3.3.1. Elemental Analysis, Thermal Decomposition, Immediate Analysis, HHV and Surface Properties
Table 4 presents the results of the characterization of the three solid samples obtained from the pyrolysis of the non-recyclable mixed plastics from municipal solid waste at different temperatures.
The sum of C, H, N and O is relatively low, since the samples present a high content of inorganic compounds (ash content) as evidenced in the immediate analysis. In addition, the carbon, hydrogen and nitrogen content decreases with increasing pyrolysis temperature. The decrease in carbon can be attributed to the transformation of carbonaceous materials into CH
4, CO
2, CO and other aromatic gases or compounds, favored by the increase in temperature. Similarly, the increased release of volatile matter with increasing pyrolysis temperature causes the loss of functional group, which explains the decrease in hydrogen and nitrogen content [
27].
The research performed by Buah et al. [
45] revealed a similar trend. The C content decreased with increasing pyrolysis temperature from 400 °C (55.13%) to 700 °C (49.91%), as the H content (4.33–0.78%) and the N content (1.02–0.93%). The same tendency was presented by the study of Cafiero et al. [
40] since both the C and the H content of the solid product obtained from pyrolysis at 450 °C and 650 °C decreased with increasing temperature (from 87.6 to 84.3% and from 6.3 to 1.6% respectively), while the O content increased from 0.6 to 2% in the same temperature range. Jamradloedluk et al. [
19] provided an elemental analysis very similar to the present work, with a C content of 42.65%, H content of 3.06% and N content of 0.43%. Similar results were also reported by López et al. [
5], where the film-rich sample pyrolyzed at 500 °C yields carbonaceous solids with a carbon, hydrogen and nitrogen content of 48%, 1.9% and 0.9%, respectively. In addition, Singh et al. [
30] found that the carbon content of solid products obtained from pyrolysis of PVC, PE and PET plastic waste decreased with increasing temperature. However, Singh et al. [
10] provided different results, as the solids resulting from the pyrolysis of different mixtures of PVC, PET and PE at different temperatures had a higher carbon content (ranging from 41.3–84.7%), while the nitrogen (0.1–2.78%) and hydrogen content (1.83–5.17%) were similar. Finally, Bernardo et al. [
