
Remaining Useful Life Prediction of Milling Cutters Based on CNN-BiLSTM and Attention Mechanism
Abstract
:1. Introduction
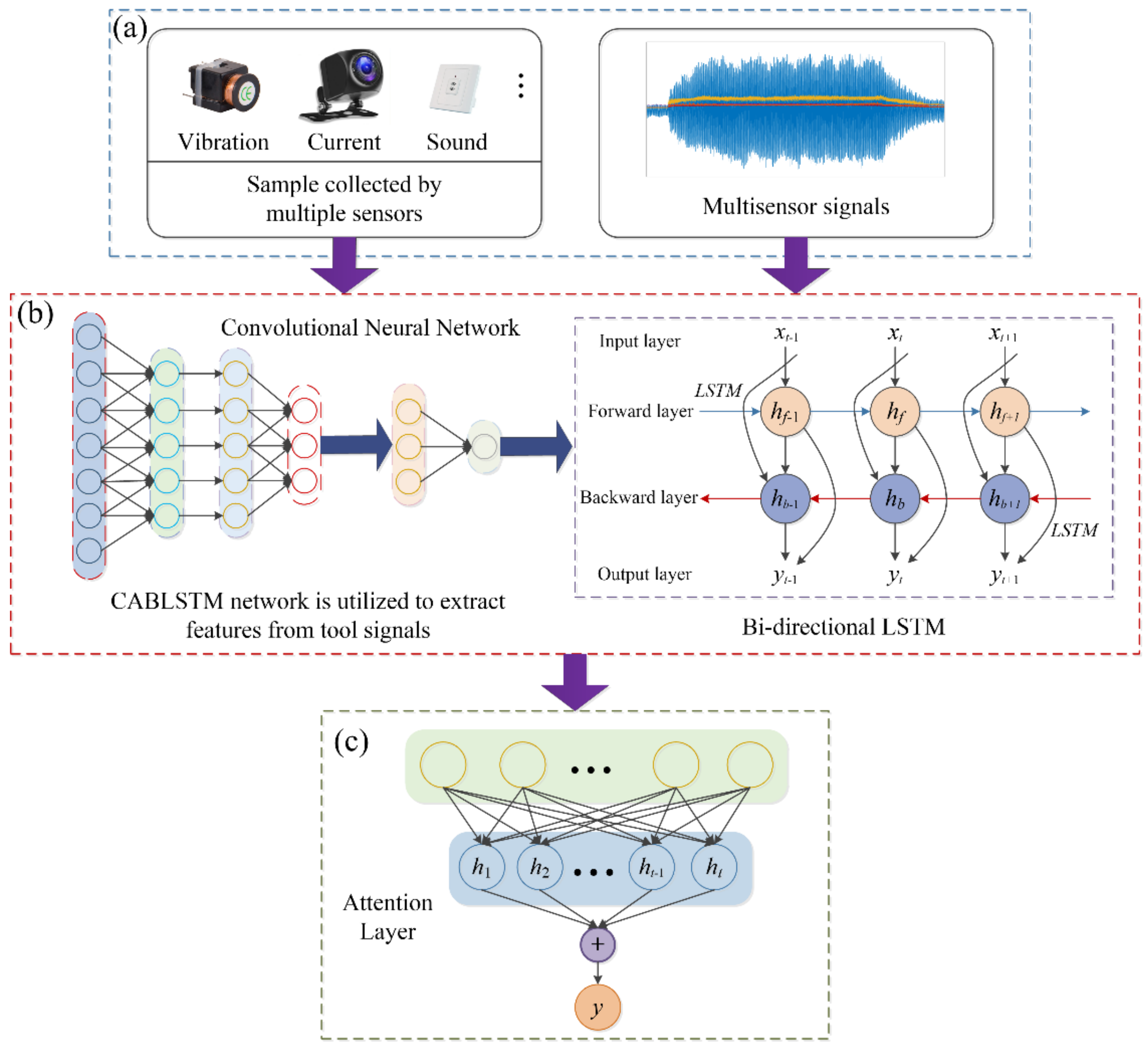
- This study proposes a new end-to-end method for RUL prediction; the original monitoring signal was directly input into the CNN to extract the features, and then, the BiLSTM was used to extract the temporal signal features. The network does not rely on human expertise and can adaptively extract features to achieve better RUL prediction results.
- The attention mechanism was introduced to the CNN-BiLSTM network. The model avoided the traditional feature extraction methods. It can selectively learn the more important feature signals during model training, effectively extract the hidden information in the data, and improve the accuracy oftool wear prediction.
- The performance was tested using the public milling tool dataset; the CABLSTM model outperformed other traditional models in RUL prediction. In addition, the model was applied to tool data under different working conditions and was demonstrated to exhibit favorable robustness.
