
Comparison of 3D Printout Quality from FDM and MSLA Technology in Unit Production



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
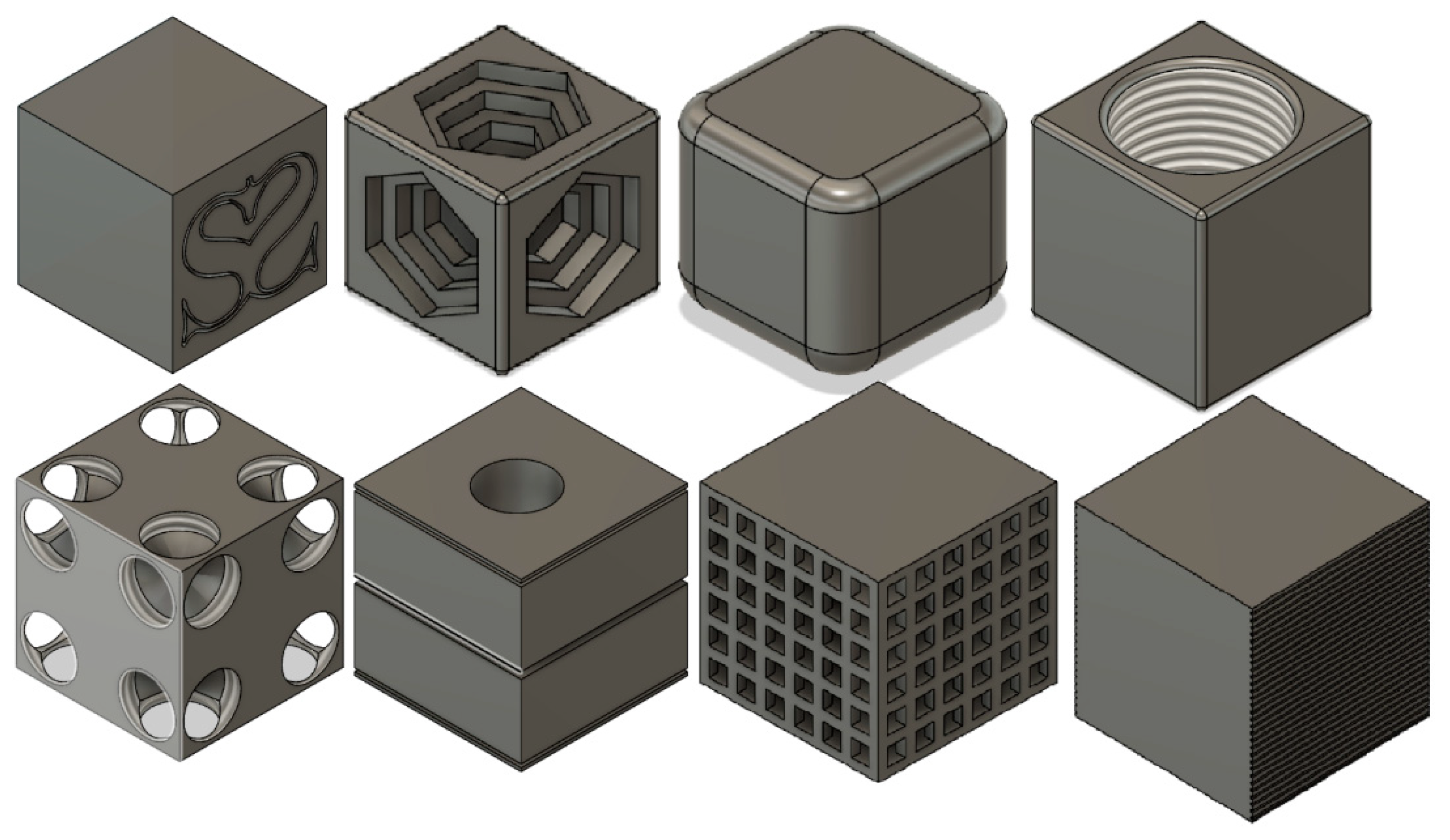
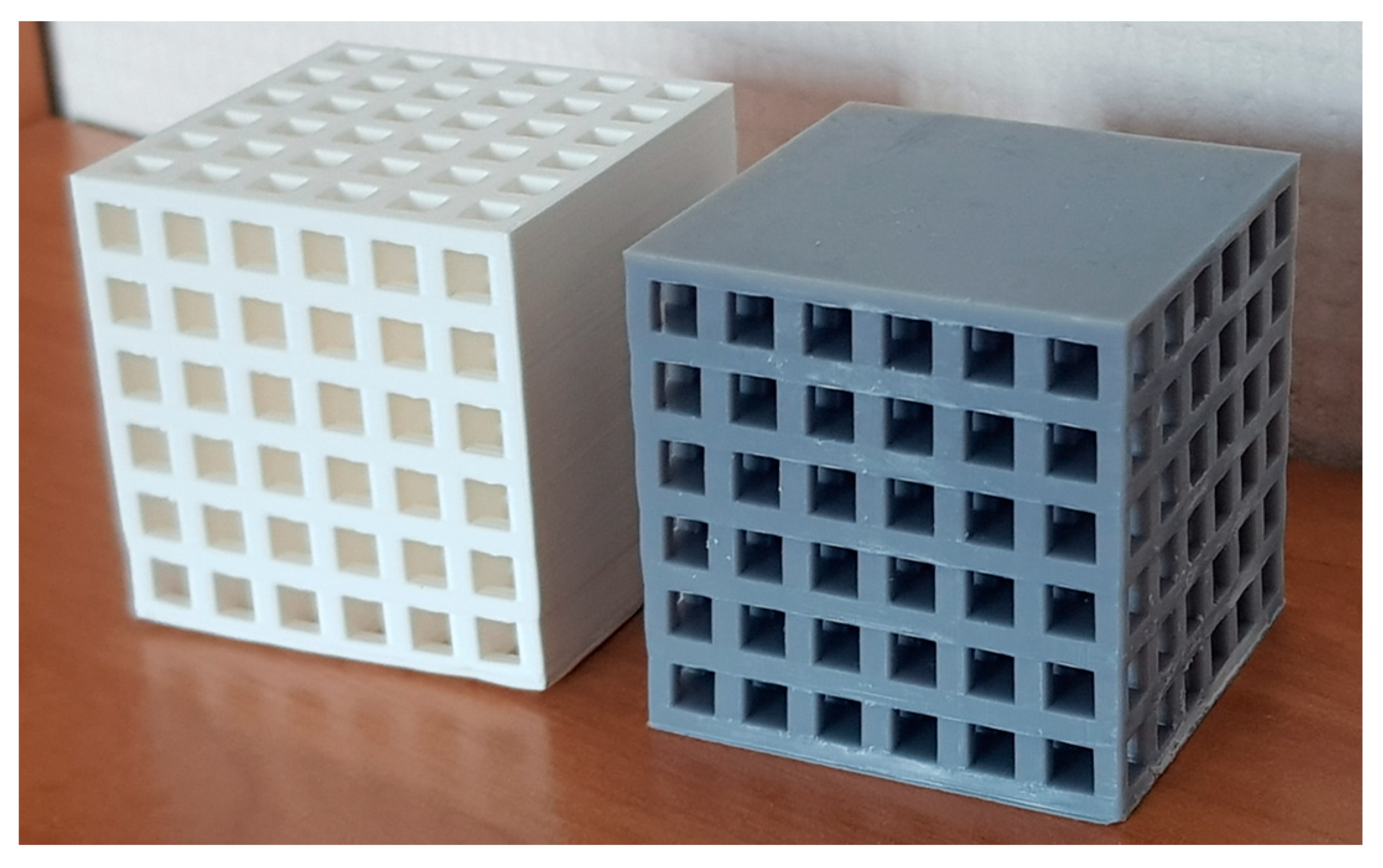
2.1.1. Models Designing
- Wall filling;
- Patterns on the walls;
- Surface roughness;
- The sharpness of edges;
- The sharpness of corners;
- Additional irregular tabs (that were possible to print without supports in the case of FDM technology);