18] using different mixtures of biomass waste, used tires and plastic waste in different proportions, obtained a solid product from pyrolysis at 420 °C with a high carbon content (around 80%), while the hydrogen (5–7%) and nitrogen (0.5–1%) contents were similar.
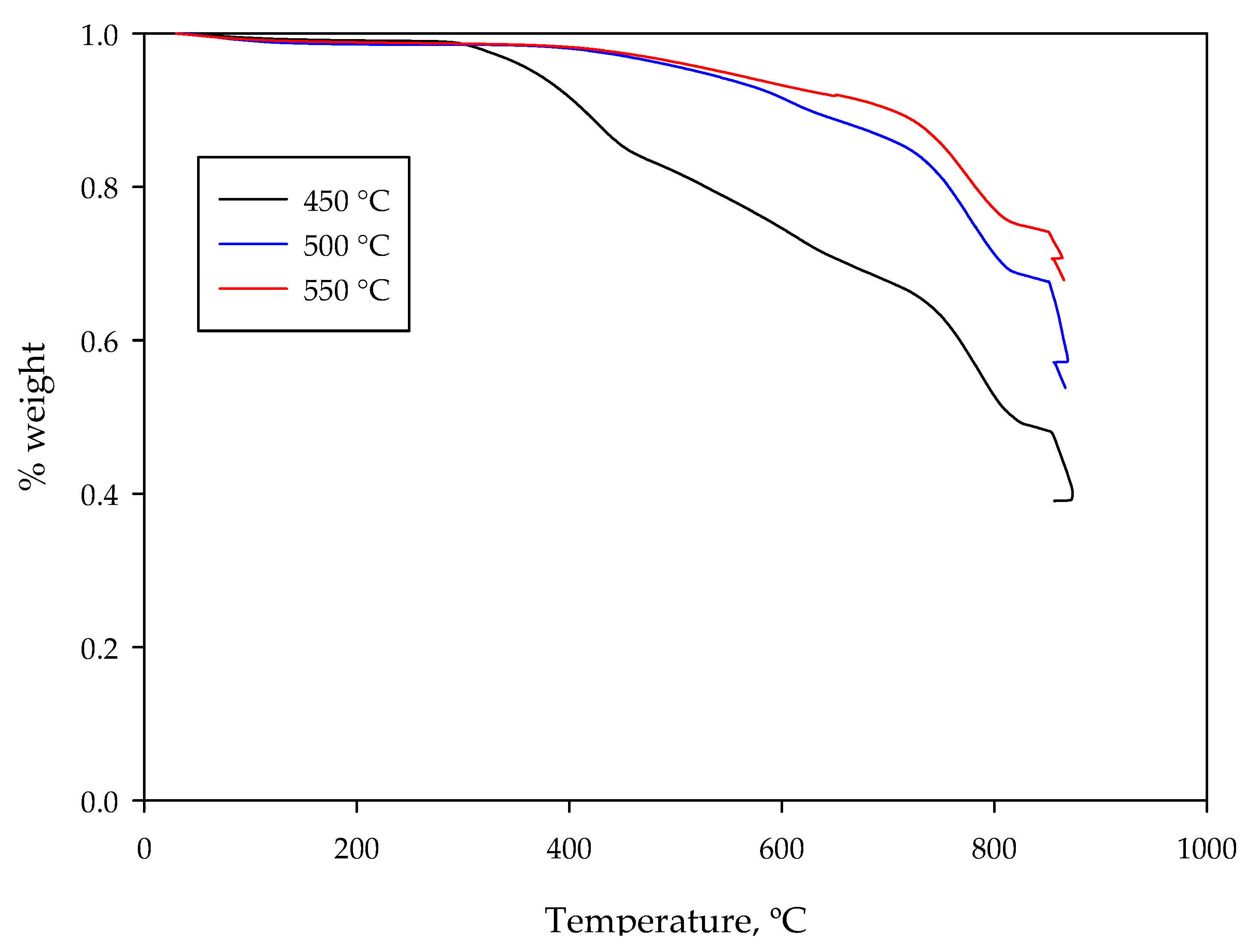
Figure 1 shows the thermogravimetric curve for the different solid materials.
There are evident differences between the curves of the solids subjected to different temperatures, especially for the solid obtained at 450 °C. This solid starts to degrade significantly at a lower temperature than the rest, around 350 °C, losing practically 20% of its weight in a temperature range of approximately 100 °C; from 460 °C to 730 °C the degradation phase is slightly slower. In this phase, the solid loses 20% of its weight, and again enters a more pronounced degradation phase until it reaches 807 °C where it loses 15% of its weight. The last section of the curve corresponds to the amount of fixed carbon present in the sample, since at 850 °C thermal degradation occurs in the presence of oxygen. The solid obtained at 450 °C is the one that loses the most mass during the thermogravimetric test, reaching a final mass fraction of 0.3, which indicates that it is the one with the lowest amount of ash and the most volatile matter. The pyrolyzed sample at 500 °C presents a more constant degradation from 400 °C to 730 °C, losing only 10% of its weight. From 730 °C to 820 °C a more pronounced degradation occurs, with a weight loss of 16%. Finally, the curve corresponding to fixed carbon is the longest of all, which reveals that it is the sample with the highest fixed carbon content, reducing from 71% to 50%. With respect to the sample pyrolyzed at 550 °C, it shows a similar trend to the sample pyrolyzed at 500 °C, although the degradation between 400 and 730 °C is higher, losing 15% of weight. A more pronounced degradation occurs until 820 °C, with a weight loss of 16%. Fixed carbon curve clearly differs from the two previous samples, being the shortest indicating the lowest fixed carbon content. In addition, this sample is the one that has the highest ash content (around 60%).