2. Theoretical Background
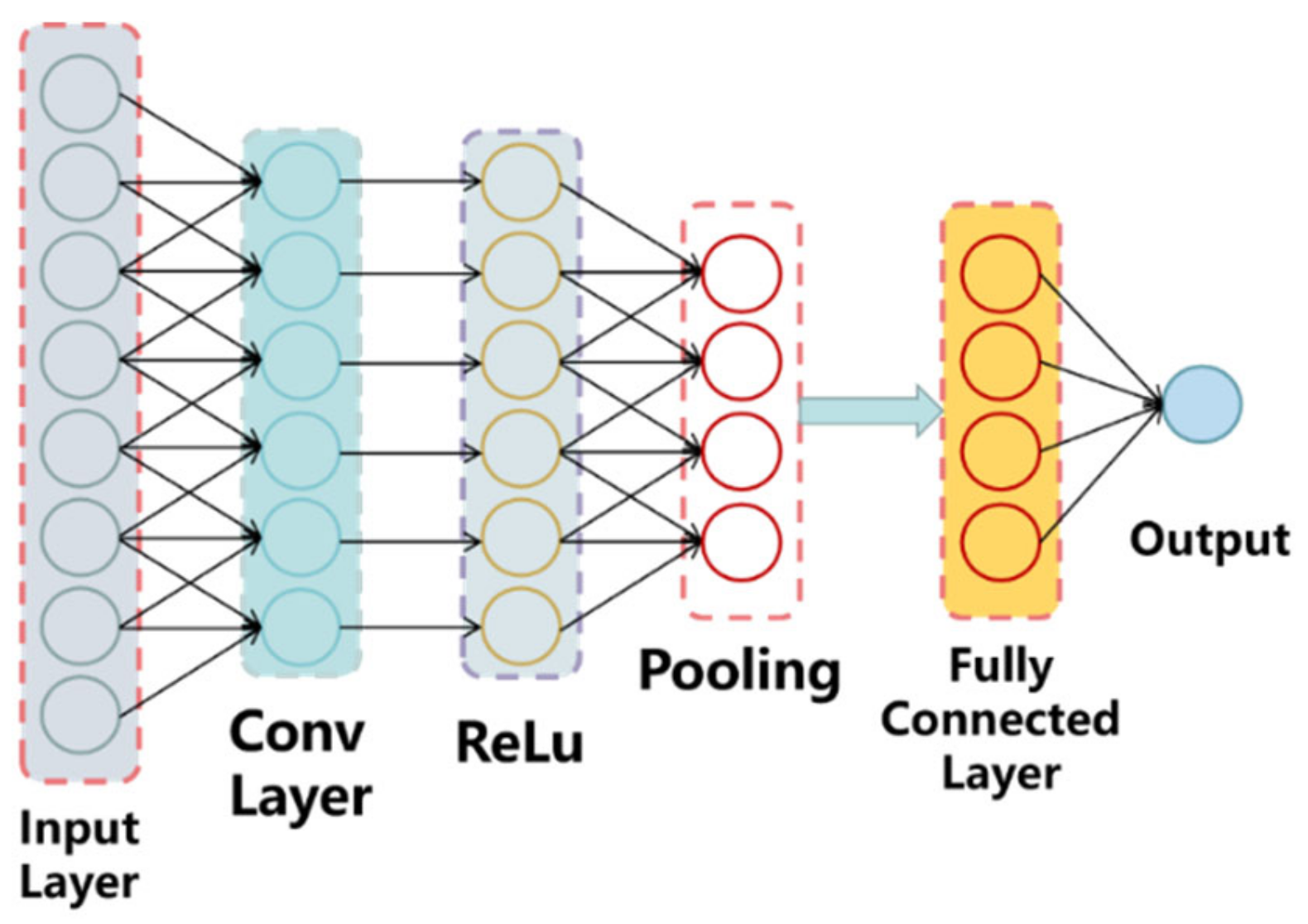
2.1. CNN
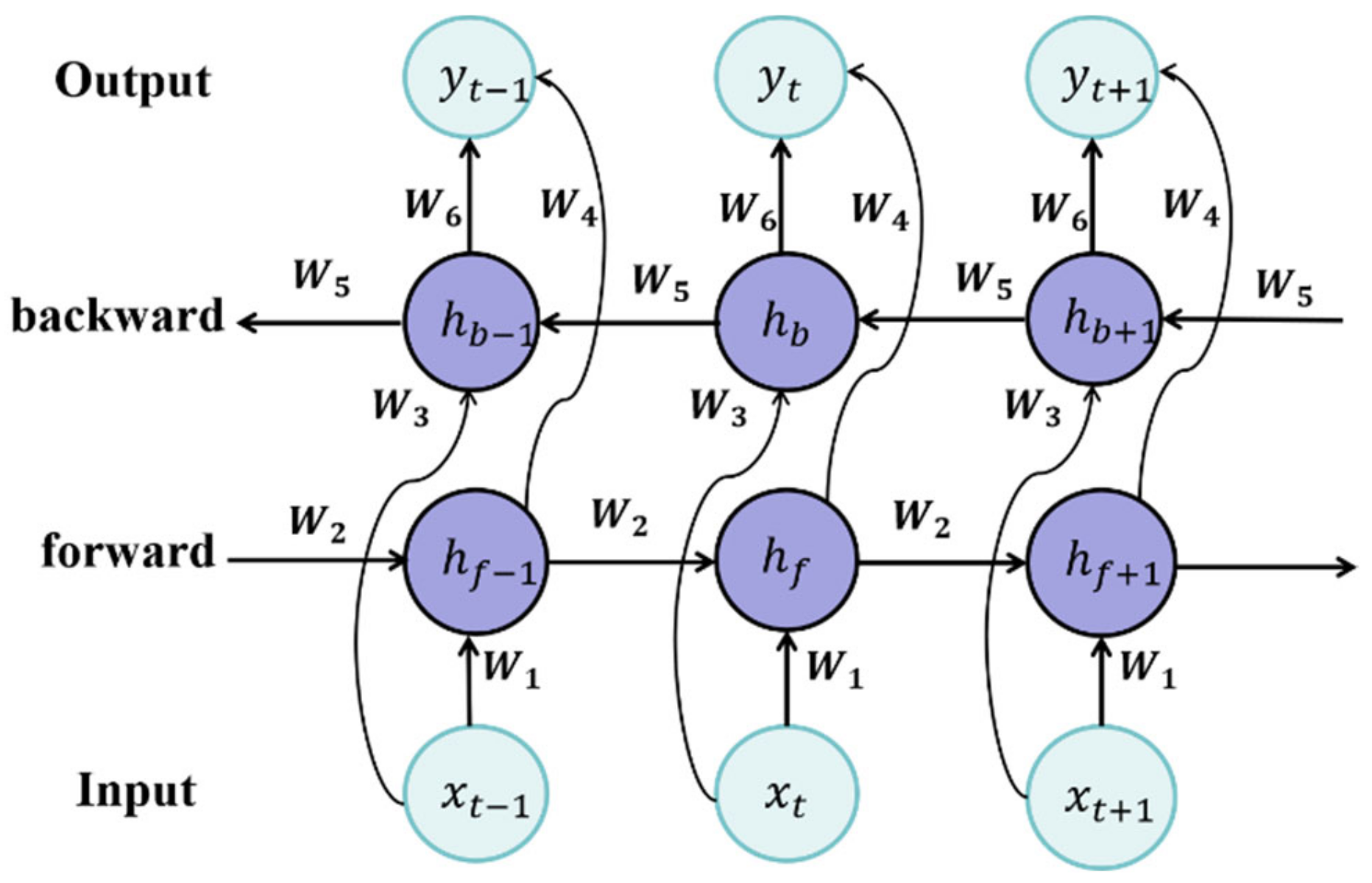
2.2. BiLSTM
2.3. Attention Mechanism
3. Proposed Methodology
3.1. Framework
3.2. Tool RUL Prediction Based on CABLSTM
3.3. The Training Process of the CABLSTM Network
| Algorithm 1 The training process of the CABLSTM network for RUL estimation. |
| Input: The label VB. The preprocessed monitoring signal sample, x = {xi ∈ RN×M, i = 1,…, K}, where i denotes the index of the cutter contained in the training dataset, N is the number of samples for cutter