- Weight.
2.1.2. 3D Printing Technologies, Materials and Parameters
2.2. Methods
2.2.1. Survey Questionnaire
2.2.2. Experts’ Selection
- Two people—graphic designers, who designed 3D models in programs such as CAD, Inventor, Fusion 360;
- Two people—businessmen who ran small companies on 3D printing;
- Two people—doctors in production engineering, conducting research on 3D printing technology;
- Two people—clients of a 3D element printing company;
- Two people—who were not in any of the above categories.
2.2.3. Unit Production
- High variety of products and low volume;
- Individualization of products;
- Use of general-purpose machines and facilities;
- Highly skilled operators;
- Large inventory of materials, tools, and parts;
- Variability of material demands;
- Detailed planning;
- High diversity of technological operations;
- High diversity of production times for a unit;
- Often retooling;
- An important role of customer service and management.
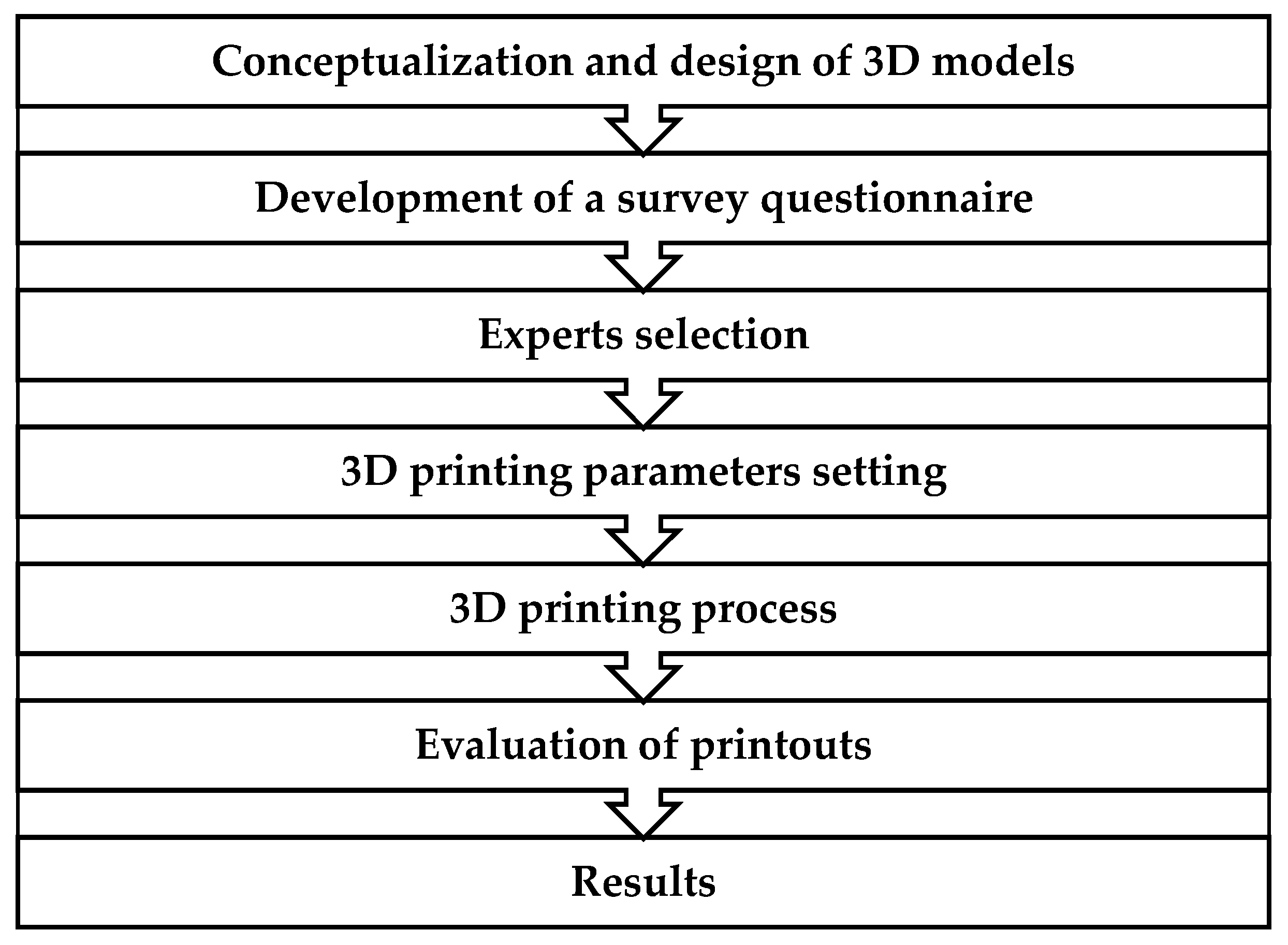
2.2.4. Methodology
3. Results
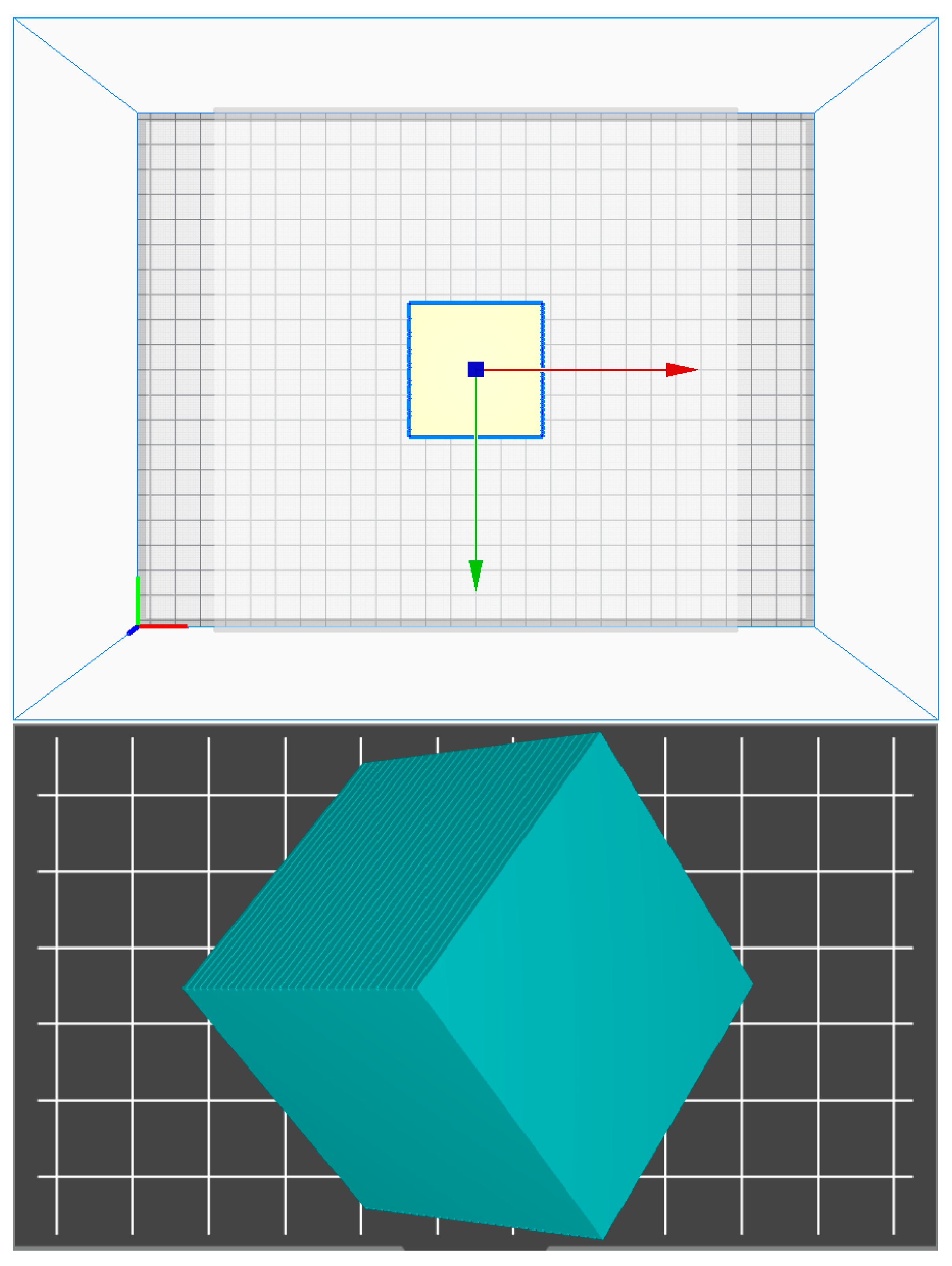
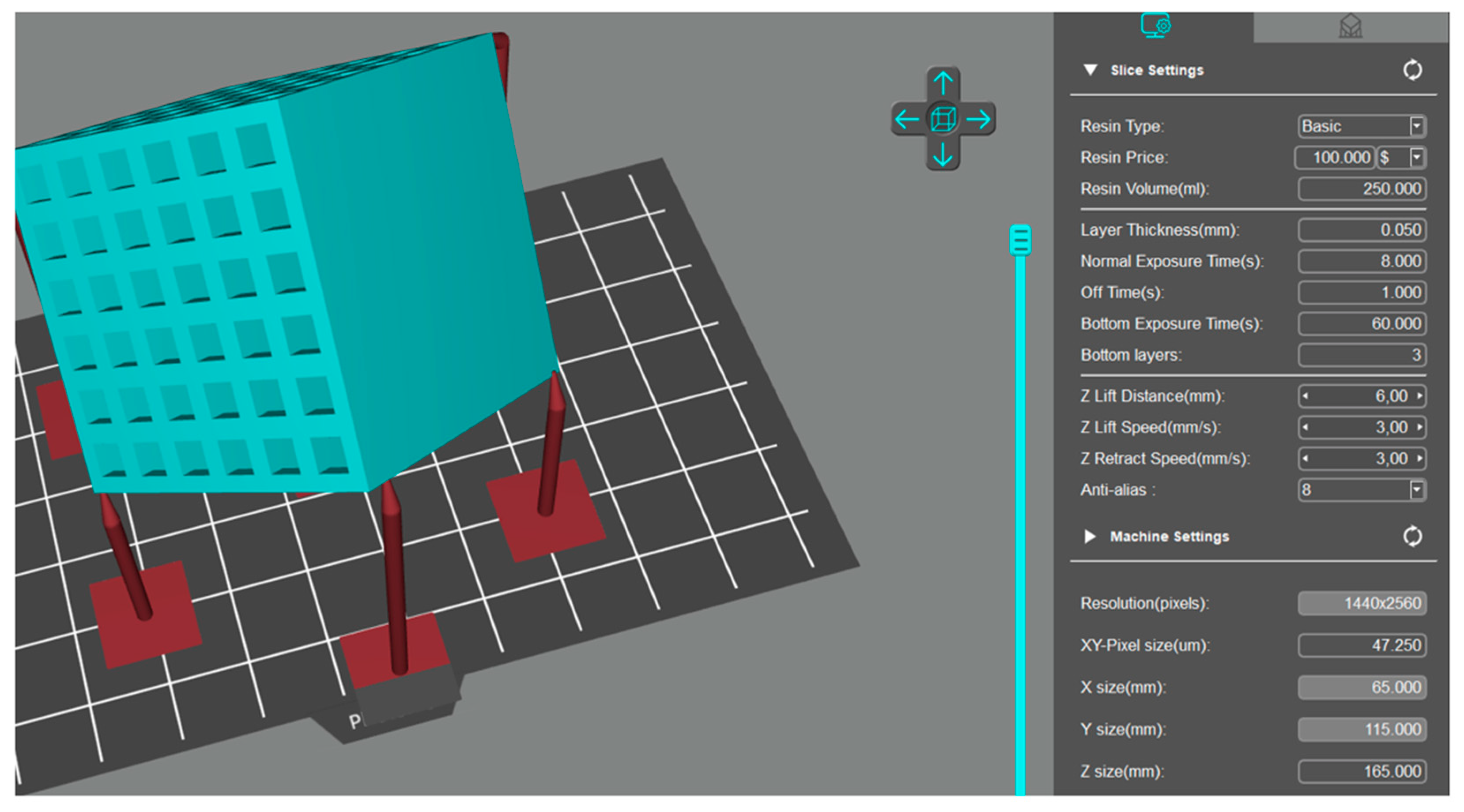
3.1. Models Designing Effects and Printing Preparation
3.2. Printouts
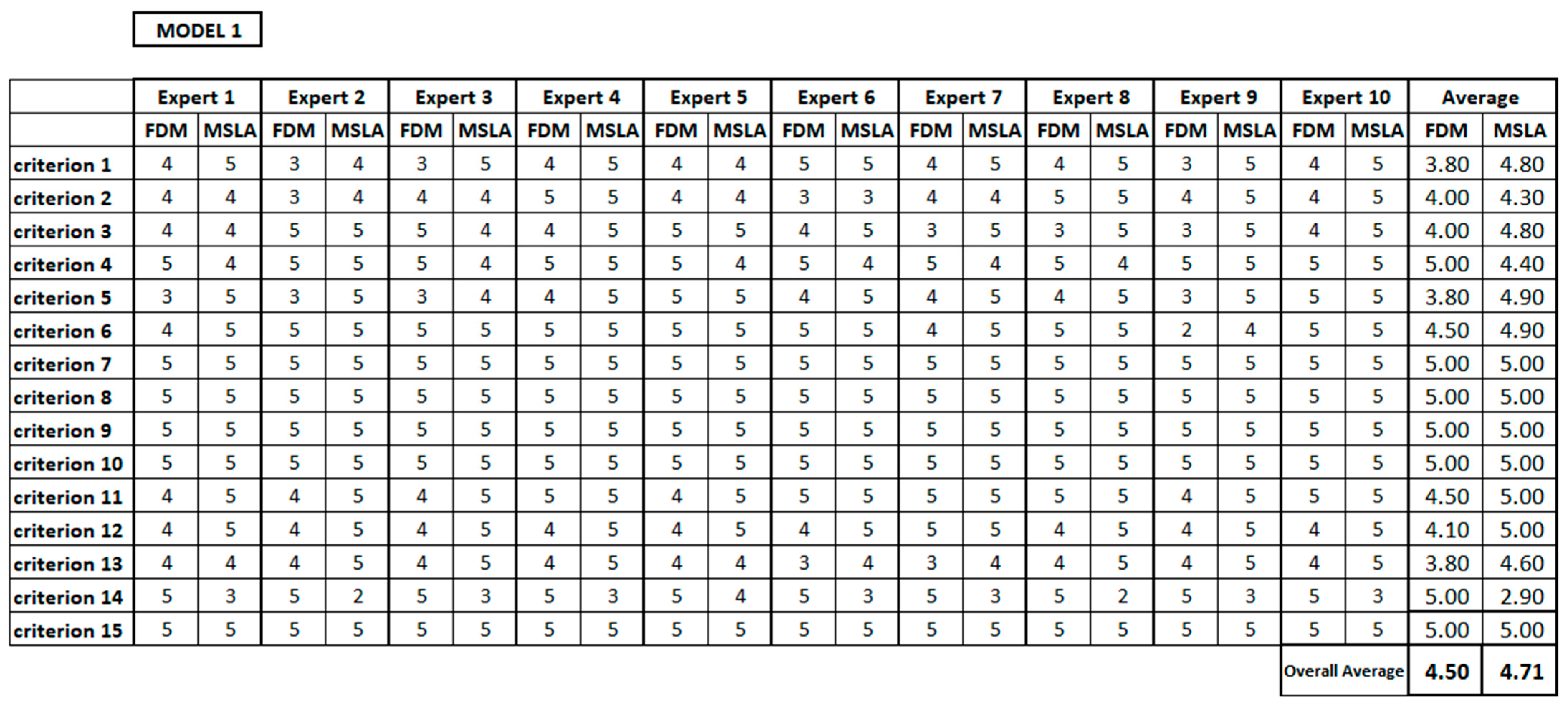
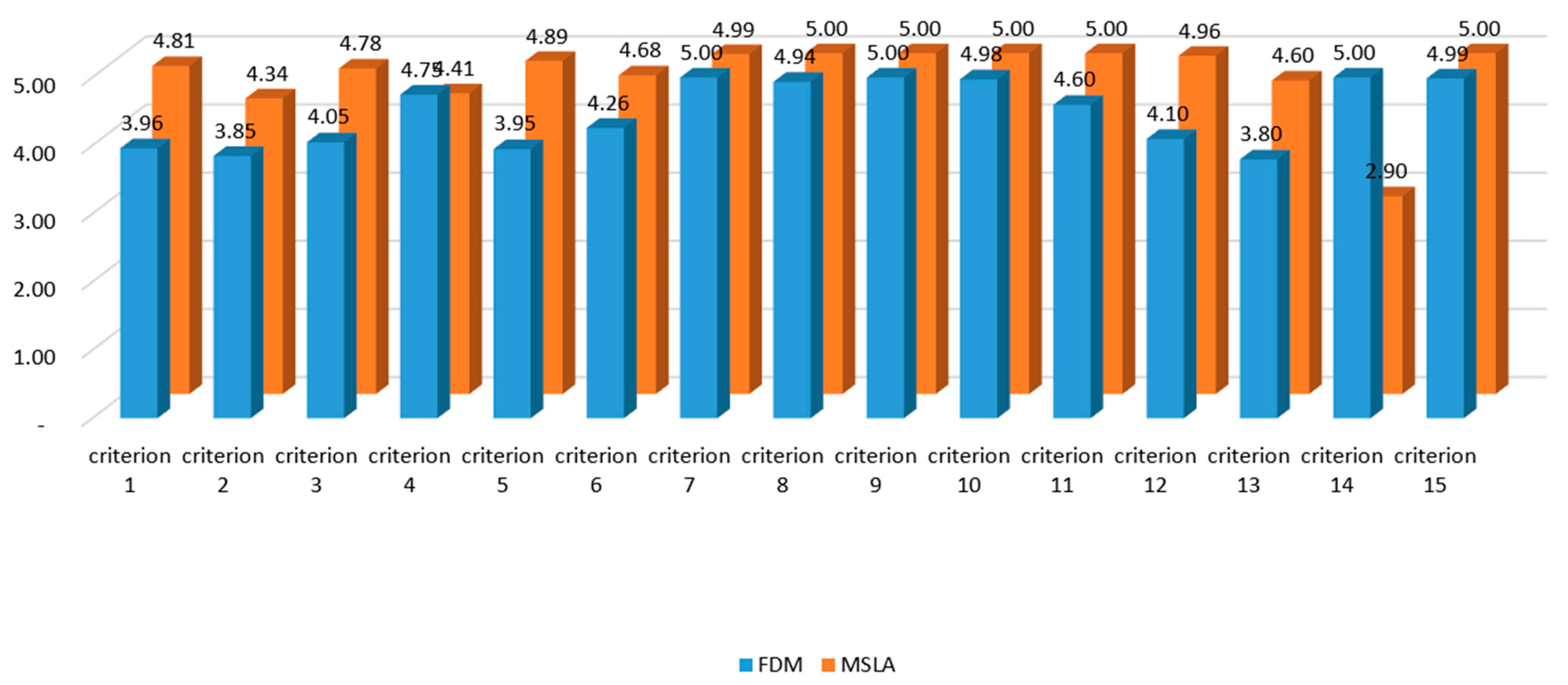
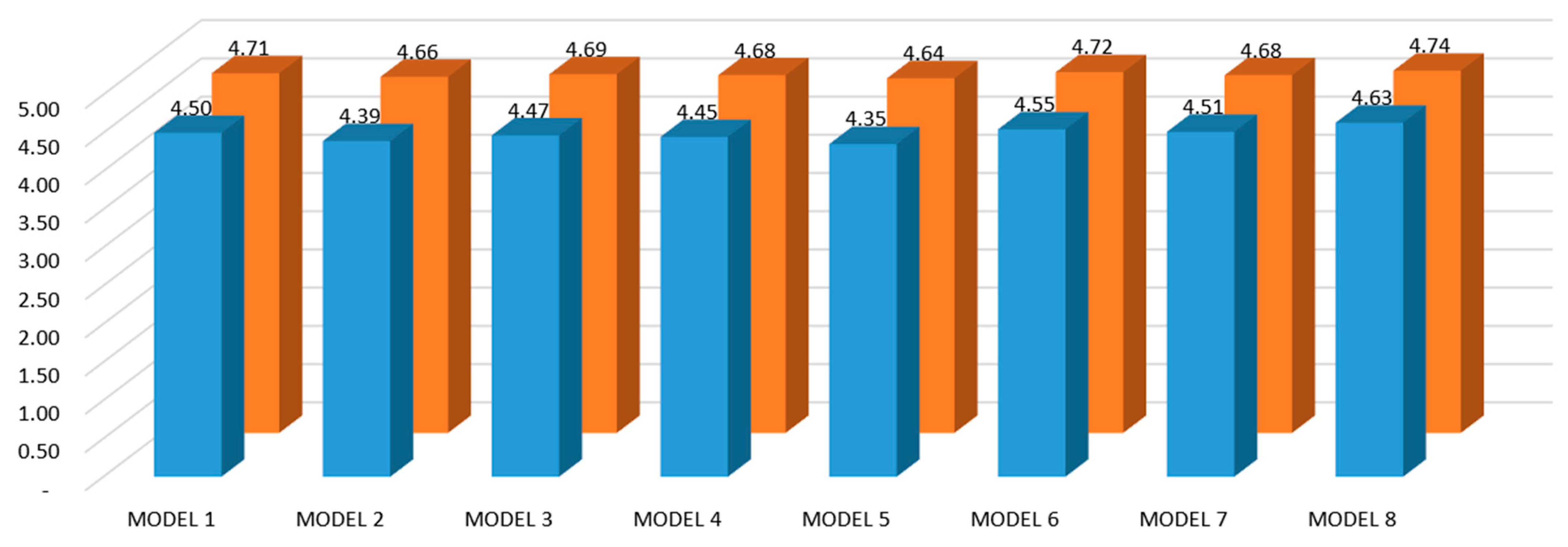
3.3. Results and Analysis of Printouts Assessment
4. Discussion
5. Conclusions
- Washing in highly concentrated alcohol; for the purpose of the research, technical isopropanol was used;
- Irradiation with an ultraviolet lamp or exposure to sunlight; for the purposes of the study, ultraviolet diodes were used. The time spent on these activities was not included in the printing time in the case of the conducted research.
