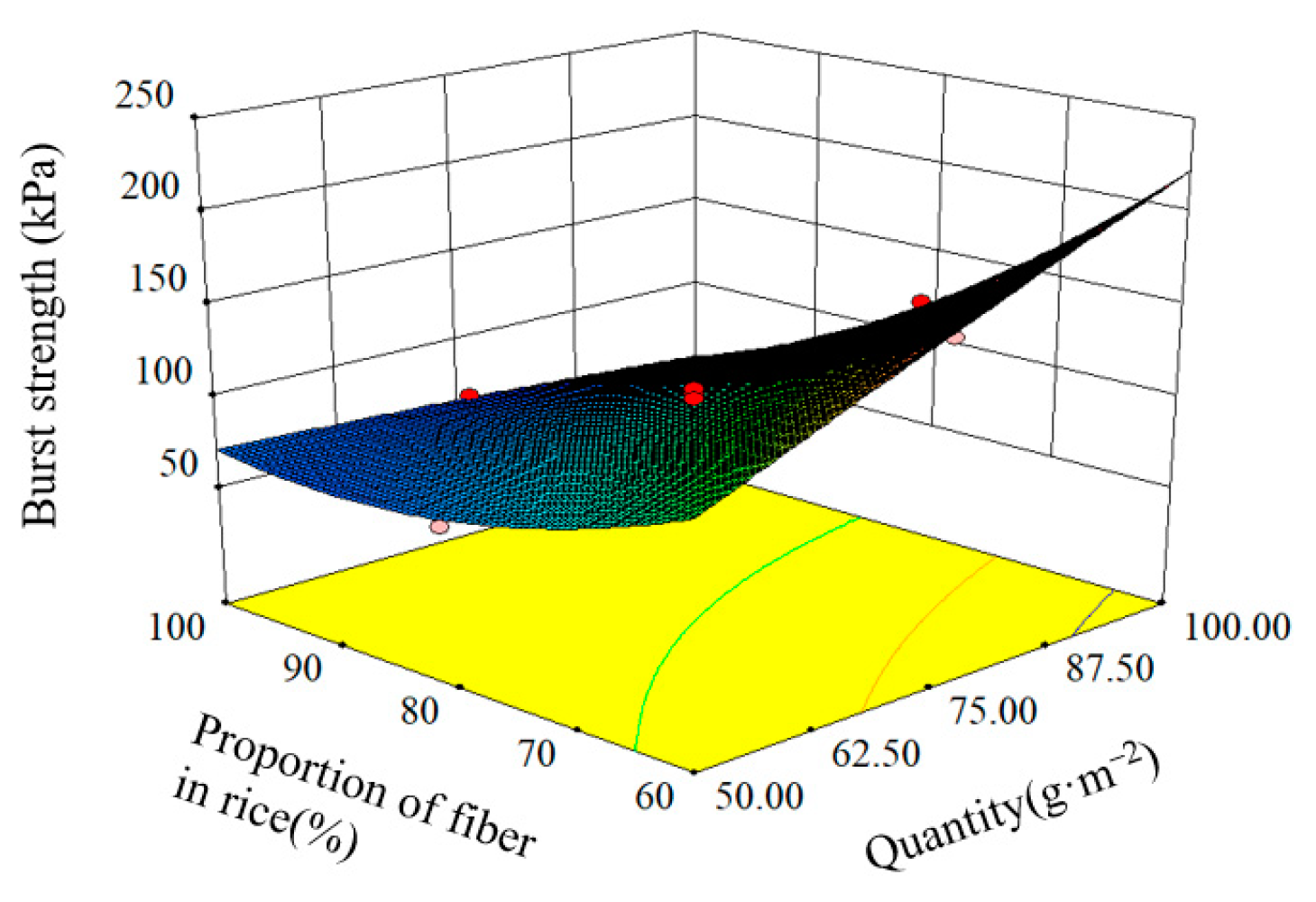
3.5.3. Burst Strength
- Effects of quantity and proportion of fiber in rice on burst strength.
3.5.4. Tear Strength
- Effects of beating degree of rice straw fiber and wet strength agent mass fraction on tear strength.
- 2.
- Effects of quantity and proportion of fiber in rice on tear strength.
- 3.
- Effects of quantity and neutral sizing agents mass fraction on tear strength.
3.5.5. Air Permeance
- Effects of beating degree of rice straw fiber and quantity on air permeance.
- 2.
- Effects of beating degree of rice straw fiber and proportion of rice straw fiber on air permeance.