i, and M is the number of signal channels. Output: Trained CABLSTM network. Initialize: CNN layer parameters, LSTM layer parameters, and attention layer parameters. Repeat Do Firstly, CNN is applied on the training dataset; then,the BiLSTM network is added on the top of CNN and convolved with attention layer to learn more comprehensive features. End The dropout layer isemployed to avoid overfitting. Dense layers and linear regression layers are used for RUL estimation. The ReLu function is introduced to normalize the output. Compute the loss with the loss function MSE. Parameters adjust: Compute the error gradient using Adam and update network parameters. Use the trained CABLSTM to estimate the RUL on the testing datasets. |
4. Experiment
4.1. Case 1: Milling Dataset Provided by UC Berkeley
4.1.1. Dataset Description
4.1.2. Experiment Parameter Setting
4.1.3. Sample Data Preprocessing
4.1.4. Label Data Preprocessing
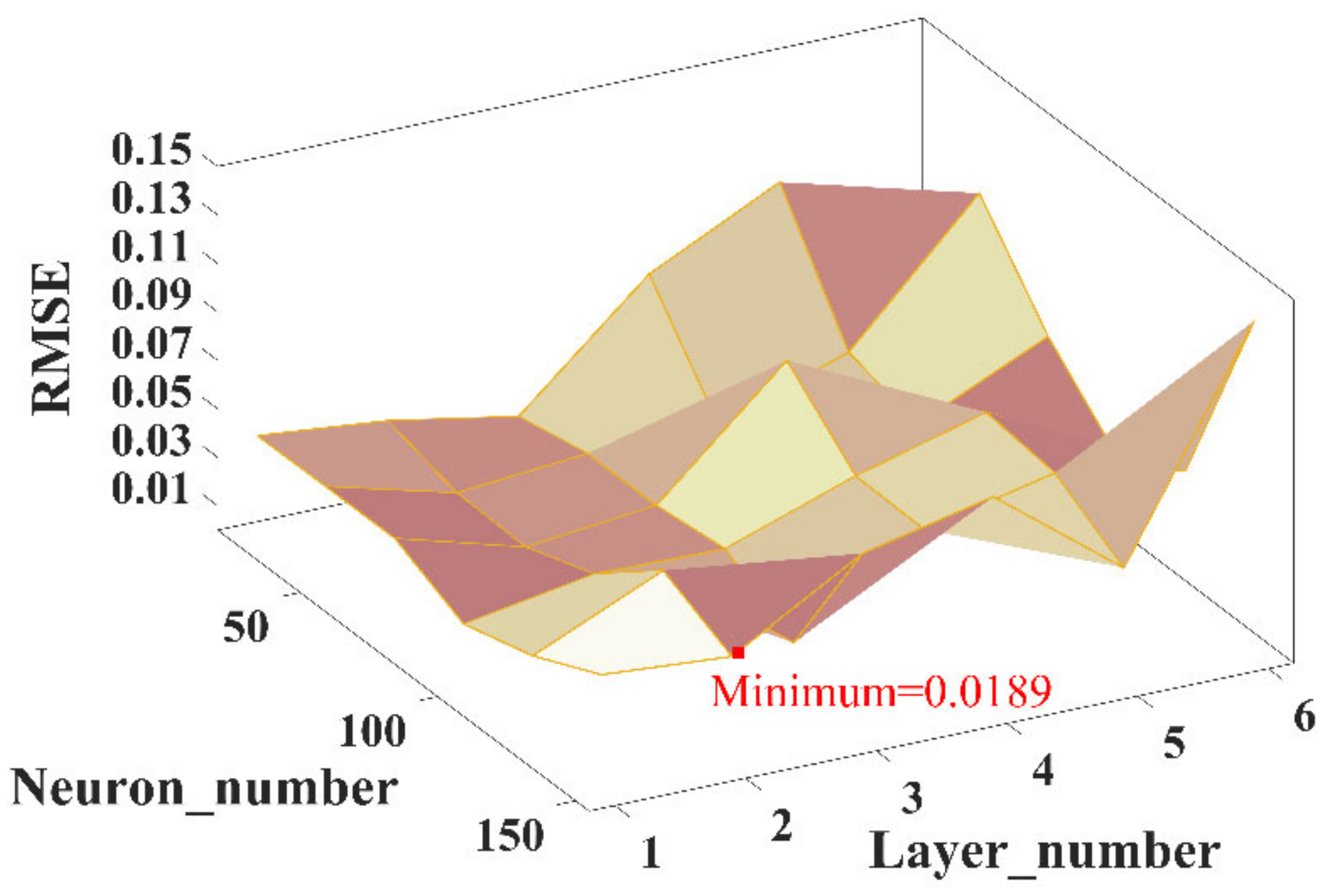
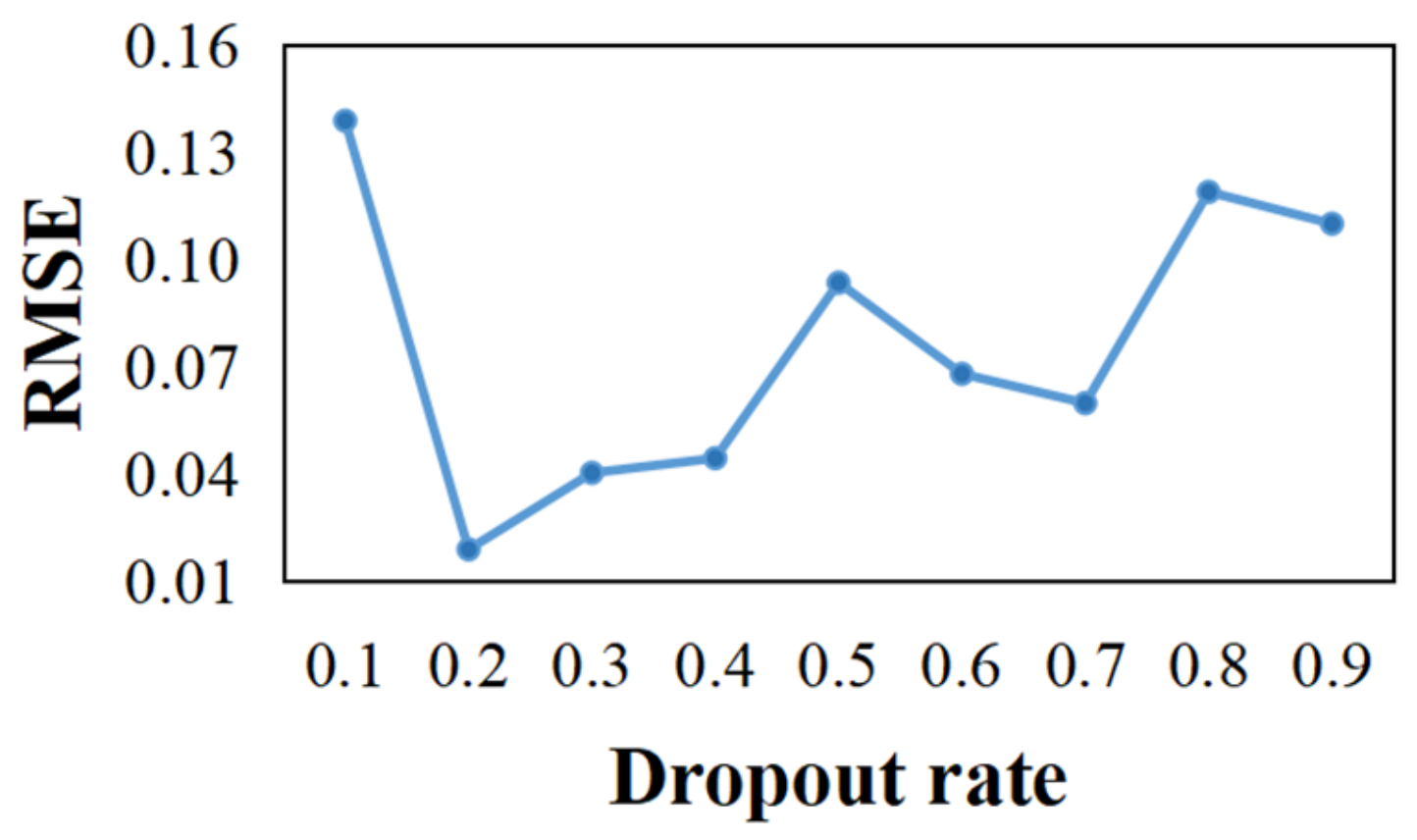
4.1.5. Model Parameter Optimization
4.1.6. Evaluation Indicators
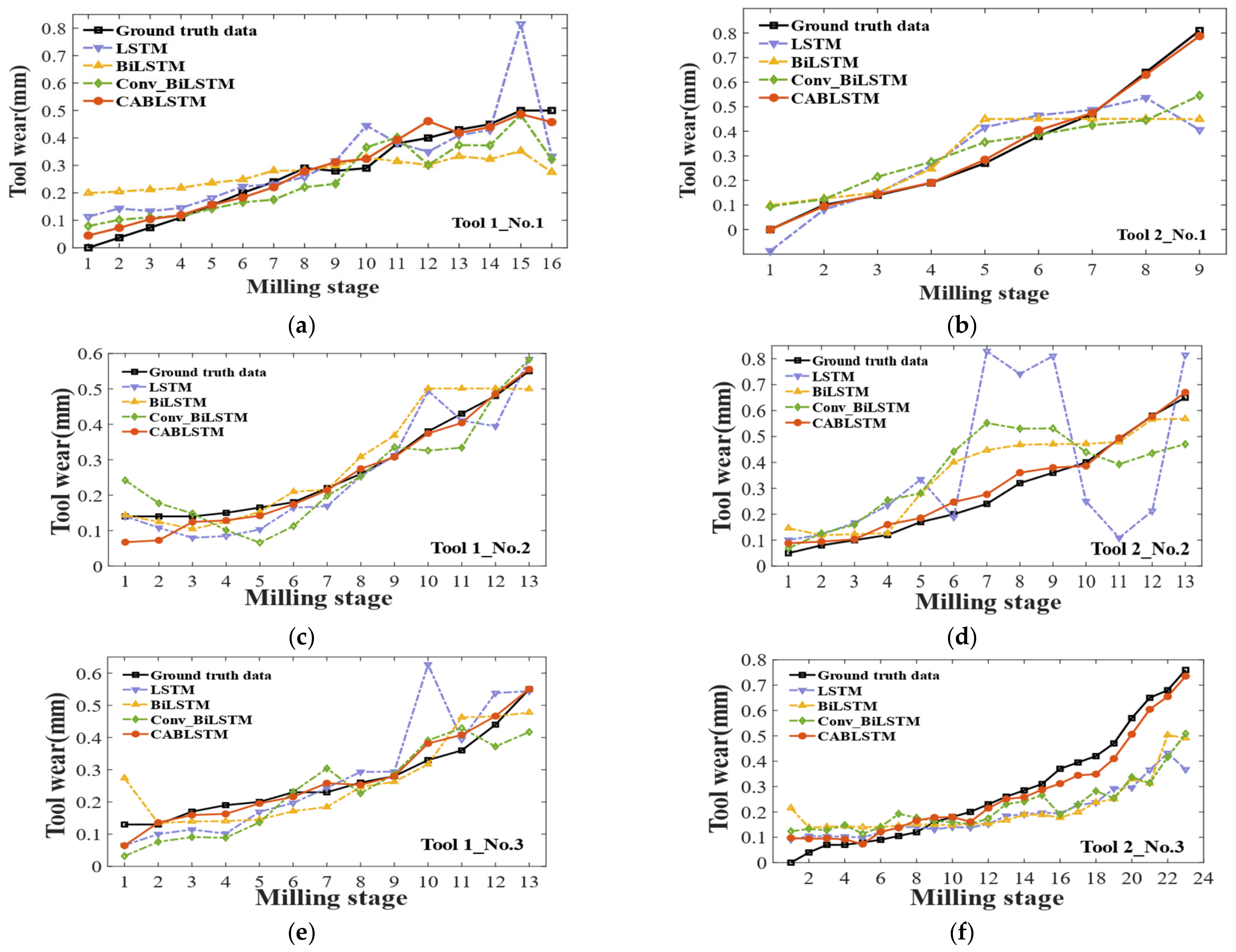
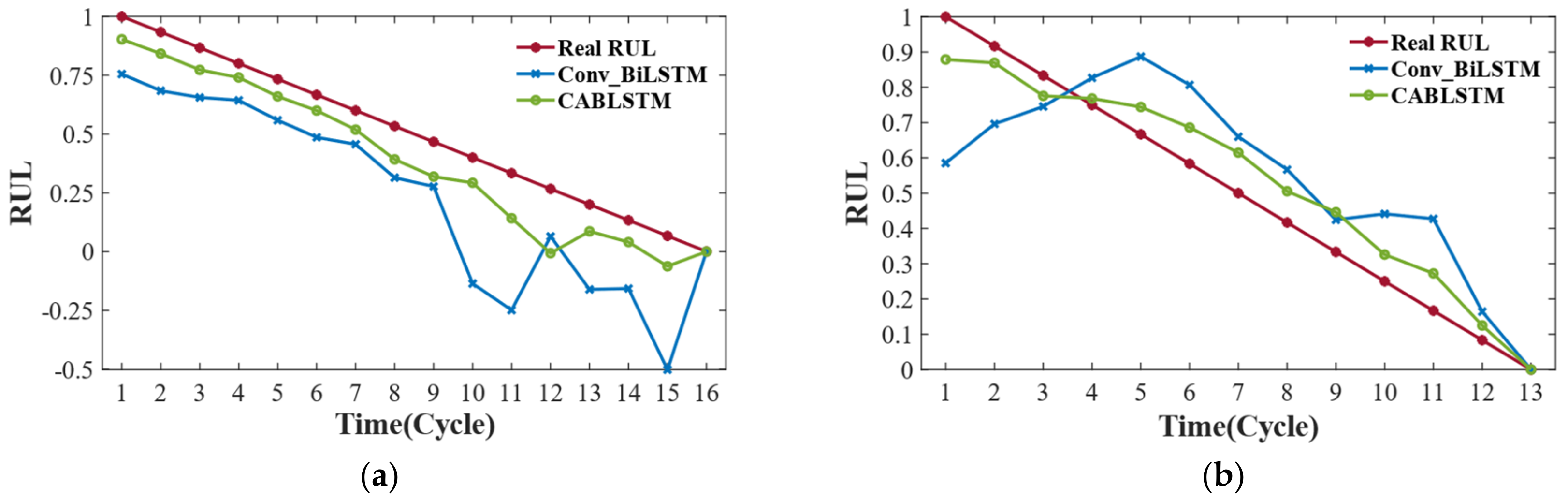
