
Estimation of the FST-Layering Time for Shock Ignition ICF Targets


Abstract
:1. Introduction
- (1)
- The process starts with the ramp filling of a batch of unmounted shells located in the shell container with fuel gas at room temperature (300 K) and transporting them at the same temperature from the filling system to the layering module. In order to obtain a thick cryogenic layer (Table 1, W = 198 − 147 μm), the shells are filled to a high internal pressures Pf with deuterium (D2) and deuterium-tritium mixture (DT). The filling stage for SI-targets was studied in detail in [5] where we presented the results of modeling the D2/DT-fill time and rates for SI-targets. It was found that the fill pressures were Pf = 678–1250 atm for D2 and Pf = 690–1230 atm for DT. When implementing the optimal filling procedure with a constant pressure gradient, the calculations showed that, on average, the SI-targets can be filled to the required pressures in a time from 1.65 h (polyimide) to 7 h (polystyrene) with Young’s modulus E = 3 GPa and a safety factor δ = 0.55 (i.e., with half the pressure drop across the shell wall relative to the maximum allowable value). As the value of δ increases, the filling time is even shorter.
- (2)
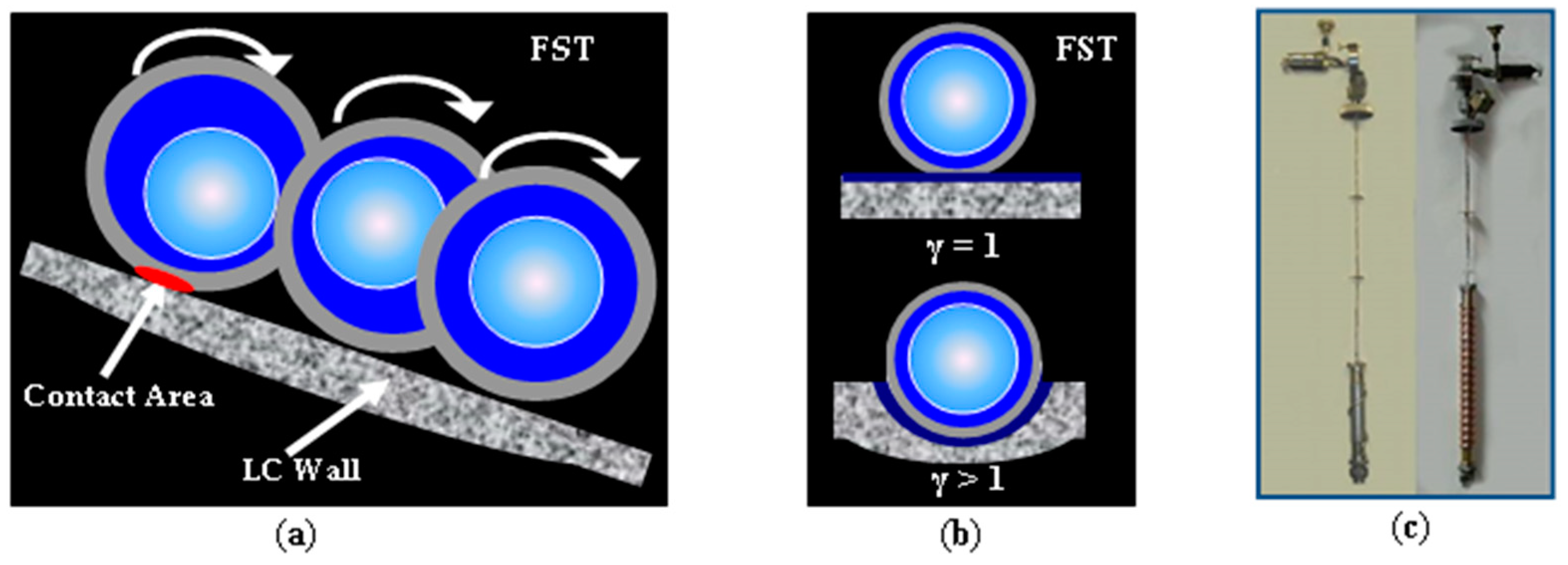
- The next stage includes mounting the shell container in the layering module, followed by its cooling to the depressurization temperature Td, which is significantly lower than room temperature. The depressurization procedure is necessary to drop the pressure in the shell container and remove the fuel outside the shells. Taking into account that the fill pressure Pf is very high (as mentioned above), it is necessary to determine the conditions that exclude both the shell damage by internal pressure and the fuel leakage from the shells due to back diffusion. The fulfilment of these conditions is possible only at the temperature decrease, when the gas pressure drops down, the gas permeability decreases, and the strength of the shell material increases. We have found that for polystyrene shells with a tensile strength σ < 50 MPa, the required pressure reduction for a safe depressurization of the shell container (considering both