

Investigation on Condensation Characteristics and Removal Performance of SO3 in Low-Low-Temperature Electrostatic Precipitator

Abstract
1. Introduction
2. Experimental Section
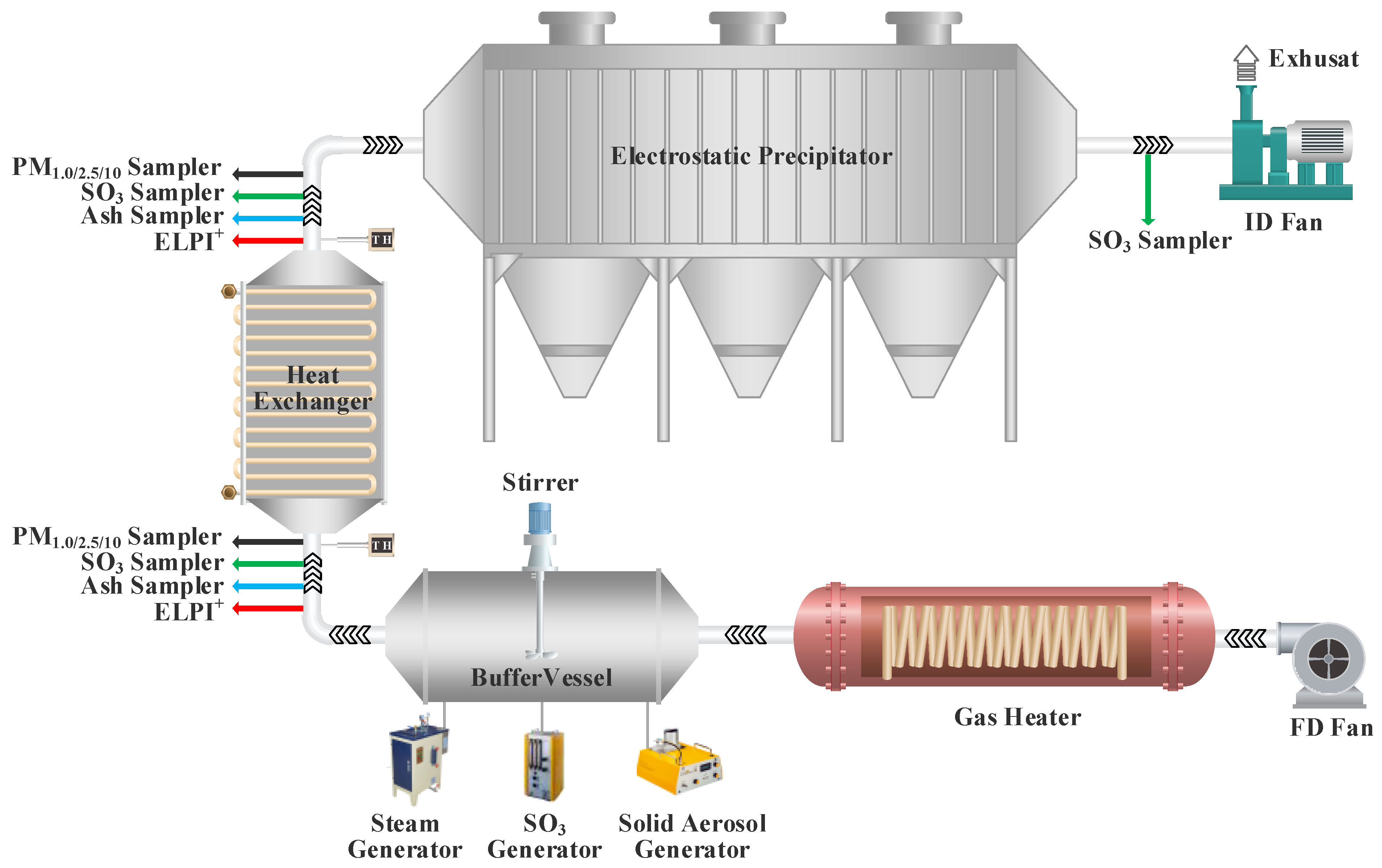
2.1. Experimental Apparatus
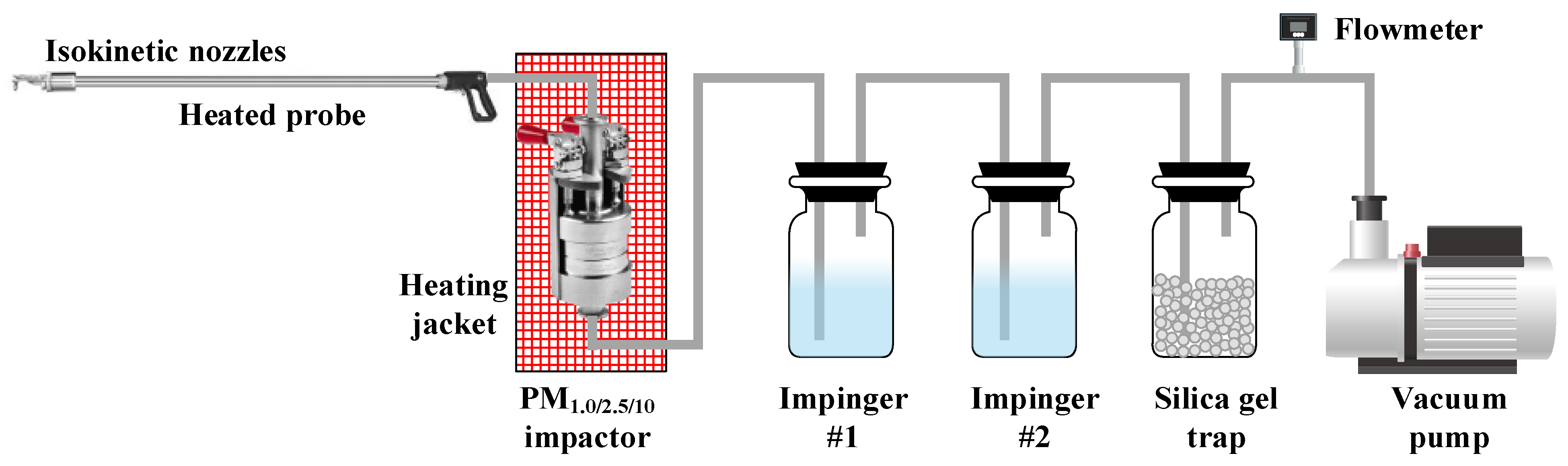
2.2. Measurement Method
2.3. Calculation
3. Results and Discussion
3.1. The Condensation Characteristics of SO3 in LLT-ESP
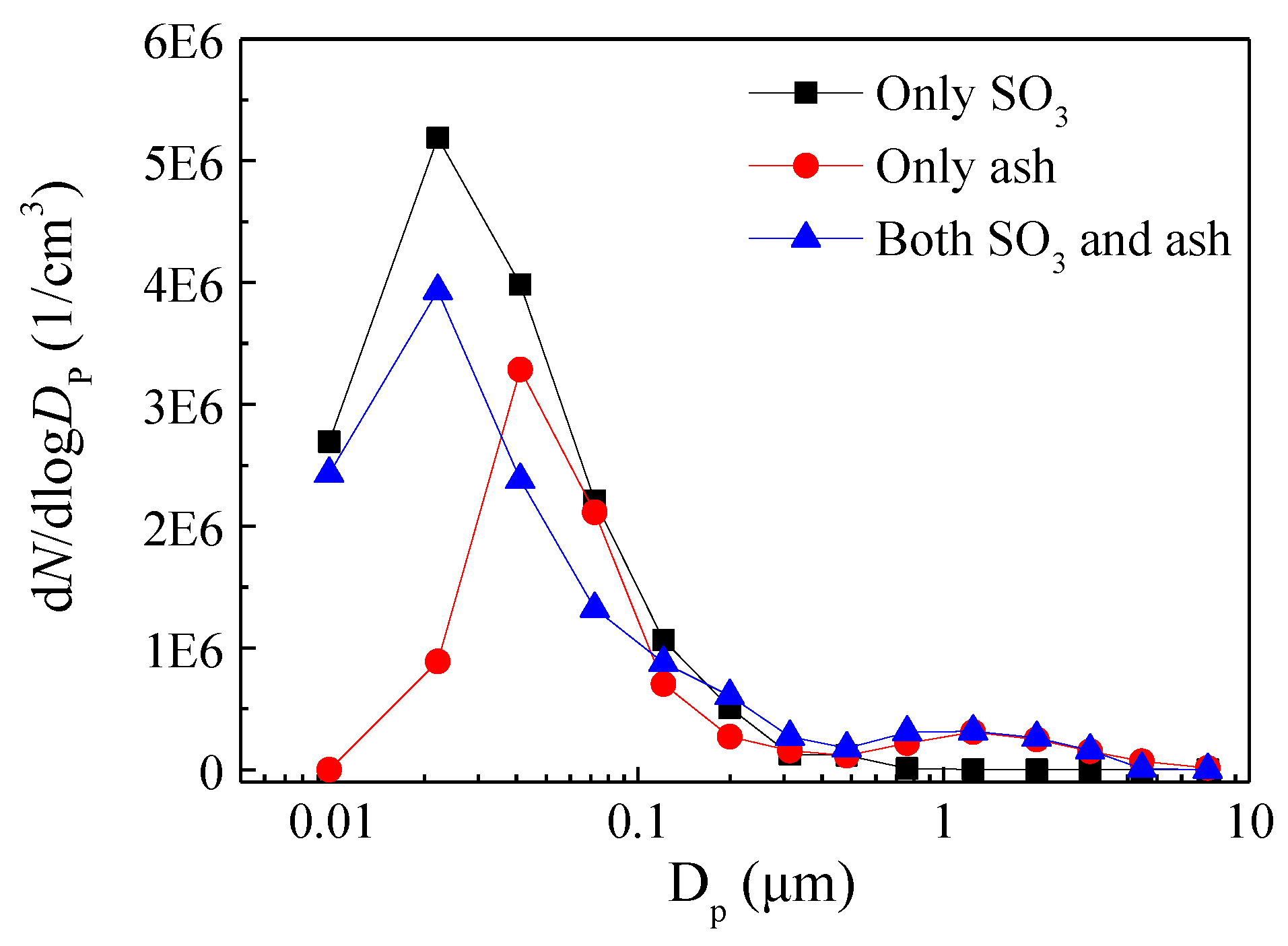
3.1.1. Size Distribution of Particles after Heat Exchanger
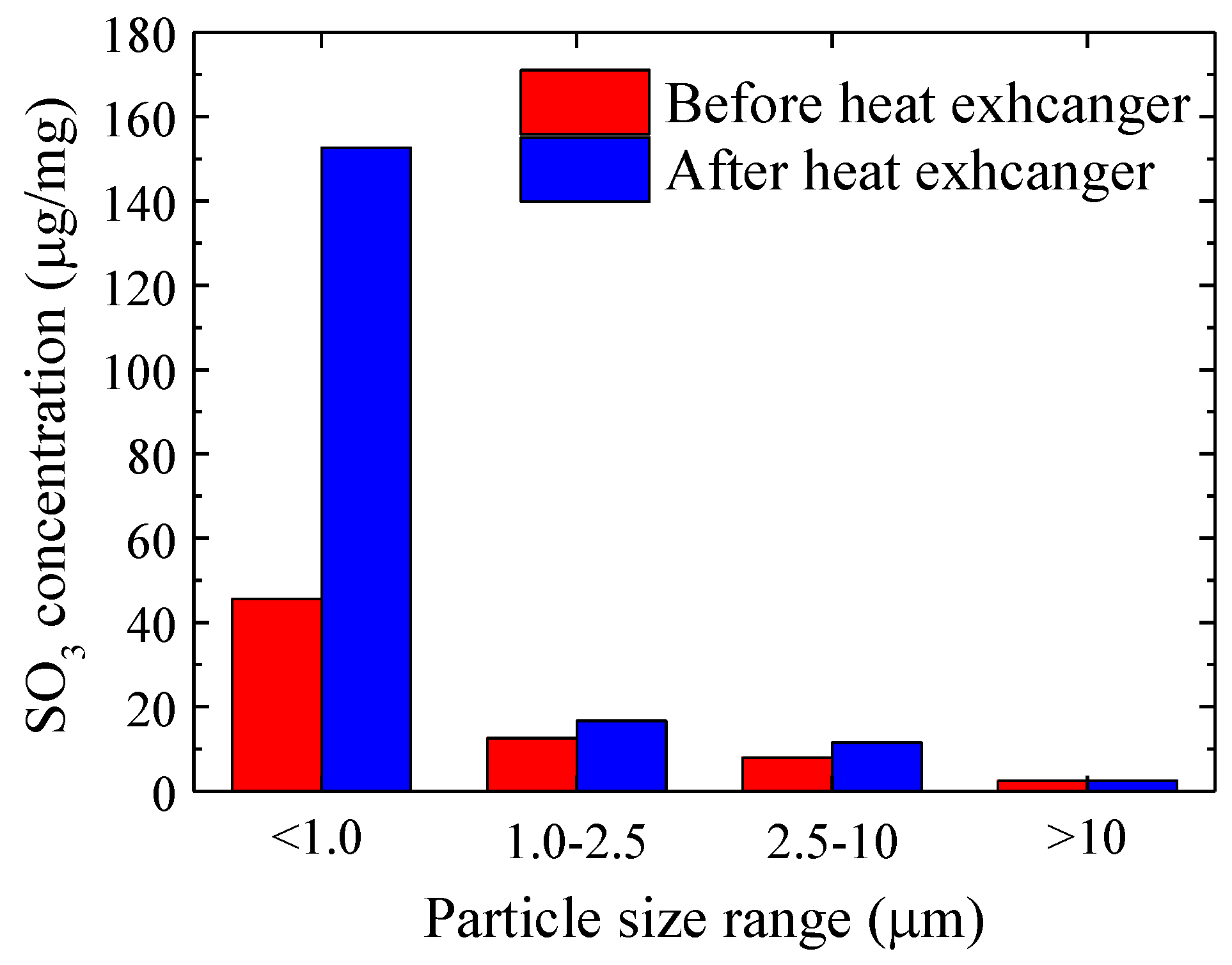
3.1.2. Mass Concentration of SO3 on Ash with Different Sizes
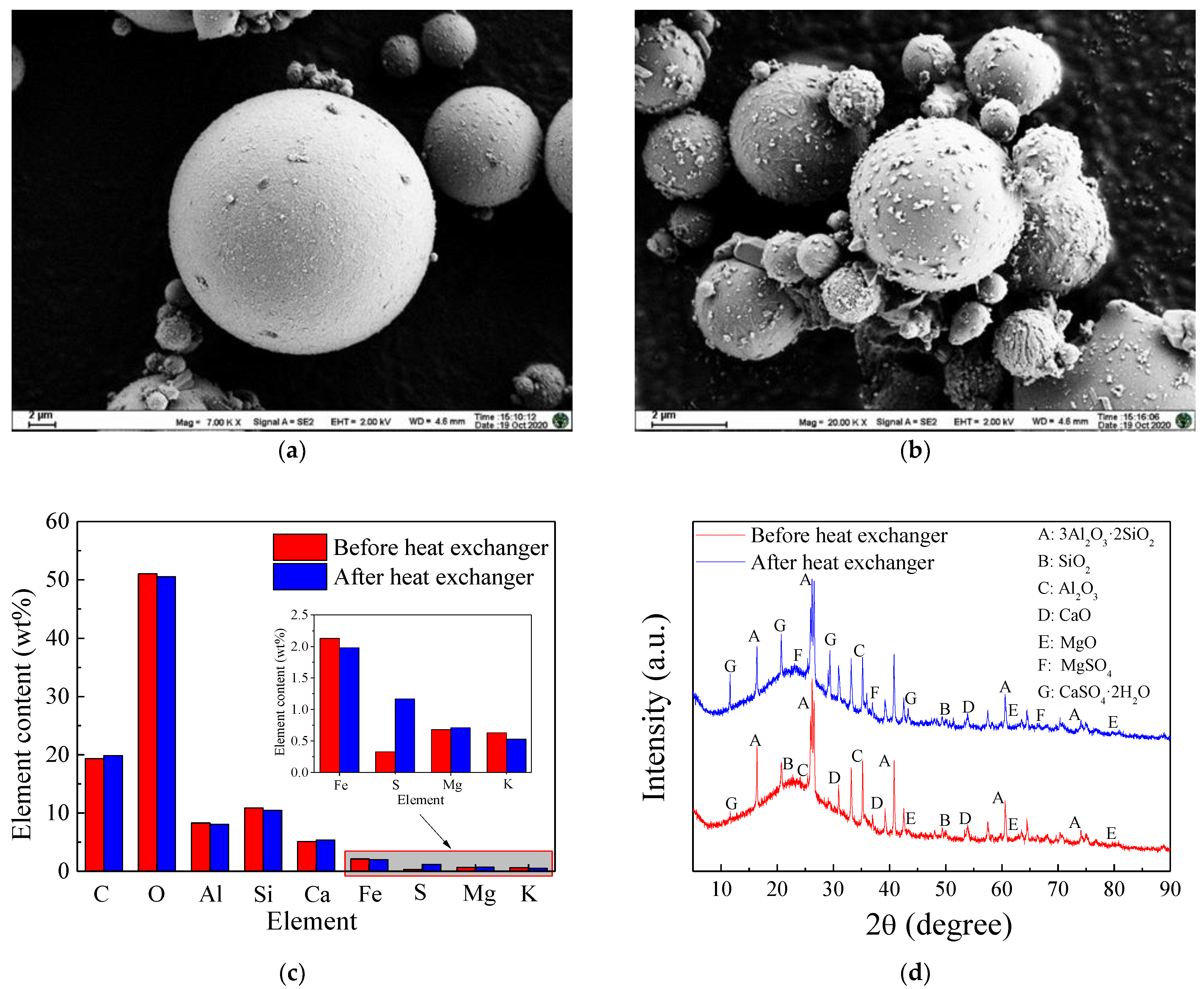
3.1.3. Microscopic Morphology and Elemental Composition of Particulate Matter
3.2. The Removal Performance of LLT-ESP for SO3
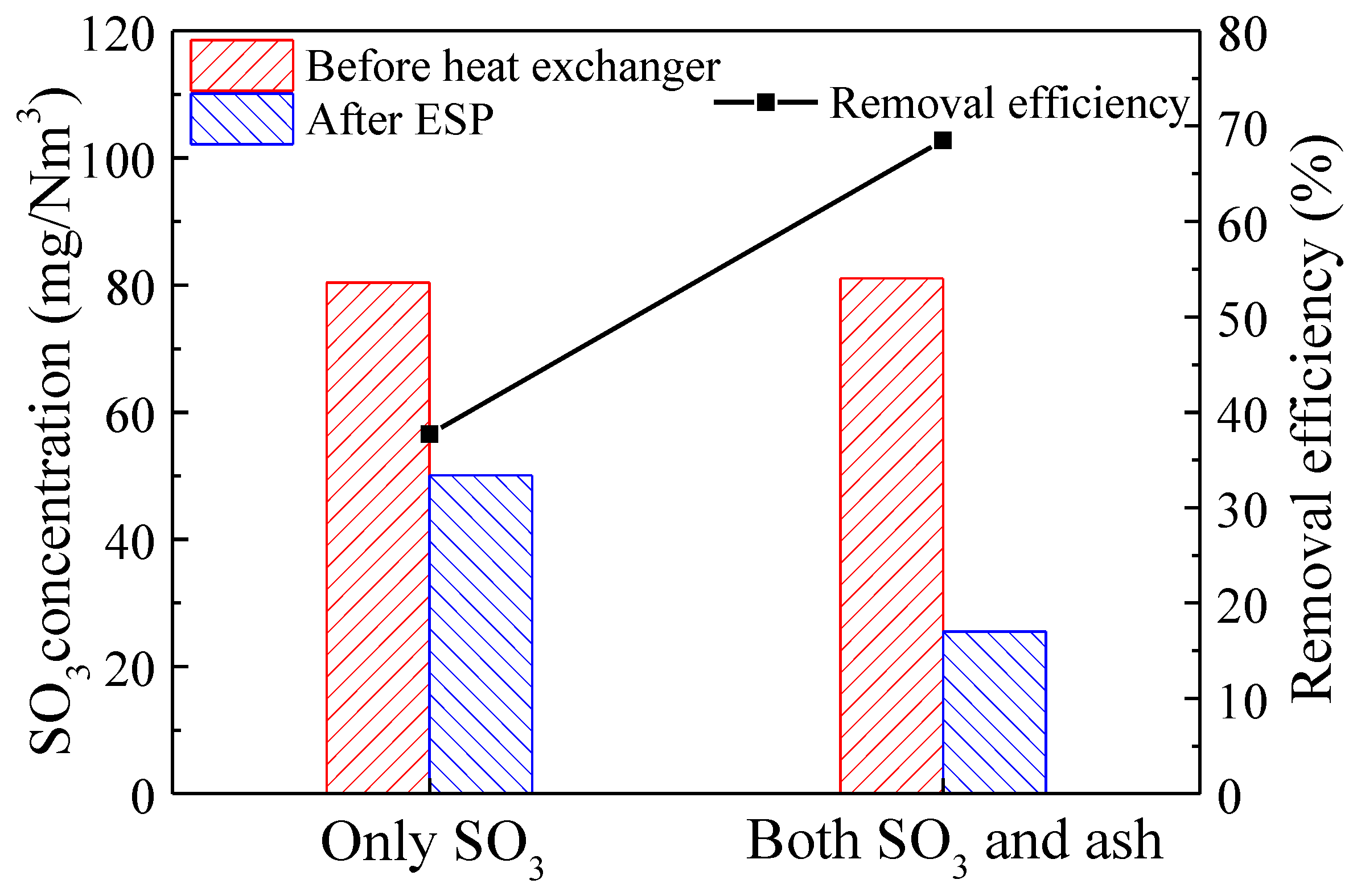
3.2.1. Removal Performance of LLT-ESP for SO3 with or without Ash in Flue Gas
3.2.2. Influence of Ash Concentration on SO3 Removal Performance
3.2.3. Influence of Flue Gas Temperature on SO3 Removal Effect
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Badran, M.; Mansour, A.M. Evaluating performance indices of electrostatic precipitators. Energies 2022, 15, 6647. [Google Scholar] [CrossRef]
