
Impact of Design and Mixing Strategies on Biogas Production in Anaerobic Digesters
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Operator Survey with AD-Specific Questionnaire
- Name
- City
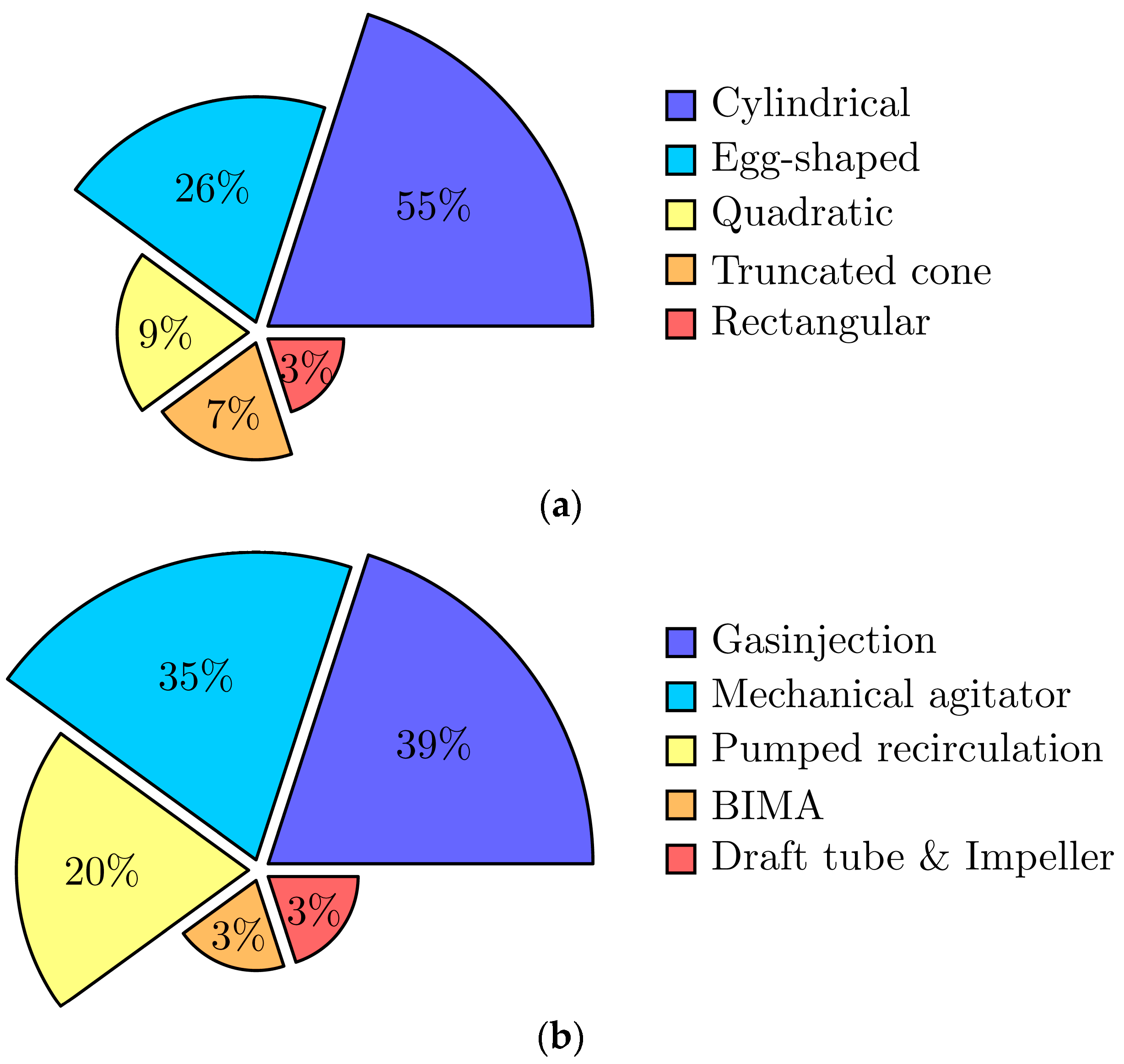
- Structural information: amount of AD towers, AD volume (m3), geometric shape, bottom geometry
- Operational information: serial, parallel or dynamic control
- Substrate information: %TS, organic dry matter (ODM), co-Substrate (yes/no)
- Mixing information: Approach and required power and energetic demand
- Biogas production (m3)
- Energetic processing of the produced biogas
2.2. Investigation of AD Parameters with In-Depth Field Studies
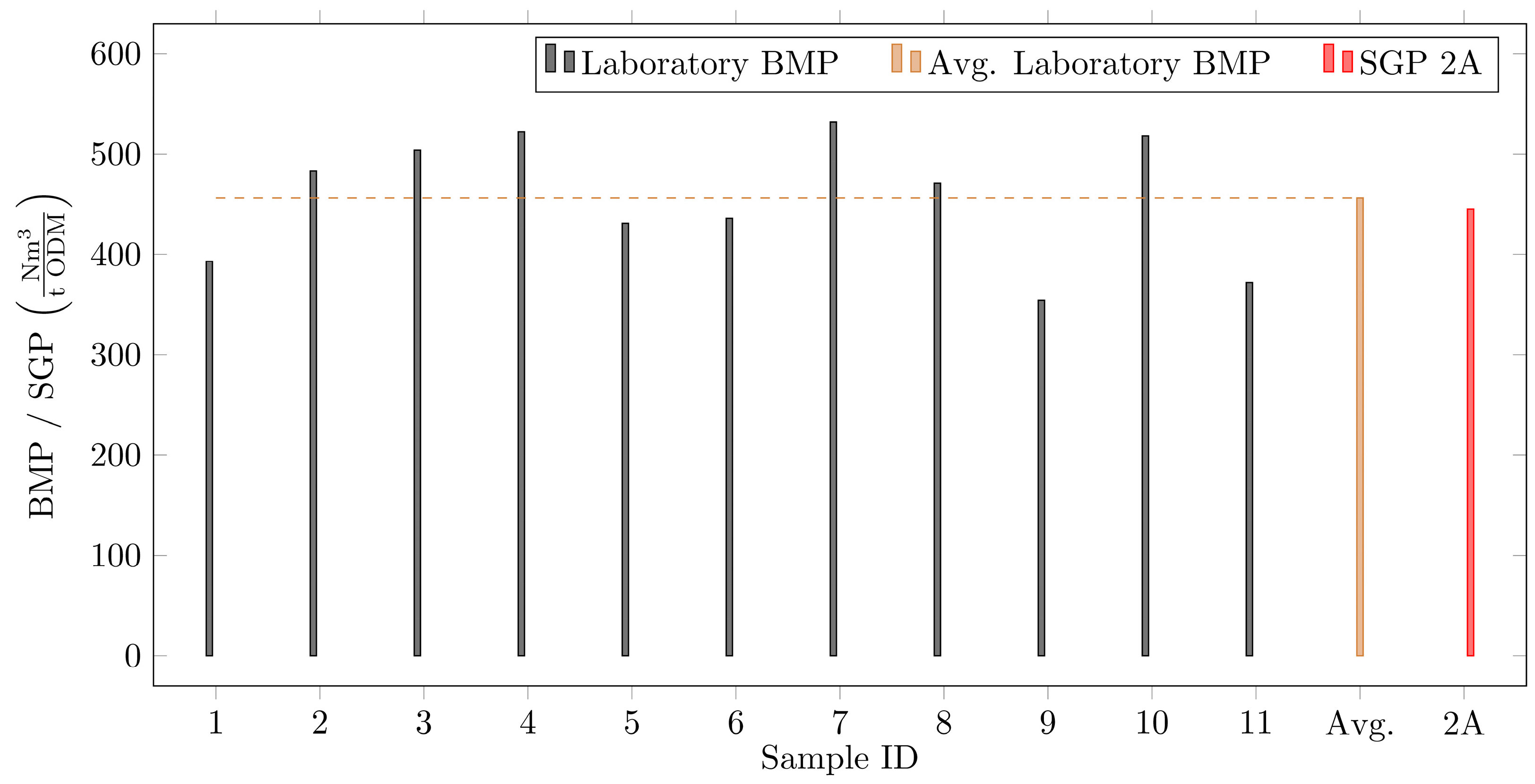
2.3. Measurement of Biomethane and Residual Gas Potential
2.4. Measurement of the Power Demand for Mixing
2.5. Comparison of Gas Injection and Mechanical Agitation in a Cylindrical AD Tower
2.6. Investigation of Impeller-Induced Draft Tube Mixing in an Egg-Shaped AD Tower
3. Results
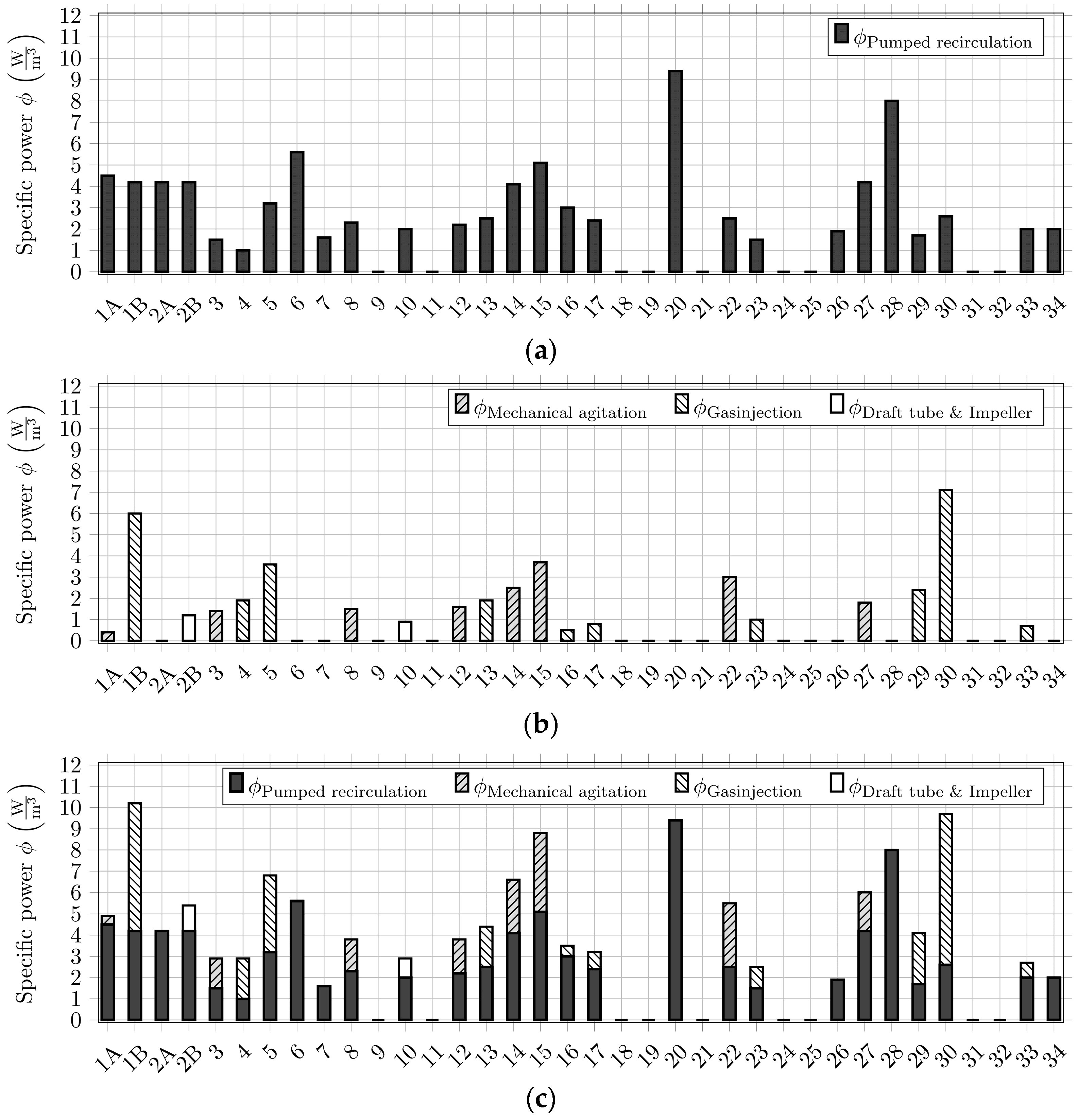
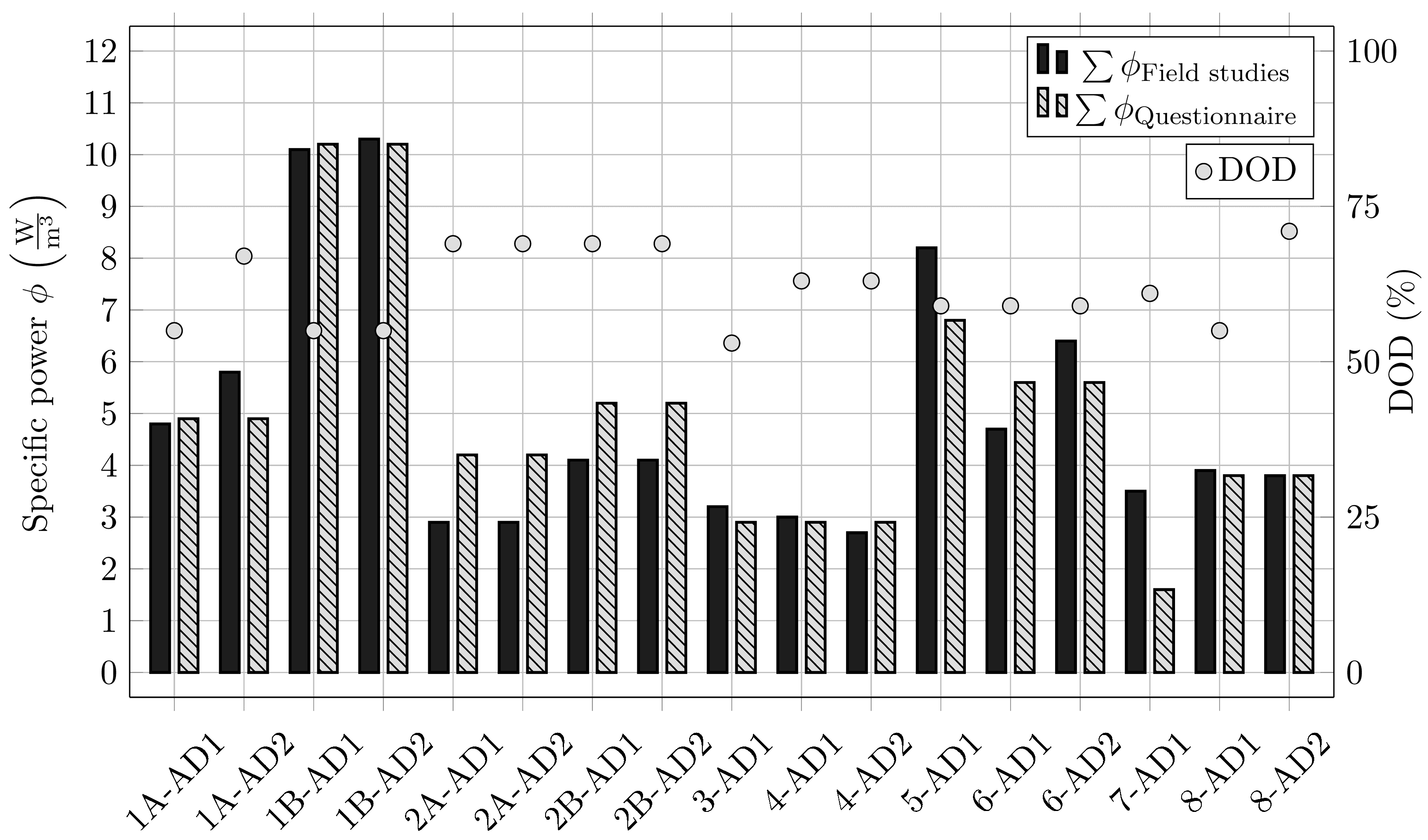
3.1. Data Evaluation of Survey and Field Studies
3.2. Field Comparison of Gas Injection and Mechanical Agitation in a Cylindrical AD
3.3. Field Study Regarding Impact of Impeller Mixing in an Egg-Shaped AD
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Letcher, T. Global Warming, Greenhouse Gases, Renewable Energy, and Storing Energy. In Storing Energy; Elsevier: Amsterdam, The Netherlands, 2022; pp. 2–3. [Google Scholar]
- Grangeiro, L.C.; de Almeida, S.G.C.; de Mello, B.S.; Fuess, L.T.; Sarti, A.; Dussán, K.J. Chapter 7-New Trends in Biogas Production and Utilization. In Sustainable Bioenergy; Rai, M., Ingle, A.P., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 199–223. ISBN 978-0-12-817654-2. [Google Scholar]
- Wu, B. CFD Simulation of Gas and Non-Newtonian Fluid Two-Phase Flow in Anaerobic Digesters. Water Res. 2010, 44, 3861–3874. [Google Scholar] [CrossRef]
- Wu, B. CFD Investigation of Turbulence Models for Mechanical Agitation of Non-Newtonian Fluids in Anaerobic Digesters. Water Res. 2011, 45, 2082–2094. [Google Scholar] [CrossRef] [PubMed]
- Neuner, T.; Meister, M.; Pillei, M.; Koch, M.; Rauch, W. Numerical and Experimental Flow Investigation Using Ultrasonic PIV for Optimizing Mechanically Agitated Lab-Scale Anaerobic Digesters. Chem. Eng. Sci. 2022, 264, 118129. [Google Scholar] [CrossRef]
- Winkler, J.; Neuner, T.; Hupfauf, S.; Arthofer, A.; Ebner, C.; Rauch, W.; Bockreis, A. Impact of Impeller Design on Anaerobic Digestion: Assessment of Mixing Dynamics, Methane Yield, Microbial Communities and Digestate Dewaterability. Bioresour. Technol. 2024, 406, 131095. [Google Scholar] [CrossRef]
- Oates, A.; Neuner, T.; Meister, M.; Borman, D.; Camargo-Valero, M.; Sleigh, A.; Fischer, P. Modelling Mechanically Induced Non-Newtonian Flows to Improve the Energy Efficiency of Anaerobic Digesters. Water 2020, 12, 2995. [Google Scholar] [CrossRef]
- Neuner, T.; Meister, M.; Pillei, M.; Rauch, W. Optimizing Mixing Efficiency of Anaerobic Digesters with High Total Solids Concentrations Using Validated CFD Simulations. Biochem. Eng. J. 2024, 208, 109320. [Google Scholar] [CrossRef]
- Lebranchu, A.; Delaunay, S.; Marchal, P.; Blanchard, F.; Pacaud, S.; Fick, M.; Olmos, E. Impact of Shear Stress and Impeller Design on the Production of Biogas in Anaerobic Digesters. Bioresour. Technol. 2017, 245, 1139–1147. [Google Scholar] [CrossRef]
