
Chatter Stability Prediction and Process Parameters’ Optimization of Milling Considering Uncertain Tool Information

Abstract
:1. Introduction
2. Theoretical Background
2.1. Theoretical Analysis of Milling Chatter Stability
2.2. The GRNN Model in Predicting the Tool Clamping Depth-Dependent Milling Stability
3. Milling Process Parameters Optimization
3.1. Variables
3.2. Objective Functions
3.3. Constraint
3.3.1. Milling Stability Constraint
3.3.2. Power Constraint
3.3.3. Surface Roughness Constraint
3.3.4. Tool Life Constraint
3.4. Optimization Model
4. A Case Study
4.1. The Milling Stability Prediction by Establishing a GRNN Model
- Step 1: Determine typical combinations of tool information by an orthogonal experiment design method. First, the tool clamping length lc, feeding direction angle θ, and spatial position coordinates sx, sy, and sz are taken as the factors, and eight levels of each factor are determined within its variation interval and listed in Table 2. Then, an orthogonal table shown in Table 3 is used to determine 64 typical combinations of lc, θ, sx, sy, and sz. On this basis, the impact testing has been performed at the tool point using the testing instruments in Figure 3a to obtain the corresponding FRFs under each specific combination of lc, θ, sx, sy, and sz. The tool point FRFs for three different tool clamping lengths are described in Figure 3b, where the dominant mode trends to shit from the higher order to the lower one as the lc increase. This phenomenon may account for the tool point FRF being dominated by the tool mode when lc has a smaller value. On the contrary, the tool point FRF is dominated by the spindle mode when lc has a bigger value.
- Step 2: Determine sample information of the GRNN model. For input machining parameters n, ae, and fz, 15 spindle speed values were selected from its interval by an increment of 500 rpm, 8 radial cutting depth values were selected from its interval by an increment of 2 mm, and 10 feed rate per tooth values were selected from its interval By an increment of 0.04 mm/z. Then combining the 64 schemes of lc, θ, sx, sy, and sz shown in Table 2 and Table 3, 15 × 8 × 10 × 64 = 76,800 combinations of n, ae, fz, lc, θ, sx, sy, and sz were finally determined. At each combination, the computation for obtaining the related aplim value of a down milling process was developed based on Equations (1)–(6).