3.5.6. Degradation Period
- Effect of quantity and rice straw fiber proportion on degradation period
- 2.
- Effect of rice straw fiber proportion and neutral sizing agent mass fraction on degradation period
- 3.
- Effect of neutral sizing agent mass fraction and wet strength agent mass fraction on degradation period
3.6. Degradation Characteristics of Seedling Pot during Nursery Period
3.7. Optimization Analysis
3.8. Experimental Validation
4. Discussion
5. Conclusions
- In descending order, the contribution rate of factors influencing the dry tensile strength is the proportion of fibers in rice > beating degree of rice straw fiber > wet strength agent mass fraction > neutral sizing agents mass fraction > quantity. The contribution rate of the factors influencing the wet tensile strength is beating the beating degree of rice straw fiber > proportion of fiber in rice > wet strength agent mass fraction > quantity > X4, in descending order. The contribution rate of factors influencing burst strength is the beating degree of rice straw fiber > proportion of fiber in rice > neutral sizing agents mass fraction > quantity > wet strength agent mass fraction, in descending order. The contribution rate of factors influencing tear strength is quantity > the beating degree of rice straw fiber > neutral sizing agents mass fraction > wet strength agent mass fraction > proportion of fiber in rice, in descending order. The contribution rate of factors influencing air permeance is the beating degree of rice straw fiber > wet strength agent mass fraction > quantity > proportion of fiber in rice > neutral sizing agents mass fraction, in descending order. The contribution rate of factors influencing the degradation period is the proportion of fiber in rice > neutral sizing agents mass fraction > the beating degree of rice straw fiber > wet strength agent mass fraction > quantity, in descending order.
- The optimized combination of process parameters was a beating degree of rice straw fiber of 50 ± 1°SR, a quantity of 87.5 ± 4 g/m2, a proportion of fiber in rice of 70%, a neutral sizing agents mass fraction of 1 ± 0.25%, and a wet strength agent mass fraction of 1.5 ± 0.1%. At this time, the dry tensile strength was ≥ 1.8 kN·m−1, the wet tensile strength was ≥ 0.7 kN·m−1, the burst strength was ≥ 140 kPa, the tear strength was ≥ 350 m·N, the air permeance was ≤ 1.33 μm/Pa·s, and the degradation period was ≤ 80 d. During the transplanting period, the dry tensile strength was ≥ 1 kN·m−1 and the wet tensile strength was ≥ 0.4 kN·m−1. The performance of the developed rice straw fiber-based seedling pot material met the technical requirements for the agronomic and mechanical transplanting of headed vegetable seedling pots, and the research results provide a theoretical reference for the development of rice straw fiber-based headed vegetable seedling pots material and their transplanting machines.