- FDM printers are better suited for producing items with sharp edges or surfaces with sharp patterns. Examples of such surfaces are threads or threaded holes. Purely technical elements, such as models of gears, will also be printed exactly by the FDM technology printer;
- MSLA printers are much better at dealing with curved shapes. Therefore, they can be much better suited for the manufacturing of rounded elements such as body parts or character models;
- FDM printers do not require any post-printing activities, such as additional rinsing of printouts or their hardening. The filaments are non-toxic and do not emit unpleasant odors. This makes them well suited for use in less spacious, poorly ventilated rooms, such as in homes (by hobbyists, amateurs), and for 3D designers who also provide 3D printing services;
- The polymer resin used for MSLA printing is highly pungent and toxic. It requires well-ventilated rooms, so it may not be suitable for hobby use and unit production, e.g., by graphic designers or architects and designers who want to use this technology in the form of a desktop printer in their design office.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martin, C.; Leurent, H. Technology and innovation for the future of production: Accelerating value creation. In Proceedings of the World Economic Forum, Geneva, Switzerland, 31 March 2017. [Google Scholar]
- Stecuła, K. Application of Virtual Reality for Education at Technical University. In Proceedings of the 12th Annual International Conference of Education, Research and Innovation, Seville, Spain, 11–13 November 2019; pp. 7437–7444. [Google Scholar]
- Campbell, T.; Williams, C.; Ivanova, O.; Garrett, B. Could 3D printing change the world. In Technologies, Potential, and Implications of Additive Manufacturing; Atlantic Council: Washington, DC, USA, 2011; Volume 3, pp. 1–16. [Google Scholar]
- Dadoo, A.; Jain, S.; Mowar, A.; Bansal, V.; Trivedi, A. 3D Printing Using CAD Technology or 3D Scanners, A Paradigm Shift in Dentistry—A Review. Int. J. Med. Dent. Res. 2021, 1, 35–40. [Google Scholar]
- Saeedi, M.; Rezadoust, A.M.; Baniasadi, H.; Lotfi, M. Investigation of process variables in 3D printing of chocolate. Innov. Food Technol. 2021, 8, 157–172. [Google Scholar]
- Raiapaksha, R.; Thilakarathne, B.L.S.; Kondarage, Y.G.; De Silva, R. Design and development of pump based chocolate 3D printer. In Proceedings of the 2021 International Research Conference on Smart Computing and Systems Engineering (SCSE), Colombo, Sri Lanka, 16 September 2021; Volume 4, pp. 190–194. [Google Scholar]
- Satsangi, R.; Singh, H.; Satsangee, G.R.; Agrawal, S.; Sharma, S.; Gautam, G. The concept of Viscous Material (Chocolate) 3D Printer/Food 3D Printer. Int. Res. J. Eng. Technol. 2018, 5, 2144–2148. [Google Scholar]
- Mitra, S.; de Castro, A.R.; El Mansori, M. On the rapid manufacturing process of functional 3D printed sand molds. J. Manuf. Process. 2019, 42, 202–212. [Google Scholar] [CrossRef] [Green Version]
- Sivarupan, T.; Balasubramani, N.; Saxena, P.; Nagarajan, D.; El Mansori, M.; Salonitis, K.; Jolly, M.; Dargusch, M.S. A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 2021, 40, 101889. [Google Scholar] [CrossRef]
- Gervasoni, S.; Terzopoulou, A.; Franco, C.; Veciana, A.; Pedrini, N.; Burri, J.T.; de Marco, C.; Siringil, E.C.; Chen, X.-Z.; Nelson, B.J.; et al. CANDYBOTS: A New Generation of 3D-Printed Sugar-Based Transient Small-Scale Robots. Adv. Mater. 2020, 32, 2005652. [Google Scholar] [CrossRef]
- Farzin, A.; Miri, A.K.; Sharifi, F.; Faramarzi, N.; Jaberi, A.; Mostafavi, A.; Solorzano, R.; Zhang, Y.S.; Annabi, N.; Khademhosseini, A.; et al. 3D-Printed Sugar-Based Stents Facilitating Vascular Anastomosis. Adv. Healthc. Mater. 2018, 7, 1800702. [Google Scholar] [CrossRef] [Green Version]
- Strother, H.; Moss, R.; McSweeney, M.B. Comparison of 3D printed and molded carrots produced with gelatin, guar gum and xanthan gum. J. Texture Stud. 2020, 51, 852–860. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Chynybekova, K.; Choi, S.-M. Flexible patterns for soft 3d printed fabrications. Symmetry 2019, 11, 1398. [Google Scholar] [CrossRef] [Green Version]
- Iqbal, A.; Mahmood, T.; Ali, Z.; Riaz, M. On Enhanced GLM-Based Monitoring: An Application to Additive Manufacturing Process. Symmetry 2022, 14, 122. [Google Scholar] [CrossRef]
- Pham, G.N.; Lee, S.-H.; Kwon, O.-H.; Kwon, K.-R. A watermarking method for 3D printing based on menger curvature and K-Mean clustering. Symmetry 2018, 10, 97. [Google Scholar] [CrossRef] [Green Version]
- Szykiedans, K.; Credo, W. Mechanical Properties of FDM and SLA Low-cost 3-D Prints. Procedia Eng. 2016, 136, 257–262. [Google Scholar] [CrossRef] [Green Version]
- Finnes, T. High definition 3d printing—Comparing sla and fdm printing technologies. J. Undergrad. Res. 2015, 13, 3. [Google Scholar]
- Moldovan, C.; Cosma, C.; Berce, P.; Nicolae, B. Theoretical analysis and practical case studies of SLA, Polyjet and FDM manufacturing techniques. Acta Tech. Napoc. Series Appl. Math. Mech. Eng. 2018, 61, 401–408. [Google Scholar]
- Achillas, C.; Tzetzis, D.; Raimondo, M.O. Alternative production strategies based on the comparison of additive and traditional manufacturing technologies. Int. J. Prod. Res. 2017, 55, 3497–3509. [Google Scholar] [CrossRef]
- Kluska, E.; Gruda, P.; Majca-Nowak, N. The accuracy and the printing resolution comparison of different 3D printing technologies. Trans. Aerosp. Res. 2018, 2018, 69–86. [Google Scholar] [CrossRef] [Green Version]
- Rebong, R.E.; Stewart, K.T.; Utreja, A.; Ghoneima, A.A. Accuracy of three-dimensional dental resin models created by fused deposition modeling, stereolithography, and Polyjet prototype technologies: A comparative study. Angle Orthod. 2018, 88, 363–369. [Google Scholar] [CrossRef] [Green Version]
- Singh, R. Some investigations for small-sized product fabrication with FDM for plastic components. Rapid Prototyp. J. 2013, 19, 58–63. [Google Scholar] [CrossRef]
- Groth, C.; Kravitz, N.D.; Jones, P.E.; Graham, J.W.; Redmond, W.R. Three-dimensional printing technology. J. Clin. Orthod. 2014, 48, 475–485. [Google Scholar] [PubMed]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3D/4D Printing of Polymers: Fused Deposition Modelling (FDM), Selective Laser Sintering (SLS), and Stereolithography (SLA). Polymers 2021, 13, 3101. [Google Scholar] [CrossRef] [PubMed]
- Autodesk What Is Fusion 360? Available online: https://www.autodesk.pl/ (accessed on 14 March 2022).
