7.1. Data Processing
A four-wheel sanitation vehicle is a typical complex mechanical product, involving many kinds of components, and the relationship between the components is complex. Due to the increase of market demand and customer requirements, the redesign of the four-wheel sanitation vehicle is inevitable. In order to reduce the design difficulty and product change complexity, the modular strategy is adopted in four-wheel sanitation vehicle, which meets the applicable conditions of the proposed method in this paper. The cab is an important part of the four-wheel sanitation vehicle, the rationality of its design is related to the driver’s health and work efficiency, and it has a direct impact on the vehicle’s mobility and safety. According to the investigate and survey, the cab is easily affected by customer demand and technological development, such as a more comfortable cab space environment, more sensitive braking performance, and so on, which leads to the need to redesign the cab to achieve customer satisfaction. Therefore, this section describes the modular scheme of a certain type of sanitation vehicle cab as an example, analyzing the correlation of modules and verifying the rationality of the proposed control strategy. The cab is composed of 62 components and divided into 7 modules. The cab is shown in
Figure 9, the overall cab is shown in
Figure 9a, and module division is shown in
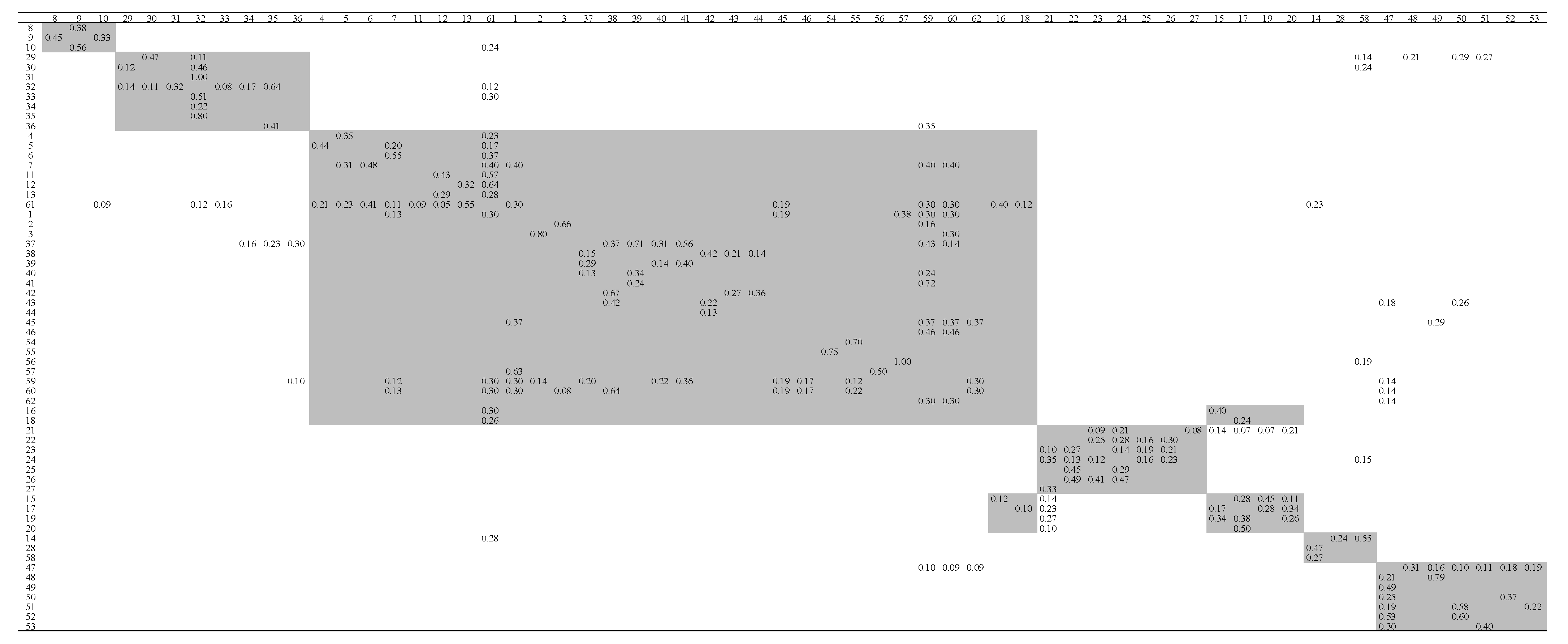
Figure 9b. The strength of the relationship between components is shown in
Figure 10. The module names and their divisions are shown in
Table 3, and the relationship of the whole product is shown in
Figure 11. In
Figure 11, nodes of the same module are represented by the same shape, and the grey is interfaces.