- A rice straw fiber-based seedling pot material was developed to meet the agronomic and mechanical transplanting technology requirements of nodulated vegetables, and the manufacturing process parameters were determined after the parameter optimization of the material, while the strength change pattern of the seedling pot material during the application was also explored. The research results provide a theoretical reference for the development of rice straw fiber-based headed vegetable seedling pot material and their transplanting machines.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huo, L.L.; Zhao, L.X.; Meng, H.B.; Yao, Z.L. Study on straw multi-use potential in China. Trans. Chin. Soc. Agric. Eng. 2019, 35, 218–224. [Google Scholar] [CrossRef]
- Cong, H.B.; Meng, H.B.; Yu, J.D.; Ye, B.N.; Yao, Z.L.; Feng, J.; Yu, B.C.; Qin, C.; Huo, L.L.; Yuan, Y.W.; et al. Analysis of longterm mechanism for development of straw industry in northeast China under guidance of “Green-concept”. Trans. Chin. Soc. Agric. Eng. 2021, 37, 314–321. [Google Scholar]
- Youbi, S.B.T.; Tagne, N.R.S.; Harzallah, O.; Huisken, P.W.M.; Stanislas, T.T.; Njeugna, E.; Drean, J.Y.; Bistac-Brogly, S. Effect of Alkali and Silane Treatments on the Surface Energy and Mechanical Performances of Raphia Vinifera Fibres. Ind Crops Prod 2022, 190, 115854. [Google Scholar] [CrossRef]
- Jeyapragash, R.; Srinivasan, V.; Sathiyamurthy, S. Mechanical Properties of Natural Fiber/Particulate Reinforced Epoxy Composites—A Review of the Literature. Mater Today Proc 2020, 22, 1223–1227. [Google Scholar] [CrossRef]
- Gupta, M.K.; Ramesh, M.; Thomas, S. Effect of Hybridization on Properties of Natural and Synthetic Fiber-Reinforced Polymer Composites (2001–2020): A Review. Polym. Compos. 2021, 42, 4981–5010. [Google Scholar] [CrossRef]
- Singh, M.K.; Tewari, R.; Zafar, S.; Rangappa, S.M.; Siengchin, S. A Comprehensive Review of Various Factors for Application Feasibility of Natural Fiber-Reinforced Polymer Composites. Results Mater. 2023, 17, 100355. [Google Scholar] [CrossRef]
- Zou, Y.; Zhao, J.; Zhu, J.; Guo, X.; Chen, P.; Duan, G.; Liu, X.; Li, Y. A Mussel-Inspired Polydopamine-Filled Cellulose Aerogel for Solar-Enabled Water Remediation. ACS Appl. Mater Interfaces 2021, 13, 7617–7624. [Google Scholar] [CrossRef]
- Sathishkumar, G.K.; Ibrahim, M.; Mohamed Akheel, M.; Rajkumar, G.; Gopinath, B.; Karpagam, R.; Karthik, P.; Martin Charles, M.; Gautham, G.; Gowri Shankar, G. Synthesis and Mechanical Properties of Natural Fiber Reinforced Epoxy/Polyester/Polypropylene Composites: A Review. J. Nat. Fibers 2022, 19, 3718–3741. [Google Scholar] [CrossRef]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A Review on Natural Fibers for Development of Eco-Friendly Bio-Composite: Characteristics, and Utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Li, J.; Yang, L.; He, L.; Guo, R.; Li, X.; Chen, Y.; Muhammad, Y.; Liu, Y. Research Progresses of Fibers in Asphalt and Cement Materials: A Review. J. Road Eng. 2023, 3, 35–70. [Google Scholar] [CrossRef]
- Hu, J.P.; Liu, Y.T.; Liu, W.; Zhang, S.W.; Han, L.H.; Zeng, T.Y. Experiment on Combined Seedling Picking Device with Top Clamping and Pulling. Trans. Chin. Soc. Agric. Mach. 2022, 53 (Suppl. S1), 110–117. [Google Scholar]
- Tian, Z.W.; Ma, W.; Yang, Q.C.; Yao, S.; Zhang, M.; Duan, F.M.; Xu, H.D. Research status and problem analysis of plug seedling transplanter in greenhouse. J. China Agric. Univ. 2022, 27, 22–38. [Google Scholar]