- Tanguy, P.A.; Lacroix, R.; Bertrand, F.; Choplin, L.; Brito-De La Fuente, E. Mixing of Non-Newtonian Viscous Fluids with Helical Impellers: Experimental and Three-Dimensional Numerical Studies. Am. Inst. Chem. Eng. 1992, 286, 33–37. [Google Scholar]
- Sasidhar, K.B.; Somasundaram, M.; Ekambaram, P.; Arumugam, S.K.; Nataraj, G.; Murugan, M.A. A Critical Review on the Effects of Pneumatic Mixing in Anaerobic Digestion Process. J. Clean. Prod. 2022, 378, 134513. [Google Scholar] [CrossRef]
- Caillet, H.; Bastide, A.; Adelard, L. Advances in Computational Fluid Dynamics Modeling of Anaerobic Digestion Process for Renewable Energy Production: A Review. Clean. Waste Syst. 2023, 6, 100124. [Google Scholar] [CrossRef]
- Appels, L.; Lauwers, J.; Degreve, J.; Helsen, L.; Lievens, B.; Willems, K.; Dewil, R. Anaerobic Digestion in Global Bio-Energy Production-Potential and Research. Renew. Sustain. Energy Rev. 2011, 15, 4295–4301. [Google Scholar] [CrossRef]
- Vasan, V.; Sridharan, N.V.; Feroskhan, M.; Vaithiyanathan, S.; Subramanian, B.; Tsai, P.C.; Lin, Y.C.; Lay, C.H.; Wang, C.T.; Ponnusamy, V.K. Biogas Production and Its Utilization in Internal Combustion Engines—A Review. Process Saf. Environ. Prot. 2024, 186, 518–539. [Google Scholar] [CrossRef]
- Deublein, D.; Steinhauser, A. Biogas from Waste and Renewable Resources; Wiley-VCH: Weinheim, Germany, 2008. [Google Scholar]
- Radetic, B. Anaerobic Digestion, Important Aspects Regarding Digester Design and Sludge Mixing Systems. In Handbook of Water and Used Water Purification; Lahnsteiner, J., Ed.; Springer International Publishing: Cham, Germany, 2024; pp. 737–749. ISBN 978-3-319-78000-9. [Google Scholar]
- Yagna Prasad, K. Gas Mixing in Anaerobic Sludge Digestion. In Handbook of Water and Used Water Purification; Lahnsteiner, J., Ed.; Springer International Publishing: Cham, Germany, 2020; pp. 1–16. ISBN 978-3-319-66382-1. [Google Scholar]
- Hosseini, S.E.; Wahid, M.A. Development of Biogas Combustion in Combined Heat and Power Generation. Renew. Sustain. Energy Rev. 2014, 40, 868–875. [Google Scholar] [CrossRef]
- Marañón, E.; Salter, A.M.; Castrillón, L.; Heaven, S.; Fernández-Nava, Y. Reducing the Environmental Impact of Methane Emissions from Dairy Farms by Anaerobic Digestion of Cattle Waste. Waste Manag. 2011, 31, 1745–1751. [Google Scholar] [CrossRef]
- Ólafsdóttir, S.S.; Jensen, C.D.; Lymperatou, A.; Henriksen, U.B.; Gavala, H.N. Effects of Different Treatments of Manure on Mitigating Methane Emissions during Storage and Preserving the Methane Potential for Anaerobic Digestion. J. Environ. Manag. 2023, 325, 116456. [Google Scholar] [CrossRef] [PubMed]
- Shah, S.V.; Yadav Lamba, B.; Tiwari, A.K.; Chen, W.-H. Sustainable Biogas Production via Anaerobic Digestion with Focus on CSTR Technology: A Review. J. Taiwan Inst. Chem. Eng. 2024, 162, 105575. [Google Scholar] [CrossRef]
- Hu, Y.; Ma, H.; Wu, J.; Kobayashi, T.; Xu, K.-Q. Performance Comparison of CSTR and CSFBR in Anaerobic Co-Digestion of Food Waste with Grease Trap Waste. Energies 2022, 15, 8929. [Google Scholar] [CrossRef]
- Jiraprasertwong, A.; Vichaitanapat, K.; Leethochawalit, M.; Chavadej, S. Three-Stage Anaerobic Sequencing Batch Reactor (ASBR) for Maximum Methane Production: Effects of COD Loading Rate and Reactor Volumetric Ratio. Energies 2018, 11, 1543. [Google Scholar] [CrossRef]
- Khumalo, S.M.; Bakare, B.F.; Tetteh, E.K.; Rathilal, S. Sequencing Batch Reactor Performance Evaluation on Orthophosphates and COD Removal from Brewery Wastewater. Fermentation 2022, 8, 296. [Google Scholar] [CrossRef]
- Switzenbaum, M.S. Anaerobic Fixed Film Wastewater Treatment. Enzyme Microb. Technol. 1983, 5, 242–250. [Google Scholar] [CrossRef]