D2 and DT) can be achieved only by liquefying the fuel inside it, i.e., for Td < Tcp (Tcp is the critical point temperature). A gravitationally sagged liquid remains in the shells, and this is an initial fuel state before the FST-layering (Figure 1c, at the top). For stronger shells (σ ~ 110 MPa), the depressurization temperature can reach the values Td = 45 K > Tcp, i.e., the value of σ is sufficient to depressurize the shell container when the fuel is gaseous (it can be, for example, for polyimide and glow discharge polymer).
- (3)
- The final step is freezing the spherically symmetric layer in the shells during their rolling inside the spiral layering channel, i.e., the fabrication of the cryogenic target itself (Figure 1c, at the bottom). It is to this stage that this work will be devoted.
2. Mathematical Modeling of the SI-Target Fabrication by the FST-Layering Method
- ―
- A random target rotation when it is rolling down along the layering channel (single, double, or triple spirals) results in a liquid layer symmetrization (Figure 2a).
- ―
- A heat transport outside the target via conduction through a small contact area between the shell wall and the layering channel wall results in a liquid layer freezing (Figure 2a,b).
- Target cooling from T = 300 K to the temperature Td. This stage is important for the shell container depressurization.
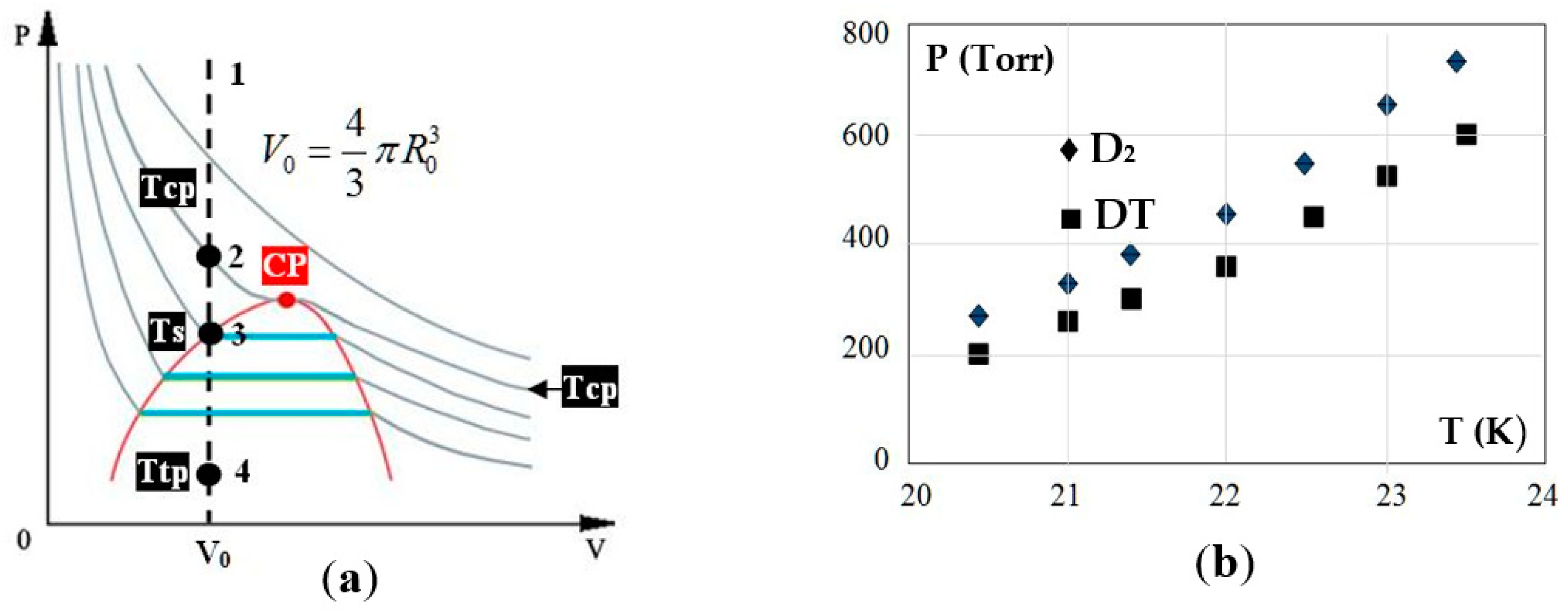
- Target cooling from Td to the temperature Tin, which corresponds to the target entry into the layering channel (Tin is an initial target temperature before the FST-layering). The value of Tin can be between Ts and Ttp, i.e., there is already a certain amount of liquid fuel inside the shell (Figure 1c, at the top).
- Formation and cooling of the liquid phase in the temperature range of Tin − Ttp. The value of Tin determines one of the key parameters—the time of liquid phase existence, τliquid, which must be sufficient (~35–40% of τform) to symmetrize the liquid layer when the shells are rolling along the layering channel [3]. Note that as they cool down, the role of fuel vapor becomes negligible (Figure 3b). In the triple point its pressure is ~0.2 atm for all hydrogen isotopes [8,9,10].