- Step 3: Obtain basic structural parameters of a GRNN model. Ninety percent of the 76,800 combinations of n, ae, fz, lc, θ, sx, sy, sz, and aplim were randomly selected as the training samples, and 10 percent were taken as the testing samples. Then, six values of the smoothing factor σ, including 0.005, 0.01, 0.05, 0.1, 0.5, and 1 were initially determined to perform some trial computations. A computer with 16 G RAM and a 2.6 GHz Intel i7 processor was used to perform the computation in the MATLAB environment, and one complete computation under a specific σ value needed 20.4 s. A smaller RMSE was observed when the smoothing factor σ = 0.05. Thus, σ0 and Δσ in Equation (10) were determined as 0.05 and 0.0001;
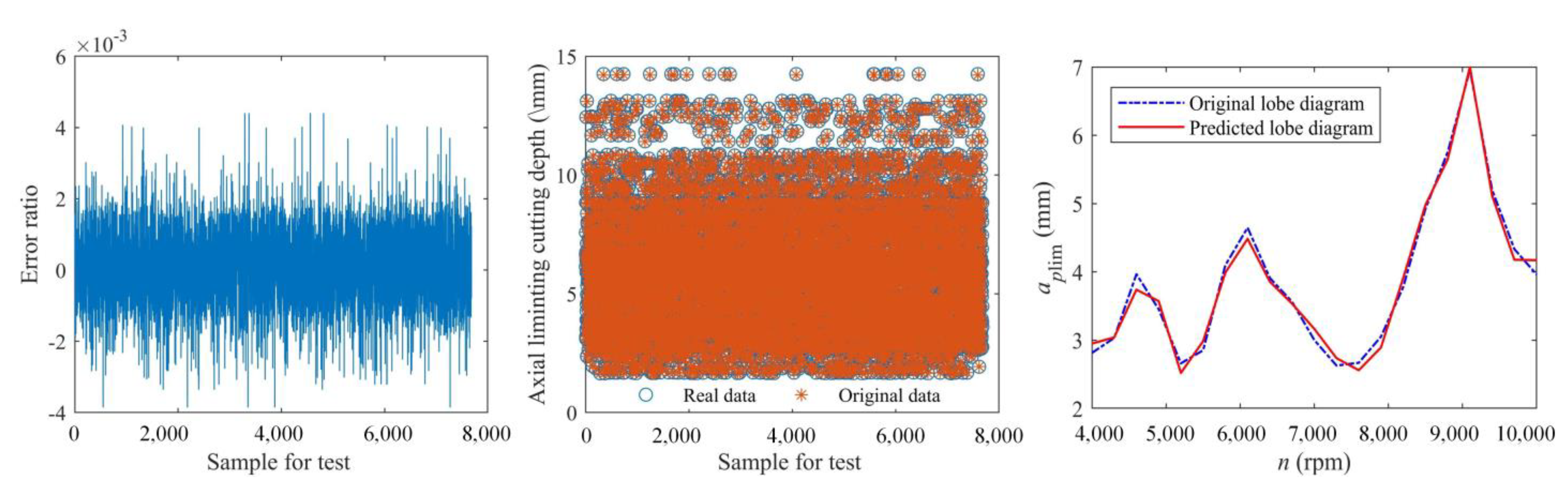
- Step 4: Train and validate the GRNN model for predicting aplim. Specific values of the 76,800 combinations containing the n, ae, fz, lc, θ, sx, sy, and sz were first normalized. Then, the GRNN model was trained iteratively by modifying σ by an increment of 0.0001. The iteration terminated when the RMSE calculated by Equation (11) was 0.0066, which first met the required 0.01, and the corresponding value of the smoothing factor σ was 0.034. Then, the inputs of the testing samples were used to predict the axial limiting cutting depths by the trained GRNN model. The error percentages between the real and predicted aplim values are shown in Figure 4, and the maximum error percentage lower than 0.6% verifies the accuracy of the established GRNN model. Furthermore, the original and predicted lobe diagrams are also shown in Figure 4, which are plotted under the given tool information ae = 12 mm, fz = 0.08 mm/z, lc = 60 mm, θ = 30°, sx = 300 mm, sy = 200 mm, and sz = 150 mm. The two lobes have good consistency, which shows that the GRNN model has feasibility in predicting the milling stability.
4.2. The Optimization of Improving the MRR
5. Conclusions
- The tool clamping length lc, feeding direction angle θ, and spatial position coordinates sx, sy, and sz were taken as variables to design an orthogonal table with 64 schemes. Then the impact testing was performed at the tool point of each scheme to obtain the tool point FRFs, which showed obvious differences among the dominant natural frequencies and related amplitudes. In addition, the tool point FRFs for different clamping lengths showed that the dominant modes shifted from the tool mode to spindle mode as the tool clamping length increased. Furthermore, typical values of each machining parameter, such as the spindle speed n, radial cutting width ae, and feed rate per tooth fz were determined to form different combinations of machining parameters. Then, the tool point FRFs and machining parameters were combined to form different process parameters for computing the corresponding limiting axial cutting depths.
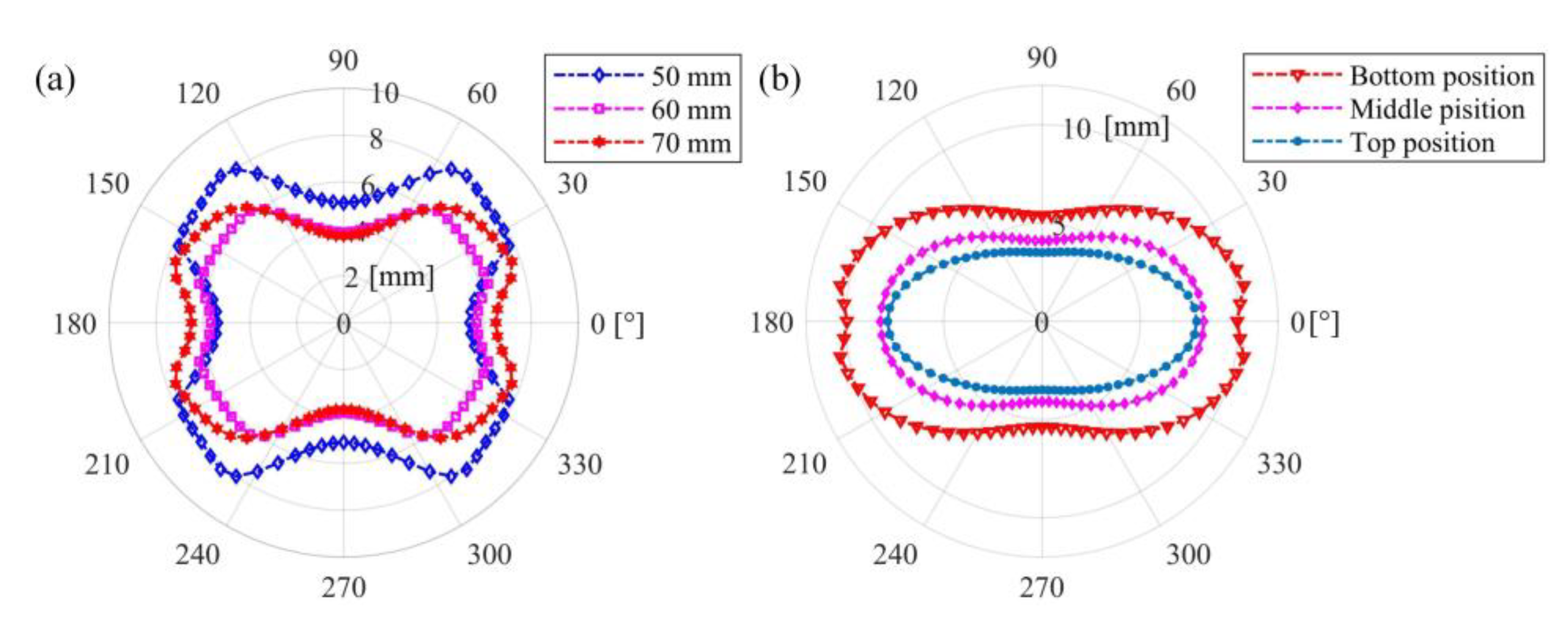