- Bin, H.; Yang, Y.; Shu, P.; Liang, C.; Roszak, S.; Yang, L. SO3 reduction in the flue gas by adding a chemical agent. Energy Fuels 2017, 31, 12399–12406. [Google Scholar] [CrossRef]
- Qi, Z.; Li, J.; Wu, D.; Xie, W.; Li, X.; Liu, C. Particulate matter emission characteristics and removal efficiencies of a low-low temperature electrostatic precipitator. Energy Fuels 2017, 31, 1741–1746. [Google Scholar] [CrossRef]
- Zheng, C.; Wang, L.; Zhang, Y.; Zhang, J.; Zhao, H.; Zhou, J.; Gao, X.; Cen, K. Partitioning of hazardous trace elements among air pollution control devices in ultra-low-emission coal-fired power plants. Energy Fuels 2017, 31, 6334–6344. [Google Scholar] [CrossRef]
- Gao, H.; Long, Z.; Feng, Z.; Lin, B.; Yu, T. Numerical simulation of the characteristics of oil mist particles deposition in electrostatic precipitator. Process Saf. Environ. Prot. 2022, 164, 335–344. [Google Scholar] [CrossRef]
- Gao, M.; Zhu, Y.; Yao, X.; Shi, J.; Shang, G. Dust removal performance of two-stage electrostatic precipitators and its influencing factors. Powder Technol. 2019, 348, 13–23. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, H.; Wu, Z.; Wang, Y.; Shao, L.; Zheng, C.; Yu, A.; Gao, X. Low-temperature electrostatic precipitator with different electrode configurations under various operation conditions. Powder Technol. 2021, 394, 1178–1185. [Google Scholar] [CrossRef]