- Liquid phase freezing at the triple point temperature Ttp.
- If necessary, cooling the target from Ttp to a certain operating temperature Tform.
- ―
- DT fuel: Tform = 18.3 K, vapor density ρvapor = 0.3 mg/cm3, ice density ρsolid = 250 mg/cm3;
- ―
- D2 fuel: Tform = Ttp = 18.7 K, vapor density ρvapor = 0.448 mg/cm3, ice density ρsolid = 196.687 mg/cm3.
3. Discussion of the Obtained Results
- ―
- Target slides on the layering channel surface (no rotation: sliding and only sliding or pure S&S-mode);
- ―
- Target combines rolling with sliding (rolling with sliding or mixed R&S-mode);
- ―
- Target rolls on the layering channel surface without sliding (rolling and only rolling or pure R&R-mode).
- ―
- The FST-layering method works with free-standing and line-moving targets. A specific future here is the possibility to build a prototype of the FST-layering module, which must be integrated in an FST-production line operating in high-repetition-rate conditions [3,4]. In [13], the key elements of the FST-production line and their functional description are given in detail. Additionally, the development strategy of such line creation seeking to develop commercial power production based on laser IFE has been discussed.
- ―
- A short layering time (τform < 30 s for D2 and DT) is required to induce the formation of multiple crystals of different orientations for obtaining ultra-fine fuel layers with a stable isotropic fine-grained or nanocrystalline structure and avoiding instabilities caused by grain-affected shock velocity variations. A Fourier-spectrum of the bright band of the cryogenic layer is given in [14]. It has shown that surface imperfections of the cryogenic layer formed by the FST-layering are less than 0.15 microns for modes Nf = 20–30. Note also that under granularity growth (in which the grain size decreases) the material strength increases. This means that the ultra-fine fuel layers have an adequate thermal and mechanical stability which supports the fuel layer survivability under target injection and transport through the reaction chamber. Additionally, such short layering times are also promising in terms of tritium inventory reduction in the target fabrication facilities [15].
