




Symmetrical Martensite Distribution in Wire Using Cryogenic Cooling


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
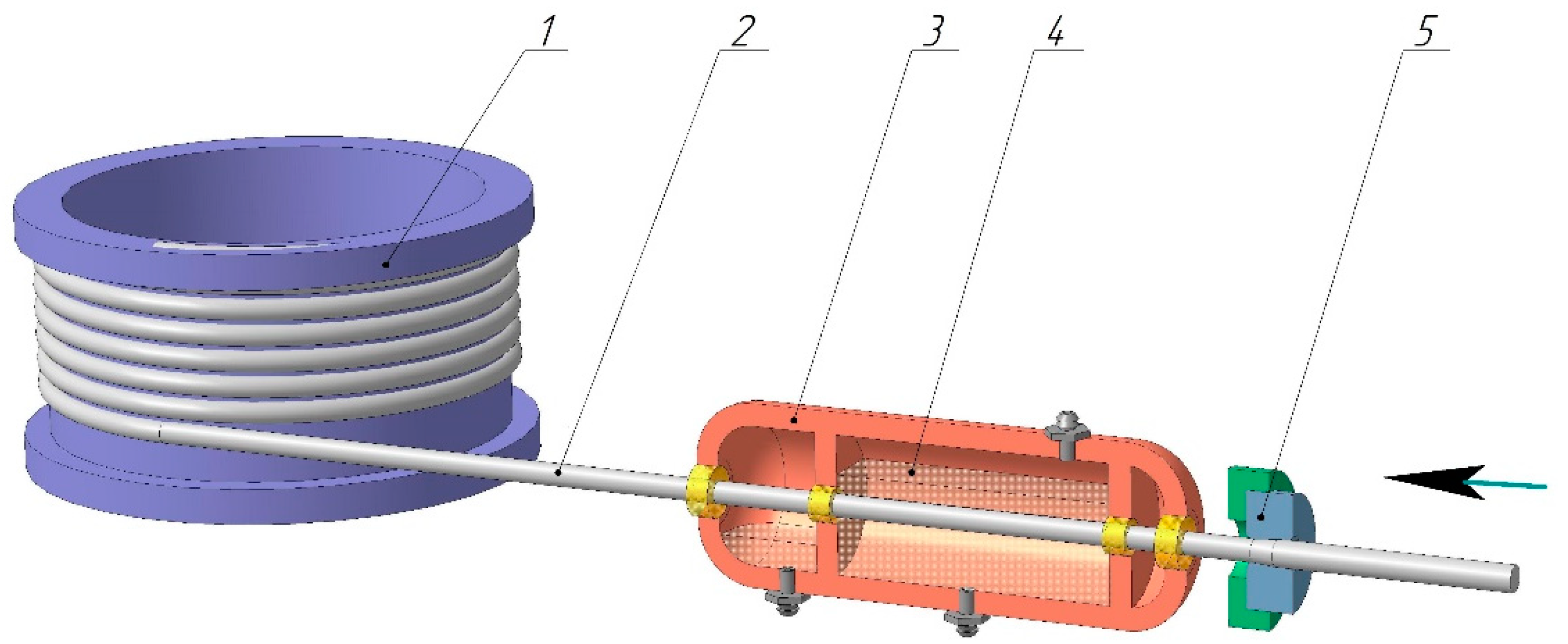
2.1. Modeling
- (1)
- from 6 mm to 5 mm at 500 mm/s, heating the workpiece to 20 °C after each cooling in nitrogen;
- (2)
- from 6 mm to 5 mm at 1000 mm/s, heating the workpiece to 20 °C after each cooling in nitrogen;
- (3)
- from 6 mm to 5 mm at 500 mm/s without preheating the workpiece;
- (4)
- from 6 mm to 5 mm at 1000 mm/s without preheating the workpiece;
- (5)
- from 9 mm to 7 mm at 500 mm/s with preheating of the workpiece to 20 °C after each cooling in nitrogen;
- (6)
- from 9 mm to 7 mm at 1000 mm/s with preheating of the workpiece to 20 °C after each cooling in nitrogen;
- (7)
- from 9 mm to 7 mm at 500 mm/s without preheating the workpiece;
- (8)
- from 9 mm to 7 mm at 1000 mm/s without heating the workpiece.