- Pererva, Y.; Miller, C.D.; Sims, R.C. Approaches in Design of Laboratory-Scale UASB Reactors. Processes 2020, 8, 734. [Google Scholar] [CrossRef]
- Mainardis, M.; Buttazzoni, M.; Goi, D. Up-Flow Anaerobic Sludge Blanket (UASB) Technology for Energy Recovery: A Review on State-of-the-Art and Recent Technological Advances. Bioengineering 2020, 7, 43. [Google Scholar] [CrossRef] [PubMed]
- Ward, A.J.; Hobbs, P.J.; Holliman, P.J.; Jones, D.L. Optimisation of the Anaerobic Digestion of Agricultural Resources. Bioresour. Technol. 2008, 99, 7928–7940. [Google Scholar] [CrossRef] [PubMed]
- Hamawand, I. Anaerobic Digestion Process and Bio-Energy in Meat Industry: A Review and a Potential. Renew. Sustain. Energy Rev. 2015, 44, 37–51. [Google Scholar] [CrossRef]
- Nasir, I.M.; Mohd Ghazi, T.I.; Omar, R. Anaerobic Digestion Technology in Livestock Manure Treatment for Biogas Production: A Review. Eng. Life Sci. 2012, 12, 258–269. [Google Scholar] [CrossRef]
- Fagbohungbe, M.O.; Dodd, I.C.; Herbert, B.M.J.; Li, H.; Ricketts, L.; Semple, K.T. High Solid Anaerobic Digestion: Operational Challenges and Possibilities. Environ. Technol. Innov. 2015, 4, 268–284. [Google Scholar] [CrossRef]
- Subhaschandra Singh, T.; Nath Verma, T.; Nashine, P. Analysis of an Anaerobic Digester Using Numerical and Experimental Method for Biogas Production. Mater. Today Proc. 2018, 5, 5202–5207. [Google Scholar] [CrossRef]
- Subramanian, B.; Pagilla, K.R. Anaerobic Digester Foaming in Full-Scale Cylindrical Digesters–Effects of Organic Loading Rate, Feed Characteristics, and Mixing. Bioresour. Technol. 2014, 159, 182–192. [Google Scholar] [CrossRef]
- Dabiri, S.; Sappl, J.; Kumar, P.; Meister, M.; Rauch, W. On the Effect of the Inlet Configuration for Anaerobic Digester Mixing. Bioprocess Biosyst. Eng. 2021, 44, 2455–2468. [Google Scholar] [CrossRef]
- Meister, M.; Rezavand, M.; Ebner, C.; Pümpel, T.; Rauch, W. Mixing Non-Newtonian Flows in Anaerobic Digesters by Impellers and Pumped Recirculation. Adv. Eng. Softw. 2018, 115, 194–203. [Google Scholar] [CrossRef]
- Wu, B. CFD Simulation of Mixing in Egg-Shaped Anaerobic Digesters. Water Res. 2010, 44, 1507–1519. [Google Scholar] [CrossRef] [PubMed]
- Mendieta-Pino, C.A.; Garcia-Ramirez, T.; Ramos-Martin, A.; Perez-Baez, S.O. Experience of Application of Natural Treatment Systems for Wastewater (NTSW) in Livestock Farms in Canary Islands. Water 2022, 14, 2279. [Google Scholar] [CrossRef]
- Siswantara, A.I.; Daryus, A.; Darmawan, S.; Gunadi, G.G.; Camalia, R. CFD Analysis of Slurry Flow in an Anaerobic Digester. Int. J. Technol. 2016, 7, 197. [Google Scholar] [CrossRef]
- Park, Y.; Khim, J.; Kim, J.D. Application of a Full-Scale Horizontal Anaerobic Digester for the Co-Digestion of Pig Manure, Food Waste, Excretion, and Thickened Sewage Sludge. Processes 2023, 11, 1294. [Google Scholar] [CrossRef]
- Deng, L.; Liu, Y.; Wang, W. Construction Materials and Structures of Digesters. In Biogas Technology; Springer: Singapore, 2020; pp. 157–199. ISBN 978-981-15-4940-3. [Google Scholar]
- Walter, A.; Hanser, M.; Ebner, C.; Insam, H.; Markt, R.; Hupfauf, S.; Probst, M. Stability of the Anaerobic Digestion Process during Switch from Parallel to Serial Operation—A Microbiome Study. Sustainability 2022, 14, 7161. [Google Scholar] [CrossRef]
- Corigliano, O.; Iannuzzi, M.; Pellegrino, C.; D’Amico, F.; Pagnotta, L.; Fragiacomo, P. Enhancing Energy Processes and Facilities Redesign in an Anaerobic Digestion Plant for Biomethane Production. Energies 2023, 16, 5782. [Google Scholar] [CrossRef]