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Brandon, V.; Canaud, B.; Temporal, M.; Ramis, R. Low initial aspect-ratio direct-drive target designs for shock- or self-ignition in the context of the laser Megajoule. Nucl. Fusion 2014, 54, 083016. [Google Scholar] [CrossRef] [Green Version]
- Shang, W.L.; Betti, R.; Hu, S.X.; Woo, K.; Hao, L.; Ren, C.; Christopherson, A.R.; Bose, A.; Theobald, W. Electron shock ignition of inertial fusion targets. Phys. Rev. Lett. 2017, 119, 195001. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aleksandrova, I.V.; Koresheva, E.R. Review on high repetition rate and mass production of the cryogenic targets for laser IFE. High Power Laser Sci. Eng. 2017, 5, e11. [Google Scholar] [CrossRef] [Green Version]
- Aleksandrova, I.V.; Koresheva, E.R.; Koshelev, E.L. A High-Pinning-Type-II Superconducting Maglev for ICF Target Delivery: Main principles, material options and demonstration models. High Power Lasers Sci. Eng. 2022, 10, 1–24. [Google Scholar] [CrossRef]
- Aleksandrova, I.V.; Koresheva, E.R. Cryogenic targets for shock ignition: Modeling of diffusion filling with a hydrogen fuel. Probl. At. Sci. Technol. Ser. Thermonucl. Fusion 2021, 44, 94–106. (in Russian). [Google Scholar] [CrossRef]
- Aleksandrova, I.V.; Bazdenkov, S.V.; Chtcherbakov, V.I. Rapid fuel layering inside moving free-standing ICF targets: Modeling results. Laser Part. Beams 2002, 20, 13–21. [Google Scholar] [CrossRef]
- Tikhonov, A.N.; Samarskiy, A.A. Equations of Mathematical Physics; Nauka: Moscow, Russia, 1977; p. 728. [Google Scholar]
- Roder, H.M.; Childs, G.E.; McCarthy, R.D.; Angerhofer, P.E. Survey of the Properties of the Hydrogen Isotopes below Their Critical Temperature; NBS Technical Note 641; US Government Printing Office: Washington, DC, USA, 1973; p. 132.
- Souers, P.C. Hydrogen Properties for Fusion Energy; University of California Press: London, UK, 1986; p. 391. [Google Scholar]
- Kucheev, S.O.; Hamza, A.V. Condensed Hydrogen for Thermonuclear Fusion. J. Appl. Phys. 2010, 108, 091101. [Google Scholar] [CrossRef]
- Landau, L.D.; Lifshits, E.M. Theoretical Physics, Theory of Elasticity, 4th ed.; Nauka: Moscow, Russia, 1987; p. 248. [Google Scholar]
- Malkov, M.P.; Danilov, I.B.; Zeldovich, A.G.; Fradkov, A.B. Handbook on physical and technical bases of cryogenics; Energy: Moscow, Russia, 1973; p. 392. [Google Scholar]
- Aleksandrova, I.V.; Koshelev, E.L.; Koresheva, E.L. In-line target production for laser IFE. Appl. Sci. 2020, 10, 686. [Google Scholar] [CrossRef] [Green Version]
- Aleksandrova, I.V.; Ospov, I.E.; Koresheva, E.R.; Timasheva, T.P.; Tolokonnikov, S.M.; Panina, L.V.; Belolipetskiy, A.A.; Yaguzinskiy, L.S. Ultra-fine fuel layers for application to ICF/IFE targets. Fusion Sci. Technol. 2013, 63, 106–119. [Google Scholar] [CrossRef]