- Guo, B.; Yang, D.; Su, Y.; Yu, A. Process modelling of low temperature electrostatic precipitators. Powder Technol. 2017, 314, 567–576. [Google Scholar] [CrossRef]
- Zhou, X.; Tang, W.; He, M.; Xiao, X.; Wang, T.; Cheng, S.; Zhang, L. Combined removal of SO3 and HCl by modified Ca(OH)2 from coal-fired flue gas. Sci. Total Environ. 2023, 857, 159466. [Google Scholar] [CrossRef] [PubMed]
- Pei, T.; Ma, S.; Zhao, G.; Wang, P.; Song, G.; Mi, C.; Wang, F. Study on the removal characteristics of SO3 acid mist during the condensation of wet flue gas. Ind. Eng. Chem. Res. 2022, 61, 3729–3741. [Google Scholar] [CrossRef]
- Xu, G.; Chen, F.; Qian, Y.; Lu, P.; Hong, M.; Zhang, Q.; Zhou, Q. Experimental investigation of removal of SO3 from flue gas with modified fly ash adsorbents. ACS Omega 2023, 8, 16656–16672. [Google Scholar] [CrossRef] [PubMed]
- He, K.; Song, Q.; Yan, Z.; Yao, Q. SO3 removal from flue gas by using Na2SO3. Energy Fuels 2020, 34, 7232–7241. [Google Scholar] [CrossRef]
- Wu, X.; Liu, W.; Gao, H.; Alfaro, D.; Sun, S.; Lei, R.; Jia, T.; Zheng, M. Coordinated effects of air pollution control devices on PAH emissions in coal-fired power plants and industrial boilers. Sci. Total Environ. 2021, 756, 144063. [Google Scholar] [CrossRef] [PubMed]