- Singh, B.; Kovács, K.L.; Bagi, Z.; Nyári, J.; Szepesi, G.L.; Petrik, M.; Siménfalvi, Z.; Szamosi, Z. Enhancing Efficiency of Anaerobic Digestion by Optimization of Mixing Regimes Using Helical Ribbon Impeller. Fermentation 2021, 7, 251. [Google Scholar] [CrossRef]
- Steiniger, B.; Hupfauf, S.; Insam, H.; Schaum, C. Exploring Anaerobic Digestion from Mesophilic to Thermophilic Temperatures—Operational and Microbial Aspects. Fermentation 2023, 9, 798. [Google Scholar] [CrossRef]
- El Ibrahimi, M.; Khay, I.; El Maakoul, A.; Bakhouya, M. Food Waste Treatment through Anaerobic Co-Digestion: Effects of Mixing Intensity on the Thermohydraulic Performance and Methane Production of a Liquid Recirculation Digester. Process Saf. Environ. Prot. 2021, 147, 1171–1184. [Google Scholar] [CrossRef]
- Singh, R.; Hans, M.; Kumar, S.; Yadav, Y.K. Thermophilic Anaerobic Digestion: An Advancement towards Enhanced Biogas Production from Lignocellulosic Biomass. Sustainability 2023, 15, 1859. [Google Scholar] [CrossRef]
- Yang, T.S.; Flores-Rodriguez, C.; Torres-Albarracin, L.; da Silva, A.J. Thermochemical Pretreatment for Improving the Psychrophilic Anaerobic Digestion of Coffee Husks. Methane 2024, 3, 214–226. [Google Scholar] [CrossRef]
- Karim, K.; Varma, R.; Vesvikar, M.; Al-Dahhan, M.H. Flow Pattern Visualization of a Simulated Digester. Water Res. 2004, 38, 3659–3670. [Google Scholar] [CrossRef] [PubMed]
- Terashima, M.; Goel, R.; Komatsu, K.; Yasui, H.; Takahashi, H.; Li, Y.Y.; Noike, T. CFD Simulation of Mixing in Anaerobic Digesters. Bioresour. Technol. 2009, 100, 2228–2233. [Google Scholar] [CrossRef]
- Wiedemann, L.; Conti, F.; Saidi, A.; Sonnleitner, M.; Goldbrunner, M. Modeling Mixing in Anaerobic Digesters with Computational Fluid Dynamics Validated by Experiments. Chem. Eng. Technol. 2018, 41, 2101–2110. [Google Scholar] [CrossRef]
- Kowalczyk, A.; Harnisch, E.; Schwede, S.; Gerber, M.; Span, R. Different Mixing Modes for Biogas Plants Using Energy Crops. Appl. Energy 2013, 112, 465–472. [Google Scholar] [CrossRef]
- Chang, C.-C.; Kuo-Dahab, C.; Chapman, T.; Mei, Y. Anaerobic Digestion, Mixing, Environmental Fate, and Transport. Water Environ. Res. 2019, 91, 1210–1222. [Google Scholar] [CrossRef] [PubMed]
- Ameur, H.; Kamla, Y.; Sahel, D. Performance of Helical Ribbon and Screw Impellers for Mixing Viscous Fluids in Cylindrical Reactors. ChemEngineering 2018, 2, 26. [Google Scholar] [CrossRef]
- Wu, B. CFD Analysis of Mechanical Mixing in Anaerobic Digesters. Trans. ASABE 2009, 52, 1371–1382. [Google Scholar] [CrossRef]
- Meroney, R.N.; Colorado, P.E. CFD Simulation of Mechanical Draft Tube Mixing in Anaerobic Digester Tanks. Water Res. 2009, 43, 1040–1050. [Google Scholar] [CrossRef]
- Li, L.; Wang, K.; Wei, L.; Zhao, Q.; Zhou, H.; Jiang, J. CFD Simulation and Performance Evaluation of Gas Mixing during High Solids Anaerobic Digestion of Food Waste. Biochem. Eng. J. 2022, 178, 108279. [Google Scholar] [CrossRef]
- Vesvikar, M.S.; Al-Dahhan, M. Flow Pattern Visualization in a Mimic Anaerobic Digester Using CFD. Biotechnol. Bioeng. 2005, 89, 719–732. [Google Scholar] [CrossRef] [PubMed]
- Dapelo, D.; Bridgeman, J. Euler-Lagrange Computational Fluid Dynamics Simulation of a Full-Scale Unconfined Anaerobic Digester for Wastewater Sludge Treatment. Adv. Eng. Softw. 2018, 117, 153–169. [Google Scholar] [CrossRef]
- Wellinger, A.; Lindberg, A. Biogas Upgrading and Utilisation. IEA Bioenergy Task 2000, 24, 3–17. [Google Scholar]