- Schettini, E.; Santagata, G.; Malinconico, M.; Immirzi, B.; Scarascia Mugnozza, G.; Vox, G. Recycled Wastes of Tomato and Hemp Fibres for Biodegradable Pots: Physico-Chemical Characterization and Field Performance. Resour. Conserv. Recycl. 2013, 70, 9–19. [Google Scholar] [CrossRef]
- Orzolek, M. (Ed.) A Guide to the Manufacture, Performance, and Potential of Plastics in Agriculture; Elsevier Ltd.: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Evans, M.R.; Hensley, D.L. Plant Growth in Plastic, Peat, and Processed Poultry Feather Fiber Growing Containers. HortScience 2004, 39, 1012–1014. [Google Scholar] [CrossRef]
- Horinouchi, H.; Katsuyama, N.; Taguchi, Y.; Hyakumachi, M. Control of Fusarium Crown and Root Rot of Tomato in a Soil System by Combination of a Plant Growth-Promoting Fungus, Fusarium Equiseti, and Biodegradable Pots. Crop Prot. 2008, 27, 859–864. [Google Scholar] [CrossRef]
- Yamauchi, M.; Masuda, S.; Kihara, M. Recycled Pots Using Sweet Potato Distillation Lees. Resour Conserv. Recycl. 2006, 47, 183–194. [Google Scholar] [CrossRef]
- Li, L.H.; Wang, C.; Zhang, X.Y.; Li, G.Y. Improvement and Optimization of Preparation Process of Seedling-Growing Bowl Tray Made of Paddy Straw. Int. J. Agric. Biol. Eng. 2014, 7, 13–22. [Google Scholar] [CrossRef]
- Qi, L.; Zhang, B.; Ma, Y.; Zhang, W. Forming and Degradation Mechanism of Bowl Seedling Tray Based on Straw Lignin Conversion. Agronomy 2023, 13, 453. [Google Scholar] [CrossRef]
- Meng, K.; Ren, W.; Teng, Y.; Wang, B.; Han, Y.; Christie, P.; Luo, Y. Application of Biodegradable Seedling Trays in Paddy Fields: Impacts on the Microbial Community. Sci. Total Environ. 2019, 656, 750–759. [Google Scholar] [CrossRef]
- Pratibha; Saha, S.; Hariprasad, P. Paddy Straw-Based Biodegradable Horticultural Pots: An Integrated Greener Approach to Reduce Plastic Waste, Valorize Paddy Straw and Improve Plant Health. J. Clean Prod. 2022, 337, 130588. [Google Scholar] [CrossRef]
- Fuentes, R.A.; Berthe, J.A.; Barbosa, S.E.; Castillo, L.A. Development of Biodegradable Pots from Different Agroindustrial Wastes and Byproducts. Sustain. Mater. Technol. 2021, 30, e00338. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, Q.J.; Gao, S.; Liu, S.; Li, L.H.; Chen, H.T. Optimization of Technological Parameters of Straw Fiber-Based Plant Fiber Seedling Pot Raw Materials. Appl. Sci. 2021, 11, 7152. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, C.S.; Ji, Z.C.; Ju, D.M.; Gao, C.; Chen, H.T.; Li, L.H. The Sliding Frictional Properties of Untreated and Extrusion-Exploded Wheat and Rice Straw. Agriculture 2022, 12, 1911. [Google Scholar] [CrossRef]
- Chen, H.T.; Chen, S.C.; Liu, S. Optimization of manufacturing parameters for sterilizing functional straw fiber mulch. Trans. Chin. Soc. Agric. Eng. 2019, 35, 306–314. [Google Scholar]
- Cui, Z.C.; Guan, C.S.; Xu, T.; Fu, J.J.; Chen, Y.S.; Yang, Y.T.; Gao, Q.S. Design and experiment of transplanting machine for cabbage substrate block seedlings. Inmateh-Agric. Eng. 2021, 64, 375–384. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, C.; Chen, Y. Properties of Selected Biodegradable Seedling Plug-Pots. Sci. Hortic. 2019, 249, 177–184. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Rice Straw Fibers | Kraft Pulp Fibers |
|---|---|---|
| Cellulose mass fraction | 48.2 | 71.8 |