- These different combinations of process parameters and their related values of aplim were taken as the sample information, 90% of which were determined as the training samples, and 10% were determined as the testing samples. Then, the basic topological structure parameters of the GRNN model were defined, and some values of the smoothing factors were determined to perform some trial computations to find an initial optimal σ. On this basis, the best σ 0.034 was searched through continuous iterations since it first made the RMSE of the training samples below 0.01. The testing samples were used to predict the limiting axial cutting depths with the trained GRNN model, and the maximum error percentage below 0.6% verified the accuracy of the GRNN model. Moreover, the effects of the lc, θ, sx, sy, and sz on milling stability were analyzed based on the trained GRNN model. The aplim may increase under some spindle speeds as the lc decreases and show an origin-symmetric phenomenon when the feeding direction angle θ varies from 0° to 360°.
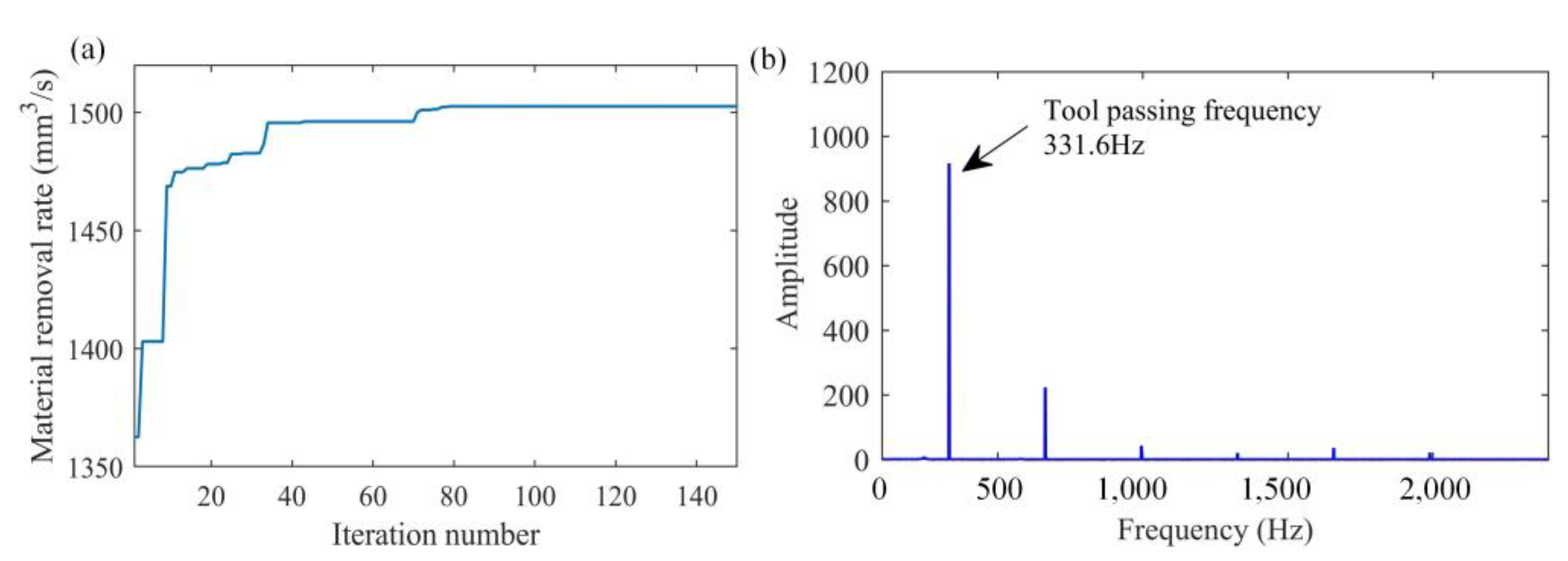
- The process parameters n, ap, ae, fz, lc, θ, sx, sy, and sz were taken as the variables, and the MRR was taken as the objective to establish an optimization model to obtain an efficient milling operation. The constraints of the optimization model contained the stability, power, surface roughness, and tool life, and the stability constraint was represented by the limiting axial cutting depth predicted using the GRNN model. The PSO algorithm was introduced to solve the established optimization model through continuous iterations, and the obtained optimal combination of process parameters was utilized to perform a milling test. The spectrum analysis of the measured force signal showed that the dominant frequencies were the tool passing frequency and its harmonics and validated the stability of the milling operation. In addition, the measured surface roughness of the workpiece met the requirement of the milling process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, M.; Zhao, W.; Li, L.; He, N.; Jamil, M. Study the effect of anti-vibration edge length on process stability of milling thin-walled Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2021, 113, 2563–2574. [Google Scholar] [CrossRef]
- Niu, J.; Jia, J.; Wang, R.; Xu, J.; Sun, Y.; Guo, D. State dependent regenerative stability and surface location error in peripheral milling of thin-walled parts. Int. J. Mech. Sci. 2021, 196, 106294. [Google Scholar] [CrossRef]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Dun, Y.; Zhus, L.; Yan, B.; Wang, S. A chatter detection method in milling of thin-walled TC4 alloy workpiece based on auto-encoding and hybrid clustering. Mech. Syst. Signal Process. 2021, 158, 107755. [Google Scholar] [CrossRef]