4.1.7. Results and Discussion
4.2. Case 2: IEEE PHM Challenge 2010 Dataset
4.2.1. Description of Dataset
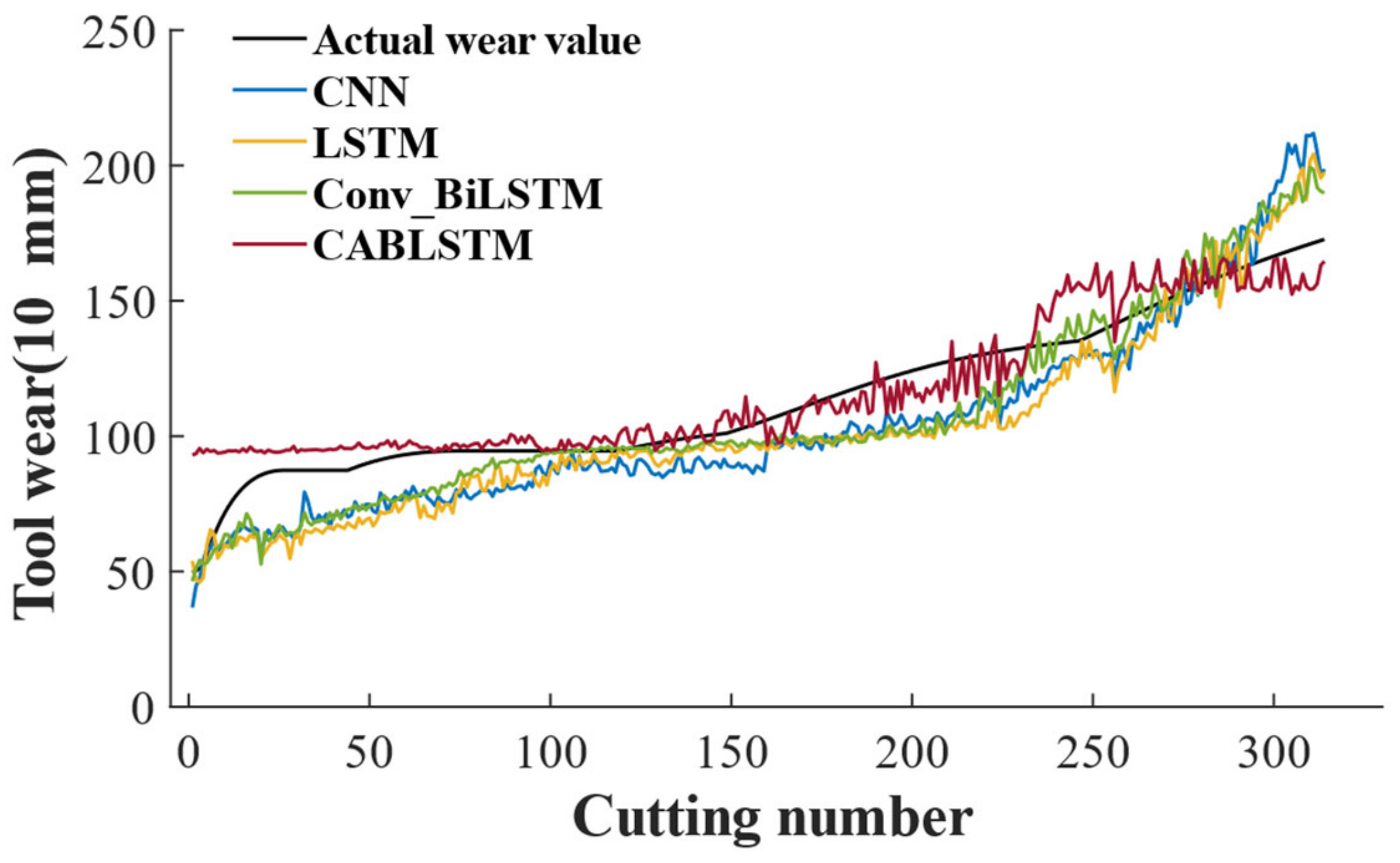
4.2.2. Analysis and Results
5. Conclusions
- The CABLSTM model-based RUL prediction method directly applies sensor monitoring data and achieves tool wear monitoring and RUL prediction after data pre-processing, using the model to adaptively extract features for autonomous learning, overcoming the limitations and complexity of manual feature extraction, and simplifying the traditional RUL prediction process.