- -
- the initial state of the workpiece material was isotropic; the type of material was elastic–plastic; the type of material for drawing dies was rigid;
- -
- the type of finite elements was quadrangular; the number of FE nodes was 200, and the number of FEs was 957. An adaptive type of remeshing with a FE condensation coefficient of 4 in plastic deformation zones was adopted at the finite element mesh. One such FE mesh allowed the reduction in the face of the finite element in the zones necessary for the accurate rendering of the changing geometry.
- -
- the temperature of all drawing dies was equal to 20 °C; the temperature of zone with liquid nitrogen was equal to −196 °C;
- -
- the calculation type was non-isothermal; the heat exchange coefficient of the workpiece with the tool was 5000 W/(m2·°C), as the recommended value by the DEFORM system for metal forming processes, where each point of the workpiece had a short contact time with the deforming tools;
- -
- the contact interaction between the workpiece and the drawing dies was set in accordance with Siebel friction; the friction coefficient on contact was adopted at 0.1 (which corresponds to a polished surface with a low level of roughness in the lubrication condition).
2.2. Laboratory Experiment
- (1)
- deformation from 6 mm to 5 mm at 500 mm/s with heating of the workpiece to 20 °C after each cooling in nitrogen;
- (2)
- deformation from 6 mm to 5 mm at 500 mm/s without heating the workpiece.