- Liu, K.; Zhang, Y.; Gao, X.; Yang, W.; Sun, W.; Dai, F. Improved semi-discretization method based on predictor-corrector scheme for milling stability analysis. Int. J. Adv. Manuf. Technol. 2021, 114, 3377–3389. [Google Scholar] [CrossRef]
- Hajdu, D.; Insperger, T.; Bachrathy, D.; Stepan, G. Prediction of robust stability boundaries for milling operations with extended multi-frequency solution and structured singular values. J. Manuf. Process. 2017, 30, 281–289. [Google Scholar] [CrossRef] [Green Version]
- Yamato, S.; Nakanishi, K.; Suzuki, N.; Kakinuma, Y. Development of Automatic Chatter Suppression System in Parallel Milling by Real-Time Spindle Speed Control with Observer-Based Chatter Monitoring. Int. J. Precis. Eng. Manuf. 2021, 22, 227–240. [Google Scholar] [CrossRef]
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Grossi, N.; Sallese, L.; Scippa, A.; Campatelli, G. Improved experimental-analytical approach to compute speed-varying tool-tip FRF. Precis. Eng. 2017, 48, 114–122. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Altintaş, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G.; Hartung, F.; Turi, J. State Dependent Regenerative Delay in Milling Processes. In Proceedings of the ASME 2005 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference (IDETC/CIE), Long Beach, CA, USA, 24–28 September 2005; pp. 1–10. [Google Scholar]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Davies, M.A.; Kennedy, M.D. Tool Point Frequency Response Prediction for High-Speed Machining by RCSA. J. Manuf. Sci. Eng. 2001, 123, 700–707. [Google Scholar] [CrossRef]
- Law, M.; Altintas, Y.; Phani, A.S. Rapid evaluation and optimization of machine tools with position-dependent stability. Int. J. Mach. Tools Manuf. 2013, 68, 81–90. [Google Scholar] [CrossRef]
- Deng, C.; Feng, Y.; Shu, J.; Huang, Z.; Tang, Q. Prediction of Tool Point Frequency Response Functions Within Machine Tool Work Volume Considering the Position and Feed Direction Dependence. Symmetry 2020, 12, 1073. [Google Scholar] [CrossRef]
- Smith, S.; Winfough, W.; Halley, J. The Effect of Tool Length on Stable Metal Removal Rate in High Speed Milling. CIRP Ann. 1998, 47, 307–310. [Google Scholar] [CrossRef]
- Duncan, G.; Tummond, M.; Schmitz, T. An investigation of the dynamic absorber effect in high-speed machining. Int. J. Mach. Tools Manuf. 2005, 45, 497–507. [Google Scholar] [CrossRef] [Green Version]