- Bridgeman, J. Computational Fluid Dynamics Modelling of Sewage Sludge Mixing in an Anaerobic Digester. Adv. Eng. Softw. 2012, 44, 54–62. [Google Scholar] [CrossRef]
- Morchain, J.; Gabelle, J.-C.; Cockx, A. A Coupled Population Balance Model and CFD Approach for the Simulation of Mixing Issues in Lab-Scale and Industrial Bioreactors. AIChE J. 2013. Early View. [Google Scholar] [CrossRef]
- Ahmad, A.; Ghufran, R.; Nasir, Q.; Shahitha, F.; Al-Sibani, M.; Al-Rahbi, A.S. Enhanced Anaerobic Co-Digestion of Food Waste and Solid Poultry Slaughterhouse Waste Using Fixed Bed Digester: Performance and Energy Recovery. Environ. Technol. Innov. 2023, 30, 103099. [Google Scholar] [CrossRef]
- Kaparaju, P.; Buendia, I.; Ellegaard, L.; Angelidakia, I. Effects of Mixing on Methane Production during Thermophilic Anaerobic Digestion of Manure: Lab-Scale and Pilot-Scale Studies. Bioresour. Technol. 2008, 99, 4919–4928. [Google Scholar] [CrossRef]
- Amani, T.; Nosrati, M.; Sreekrishnan, T.R. Anaerobic Digestion from the Viewpoint of Microbiological, Chemical, and Operational Aspects—A Review. Environ. Rev. 2010, 18, 255–278. [Google Scholar] [CrossRef]
- Ning, X.; Huang, Y.; Huang, P.; Ou, X.; Luo, H.; Bai, Z.; Chen, H.; Ge, X.; Li, L. Effect of the Inoculum Mixing Ratio on the Anaerobic Digestion of Food Waste: Reactor Performance and Microbial Community. Environ. Technol. Innov. 2024, 35, 103680. [Google Scholar] [CrossRef]
- Mills, P.J. Minimisation of Energy Input Requirements of an Anaerobic Digester. Agric. Wastes 1979, 1, 57–66. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, J.; Sun, Y.; Yu, J.; Zheng, Z.; Li, S.; Cui, Z.; Hao, J.; Li, G. Effects of Intermittent Mixing Mode on Solid State Anaerobic Digestion of Agricultural Wastes. Chemosphere 2020, 248, 126055. [Google Scholar] [CrossRef]
- Li, L.; Wang, K.; Sun, Z.; Zhao, Q.; Zhou, H.; Gao, Q.; Jiang, J.; Mei, W. Effect of Optimized Intermittent Mixing during High-Solids Anaerobic Co-Digestion of Food Waste and Sewage Sludge: Simulation, Performance, and Mechanisms. Sci. Total Environ. 2022, 842, 156882. [Google Scholar] [CrossRef] [PubMed]
- Lindmark, J.; Thorin, E.; Bel Fdhila, R.; Dahlquist, E. Effects of Mixing on the Result of Anaerobic Digestion: Review. Renew. Sustain. Energy Rev. 2014, 40, 1030–1047. [Google Scholar] [CrossRef]
- Achinas, S.; Achinas, V.; Euverink, G.J.W. Chapter 2—Microbiology and Biochemistry of Anaerobic Digesters: An Overview. In Bioreactors; Singh, L., Yousuf, A., Mahapatra, D.M., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 17–26. ISBN 978-0-12-821264-6. [Google Scholar]
- Cho, J.K.; Park, S.C.; Chang, H.N. Biochemical Methane Potential and Solid State Anaerobic Digestion of Korean Food Wastes. Bioresour. Technol. 1995, 52, 245–253. [Google Scholar] [CrossRef]
- Green, D.W.; Perry, R.H. Perry’s Chemical Engineers’ Handbook, 8th ed.; McGraw-Hill Education: New York, NY, USA, 2008; ISBN 9780071422949. [Google Scholar]
- Stukenberg, J.R.; Clark, J.H.; Sandino, J.; Naydo, W.R. Egg-Shaped Digesters: From Germany to the US. Water Environ. Technol. 1992, 4, 42–51. [Google Scholar]
- U.S. Environmental Protection Agency. Process Design Manual for Sludge Treatment and Disposal; U.S. Environmental Protection Agency: Washington, DC, USA, 1974. [Google Scholar]
- Craig, K.J.; Nieuwoudt, M.N.; Niemand, L.J. CFD Simulation of Anaerobic Digester with Variable Sewage Sludge Rheology. Water Res. 2013, 47, 4485–4497. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Sun, Y. Optimization and Experimental Study of Variable Frequency Intermittent Stirring Strategy for Anaerobic Digestion Based on CFD. Fuel 2024, 355, 129371. [Google Scholar] [CrossRef]