As shown in
Figure 10, the first row and the first column represent the component numbers, the values between components represent the correlation strength. The higher the correlation strength, the closer the relationship between components, indicating that the change propagation is more likely to occur. The gray area in
Figure 10 indicates the correlation strength within the same module.
According to Equations (5)–(8), the betweenness, node strength, change propagation index, and cost proportion of each node are calculated as shown in
Table 4. To keep dimensional consistency, the four indexes were normalized in each module, and the weight of each index was calculated by the information entropy weight method. Since the total cost and relationship networks of modules are different, the weights of the four indexes in different modules are different. The specific weight and dependence of the module on components are shown in
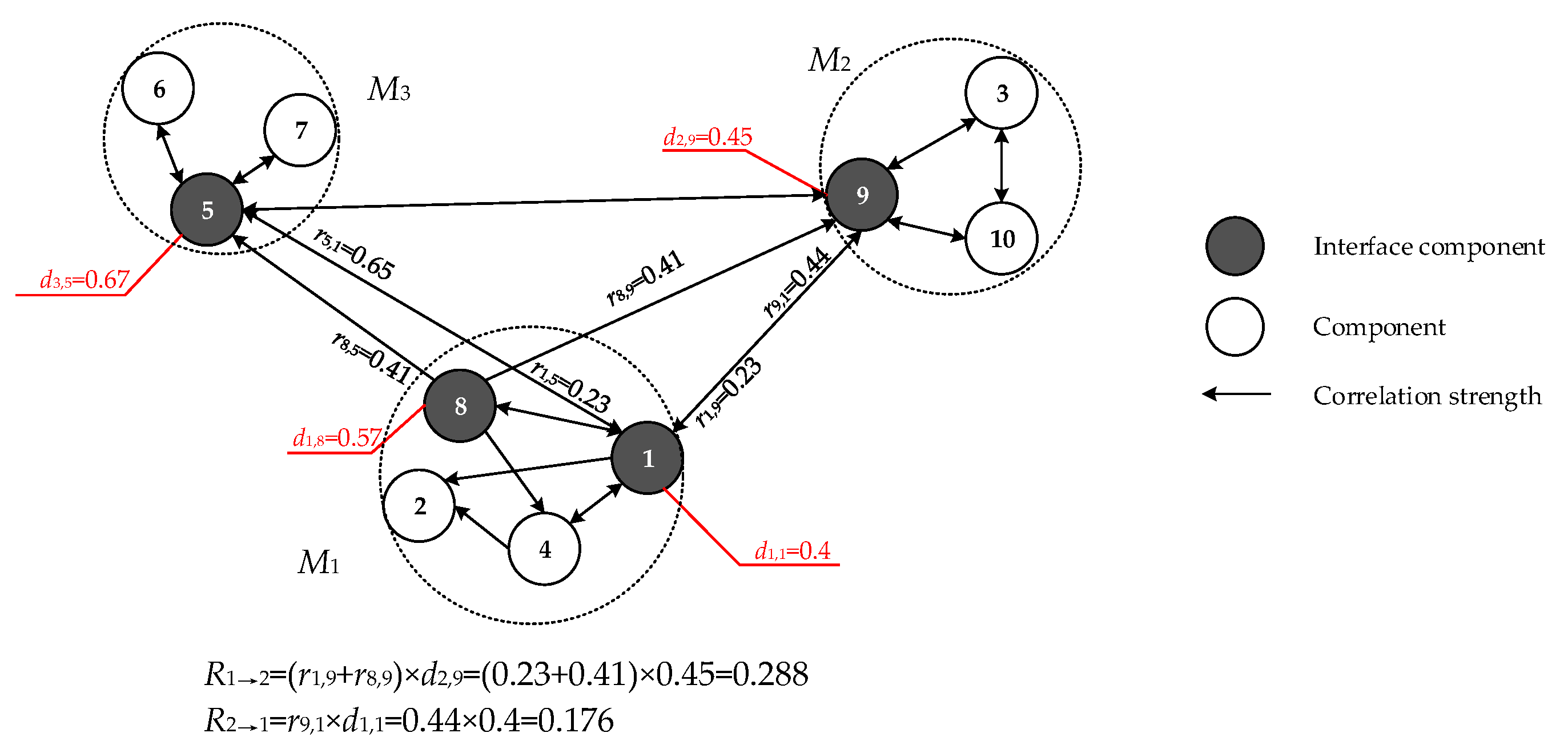
Table 5. According to Equation (11), correlations of modules of the sanitation vehicle cab are shown in
Table 6.