- Yan, R.; Cai, F.; Peng, Y.; Wang, Y. Predicting frequency response function for tool point of milling cutters using receptance coupling. J. Huazhong Univ. Sci. Technol. 2013, 41, 1–5. [Google Scholar]
- Xie, J.; Zhao, P.; Hu, P.; Yin, Y.; Zhou, H.; Chen, J.; Yang, J. Multi-objective feed rate optimization of three-axis rough milling based on artificial neural network. Int. J. Adv. Manuf. Technol. 2021, 114, 1323–1339. [Google Scholar] [CrossRef]
- Mokhtari, A.; Jalili, M.M.; Mazidi, A. Optimization of different parameters related to milling tools to maximize the allowable cutting depth for chatter-free machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 230–241. [Google Scholar] [CrossRef]
- Yuan, R.; Li, H.; Wang, Q. An enhanced genetic algorithm–based multi-objective design optimization strategy. Adv. Mech. Eng. 2018, 10, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Budak, E.; Altintas, Y. Analytical prediction of chatter stability in milling—Part I: General formulation; Part II: Application to common milling systems. J. Dyn. Syst. Meas. Control. 1998, 120, 31–36. [Google Scholar] [CrossRef]
- Liao, X.; Chen, K.; Lu, J. Research on Real-time Control of Machining Surface Quality Stability Based on Wear Monitoring. J. Mech. Eng. 2020, 56, 240–248. [Google Scholar]
- Khan, A.; Maity, K. A Comprehensive GRNN Model for the Prediction of Cutting Force, Surface Roughness and Tool Wear During Turning of CP-Ti Grade 2. Silicon 2018, 10, 2181–2191. [Google Scholar] [CrossRef]
- Konakoglu, B. Prediction of geodetic point velocity using MLPNN, GRNN, and RBFNN models: A comparative study. Acta Geod. Geophys. 2021, 56, 271–291. [Google Scholar] [CrossRef]
- Ceryan, N. Prediction of Young’s modulus of weathered igneous rocks using GRNN, RVM, and MPMR models with a new index. J. Mt. Sci. 2021, 18, 233–251. [Google Scholar] [CrossRef]
- Sahu, N.K.; Andhare, A.B. Modelling and multiobjective optimization for productivity improvement in high speed milling of Ti–6Al–4V using RSM and GA. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 5069–5085. [Google Scholar] [CrossRef]
- Qu, S.; Zhang, M. Optimization for cutting force and material removal rate in milling thin-walled parts. In Proceedings of the 2016 4th International Conference on Advanced Materials and Information Technology Processing (AMITP), Guilin, China, 24–25 September 2016; pp. 461–465. [Google Scholar]
- Li, C.; Li, L.; Tang, Y.; Zhu, Y.; Li, L. A comprehensive approach to parameters optimization of energy-aware CNC milling. J. Intell. Manuf. 2019, 30, 123–138. [Google Scholar] [CrossRef]