- Zhou, Y.; Nyberg, T.; Xiong, G.; Liu, D. Temperature analysis in the fused deposition modeling process. In Proceedings of the 2016 3rd International Conference on Information Science and Control Engineering (ICISCE), Beijing, China, 8–10 July 2016; pp. 678–682. [Google Scholar]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D printing of polymers containing natural fillers: A review of their mechanical properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [Green Version]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Hull, C.W. Apparatus for production of three-dimensional objects by stereolithography. U.S. Patent No. 4,575,330, 1986. [Google Scholar]
- Gibson, I.; Jorge Bartolo, P. History of Stereolithography. Stereolithography Mater. Process. Appl. 2015, 3, 41–43. [Google Scholar]
- Prindle, D. With Lasers and Hot Nylon, Formlabs Just Took 3D Printing to a Whole New Level. Available online: https://www.digitaltrends.com/cool-tech/formlabs-fuse1-sls-printer-news/ (accessed on 25 March 2022).
- Devil Design Devil Design. Available online: https://devildesign.com/ (accessed on 20 April 2022).
- Xing, B.; Cao, C.; Zhao, W.; Shen, M.; Wang, C.; Zhao, Z. Dense 8 mol % yttria-stabilized zirconia electrolyte by DLP stereolithography. J. Eur. Ceram. Soc. 2020, 40, 1418–1423. [Google Scholar] [CrossRef]
- Anycubic Anycubic. Available online: https://www.anycubic.com/products/ (accessed on 20 April 2022).
- Cieślak, M. Prognozowanie Gospodarcze: Metody i Zastosowanie; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2001. [Google Scholar]
- Ferreira, F.A.F.; Marques, C.S.E.; Reis, M.M.; Ferreira, N.C.; Çipi, A. Evolutionary patterns and development prospects for e-government: A Delphi-based approach to perceptions of the administrative agent. J. Bus. Econ. Manag. 2015, 16, 18–36. [Google Scholar] [CrossRef] [Green Version]
- Kuo, Y.-F.; Chen, P.-C. Constructing performance appraisal indicators for mobility of the service industries using Fuzzy Delphi Method. Expert Syst. Appl. 2008, 35, 1930–1939. [Google Scholar] [CrossRef]
- Liaw, C.-Y.; Guvendiren, M. Current and emerging applications of 3D printing in medicine. Biofabrication 2017, 9, 24102. [Google Scholar] [CrossRef] [PubMed]
- Skowron, A. Wybrane zagadnienia badania cyklu realizacji zamówienia klienta w produkcji jednostkowej. Zeszyty Naukowe. Organizacja Zarządzanie Politechnika Śląska 2014, 73, 541–554. [Google Scholar]
- Mahmoud, M.A. Classification of Production Systems; University of Technology: Baghdad, Iraq, 2014. [Google Scholar]
- Google Google Trends. Available online: https://trends.google.com/trends/ (accessed on 2 February 2022).