According to Equation (15) and historical data, the change propagation probability and change impact probability among components are shown in
Figure 12 and
Figure 13. As shown in
Figure 12 and
Figure 13, the first row and the first column represent the component numbers, the values between components represent the change propagation probability and change propagation impact probability, respectively. The larger the change propagation probability, the greater the probability of change propagation; the larger the probability of change transmission, the higher the probability of adjacent parts being propagated; the larger the change propagation impact probability, the higher the probability of the propagated components needing to be changed. Meanwhile, the gray area in
Figure 12 and
Figure 13 indicates the change propagation probability and change propagation impact probability within the same module.
The development time and cost of each component were obtained by mining the enterprise database, and the importance of the node was obtained according to the PageRank algorithm, as shown in
Table 7.
Based on the analytic hierarchy process, the weights of three indexes, the importance of node, change propagation cost and path length, are
w1 = 0.27,
w2 = 0.64, and
w3 = 0.09, respectively. The change cross-module propagation impact among different modules of the product is calculated according to Equation (16), as shown in
Table 8 (gray indicates the change propagation impact that needs to be reduced), and the total design change cross-module propagation impact is 7.44.
7.2. Control of Change Cross-Module Propagation
As shown in
Table 8, the module whose change propagation impact exceeds the average value (0.5) is optimized according to the propagation impact control strategy to reduce the impact.
- 1.
M1→M3, M2→M3, M6→M3
The propagation paths and design parameters of
M1→
M3,
M2→
M3, and
M6→
M3 are shown in
Table 9 (gray indicates design parameters that need to be optimized). As can be seen from the table: ① the development time and cost of module 3 are high, ② the dependence of module 3 on node 61 (rear weldment) is high, ③ the correlation of
M2→
M3 is high, ④ the change propagation impact probabilities between node 36 (lower shaft dust jacket) and node 59 (left weldment) and between node 33 (steering wheel controller) and node 61 (rear weldment) are high, and ⑤ the change propagation probability between node 14 (instrument panel) and node 61 (rear weldment) is high.