- Singh, B.; Kovács, K.L.; Bagi, Z.; Petrik, M.; Szepesi, G.L.; Siménfalvi, Z.; Szamosi, Z. Significance of Intermittent Mixing in Mesophilic Anaerobic Digester. Fermentation 2022, 8, 518. [Google Scholar] [CrossRef]
- Weldehans, M.G. Optimization of Distillery-Sourced Wastewater Anaerobic Digestion for Biogas Production. Clean. Waste Syst. 2023, 6, 100118. [Google Scholar] [CrossRef]
- Zamani Abyaneh, E.; Zarghami, R.; Krühne, U.; Rosinha Grundtvig, I.P.; Ramin, P.; Mostoufi, N. Mixing Assessment of an Industrial Anaerobic Digestion Reactor Using CFD. Renew. Energy 2022, 192, 537–549. [Google Scholar] [CrossRef]
- Dabiri, S.; Noorpoor, A.; Arfaee, M.; Kumar, P.; Rauch, W. CFD Modeling of a Stirred Anaerobic Digestion Tank for Evaluating Energy Consumption through Mixing. Water 2021, 13, 1629. [Google Scholar] [CrossRef]
- Subramanian, B.; Miot, A.; Jones, B.; Klibert, C.; Pagilla, K.R. A Full-Scale Study of Mixing and Foaming in Egg-Shaped Anaerobic Digesters. Bioresour. Technol. 2015, 192, 461–470. [Google Scholar] [CrossRef] [PubMed]
- Singh, B.; Singh, N.; Čonka, Z.; Kolcun, M.; Siménfalvi, Z.; Péter, Z.; Szamosi, Z. Critical Analysis of Methods Adopted for Evaluation of Mixing Efficiency in an Anaerobic Digester. Sustainability 2021, 13, 6668. [Google Scholar] [CrossRef]
- Tamborrino, A.; Catalano, F.; Leone, A.; Bianchi, B. A Real Case Study of a Full-Scale Anaerobic Digestion Plant Powered by Olive By-Products. Foods 2021, 10, 1946. [Google Scholar] [CrossRef]
- Kariyama, I.D.; Zhai, X.; Wu, B. Influence of Mixing on Anaerobic Digestion Efficiency in Stirred Tank Digesters: A Review. Water Res. 2018, 143, 503–517. [Google Scholar] [CrossRef]
- Leonzio, G. Study of Mixing Systems and Geometric Configurations for Anaerobic Digesters Using CFD Analysis. Renew. Energy 2018, 123, 578–589. [Google Scholar] [CrossRef]
- Li, X.; Cao, Y.; Huang, Z.; Liang, J.; Cheng, G.; Pan, R. Study on Side-Entering Agitator Flow Field Simulation in Large Scale Biogas Digester. MATEC Web Conf. 2018, 153, 5003. [Google Scholar] [CrossRef]
- Bergamo, U.; Viccione, G.; Coppola, S.; Landi, A.; Meda, A.; Gualtieri, C. Analysis of Anaerobic Digester Mixing: Comparison of Long Shafted Paddle Mixing vs Gas Mixing. Water Sci. Technol. 2020, 81, 1406–1419. [Google Scholar] [CrossRef]
- Kim, M.; Ahn, Y.-H.; Speece, R.E. Comparative Process Stability and Efficiency of Anaerobic Digestion; Mesophilic vs. Thermophilic. Water Res. 2002, 36, 4369–4385. [Google Scholar] [CrossRef] [PubMed]
- Bolzonella, D.; Pavan, P.; Battistoni, P.; Cecchi, F. Mesophilic Anaerobic Digestion of Waste Activated Sludge: Influence of the Solid Retention Time in the Wastewater Treatment Process. Process Biochem. 2005, 40, 1453–1460. [Google Scholar] [CrossRef]
- Bres, P.; Beily, M.E.; Young, B.J.; Gasulla, J.; Butti, M.; Crespo, D.; Candal, R.; Komilis, D. Performance of Semi-Continuous Anaerobic Co-Digestion of Poultry Manure with Fruit and Vegetable Waste and Analysis of Digestate Quality: A Bench Scale Study. Waste Manag. 2018, 82, 276–284. [Google Scholar] [CrossRef]
- Moretto, G.; Ardolino, F.; Piasentin, A.; Girotto, L.; Cecchi, F. Integrated Anaerobic Codigestion System for the Organic Fraction of Municipal Solid Waste and Sewage Sludge Treatment: An Italian Case Study. J. Chem. Technol. Biotechnol. 2019, 95, 418–426. [Google Scholar] [CrossRef]
- Islam, M.S.; Ranade, V. V Enhancing BMP and Digestibility of DAF Sludge via Hydrodynamic Cavitation. Chem. Eng. Process. Process Intensif. 2024, 198, 109733. [Google Scholar] [CrossRef]