- Yan, W.; Zhang, H.; Jiang, Z.; Ma, F. Multi-objective optimization model faced to demands of energy saving and high efficiency for CNC machining systems. China Mech. Eng. 2018, 29, 2571–2580. [Google Scholar]
- Yang, W.-A.; Guo, Y.; Liao, W. Multi-objective optimization of multi-pass face milling using particle swarm intelligence. Int. J. Adv. Manuf. Technol. 2011, 56, 429–443. [Google Scholar] [CrossRef]
- Nefedov, N.; Osipov, K. Typical Examples and Problems in Metal Cutting and Tool Design; Mir Publishers: Moscow, Russia, 1987. [Google Scholar]
- Kahouli, O.; Alsaif, H.; Bouteraa, Y.; Ben Ali, N.; Chaabene, M. Power System Reconfiguration in Distribution Network for Improving Reliability Using Genetic Algorithm and Particle Swarm Optimization. Appl. Sci. 2021, 11, 3092. [Google Scholar] [CrossRef]
- Manh, D.; Quang, P. Safety-enhanced UAV path planning with spherical vector-based particle swarm optimization. Appl. Soft Comput. 2021, 107, 107376. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Symbol | Value | Unit |
|---|---|---|---|
| The tool and workpiece materials | Cemented carbide and steel | ||
| Displacement intervals of three directions | [sxmin, sxmax] | [0, 550] | mm |
| [symin, symax] | [0, 400] | ||
| [szmin, szmax] | [0, 350] | ||
| Intervals of the milling parameters | [nmin, nmax] | [1, 10] × 103 | rpm |
| [apmin, apmax] | [0, 20] | mm | |
| [aemin, aemax] | [0, 16] | mm | |
| [fzmin, fzmax] | [0, 0.4] | mm/z | |
| Tool diameter and tooth number | Dt and Nt | 16 and 4 | mm |
| Tool flute length and overall length | lf and lo | 46 and 116 | mm |
| Tool clamping length interval | [lcmin, lcmax] | [50, 90] | mm |
| Tool rake and relief angles | θfa and θba | 10 and 15 | degree |
| Rated power and efficiency | Pmax | 5.5 | Kw |
| η | 0.85 | ||
| Power coefficients in Equation (15) | KF | 1.0 | |
| CF | 129 | ||
| xF | 0.65 | ||
| yF | 0.78 | ||
| zF | 0.86 | ||
| uf | 0.81 | ||
| vf | 0.25 | ||
| Required tool life | Tmin | 60 | min |
| Required surface roughness | Ramax | 6.4 | μm |
| Tool life coefficients in Equation (17) | Kv | 261 | |
| Cv | 245 | ||
| a | 0.64 | ||
| d | 0.24 | ||
| e | 0.12 | ||
| g | 0.26 | ||
| w | 0.15 | ||
| q | 0.28 | ||
| Level | lc/mm | θ/° | sx/mm | sy/mm | sz/mm |
|---|---|---|---|---|---|
| 1 | 50 | 0 | 70 | 50 | 15 |
| 2 | 56 | 25 | 140 | 100 | 50 |
| 3 | 62 | 50 | 210 | 150 | 100 |
| 4 | 68 | 75 | 280 | 200 | 150 |
| 5 | 74 | 100 | 350 | 250 | 200 |
| 6 | 80 | 125 | 420 | 300 | 250 |
| 7 | 86 | 150 | 490 | 350 | 300 |
| 8 | 90 | 175 | 540 | 385 | 335 |
| No. | lc | θ | sx | sy | sz | No. | lc | θ | sx | sy | sz | No. | lc | θ | sx | sy | sz |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 1 | 4 | 5 | 6 | 23 | 1 | 3 | 3 | 3 | 3 | 45 | 7 | 2 | 7 | 4 | 6 |