- Schwendt, A.M.; Nobile, A.; Gobby, P.L.; Steckle, W.P., Jr. Tritium inventory of inertial fusion energy target fabrication facilities: Effect of foam density and consideration of target yield of direct drive targets. Fusion Sci. Technol. 2003, 43, 217–229. [Google Scholar] [CrossRef]
- Fedorov, M.; Blubaugh, J.; Edwards, O.; Mauvais, M.; Sanchez, R.; Wilson, B. Control system for cryogenic THD/DT layering at the National Ignition Facility. In Proceedings of the International Conference on Accelerator and Large Experimental Physics Control Systems, Grenoble, France, 10–14 October 2011. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Design Options | Polymer Shell | Fuel Layer | |||||
|---|---|---|---|---|---|---|---|
| R (μm) | R0 (μm) | ΔR (μm) | Ash | Rvapor (μm) | W (μm) | Acl | |
| SI-1 | 1080 | 1049 | 31 | 34,8 | 888 | 161 | 5,5 |
| SI-2 | 902 | 880 | 22 | 41 | 733 | 147 | 5 |
| SI-3 | 815 | 791 | 24 | 34 | 593 | 198 | 3 |
| Fuel Mass Parameters | SI-1 | SI-2 | SI-3 | |||
|---|---|---|---|---|---|---|
| D2 | DT | D2 | DT | D2 | DT | |
| ρfill (mg/cm3) | 77.6 | 98.5 | 83.3 | 105.7 | 114.0 | 144.8 |
| msolid (μg) | 374.1 | 475.5 | 237.0 | 301.2 | 236.0 | 299.9 |
| mνapor (μg) | 1.31 | 0.88 | 0.73 | 0.49 | 0.39 | 0.26 |
| Mfuel (μg) | 375.4 | 476.4 | 237.7 | 301.7 | 236.4 | 300.2 |
| T (K) | λ (W/mK) | T (K) | λ (W/mK) | T (K) | C (J/kgK) | T (K) | C (J/kgK) |
|---|---|---|---|---|---|---|---|
| 1 | 0.011 | 70 | 0.1111 | 5 | 10.05 | 80 | 381.50 |
| 4.2 | 0.029 | 80 | 0.1150 | 10 | 32.16 | 90 | 420.49 |
| 10 | 0.0541 | 90 | 0.1184 | 20 | 102.11 | 100 | 460.24 |
| 20 | 0.0744 | 100 | 0.1231 | 30 | 170.45 | 120 | 523.00 |
| 30 | 0.0863 | 150 | 0.1326 | 40 | 226.73 | 140 | 594.13 |
| 40 | 0.0947 | 200 | 0.1407 | 50 | 270.55 | 160 | 661.07 |
| 50 | 0.1012 | 250 | 0.1472 | 60 | 311.95 | 180 | 728.02 |
| 60 | 0.1066 | 300 | 0.1539 | 70 | 346.52 | 200 | 799.14 |
| Target Design Options | Tin = 30 K | Tin = 26 K | ||
|---|---|---|---|---|
| D2 | DT | D2 | DT | |
| SI-1 | 29.6 s | 28.2 s | 21.9 s | 20.5 c |
| SI-2 | 19.9 s | 18.5 s | 14.9 s | 13.4 c |
| SI-3 | 27.0 s | 25.1 s | 20.1 s | 18.2 c |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aleksandrova, I.; Koresheva, E. Estimation of the FST-Layering Time for Shock Ignition ICF Targets. Symmetry 2022, 14, 1322. https://doi.org/10.3390/sym14071322
Aleksandrova I, Koresheva E. Estimation of the FST-Layering Time for Shock Ignition ICF Targets. Symmetry. 2022; 14(7):1322. https://doi.org/10.3390/sym14071322
Chicago/Turabian StyleAleksandrova, Irina, and Elena Koresheva. 2022. "Estimation of the FST-Layering Time for Shock Ignition ICF Targets" Symmetry 14, no. 7: 1322. https://doi.org/10.3390/sym14071322