- In this study, the attention mechanism was incorporated into the CNN-BiLSTM network, which can selectively learn the features in the training process of the model, mine the hidden information in the data, and accurately predict the tool RUL.
- The validity of the method was verified using two datasets, and the CABLSTM model obtains better prediction error indicators compared with traditional RNN, CNN, LSTM, BiLSTM, etc. The method proposed in this study predicts the best results and demonstrates that the proposed model has better performance for the RUL prediction. Meanwhile, the model was applied to the tool data under different working conditions, which validated the migration and generalization ability of the method.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, C.; Bintao, S.; Wu, H.; Peng, M.; Zhou, Y. New Tool Wear Estimation Method of the Milling Process Based on Multisensor Blind Source Separation. Math. Probl. Eng. 2021, 2021, 11. [Google Scholar] [CrossRef]
- Feng, T.; Guo, L.; Gao, H.; Chen, T.; Yu, Y.; Li, C. A new time-space attention mechanism driven multi-feature fusion method for tool wear monitoring. Int. J. Adv. Manuf. Technol. 2022, 120, 5633–5648. [Google Scholar] [CrossRef]
- Zhang, X.; Han, C.; Luo, M.; Zhang, D. Tool Wear Monitoring for Complex Part Milling Based on Deep Learning. Appl. Sci. 2020, 10, 6916. [Google Scholar] [CrossRef]
- Yaguo, L.; Naipeng, L.; Szymon, G.; Jing, L.; Stanislaw, R.; Jacek, D. A Model-Based Method for Remaining Useful Life Prediction of Machinery. IEEE Trans. Reliab. 2016, 65, 1314–1326. [Google Scholar] [CrossRef]
- Juan, C.; María, L.J.; Manuel, C.; Athanasios, K. A Markov chains prognostics framework for complex degradation processes. Reliab. Eng. Syst. Saf. 2020, 195, 106621. [Google Scholar] [CrossRef]
- Hongyan, D.; Shubin, S.; Ming, J.Z.; Shudong, S. Semi-Markov Process-Based Integrated Importance Measure for Multi-State Systems. IEEE Trans. Reliab. 2015, 64, 754–765. [Google Scholar] [CrossRef]
- Xiao-Sheng, S.; Wenbin, W.; Mao-Yin, C.; Chang-Hua, H.; Dong-Hua, Z. A degradation path-dependent approach for remaining useful life estimation with an exact and closed-form solution. Eur. J. Oper. Res. 2013, 226, 53–66. [Google Scholar] [CrossRef]
- Han, W.; Xiaobing, M.; Yu, Z. An improved Wiener process model with adaptive drift and diffusion for online remaining useful life prediction. Mech. Syst. Signal Pr. 2019, 127, 370–387. [Google Scholar] [CrossRef]
- Sun, H.; Cao, D.; Zhao, Z.; Kang, X. A Hybrid Approach to Cutting Tool Remaining Useful Life Prediction Based on the Wiener Process. IEEE T. Reliab. 2018, 67, 1294–1303. [Google Scholar] [CrossRef]
- Jianbo, Y. Health Degradation Detection and Monitoring of Lithium-Ion Battery Based on Adaptive Learning Method. IEEE Trans. Instrum. Meas. 2014, 63, 1709–1721. [Google Scholar] [CrossRef]
- Lucas, E.; Christophe, L.; Roger, S.; Pierre, D. Estimate of Cutting Tool Lifespan through Cox Proportional Hazards Model. IFAC Pap. 2016, 49, 238–243. [Google Scholar] [CrossRef]
- Huibin, S.; Junlin, P.; Jiduo, Z.; Dali, C. Non-linear Wiener process–based cutting tool remaining useful life prediction considering measurement variability. Int. J. Adv. Manuf. Technol. 2020, 107, 4493–4502. [Google Scholar] [CrossRef]
- Naipeng, L.; Yaguo, L.; Tao, Y.; Ningbo, L.; Tianyu, H. A Wiener-Process-Model-Based Method for Remaining Useful Life Prediction Considering Unit-to-Unit Variability. IEEE Trans. Ind. Electron. 2019, 66, 2092–2101. [Google Scholar] [CrossRef]
- Wang, C.; Jiang, W.; Yue, Y.; Zhang, S. Research on Prediction Method of Gear Pump Remaining Useful Life Based on DCAE and Bi-LSTM. Symmetry 2022, 14, 1111. [Google Scholar] [CrossRef]
- Paulo, R.D.O.D.; Alp, A.; Yingqian, Z.; Uzay, K. Remaining useful lifetime prediction via deep domain adaptation. Reliab. Eng. Syst. Saf. 2020, 195, 106682. [Google Scholar] [CrossRef] [Green Version]
- Chaochao, C.; Bin, Z.; George, V. Prediction of Machine Health Condition Using Neuro-Fuzzy and Bayesian Algorithms. IEEE T. Instrum. Meas. 2012, 61, 297–306. [Google Scholar] [CrossRef]
- Benkedjouh, T.; Medjaher, K.; Zerhouni, N.; Rechak, S. Health assessment and life prediction of cutting tools based on support vector regression. J. Intell. Manuf. 2015, 26, 213–223. [Google Scholar] [CrossRef] [Green Version]
- Vakharia, V.; Pandya, S.; Patel, P. Tool wear rate prediction using discrete wavelet transform and K-Star algorithm. Life Cycle Reliab. Saf. Eng. 2018, 7, 115–125. [Google Scholar] [CrossRef]
- Zang, C.; Imregun, M. Combined neural network and reduced FRF techniques for slight damage detection using measured response data. Arch. Appl. Mech. (Ing. Arch.) 2001, 71, 525–536. [Google Scholar] [CrossRef]
- Bin, Z.; Chris, S.; Carl, S.B.; Romano, P.; Marcos, E.O.; George, J.V. A Probabilistic Fault Detection Approach: Application to Bearing Fault Detection. IEEE Trans. Ind. Electron. 2011, 58, 2011–2018. [Google Scholar] [CrossRef]
- Chen, J.; Chen, D.; Liu, G. Using temporal convolution network for remaining useful lifetime prediction. Eng. Rep. 2020, 3, e12305. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, J.; Mo, R.; Zhang, X. In-process tool condition forecasting based on a deep learning method. Robot. Cim.Int. Manuf. 2020, 64, 101924. [Google Scholar] [CrossRef]