- Piedra-Cascón, W.; Krishnamurthy, V.R.; Att, W.; Revilla-León, M. 3D printing parameters, supporting structures, slicing, and post-processing procedures of vat-polymerization additive manufacturing technologies: A narrative review. J. Dent. 2021, 109, 103630. [Google Scholar] [CrossRef] [PubMed]
- Oskui, S.M.; Diamante, G.; Liao, C.; Shi, W.; Gan, J.; Schlenk, D.; Grover, W.H. Assessing and reducing the toxicity of 3D-printed parts. Environ. Sci. Technol. Lett. 2016, 3, 1–6. [Google Scholar] [CrossRef]
- Maines, E.M.; Porwal, M.K.; Ellison, C.J.; Reineke, T.M. Sustainable advances in SLA/DLP 3D printing materials and processes. Green Chem. 2021, 24, 958–959. [Google Scholar] [CrossRef]
- Vasilescu, M.D. Technical considerations on the 3D printing components with DLP 3D printing process with ecological resin. Sci. Bull. Nav. Acad. 2020, 23, 34–40. [Google Scholar] [CrossRef]
- Choudhari, C.M.; Patil, V.D. Product development and its comparative analysis by SLA, SLS and FDM rapid prototyping processes. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 12009. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Diameter of filament | 1.75 mm/2.85 mm |
| Dimensional tolerance of filament | ±0.05 mm |
| Roundness of filament | ±0.02 mm |
| Surface of the material | Gloss |
| Shrinkage of the material | Very low |
| Product weight | 1.0 kg net, 1.36 kg gross |
| Spool material | Transparent polycarbonate |
| Packaging | Printed cardboard |
| Package size | ~205 × 205 × 80 mm |
| Vacuum packaging | Yes |
| Moisture absorber | Yes |
| Hotend suggested temperature | 200–235 °C |
| Build plate suggested temperature | 50–60 °C |
| Recommendation of cooling the printout | Recommended |
| Density | 1.24 g/cm3 |
| Elongation at Break | 160% |
| Spencer impact | 2.5 joules |
| Softening temperature | ~50 °C |
| Parameter | Value |
|---|---|
| Layer height | 0.1 mm |
| Wall thickness | 0.8 mm |
| Wall line count | 2 |
| Top and bottom thickness | 0.8 mm |
| Top layers | 8 |
| Bottom Layers | 8 |
| Infill density | 20% |
| Infill pattern | Grid |
| Printing temperature | 200 °C |
| Build plate temperature | 60 °C |
| Print speed | 40 mm/s |
| Retraction | Enabled |
| Fan Speed | 100% |
| Supports | No supports |
| Build plate adhesion type | Skirt |
| Parameter | Value |
|---|---|
| Layer thickness | 0.050 mm |
| Normal exposure time | 8 s |
| Off time | 1 s |
| Bottom exposure time | 60 s |
| Bottom layers | 3 |
| Z lift distance | 6 mm |
| Z lift speed | 3 mm/s |
| Z retract speed | 3 mm/s |
| Anti-alias | 8 |
| LCD screen resolution | 1440 × 2560 pixels |
| XY-Pixel size | 47.250 μm |
| X size | 65 mm |
| Y size | 115 mm |
| Z size | 165 mm |
| Supports | Yes |
| Parameter | Value |
|---|---|
| Printing Technology | LCD-based SLA 3D Printer |
| Light-source | UV integrated light wavelength 405 nm |
| XY DPI | 47 um (2560 × 1440) |
| Y axis resolution | 1.25 um |
| Layer resolution | 25~100 um |
| Printing speed | 20 mm/h |
| Rated Power | 50 W |
| Printer size: 230 mm × 200 mm × 400 mm | Printer size: 230 mm × 200 mm × 400 mm |
| Printing volume | 115 mm × 65 mm × 165 mm (4.52″ × 2.56″ × 6.1″) |
| Printing material | 405 nm photosensitive resin |
| Connectivity | USB Port |
| Number of Criterion | Criteria for Evaluation of the Printouts | Scale |
|---|---|---|
| 1. | The accuracy of surface | 1–5 |
| 2. | The accuracy of grooves | 1–5 |
| 3. | The accuracy of overhangs (that are possible to print without supports) | 1–5 |
| 4. | The accuracy of edges | 1–5 |
| 5. | Smoothness of surfaces | 1–5 |
| 6. | Lack of visible flaws | 1–5 |
| 7. | Lack of cracks | 1–5 |
| 8. | Lack of melting | 1–5 |
| 9. | Lack of rolled up layers | 1–5 |
| 10. | Lack of delamination | 1–5 |
| 11. | Lack of visible gaps between layers | 1–5 |
| 12. | Lack of dents or gouges on the surface with a slight overhang | 1–5 |
| 13. | Assessment of the noise of a working printer | 1–5 |
| 14. | Assessment of the nuisance of the smell emitted by the printer | 1–5 |
| 15. | Lack of visible asymmetry of the printout | 1–5 |
| Number of a Model | FDM | MSLA |
|---|---|---|
| 1 | 524 | 275 |
| 2 | 314 | 275 |
| 3 | 459 | 275 |
| 4 | 602 | 275 |
| 5 | 542 | 275 |
| 6 | 490 | 275 |
| 7 | 977 | 275 |
| 8 | 414 | 275 |
| Sum (minutes) | 4322 | 2200 |
| Averages (minutes) | 540 | 275 |
| Sum (hours) | 72.0 | 36.7 |
| Averages (hours) | 9.0 | 4.6 |
| FDM | MSLA |
|---|---|
| The worse overall accuracy of surfaces. | The better overall accuracy of surfaces. |
| Visible overhang microdefects. | No visible overhang imperfections. |
| Higher edges accuracy. | The sharpness of the edges is not perfect. |
| Imperfections and fine lines visible on some surfaces. | The surfaces appear to be perfectly smooth. |
| Imperfections as points may occur in points where the nozzle starts layers. | No seam and no points in points where the nozzle starts successive layers. |
| Rolling up layers may occur. In the research, this problem did not occur. | No detachment of the first layer from the build plate (better adhesion). |
| Melting can occur. | No melting. There is no heating of the resin. |
| Delamination may occur. | The layers are very fine, there is no visible delamination. |
| Louder operation. The printer emits noise during the printing process. | Quieter operation. The printer emits noise during the printing process. |
| Emission of slight smell. | The unpleasant smell of polymer resin. |
| Possibility to use biodegradable and the environment- and user-friendly filaments. | Low availability/lack of substitutes for toxic polymer resins. |
| Lack of visible asymmetry of the printout | Lack visible asymmetry of the printout |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orzeł, B.; Stecuła, K. Comparison of 3D Printout Quality from FDM and MSLA Technology in Unit Production. Symmetry 2022, 14, 910. https://doi.org/10.3390/sym14050910
Orzeł B, Stecuła K. Comparison of 3D Printout Quality from FDM and MSLA Technology in Unit Production. Symmetry. 2022; 14(5):910. https://doi.org/10.3390/sym14050910
Chicago/Turabian StyleOrzeł, Bartosz, and Kinga Stecuła. 2022. "Comparison of 3D Printout Quality from FDM and MSLA Technology in Unit Production" Symmetry 14, no. 5: 910. https://doi.org/10.3390/sym14050910
APA StyleOrzeł, B., & Stecuła, K. (2022). Comparison of 3D Printout Quality from FDM and MSLA Technology in Unit Production. Symmetry, 14(5), 910. https://doi.org/10.3390/sym14050910