- Kafle, G.K.; Chen, L. Comparison on Batch Anaerobic Digestion of Five Different Livestock Manures and Prediction of Biochemical Methane Potential (BMP) Using Different Statistical Models. Waste Manag. 2016, 48, 492–502. [Google Scholar] [CrossRef] [PubMed]
- Parvez, K.; Mansoor Ahammed, M. Development of an Anaerobic Digestibility Index for Organic Solid Wastes. Biomass Bioenergy 2024, 187, 107298. [Google Scholar] [CrossRef]
- Ozsefil, I.C.; Miraloglu, I.H.; Ozbayram, E.G.; Ince, B.; Ince, O. Bioaugmentation of Anaerobic Digesters with the Enriched Lignin-Degrading Microbial Consortia through a Metagenomic Approach. Chemosphere 2024, 355, 141831. [Google Scholar] [CrossRef] [PubMed]
- Üveges, Z.; Damak, M.; Klátyik, S.; Ramay, M.W.; Fekete, G.; Varga, Z.; Csaba, G.; Szekacs, A.; Aleksza, L. Biomethane Potential in Anaerobic Biodegradation of Commercial Bioplastic Materials. Fermentation 2023, 9, 261. [Google Scholar] [CrossRef]
- Sindall, R.; Dapelo, D.; Leadbeater, T.; Bridgeman, J. Positron Emission Particle Tracking (PEPT): A Novel Approach to Flow Visualisation in Lab-Scale Anaerobic Digesters. Flow Meas. Instrum. 2017, 54, 250–264. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Geometry | Vol. AD1 | Vol. AD2 | Operation | Mixing | Biogas | ΦMixing, Survey | ΦPumped Recirculation, Survey | ∑ΦSurvey |
|---|---|---|---|---|---|---|---|---|---|
| (-) | (-) | (m3) | (m3) | (-) | (-) | (Nm3 d−1) | (W m−3) | (W m−3) | (W m−3) |
| 1A | Cylindrical | 4600 | 4600 | Serial | M.A. | 6160 | 0.4 | 4.5 | 4.9 |
| 1B | Cylindrical | 4600 | 4600 | Parallel | G.I. | 4600 | 6 | 4.2 | 10.2 |
| 2A | Egg-shaped | 2500 | 2500 | Parallel | P.R. | 5000 | - | 4.2 | 4.2 |
| 2B | Egg-shaped | 2500 | 2500 | Parallel | I. | 5000 | 1.2 | 4.2 | 5.4 |
| 3 | Egg-shaped | 2200 | - | Single AD | M.A. | 1073 | 1.4 | 1.5 | 2.9 |
| 4 | Cylindrical | 6000 | 6000 | Parallel | G.I. | 4027 | 1.9 | 1 | 2.9 |
| 5 | Truncated cone | 1400 | - | Single AD | G.I. | 431 | 3.6 | 3.2 | 6.8 |
| 6 | Truncated cone | 400 | 400 | Parallel | P.R. | 342 | - | 5.6 | 5.6 |
| 7 | Cylindrical | 1400 | - | Single AD | BIMA | 307 | - | 1.6 | 1.6 |
| 8 | Egg-shaped | 1700 | 1700 | Serial | M.A. | 1064 | 1.5 | 2.3 | 3.8 |
| 9 | Cylindrical | 500 | 200 | Serial | M.A. | 53 | - | - | - |
| 10 | Egg-shaped | 1600 | - | Single AD | I | 938 | 0.9 | 2.0 | 2.9 |
| 11 | Quadratic | 440 | 440 | Parallel | G.I. | 100 | - | - | - |
| 12 | Egg-shaped | 2200 | - | Single AD | M.A. | 1486 | 1.6 | 2.2 | 3.8 |
| 13 | Quadratic | 560 | 560 | Parallel | G.I. | 236 | 1.9 | 2.5 | 4.4 |
| 14 | Egg-shaped | 760 | - | Single AD | M.A. | 628 | 2.5 | 4.1 | 6.6 |
| 15 | Cylindrical | 1750 | - | Single AD | M.A. | 1226 | 3.7 | 5.1 | 8.8 |
| 16 | Cylindrical | 1050 | 1050 | Serial | G.I. | 465 | 0.5 | 3.0 | 3.5 |
| 17 | Quadratic | 430 | 430 | Parallel | G.I. | 220 | 0.8 | 2.4 | 3.2 |
| 18 | Egg-shaped | 2200 | - | Single AD | G.I. | 1134 | - | - | - |
| 19 | Cylindrical | 1200 | - | Single AD | M.A. | 510 | - | - | - |
| 20 | Cylindrical | 584 | 584 | Parallel | P.R. | 661 | - | 9.4 | 9.4 |
| 21 | Egg-shaped | 1200 | - | Single AD | G.I. | 401 | - | - | - |
| 22 | Rectangular | 1215 | 1215 | Parallel | M.A. | 697 | 3.0 | 2.5 | 5.5 |
| 23 | Cylindrical | 413 | 413 | Serial | G.I. | 400 | 1.0 | 1.5 | 2.5 |
| 24 | Cylindrical | 413 | 413 | Parallel | G.I. | - | - | - | - |
| 25 | Egg-shaped | 911 | - | Single AD | P.R. | 840 | - | - | - |
| 26 | Cylindrical | 860 | - | Single AD | P.R. | 345 | - | 1.9 | 1.9 |