- Huang, R.; Yu, R.; Wu, H.; Pan, D.; Zhang, Y.; Yang, L. Investigation on the removal of SO3 in ammonia-based WFGD system. Chem. Eng. J. 2016, 289, 537–543. [Google Scholar] [CrossRef]
- Li, J.; Li, X.; Zhou, C.; Li, M.; Lu, S.; Yan, J.; Qi, Z.; Shou, C. Correlation between polycyclic aromatic hydrocarbon concentration and particulate matter during the removal process of a low-low temperature electrostatic precipitator. Energy Fuels 2017, 31, 7256–7262. [Google Scholar] [CrossRef]
- Yuan, D.; Trabelsi, T.; Zhang, Y.; Francisco, J.; Wang, L. Probing the electronic structure and bond dissociation of SO3 and SO3-using high-resolution cryogenic photoelectron imaging. J. Am. Chem. Soc. 2022, 144, 13740–13747. [Google Scholar] [CrossRef] [PubMed]
- Zheng, C.; Li, X.; Yang, Z.; Zhang, Y.; Wu, W.; Wu, X.; Wu, X.; Gao, X. Development and experimental evaluation of a continuous monitor for SO3 measurement. Energy Fuels 2017, 31, 9684–9692. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Wu, D.; Lu, S.; Zhou, C.; Qi, Z.; Li, M.; Yan, J. Removal effect of the low-low temperature electrostatic precipitator on polycyclic aromatic hydrocarbons. Chemosphere 2018, 211, 44–49. [Google Scholar] [CrossRef]
- Sun, K.; Yan, Y.; Jiang, J.; Deng, L.; Che, D. SO3 removal efficiency and ash particle flowability of low-low-temperature flue gas systems (LLTSs). Appl. Therm. Eng. 2020, 171, 115132. [Google Scholar] [CrossRef]