| Hemicellulose mass fraction | 19.1 | 11.2 |
| Lignin mass fraction | 17.6 | 16.4 |
| Pectin mass fraction | 0.6 | - |
| Ash mass fraction | 0.4 | - |
| Water mass fraction | 12.3 | 9.6 |
| Level | Beating Degree of Rice Straw Fiber X1/°SR | Quantity X2/g·m−2 | Proportion of Fiber in Rice X3/% | Neutral Sizing Agents Mass Fraction X4/% | Wet Strength Agent Mass Fraction X5/% |
|---|---|---|---|---|---|
| +2 | 60 | 100 | 100 | 1.5 | 1.8 |
| +1 | 50 | 87.5 | 90 | 1.25 | 1.6 |
| 0 | 40 | 75 | 80 | 1.0 | 1.4 |
| −1 | 30 | 62.5 | 70 | 0.75 | 1.2 |
| −2 | 20 | 50 | 60 | 0.5 | 1.0 |
| No. | Factors | Response | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| X1 /°SR | X2 /g·m−2 | X3 /% | X4 /% | X5 /% | Dry Tensile Strength y1/KN·m−1 | Wet Tensile Strength y2/KN·m−1 | Burst Strength y3/kPa | Tear Strength y4/m·N | Air Permeance y5/μm·Pa−1·s | Degradation Period y6/d | |
| 1 | −1 | −1 | −1 | −1 | 1 | 1.48 | 0.63 | 106.32 | 270.97 | 2.24 | 60 |
| 2 | 1 | −1 | −1 | −1 | −1 | 1.59 | 0.61 | 107.88 | 278.75 | 0.98 | 67 |
| 3 | −1 | 1 | −1 | −1 | −1 | 1.79 | 0.66 | 131.74 | 425.86 | 1.48 | 72 |
| 4 | 1 | 1 | −1 | −1 | 1 | 2.30 | 0.87 | 148.25 | 432.68 | 0.6 | 82 |
| 5 | −1 | −1 | 1 | −1 | −1 | 0.86 | 0.44 | 60.16 | 169.62 | 3.26 | 45 |
| 6 | 1 | −1 | 1 | −1 | 1 | 1.38 | 0.53 | 70.13 | 170.29 | 1.10 | 53 |
| 7 | −1 | 1 | 1 | −1 | 1 | 1.10 | 0.39 | 68.04 | 229.90 | 2.07 | 48 |
| 8 | 1 | 1 | 1 | −1 | −1 | 1.51 | 0.57 | 85.62 | 243.29 | 0.76 | 64 |
| 9 | −1 | −1 | −1 | 1 | −1 | 1.30 | 0.59 | 100.55 | 272.71 | 2.30 | 52 |
| 10 | 1 | −1 | −1 | 1 | 1 | 1.71 | 0.69 | 125.88 | 313.11 | 0.85 | 74 |
| 11 | −1 | 1 | −1 | 1 | 1 | 1.99 | 0.77 | 148.7 | 382.54 | 1.07 | 78 |
| 12 | 1 | 1 | −1 | 1 | −1 | 2.03 | 0.84 | 161.97 | 403.62 | 0.62 | 80 |
| 13 | −1 | −1 | 1 | 1 | 1 | 1.40 | 0.48 | 67.48 | 152.55 | 3.23 | 53 |
| 14 | 1 | −1 | 1 | 1 | −1 | 1.48 | 0.58 | 93.48 | 158.24 | 0.85 | 61 |
| 15 | −1 | 1 | 1 | 1 | −1 | 1.45 | 0.40 | 72.35 | 221.60 | 2.20 | 58 |
| 16 | 1 | 1 | 1 | 1 | 1 | 1.71 | 0.64 | 90.00 | 238.62 | 0.71 | 74 |
| 17 | −2 | 0 | 0 | 0 | 0 | 1.27 | 0.47 | 91.84 | 271.87 | 3.32 | 49 |
| 18 | 2 | 0 | 0 | 0 | 0 | 1.70 | 0.65 | 124.73 | 288.34 | 0.35 | 77 |
| 19 | 0 | −2 | 0 | 0 | 0 | 0.99 | 0.46 | 67.60 | 196.70 | 2.35 | 43 |
| 20 | 0 | 2 | 0 | 0 | 0 | 1.60 | 0.61 | 120.57 | 381.19 | 1.01 | 70 |
| 21 | 0 | 0 | −2 | 0 | 0 | 2.09 | 0.90 | 166.14 | 405.97 | 1.14 | 81 |
| 22 | 0 | 0 | 2 | 0 | 0 | 1.30 | 0.39 | 65.34 | 119.22 | 2.10 | 50 |
| 23 | 0 | 0 | 0 | −2 | 0 | 1.41 | 0.46 | 83.60 | 247.77 | 1.74 | 56 |
| 24 | 0 | 0 | 0 | 2 | 0 | 1.57 | 0.53 | 90.85 | 241.25 | 1.48 | 65 |
| 25 | 0 | 0 | 0 | 0 | −2 | 1.45 | 0.50 | 80.13 | 241.86 | 1.56 | 59 |
| 26 | 0 | 0 | 0 | 0 | 2 | 1.71 | 0.61 | 106.73 | 268.63 | 1.23 | 67 |
| 27 | 0 | 0 | 0 | 0 | 0 | 1.25 | 0.48 | 96.30 | 265.64 | 1.36 | 59 |
| 28 | 0 | 0 | 0 | 0 | 0 | 1.37 | 0.49 | 95.36 | 270.26 | 1.53 | 60 |
| 29 | 0 | 0 | 0 | 0 | 0 | 1.34 | 0.53 | 98.80 | 265.98 | 1.44 | 56 |
| 30 | 0 | 0 | 0 | 0 | 0 | 1.21 | 0.50 | 95.88 | 287.29 | 1.58 | 58 |
| 31 | 0 | 0 | 0 | 0 | 0 | 1.19 | 0.54 | 101.36 | 269.58 | 1.44 | 61 |
| 32 | 0 | 0 | 0 | 0 | 0 | 1.22 | 0.51 | 91.28 | 273.21 | 1.58 | 54 |
| 33 | 0 | 0 | 0 | 0 | 0 | 1.23 | 0.60 | 92.78 | 267.91 | 1.52 | 55 |