| 27 | Cylindrical | 350 | 350 | Parallel | M.A. | 150 | 1.8 | 4.2 | 6.0 |
| 28 | Cylindrical | 940 | - | Single AD | P.R. | 207 | - | 8.0 | 8.0 |
| 29 | Cylindrical | 1200 | - | Single AD | G.I. | 1000 | 2.4 | 1.7 | 4.1 |
| 30 | Cylindrical | 1275 | - | Single AD | G.I. | 540 | 7.1 | 2.6 | 9.7 |
| 31 | Cylindrical | 790 | - | Single AD | P.R. | 248 | - | - | - |
| 32 | Cylindrical | 1700 | - | Single AD | M.A. | 1470 | - | - | - |
| 33 | Cylindrical | 1800 | - | Single AD | G.I. | 669 | 0.7 | 2.0 | 2.7 |
| 34 | Cylindrical | 2200 | - | Single AD | M.A. | 1600 | - | 2.0 | 2.0 |
| ID | AD | Vol. | Type | Geometry | Mixing | TAD | HRT | OLR | DOD | RGP | ΦMixing F.E | ΦPumped Recirculation F.E. | ∑ΦF.E. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (-) | (-) | (m3) | (-) | (-) | (-) | (°C) | (d) | (kg ODM/m3 d) | (%) | (Nm3 CH4/t ODM) | (W m−3) | (W m−3) | (W m−3) |
| 1A | AD 1 | 4600 | Serial | Cylindrical | M.A. | 37 | 24 | 2.3 | 67 | - | 0.7 | 4.1 | 4.8 |
| AD 2 | 4600 | 57 ± 3.0 | 0.7 | 4.9 | 5.8 | ||||||||
| 1B | AD 1 | 4600 | Parallel | Cylindrical | G.I. | 37 | 25 | 1.9 | 55 | - | 6 | 4.1 | 10.1 |
| AD 2 | 4600 | - | 6 | 4.3 | 10.3 | ||||||||
| 2A | AD 1 | 2500 | Parallel | Egg-shaped | P.R | 39 | 22 | 2.1 | 69 | 76 ± 5.6 | - | 2.9 | 2.9 |
| AD 2 | 2500 | 80 ± 1.5 | - | 2.9 | 2.9 | ||||||||
| 2B | AD 1 | 2500 | Parallel | Egg-shaped | I. | 39 | 22 | - | - | - | 1.2 | 2.9 | 4.1 |
| AD 2 | 2500 | - | 1.2 | 2.9 | 4.1 | ||||||||
| 3 | AD 1 | 2200 | Single AD | Egg-shaped | M.A. | 34 | 31 | 1 | 53 | 84 ± 2.8 | 1.7 | 1.5 | 3.2 |
| 4 | AD 1 | 6000 | Parallel | Cylindrical | G.I. | 36 | 34 | 1.4 | 63 | 61 ± 0.8 | 1.9 | 1.1 | 3.0 |
| AD 2 | 6000 | 65 ± 1.7 | 1.9 | 0.8 | 2.7 | ||||||||
| 5 | AD 1 | 1400 | Single AD | Truncated cone | G.I. | 39 | 49 | 1.1 | 59 | 48 ± 2.4 | 5.0 | 3.2 | 8.2 |
| 6 | AD 1 | 400 | Parallel | Truncated cone | P.R | 40 | 28 | 1.4 | 59 | 60 ± 1.4 | - | 4.7 | 4.7 |
| AD 2 | 400 | 58 ± 2.2 | - | 6.4 | 6.4 | ||||||||
| 7 | AD 1 | 1400 | Single AD | Cylindrical | BIMA | 39 | 39 | 1 | 61 | 63 ± 1.6 | - | 3.5 | 3.5 |
| 8 | AD 1 | 1700 | Serial | Egg-Shaped | M.A. | 39 | 39 | 2.3 | 71 | - | 1.6 | 2.3 | 3.9 |
| AD 2 | 1700 | 32 ± 1.5 | 1.5 | 2.3 | 3.8 |
| Unit | Case A (Mechanical Agitation) | Case B (Gas Injection) | |
|---|---|---|---|
| AD volume | (m3) | 8552 | 8217 |
| HRT | (d) | 24 | 25 |
| TAD | (°C) | 37 | 37 |
| OLR | (kg ODM/m3 d) | 2.3 | 1.9 |
| OM | (kg ODM/a) | 7,179,404 | 5,698,489 |
| DOD | (%) | 56 | 55 |
| CH4 concentration | (%) | 60 | 60 |
| CH4 yield | (Nm3/a) | 2,248,200 | 1,680,250 |
| CH4 productivity | (Nm3/m3 d) | 0.72 | 0.56 |
| SGP | (Nm3 CH4/kg ODM) | 0.313 | 0.295 |
| Energy demand of external mixing | (MWh/a) | 30 | 485 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neuner, T.; Meister, M.; Pillei, M.; Senfter, T.; Draxl-Weiskopf, S.; Ebner, C.; Winkler, J.; Rauch, W. Impact of Design and Mixing Strategies on Biogas Production in Anaerobic Digesters. Water 2024, 16, 2205. https://doi.org/10.3390/w16152205
Neuner T, Meister M, Pillei M, Senfter T, Draxl-Weiskopf S, Ebner C, Winkler J, Rauch W. Impact of Design and Mixing Strategies on Biogas Production in Anaerobic Digesters. Water. 2024; 16(15):2205. https://doi.org/10.3390/w16152205
Chicago/Turabian StyleNeuner, Thomas, Michael Meister, Martin Pillei, Thomas Senfter, Simon Draxl-Weiskopf, Christian Ebner, Jacqueline Winkler, and Wolfgang Rauch. 2024. "Impact of Design and Mixing Strategies on Biogas Production in Anaerobic Digesters" Water 16, no. 15: 2205. https://doi.org/10.3390/w16152205