- Li, X.; Zhou, C.; Li, J.; Lu, S.; Yan, J. Distribution and emission characteristics of filterable and condensable particulate matter before and after a low-low temperature electrostatic precipitator. Environ. Sci. Pollut. Res. 2019, 26, 12798–12806. [Google Scholar] [CrossRef]
- Liu, F.; Yu, D.; Han, J.; Wu, J.; Yu, X.; Gong, X. Effects of ultra-low emission air pollution control devices on the evolution of PM and its associated water-soluble ions in a 1000 MW coal-fired power plant. Fuel 2023, 343, 127931. [Google Scholar] [CrossRef]
- Lv, G.; Sun, X. The role of air-water interface in the SO3 hydration reaction. Atmos. Environ. 2020, 230, 117514. [Google Scholar] [CrossRef]
- Zheng, C.; Hong, Y.; Xu, Z.; Li, C.; Wang, L.; Yang, Z.; Zhang, Y.; Gao, X. Experimental study on removal characteristics of SO3 by wet flue gas desulfurization absorber. Energy Fuels 2018, 32, 6031–6038. [Google Scholar] [CrossRef]
- Pan, D.; Zhang, D.; Zhang, W. Investigation on removal characteristics of SO3 acid mist during limestone-gypsum desulfurization process. Energy Fuels 2018, 32, 12949–12954. [Google Scholar] [CrossRef]
- Wang, R.; Cheng, Y.; Hu, Y.; Chen, S.; Guo, X.; Song, F.; Li, H.; Zhang, T. Reaction of SO3 with H2SO4 and its implication for aerosol particle formation in the gas phase and at the air-water interface. EGUsphere 2023, 2023, 1–31. [Google Scholar]