Problem ① was caused by two factors, the first being that too many components were included in module 3, the other being that the development cost and time of component 6 (cab pedal:
T6 +
C6 = 1.40), 11 (shock-absorbing leather strap:
T11 +
C11 = 1.45), 12 (seat:
T12 +
C12 = 1.96), 18 (vacuum pump support:
T18 +
C18 = 1.06), 37 (door assembly 1:
T37 +
C37 = 1.01), and 38 (door assembly 2:
T38 +
C38 = 1.01) are high. Consequently, the cost can be reduced, and the development time can be shortened by changing the supplier, optimizing the design process, and implementing on-site improvement. Aiming at problem ②, the physical connection mode was improved (change the welding mode to adhesive connection and thread connection) to reduce the node strength of node 61 in the module (
r61,5 = 0.57→0.34,
r61,6 = 0.28→0.19), thus reducing the dependence of module 3 on node 61 and 59 (
d3,61 = 0.62→0.58,
d3,59 = 0.55→0.52). Simultaneously, the correlation between modules was decreased (0.2465→0.2327), which means the problem ③ was solved. In terms of problem ④, the tolerance of design parameters between the lower shaft dust jacket and the left weldment and between the steering wheel controller and the rear weldment can be increased according to strategy 1, sequentially, to reduce the propagation impact probabilities (
I33,61 = 0.30→0.21,
I36,59 = 0.35→0.27). Given problem ⑤, the way connection is unable to improve on account of the connection relationship between the instrument desk and welding pieces, which is a bolt connection. Therefore, the stickup connection between the instrument desk (node 14) and instrument (node 58) for bolt connection can be improved to increase the connection strength according to strategy 4, thereby reducing change propagation probability between 14–61. In conclusion, the change propagation impact after optimization is reduced to 6.58, a decrease of 0.86 (11.6%). The cross-module change propagation impact is shown in
Table 10 (gray indicates the change propagation impact that needs to be reduced).
In addition to the above control strategies, the change cross-module propagation impact can be reduced by the module scheme being redistricted according to strategies 5 and 6, reducing the number of components in module 3, and replacing the existing interfaces 59 and 61 with interfaces of lower importance.
- 2.
M3→M5
The propagation path and design parameters of
M3→
M5 are shown in
Table 11 (gray indicates design parameters that need to be optimized). The relations between node 16 (vacuum booster motor support) and node 15 (vacuum booster motor), and between node 18 (vacuum pump support) and node 17 (vacuum pump) are close. However, the correlation strength between 16–61 and 18–61 in the module is only 0.13, which is significantly lower than that between nodes 15 and 18. Therefore, node 16 (vacuum booster motor support) and node 18 (vacuum pump support) can be divided into module 5 (brake assist module), in line with the principle of functional division. After the change, the total cross-module propagation impact is 6.15, down 0.43 (6.5%).
- 3.
M5→M4
As shown in
Table 12 (gray indicates design parameters that need to be optimized), the development cost and time of node 21 are high, at the same time the correlation between modules is high because of a strong association between interfaces. To reduce the change cross-module propagation impact, first, the development cost and time can be decreased by supplier management (development time: 3.2→2.6, development cost: 420→335
T21 +
C21 = 1.09→0.84). Second, the strong connections between interfaces—screw connections, bolt connections, and welding—can be optimized into weak connections such as elastic deformation connections and lock connections to reduce the association strength according to strategy 3, thereby reducing module correlation and change propagation probability. After the change, the total product cross-module propagation impact is 5.85, a decrease of 0.3 (4.9%).
Furthermore, since paths between M5 and M4 are bidirectional, which leads to the number of the relationships between interfaces being large and the strength of that being large, the change cross-module propagation impact can be reduced by merging modules.
In summary, the change propagation effect of the cross-module decreases from 7.44 to 5.85 and shows a decrease of 21.4% through the improvement of product structure and component attributes. The optimization effect of each module is summarized in
Table 13, and the design change cross-module propagation impact of the optimized product is shown in
Table 14.