| 34 | 0 | 0 | 0 | 0 | 0 | 1.23 | 0.55 | 93.62 | 271.59 | 1.66 | 57 |
| 35 | 0 | 0 | 0 | 0 | 0 | 1.31 | 0.56 | 104.78 | 282.39 | 1.46 | 58 |
| 36 | 0 | 0 | 0 | 0 | 0 | 1.22 | 0.51 | 99.28 | 266.59 | 1.37 | 54 |
| Response | Source of Variation | Sum of Squares | DF | Mean Square | F Value | p Value |
|---|---|---|---|---|---|---|
| Dry tensile strength | regression | 3.32 | 20 | 0.17 | 53.25 | <0.0001 |
| residual | 0.047 | 15 | 3.12 × 10−3 | |||
| lack of fit | 0.013 | 6 | 3.232 × 10−3 | 0.6 | 0.7243 | |
| pure error | 0.033 | 9 | 3.712 × 10−3 | |||
| sum total | 3.37 | 35 | ||||
| Wet tensile strength | regression | 0.51 | 20 | 0.026 | 30.00 | <0.0001 |
| residual | 0.013 | 15 | 8.512 × 10−3 | |||
| lack of fit | 4.328 × 10−3 | 6 | 7.213 × 10−3 | 0.77 | 0.6128 | |
| pure error | 8.44 × 10−3 | 9 | 9.378 × 10−3 | |||
| sum total | 0.52 | 35 | ||||
| Burst strength | regression | 24,349.53 | 20 | 1217.48 | 62.25 | <0.0001 |
| residual | 293.35 | 15 | 19.56 | |||
| lack of fit | 202.13 | 6 | 33.69 | 3.32 | 0.052 | |
| pure error | 91.22 | 9 | 10.14 | |||
| sum total | 24,642.88 | 35 | ||||
| Tear strength | regression | 1.959 × 105 | 20 | 9797.14 | 129.20 | <0.0001 |
| residual | 1137.46 | 15 | 75.83 | |||
| lack of fit | 662.54 | 6 | 110.42 | 2.09 | 0.1536 | |
| pure error | 474.92 | 9 | 52.77 | |||
| sum total | 1.971 × 105 | 35 | ||||
| Air permeance | regression | 18.38 | 20 | 0.92 | 73.05 | <0.0001 |
| residual | 0.19 | 15 | 0.013 | |||
| lack of fit | 0.11 | 6 | 0.018 | 2.01 | 0.1671 | |
| pure error | 0.081 | 9 | 8.972 × 10−3 | |||
| sum total | 18.57 | 35 | ||||
| Degradation period | regression | 3707.43 | 20 | 185.37 | 27.50 | <0.0001 |
| residual | 81.54 | 15 | 5.44 | |||
| lack of fit | 39.02 | 6 | 6.50 | 0.94 | 0.5104 | |
| pure error | 62.10 | 9 | 6.90 | |||
| sum total | 3808.56 | 35 |
| Index | Factor | ||||
|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | X5 | |
| y1 | 2.414 | 1.832 | 2.859 | 1.927 | 1.952 |
| y2 | 2.474 | 1.420 | 2.163 | 0.790 | 1.591 |
| y3 | 2.554 | 1.475 | 2.328 | 1.706 | 0.823 |
| y4 | 2.573 | 2.924 | 1.000 | 1.897 | 1.348 |
| y5 | 3.138 | 1.506 | 1.261 | 0.781 | 1.632 |
| y6 | 1.897 | 1.418 | 2.781 | 2.194 | 1.813 |
| Composition | Seedling Pot |
|---|---|
| Cellulose mass fraction | 66.9 |
| Hemicellulose mass fraction | 12.1 |
| Lignin mass fraction | 16.5 |
| Pectin mass fraction | 0.6 |
| Ash mass fraction | 0.4 |
| Water mass fraction | 8.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Q.; Wang, X.; Xu, X.; Gao, S.; Liu, S.; Chen, H.; Zhang, Y. Optimization of Manufacturing Parameters and Experimental Study of Rice Straw Fiber-Based Plant Fiber Seedling Pots. Agronomy 2023, 13, 1782. https://doi.org/10.3390/agronomy13071782
Zhu Q, Wang X, Xu X, Gao S, Liu S, Chen H, Zhang Y. Optimization of Manufacturing Parameters and Experimental Study of Rice Straw Fiber-Based Plant Fiber Seedling Pots. Agronomy. 2023; 13(7):1782. https://doi.org/10.3390/agronomy13071782
Chicago/Turabian StyleZhu, Qianjin, Xing Wang, Xinhang Xu, Shuai Gao, Shuang Liu, Haitao Chen, and Ying Zhang. 2023. "Optimization of Manufacturing Parameters and Experimental Study of Rice Straw Fiber-Based Plant Fiber Seedling Pots" Agronomy 13, no. 7: 1782. https://doi.org/10.3390/agronomy13071782