- Zheng, C.; Wang, Y.; Liu, Y.; Yang, Z.; Qu, R.; Ye, D.; Liang, C.; Liu, S.; Gao, X. Formation, transformation, measurement, and control of SO3 in coal-fired power plants. Fuel 2019, 241, 327–346. [Google Scholar] [CrossRef]
- Zheng, C.-H.; Wang, L.; Zhang, Y.-X.; Weng, W.-G.; Zhao, H.-T.; Zhou, J.-S.; Gao, X. Co-benefit of hazardous trace elements capture in dust removal devices of ultra-low emission coal-fired power plants. J. Zhejiang Univ. Sci. A 2018, 19, 68–79. [Google Scholar] [CrossRef]
- Wu, Y.; Xu, Z.; Huang, X.; Liu, S.; Tang, M.; Lu, S. A typical 300 MW ultralow emission coal-fired power plant: Source, distribution, emission, and control of polycyclic aromatic hydrocarbons. Fuel 2022, 326, 125052. [Google Scholar] [CrossRef]
- Romero, C.; Vahedi, N.; Yao, Z.; Stenger, H. Modeling of SO3 formation and depletion processes in coal-fired boilers. Fuel 2020, 280, 118355. [Google Scholar] [CrossRef]
- Zheng, C.; Luo, C.; Liu, Y.; Wang, Y.; Lu, Y.; Qu, R.; Zhang, Y.; Gao, X. Experimental study on the removal of SO3 from coal-fired flue gas by alkaline sorbent. Fuel 2020, 259, 116306. [Google Scholar] [CrossRef]