7.3. Result Analysis
In order to verify the effectiveness of the method mentioned above, the multi-population genetic algorithm in literature [
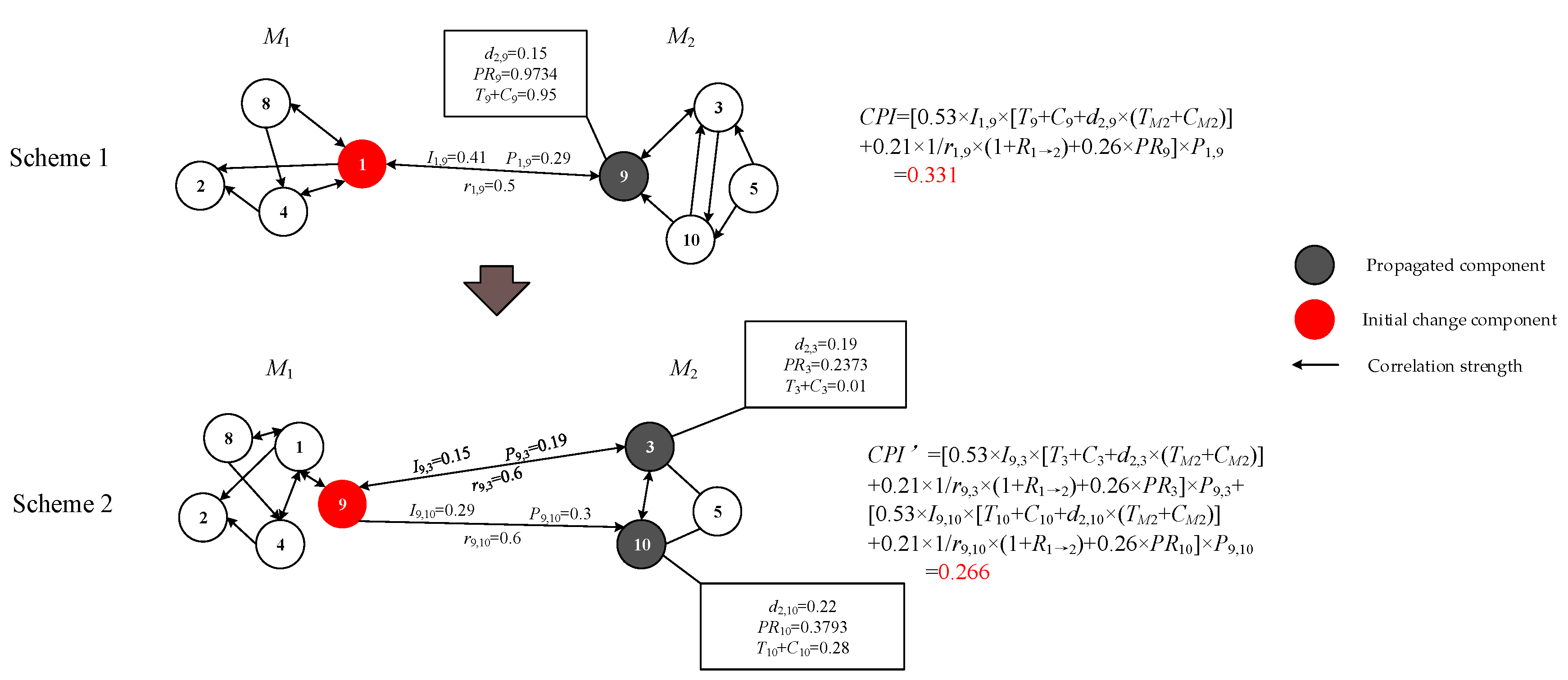
41] is adopted in this paper to search for the optimal propagation path of the scheme before and after the implementation of the strategy (node 21 as the initial change node). The search results are shown in
Table 15. According to the
CPI of the optimal path, the propagation plan after the implementation of strategies is better, and the capital cost and time of the actual change are reduced to a certain extent. By comparing the optimal paths in
Table 5, it can be seen that the optimal change propagation scheme of existing products can be found only through the design change propagation routing, which can help enterprises make better decisions about the product design change scheme, but it cannot optimize and improve the factors that negatively affect the change propagation impact in product modularization. For example, the excessive number of interfaces leads to the increase of the possibility of cross-module. According to the change propagation impact control strategy based on modular structure and component attributes proposed in the paper, the structure of modular products and attributes of interfaces can be reasonably optimized to control the change propagation integration impact, and better design change decisions can be made by combining relevant path optimization methods. Therefore, the implementation of propagation control strategy for modular products has a certain guiding significance in reality. In fact, it is inevitable to spend cost and time during the implementation of change propagation control strategies [
70]. However, there will be a balance between the cost caused by design change propagation control and the reduced change propagation impact, which is indeed a research hotspot, the difficulty of which and has been studied and discussed in [
70,
71]. Therefore, the tradeoff between the cost of implementing the control strategies and changes in
CPI is not explored in this paper.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}