| 2 | 7 | 4 | 5 | 2 | 8 | 24 | 3 | 6 | 4 | 1 | 3 | 46 | 2 | 5 | 8 | 1 | 2 |
| 3 | 4 | 5 | 2 | 6 | 7 | 25 | 4 | 4 | 7 | 3 | 2 | 47 | 5 | 1 | 2 | 8 | 4 |
| 4 | 7 | 3 | 6 | 1 | 7 | 26 | 5 | 2 | 1 | 7 | 3 | 48 | 6 | 1 | 3 | 4 | 7 |
| 5 | 4 | 2 | 5 | 1 | 4 | 27 | 5 | 3 | 4 | 6 | 2 | 49 | 4 | 8 | 3 | 7 | 6 |
| 6 | 8 | 3 | 7 | 5 | 4 | 28 | 3 | 7 | 1 | 4 | 2 | 50 | 8 | 6 | 2 | 4 | 5 |
| 7 | 1 | 2 | 2 | 2 | 2 | 29 | 8 | 2 | 6 | 8 | 1 | 51 | 5 | 4 | 3 | 5 | 1 |
| 8 | 5 | 6 | 5 | 3 | 7 | 30 | 8 | 5 | 1 | 3 | 6 | 52 | 6 | 4 | 2 | 1 | 6 |
| 9 | 2 | 8 | 5 | 4 | 3 | 31 | 6 | 6 | 8 | 7 | 4 | 53 | 8 | 7 | 3 | 1 | 8 |
| 10 | 6 | 8 | 6 | 5 | 2 | 32 | 3 | 2 | 8 | 5 | 7 | 54 | 2 | 6 | 7 | 2 | 1 |
| 11 | 1 | 1 | 1 | 1 | 1 | 33 | 8 | 8 | 4 | 2 | 7 | 55 | 2 | 2 | 3 | 6 | 5 |
| 12 | 4 | 7 | 4 | 8 | 5 | 34 | 3 | 8 | 2 | 3 | 1 | 56 | 3 | 3 | 5 | 8 | 6 |
| 13 | 6 | 3 | 1 | 2 | 5 | 35 | 7 | 7 | 2 | 5 | 3 | 57 | 1 | 8 | 8 | 8 | 8 |
| 14 | 2 | 3 | 2 | 7 | 8 | 36 | 2 | 7 | 6 | 3 | 4 | 58 | 6 | 5 | 7 | 8 | 3 |
| 15 | 7 | 6 | 3 | 8 | 2 | 37 | 8 | 4 | 8 | 6 | 3 | 59 | 5 | 5 | 6 | 4 | 8 |
| 16 | 2 | 4 | 1 | 8 | 7 | 38 | 6 | 7 | 5 | 6 | 1 | 60 | 5 | 8 | 7 | 1 | 5 |
| 17 | 4 | 6 | 1 | 5 | 8 | 39 | 8 | 1 | 5 | 7 | 2 | 61 | 1 | 5 | 5 | 5 | 5 |
| 18 | 7 | 5 | 4 | 7 | 1 | 40 | 7 | 8 | 1 | 6 | 4 | 62 | 3 | 1 | 7 | 6 | 8 |
| 19 | 5 | 7 | 8 | 2 | 6 | 41 | 6 | 2 | 4 | 3 | 8 | 63 | 4 | 3 | 8 | 4 | 1 |
| 20 | 4 | 1 | 6 | 2 | 3 | 42 | 1 | 6 | 6 | 6 | 6 | 64 | 7 | 1 | 8 | 3 | 5 |
| 21 | 1 | 4 | 4 | 4 | 4 | 43 | 1 | 7 | 7 | 7 | 7 | ||||||
| 22 | 3 | 5 | 3 | 2 | 4 | 44 | 3 | 4 | 6 | 7 | 5 |
| n | ap | ae | fz | lc | θ | sx | sy | sz | Pc | Ra | Tlife |
|---|---|---|---|---|---|---|---|---|---|---|---|
| r/min | mm | mm | mm/z | mm | degree | mm | mm | mm | Kw | μm | min |
| 4947 | 7.52 | 3.55 | 0.23 | 74 | 14 | 436 | 325 | 246 | 4.67 | 4.30 | 75.93 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, L.; He, M.; Wang, Q.; Deng, C. Chatter Stability Prediction and Process Parameters’ Optimization of Milling Considering Uncertain Tool Information. Symmetry 2021, 13, 1071. https://doi.org/10.3390/sym13061071
Lin L, He M, Wang Q, Deng C. Chatter Stability Prediction and Process Parameters’ Optimization of Milling Considering Uncertain Tool Information. Symmetry. 2021; 13(6):1071. https://doi.org/10.3390/sym13061071
Chicago/Turabian StyleLin, Lijun, Mingge He, Qingyuan Wang, and Congying Deng. 2021. "Chatter Stability Prediction and Process Parameters’ Optimization of Milling Considering Uncertain Tool Information" Symmetry 13, no. 6: 1071. https://doi.org/10.3390/sym13061071