- HJ 544-2016; Stationary Source Emission-Determination of Sulfuric Acid Mist-Ion Chromatography. Ministry of Ecology and Environment of the People’s Republic of China: Beijing, China, 2016. Available online: https://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/jcffbz/201604/t20160405_334680.shtml (accessed on 29 March 2016).
- Yang, Z.; Zheng, C.; Zhang, X.; Zhou, H.; Silva, A.A.; Liu, C.; Snyder, B.; Wang, Y.; Gao, X. Challenge of SO3 removal by wet electrostatic precipitator under simulated flue gas with high SO3 concentration. Fuel 2018, 217, 597–604. [Google Scholar] [CrossRef]
- Larson, L.J.; Kuno, M.; Tao, F.-M. Hydrolysis of sulfur trioxide to form sulfuric acid in small water clusters. J. Chem. Phys. 2000, 112, 8830–8838. [Google Scholar] [CrossRef]
- Mertens, J.; Bruns, R.; Schallert, B.; Faniel, N.; Khakharia, P.; Albrecht, W.; Goetheer, E.; Blondeau, J.; Schaber, K. Effect of a gas-gas-heater on H2SO4 aerosol formation: Implications for mist formation in amine based carbon capture. Int. J. Greenh. Gas Control 2015, 39, 470–477. [Google Scholar] [CrossRef]
- Yang, L.; Bao, J.; Yan, J.; Liu, J.; Song, S.; Fan, F. Removal of fine particles in wet flue gas desulfurization system by heterogeneous condensation. Chem. Eng. J. 2010, 156, 25–32. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage NO. of ELPI+ | Size Range of Particles (µm) | Stage NO. of ELPI+ | Size Range of Particles (μm) |