Table 4 also presents the results of the average immediate analysis obtained on the basis of the thermogravimetric curves. The results reveal that both the ash content and the volatile content are related to the pyrolysis temperature. This relationship is direct for the ashes content, since at higher the temperature the ash content is higher, due to the higher thermal degradation suffered by the samples. For the volatile matter content, as expected, it presents an inverse relationship with the temperature since, as the temperature increases, solid residues with a lower volatile content are obtained. This is due to the fact that the higher the temperature, the more volatile compounds contained in the solid waste are released. However, the fixed carbon content remains practically constant at temperatures of 450 and 500 °C, decreasing significantly when the temperature rises up to 550°C, which is again related to the higher decomposition of the solid at this temperature. The results are similar to those reported by Buah et al. [
45], who performed pyrolysis on municipal waste, varying the temperature between 400 and 700 °C. The immediate analysis of the solid products revealed a very similar moisture content (between 0.25 and 2.25%), ash content (between 26.73 and 42.19%) and volatile material (between 13.73 and 42%), with the fixed carbon content being slightly higher (between 26.17 and 41.57%). The trend for carbon content was also similar, with a large increase from 400 to 500 ºC and then remaining more or less constant up to 700 °C. López et al. [
6] showed similar results for the immediate analysis of the solid residue resulting from the pyrolysis of different waste mixtures at a temperature of 440 °C. Specifically, for the film-rich mixture, a low percentage of moisture (5%) and high ash content (57.7%) were obtained, although it should be noted that these results are on a wet basis and were also carried out together with the catalyst, as it was impossible to separate it from the resulting solid. Syamsiro et al. [
3], working with HDPE waste and PE bags, also obtained quite low values for fixed carbon content (between 8.59% and 25.88%) and a high content of volatile matter (35.29–58.56%) and ash (27.33–49.47%). They also obtained similar values for moisture content, around 1%. Bernardo et al. [
18], who used different mixtures of biomass waste, tires and plastic waste in different proportions, carry out pyrolysis at 420 °C obtaining solid products with a fixed carbon content varying between 41.4% and 55%, a volatile material content between 28.5% and 53.3%, a low ash content (2.02–7.77%) and a low moisture content (1.03–3.94%). These results revealed that the introduction of biomass waste and used tires improves the properties of the carbonaceous solid obtained by pyrolysis. In another research by the same authors [
1], the carbonaceous solids reached fixed carbon content values of 94.7%, and very low volatile matter and ashes contents (2.18% and 3.16%, respectively). The investigation of the pyrolysis of HDPE plastic waste by Jamradloedluk et al. [
19] revealed that the solid product presented an immediate analysis similar in terms of volatile material (51.4%) and moisture (2.41%), but presented a higher amount in fixed carbon (46.03%), and lower ash content (0.16%).
Regarding the results of the HHV (also reported in
Table 4), the three solid samples analyzed showed a low HHV that decreased significantly with increasing pyrolysis temperature. This is mainly due to the decarbonization of the sample as the pyrolysis temperature increases and the increase in oxygen content, which results in a lower heating value of the material. Buah et al. [
45] indicate the same decreasing in HHV value with increasing pyrolysis temperature, with very similar results ranging from 20.4 to 11.2 MJ/kg from 400 to 700 °C.
Finally,
Table 4 includes the results obtained from the surface analysis of the solid products (char) obtained at the different pyrolysis temperatures. It can be concluded that the pyrolysis temperature directly affects the properties of the solid product, in this case pyrolysis at a higher temperature being favorable in order to obtain a solid with a higher specific surface area. An increase of 100 °C in the pyrolysis temperature results in a solid product with approximately 250 times more specific surface area. The same conclusion was reached by Singh et al. [
10] whose specific surface area values are very similar (between 0.1 m
2/g and 58.9 m
2/g). This increase in specific surface area may be due to the fact that the higher the temperature, the greater the breakage of the polymer chains, favoring the production of volatile compounds and increasing the specific surface area. However, an increase in temperature above 650 °C could destroy adjacent pore walls, leading to a decrease in the specific surface area. On the other hand, Singh et al. [
10] also point out the influence of the composition of the mixture to be pyrolyzed on the specific surface area due to the variation in the chemical and physical properties of the different plastics. Similar results were obtained by Tian et al. [
27] studying sludge pyrolysis with a gradual increase in the specific surface area of the solids from 10.8 m
2/g at 300 °C to 23.8 m
2/g at 700 °C. As it happens with the specific surface area, the pore volume increases with increasing pyrolysis temperature, which determines that a higher pyrolysis temperature improves the properties of the solid product as an adsorbent. Regarding the pore size, it decreases as the pyrolysis temperature increases, with the highest value being 166.76 Ǻ for 450 °C (approximately 3 times smaller for 550 °C).










{kind=link}
{kind=link}
{kind=link}