- Yaguo, L.; Naipeng, L.; Liang, G.; Ningbo, L.; Tao, Y.; Jing, L. Machinery health prognostics: A systematic review from data acquisition to RUL prediction. Mech. Syst. Signal Pr. 2018, 104, 799–834. [Google Scholar] [CrossRef]
- Yu, W.; Kim, I.Y.; Mechefske, C. Remaining useful life estimation using a bidirectional recurrent neural network based autoencoder scheme. Mech. Syst. Signal Pr. 2019, 129, 764–780. [Google Scholar] [CrossRef]
- Guisheng, H.; Shuo, X.; Nan, Z.; Lei, Y.; Quanhao, F.; Anastasios, D.D. Remaining Useful Life Estimation Using Deep Convolutional Generative Adversarial Networks Based on an Autoencoder Scheme. Comput. Intell. Neurosci. 2020, 2020, 1–14. [Google Scholar] [CrossRef]
- Xincheng, C.; Binqiang, C.; Bin, Y.; Shiqiang, Z. An Intelligent Milling Tool Wear Monitoring Methodology Based on Convolutional Neural Network with Derived Wavelet Frames Coefficient. Appl. Sci. 2019, 9, 3912. [Google Scholar] [CrossRef] [Green Version]
- Huang, Z.; Zhu, J.; Lei, J.; Li, X.; Tian, F. Tool Wear Monitoring with Vibration Signals Based on Short-Time Fourier Transform and Deep Convolutional Neural Network in Milling. Math. Probl. Eng. 2021, 2021, 1–14. [Google Scholar] [CrossRef]
- Marei, M.; Li, W. Cutting tool prognostics enabled by hybrid CNN-LSTM with transfer learning. Int. J. Adv. Manuf. Technol. 2021, 118, 817–836. [Google Scholar] [CrossRef]
- Rui, Z.; Ruqiang, Y.; Jinjiang, W.; Kezhi, M. Learning to Monitor Machine Health with Convolutional Bi-Directional LSTM Networks. Sensors 2017, 17, 273. [Google Scholar] [CrossRef] [Green Version]
- Jiahang, L.; Xu, Z. Convolutional neural network based on attention mechanism and Bi-LSTM for bearing remaining life prediction. Appl. Intell. 2021, 52, 1076–1091. [Google Scholar] [CrossRef]
- Karpathy, A.; Fei-Fei, L. Deep Visual-Semantic Alignments for Generating Image Descriptions. IEEE T. Pattern Anal. 2017, 39, 664–676. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gang, L.; Jiabao, G. Bidirectional LSTM with attention mechanism and convolutional layer for text classification. Neurocomputing 2019, 337, 325–338. [Google Scholar] [CrossRef]
- Wang, B.; Lei, Y.; Li, N.; Wang, W. Multiscale Convolutional Attention Network for Predicting Remaining Useful Life of Machinery. IEEE T. Ind. Electron. 2021, 68, 7496–7504. [Google Scholar] [CrossRef]
- Zhiwen, H.; Jianmin, Z.; Jingtao, L.; Xiaoru, L.; Fengqing, T. Tool wear predicting based on multi-domain feature fusion by deep convolutional neural network in milling operations. J. Intell. Manuf. 2019, 31, 953–966. [Google Scholar] [CrossRef]
- Cheng, M.; Jiao, L.; Yan, P.; Jiang, H.; Wang, R.; Qiu, T.; Wang, X. Intelligent tool wear monitoring and multi-step prediction based on deep learning model. J. Manuf. Syst. 2022, 62, 286–300. [Google Scholar] [CrossRef]
- Qinglong, A.; Zhengrui, T.; Xingwei, X.; Mohamed, E.M.; Ming, C. A data-driven model for milling tool remaining useful life prediction with convolutional and stacked LSTM network. Measurement 2020, 154, 107461. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, Y.; Wu, S.; Li, X.; Luo, H.; Yin, S. Prediction of remaining useful life based on bidirectional gated recurrent unit with temporal self-attention mechanism. Reliab. Eng. Syst. Safe. 2022, 221, 108297. [Google Scholar] [CrossRef]
- Cao, Y.; Ding, Y.; Jia, M.; Tian, R. A novel temporal convolutional network with residual self-attention mechanism for remaining useful life prediction of rolling bearings. Eng. Syst. Saf. 2021, 215, 107813. [Google Scholar] [CrossRef]
- Yu, W.; Shao, Y.; Xu, J.; Mechefske, C. An adaptive and generalized Wiener process model with a recursive filtering algorithm for remaining useful life estimation. Reliab. Eng. Syst. Saf. 2022, 217, 108099. [Google Scholar] [CrossRef]
- Zhi, G.; He, D.; Sun, W.; Zhou, Y.; Pan, X.; Gao, C. An edge-labeling graph neural network method for tool wear condition monitoring using wear image with small samples. Meas. Sci. Technol. 2021, 32, 64006. [Google Scholar] [CrossRef]
- Agogino, A.; Goebel, K. Mill Data Set. Berkeley, CA, USA. 2007. Available online: https://ti.arc.nasa.gov/tech/dash/groups/pcoe/prognostic-data-repository/ (accessed on 30 August 2022).
- PHM Society Conference Data Challenge. 2010. Available online: http://www.phmsociety.org/competition/phm/10 (accessed on 30 August 2022).
- Sayyad, S.; Kumar, S.; Bongale, A.; Kamat, P.; Patil, S.; Kotecha, K. Data-Driven Remaining Useful Life Estimation for Milling Process: Sensors, Algorithms, Datasets, and Future Directions. IEEE Access 2021, 9, 110255–110286. [Google Scholar] [CrossRef]
- Palanisamy, P.; Rajendran, I.; Shanmugasundaram, S. Prediction of tool wear using regression and ANN models in end-milling operation. Int. J. Adv. Manuf. Technol. 2008, 37, 29–41. [Google Scholar] [CrossRef]
- Paulino, G.N.; Esperanza, G.; Celestino, O.G.; Antonio, B.S. Hybrid ABC Optimized MARS-Based Modeling of the Milling Tool Wear from Milling Run Experimental Data. Materials 2016, 9, 82. [Google Scholar] [CrossRef] [Green Version]
- Usynin, A.V. A Generic Prognostic Framework for Remaining Useful Life Prediction of Complex Engineering Systems. Ph.D. Thesis, University of Tennessee, Knoxville, TN, USA, 2007. Available online: https://trace.tennessee.edu/utk_graddiss/319 (accessed on 30 August 2022).