|---|---|---|---|
| 1 | 0.006~0.0159 | 8 | 0.384~0.605 |
| 2 | 0.0159~0.0308 | 9 | 0.605~0.952 |
| 3 | 0.0308~0.055 | 10 | 0.952~1.64 |
| 4 | 0.055~0.0948 | 11 | 1.64~2.48 |
| 5 | 0.0948~0.155 | 12 | 2.48~3.67 |
| 6 | 0.155~0.257 | 13 | 3.67~5.39 |
| 7 | 0.257~0.384 | 14 | 5.39~9.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Chen, H.; Yang, L. Investigation on Condensation Characteristics and Removal Performance of SO3 in Low-Low-Temperature Electrostatic Precipitator. Atmosphere 2024, 15, 168. https://doi.org/10.3390/atmos15020168
Sun Z, Chen H, Yang L. Investigation on Condensation Characteristics and Removal Performance of SO3 in Low-Low-Temperature Electrostatic Precipitator. Atmosphere. 2024; 15(2):168. https://doi.org/10.3390/atmos15020168
Chicago/Turabian StyleSun, Zongkang, Heng Chen, and Linjun Yang. 2024. "Investigation on Condensation Characteristics and Removal Performance of SO3 in Low-Low-Temperature Electrostatic Precipitator" Atmosphere 15, no. 2: 168. https://doi.org/10.3390/atmos15020168
APA StyleSun, Z., Chen, H., & Yang, L. (2024). Investigation on Condensation Characteristics and Removal Performance of SO3 in Low-Low-Temperature Electrostatic Precipitator. Atmosphere, 15(2), 168. https://doi.org/10.3390/atmos15020168