- Coble, J.B. Merging Data Sources to Predict Remaining Useful Life—An Automated Method to Identify Prognostic Parameters. Ph.D. Thesis, University of Tennessee, Knoxville, TN, USA, 2010. Available online: https://trace.tennessee.edu/utk_graddiss/683 (accessed on 30 August 2022).
- Camci, F.; Medjaher, K.; Zerhouni, N.; Nectoux, P. Feature Evaluation for Effective Bearing Prognostics. Qual. Reliab. Eng. Int. 2013, 29, 477–486. [Google Scholar] [CrossRef] [Green Version]
- Songsong, Y.; Shilong, W.; Lili, Y.; Hong, X.; Yang, C.; Shouli, S. A novel monitoring method for turning tool wear based on support vector machines. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1359–1371. [Google Scholar] [CrossRef]
- Duan, Y.; Li, H.; He, M.; Zhao, D. A BiGRU Autoencoder Remaining Useful Life Prediction Scheme with Attention Mechanism and Skip Connection. IEEE Sens. J. 2021, 21, 10905–10914. [Google Scholar] [CrossRef]
- Yuqing, Z.; Weifang, S. Tool Wear Condition Monitoring in Milling Process Based on Current Sensors. IEEE Access 2020, 8, 95491–95502. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, J.; Wu, J.; Liu, S. Dimensionality reduce-based for remaining useful life prediction of machining tools with multisensor fusion. Reliab. Eng. Syst. Saf. 2022, 218, 108179. [Google Scholar] [CrossRef]
- Xia, P.; Huang, Y.; Xiao, D.; Liu, C.; Shi, L. Tool Wear Prediction Under Varying Milling Conditions via Temporal Convolutional Network and Auxiliary Learning. In Proceedings of the 2021 IEEE International Conference on Prognostics and Health Management (ICPHM), Detroit, MI, USA, 7–9 June 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Changfu, L.; Lida, Z. A two-stage approach for predicting the remaining useful life of tools using bidirectional long short-term memory. Measurement 2020, 164, 108029. [Google Scholar] [CrossRef]
- Shouxiang, W.; Xuan, W.; Shaomin, W.; Dan, W. Bi-directional long short-term memory method based on attention mechanism and rolling update for short-term load forecasting. Int. J. Electr. Power Energy Syst. 2019, 109, 479–480. [Google Scholar] [CrossRef]
- Jiang, J.-R.; Lee, J.-E.; Zeng, Y.-M. Time Series Multiple Channel Convolutional Neural Network with Attention-Based Long Short-Term Memory for Predicting Bearing Remaining Useful Life. Sens. Res. 2020, 1, 166. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Tool Cutting Number | Depth of Cut d/mm | Feed c/(mm/rev) | Number of Runs | |
|---|---|---|---|---|---|
| First Time | Second Time | ||||
| Cast iron | 1 | 1.5 | 0.5 | 17 | 9 |
| 2 | 0.75 | 0.5 | 14 | 15 | |
| 3 | 0.75 | 0.25 | 14 | 23 | |
| 4 | 1.5 | 0.25 | 7 | 10 | |
| Stainless steel J45 | 5 | 1.5 | 0.5 | 6 | 6 |
| 6 | 1.5 | 0.25 | 1 | 7 | |
| 7 | 0.75 | 0.25 | 8 | 15 | |
| 8 | 0.75 | 0.5 | 6 | 9 | |
| No. | Parameters | Value |
|---|---|---|
| 1 | Convolution layer numbers | 1 |
| 2 | BiLSTM layer numbers | 1 |
| 3 | Attention layer | 1 |
| 4 | Neurons in each layer | 250 |
| 5 | Dropout rate | 0.2 |
| 6 | Training epochs | 750 |
| 7 | Batch size | 32 |
| 8 | Loss function | Mean square error |
| 9 | Optimizer | Adam |
| Methodology | MAE | RMSE | MAPE |
|---|---|---|---|
| RNN | 0.0949 | 0.1283 | 29.72% |
| LSTM | 0.0613 | 0.0954 | 17.41% |
| BiLSTM | 0.0762 | 0.0618 | 13.61% |
| Zhu’s [52] | - | 0.0314 | 3.46% |
| TCN [53] | 0.1209 | 0.1422 | - |
| CNN [54] | - | 0.0880 | 12.2% |
| Conv_BiLSTM | 0.0789 | 0.0884 | 35.84% |
| CABLSTM | 0.0287 | 0.0231 | 8.85% |
| Experimental Conditions | Parameter |
|---|---|
| Machine | Roders Tech RFM760 |
| Workpiece material | Inconel 718 (Jet engines) |
| Cutter | 3-flute ball nose |
| Spindle speed (r/min) | 10,400 |
| Feed rate (mm/min) | 1555 |
| Y depth of cut (radial)(mm) | 0.125 |
| Z depth of cut (axial)(mm) | 0.2 |
| Sensors | 5 |
| Sensor channels | 7 |
| Sampling data | 50KHz |
| Methodology | MAE | MAPE | RMSE |
|---|---|---|---|
| LSTM | 14.2766 | 15.77% | 16.3948 |
| CNN | 13.8045 | 14.56% | 15.5764 |
| Conv-BiLSTM | 11.0371 | 11.53% | 13.4803 |
| SSA+LS-SVM [1] | - | - | 8.4653 |
| CABLSTM | 7.4688 | 6.47% | 8.1661 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, L.; Zhang, L.; Xu, S.; Cai, W.; Yang, H. Remaining Useful Life Prediction of Milling Cutters Based on CNN-BiLSTM and Attention Mechanism. Symmetry 2022, 14, 2243. https://doi.org/10.3390/sym14112243
Nie L, Zhang L, Xu S, Cai W, Yang H. Remaining Useful Life Prediction of Milling Cutters Based on CNN-BiLSTM and Attention Mechanism. Symmetry. 2022; 14(11):2243. https://doi.org/10.3390/sym14112243
Chicago/Turabian StyleNie, Lei, Lvfan Zhang, Shiyi Xu, Wentao Cai, and Haoming Yang. 2022. "Remaining Useful Life Prediction of Milling Cutters Based on CNN-BiLSTM and Attention Mechanism" Symmetry 14, no. 11: 2243. https://doi.org/10.3390/sym14112243
APA StyleNie, L., Zhang, L., Xu, S., Cai, W., & Yang, H. (2022). Remaining Useful Life Prediction of Milling Cutters Based on CNN-BiLSTM and Attention Mechanism. Symmetry, 14(11), 2243. https://doi.org/10.3390/sym14112243