3. Results and Discussion
3.1. Simulation Results
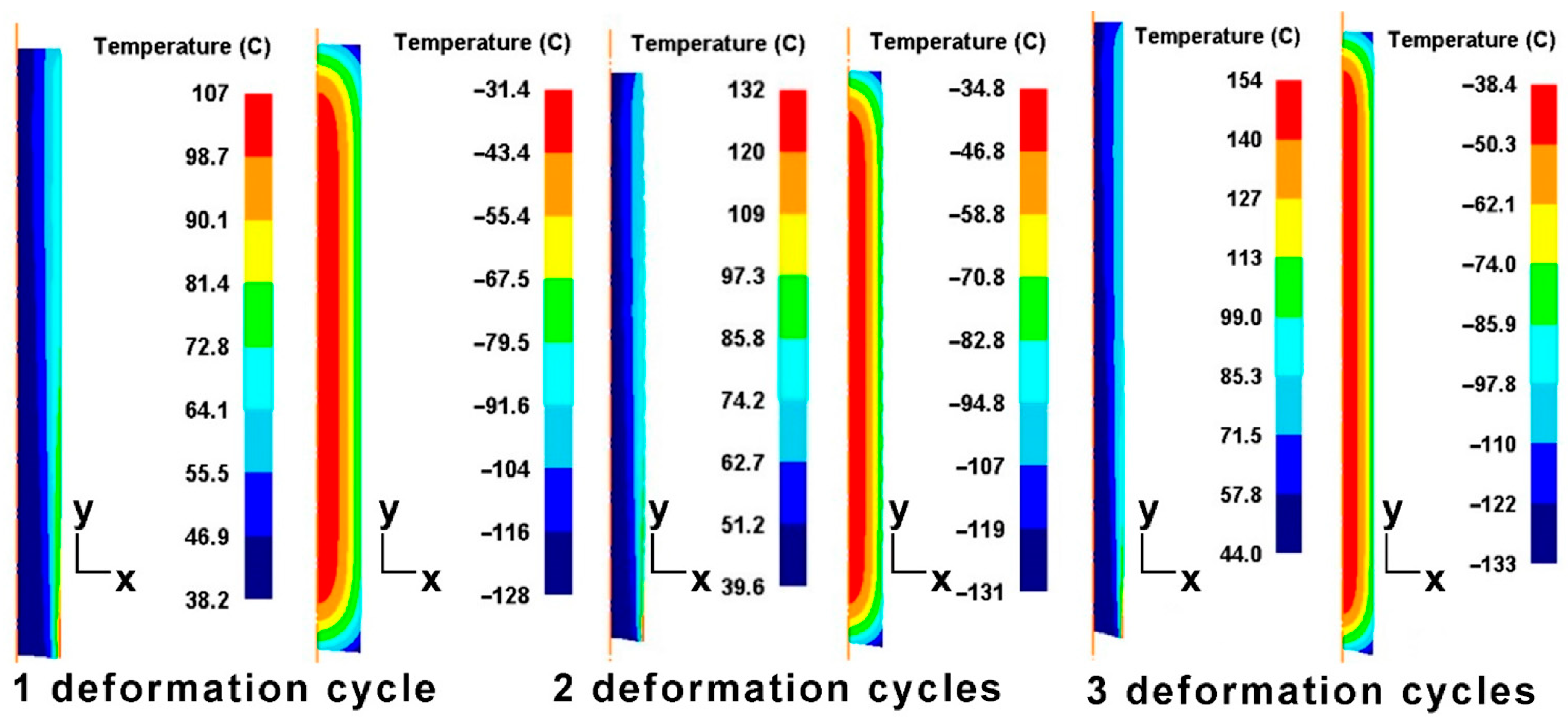
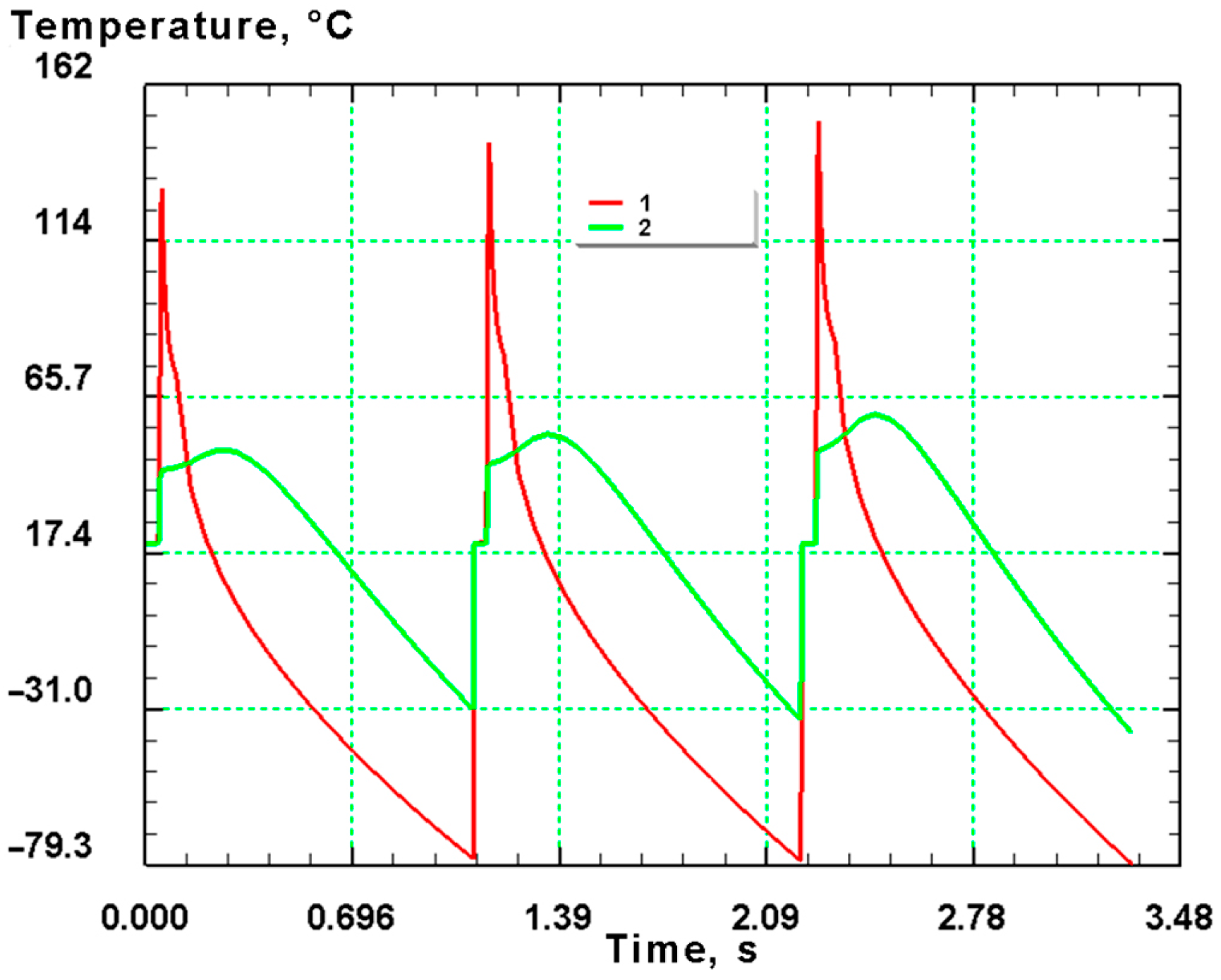
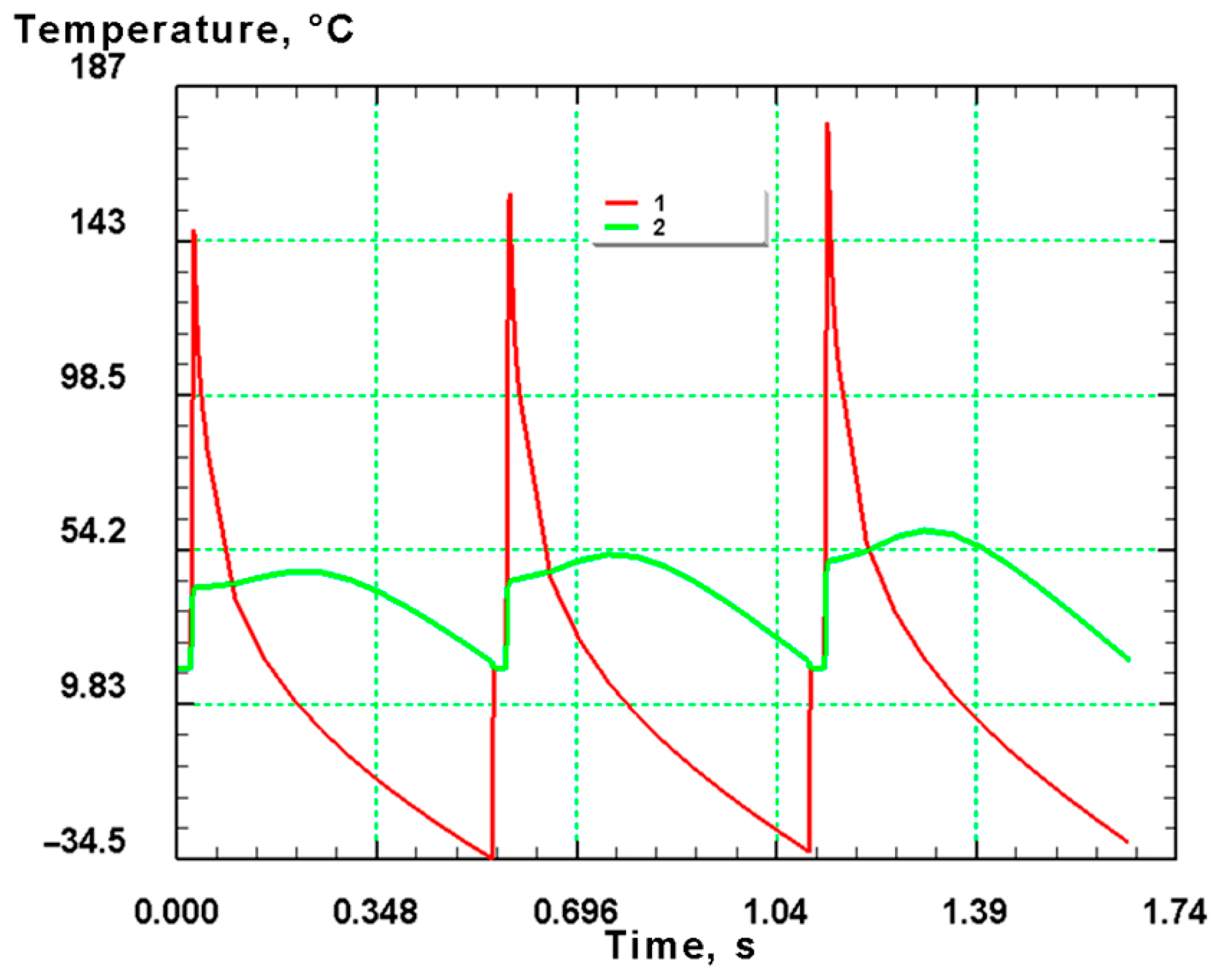
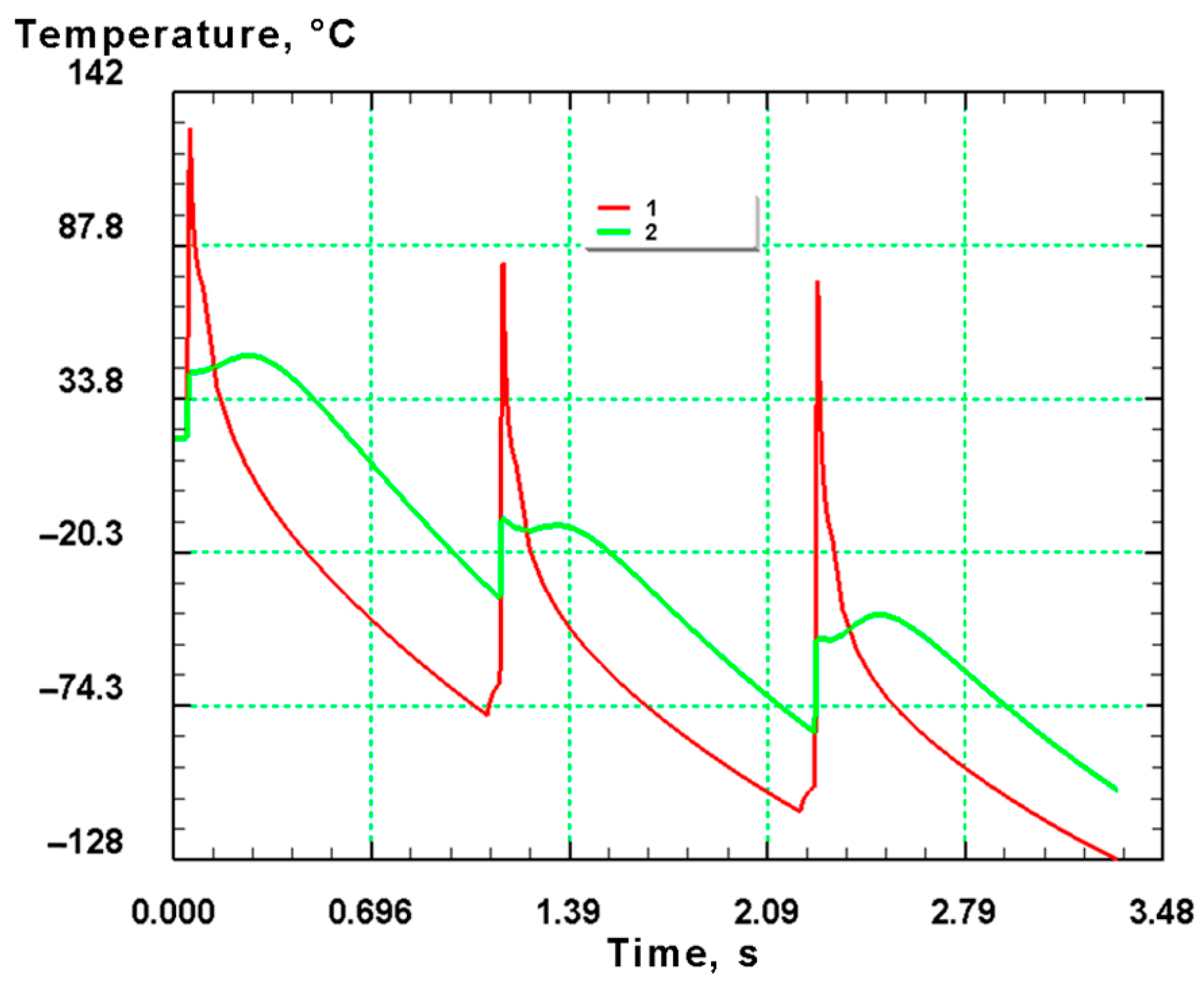
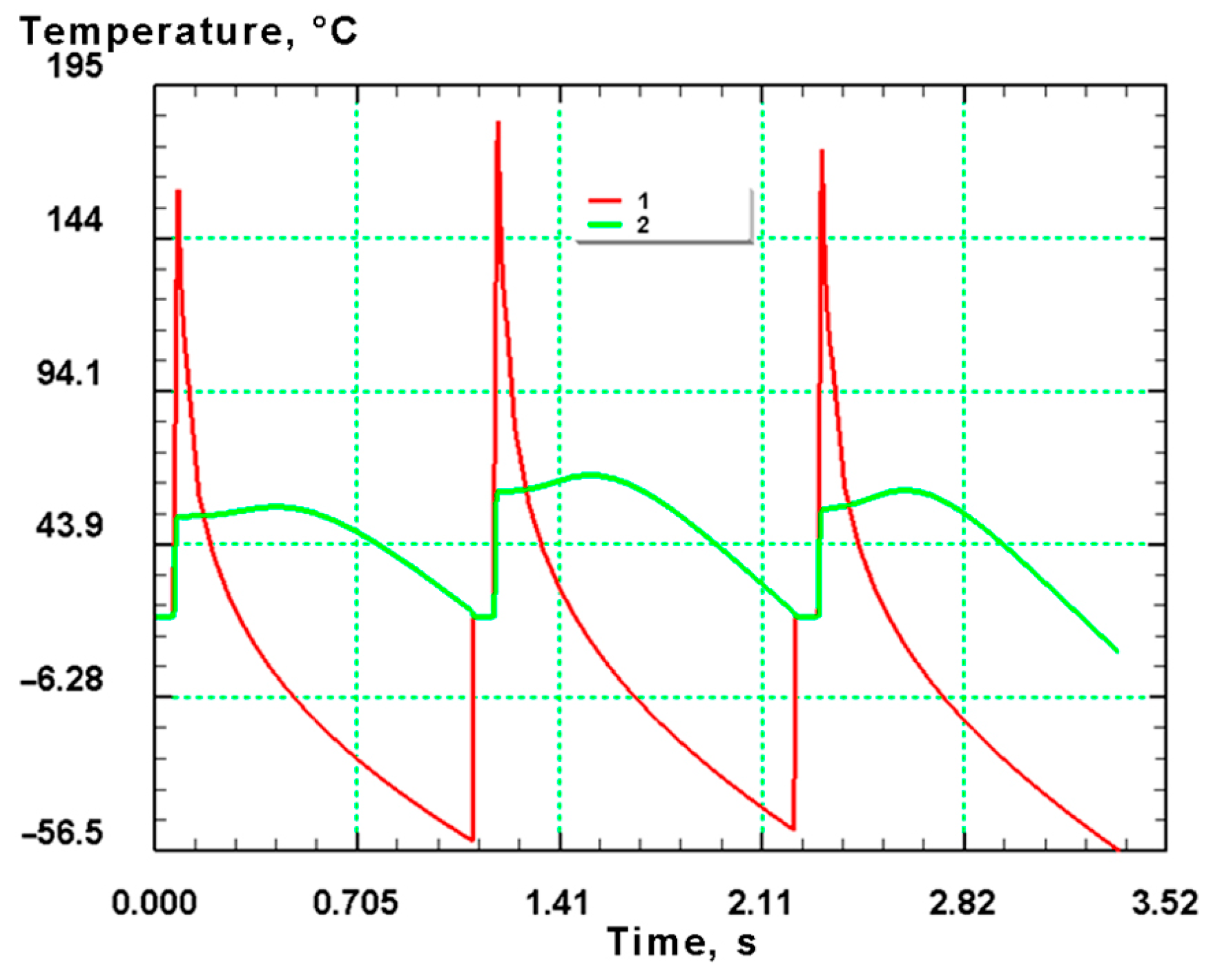
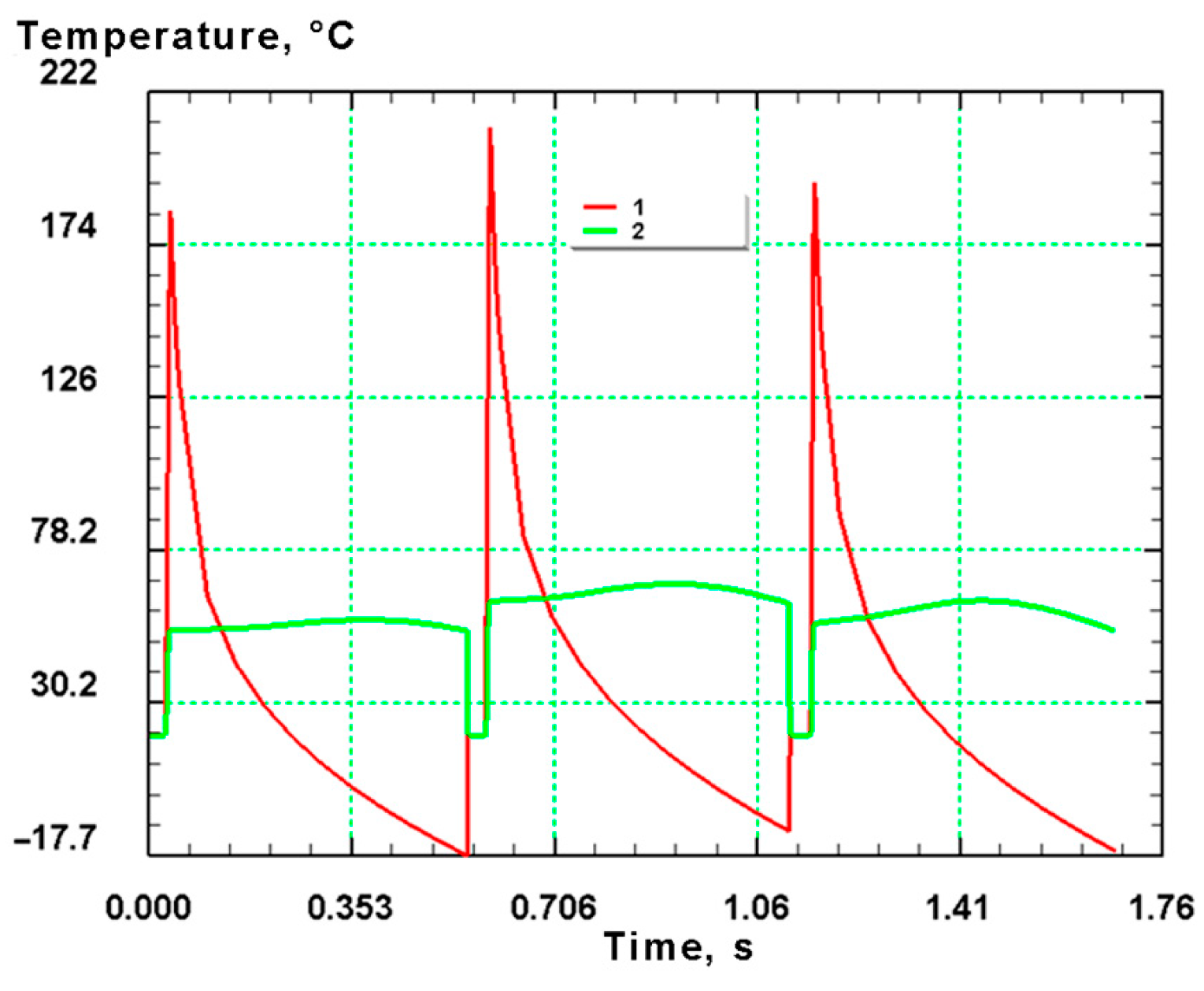
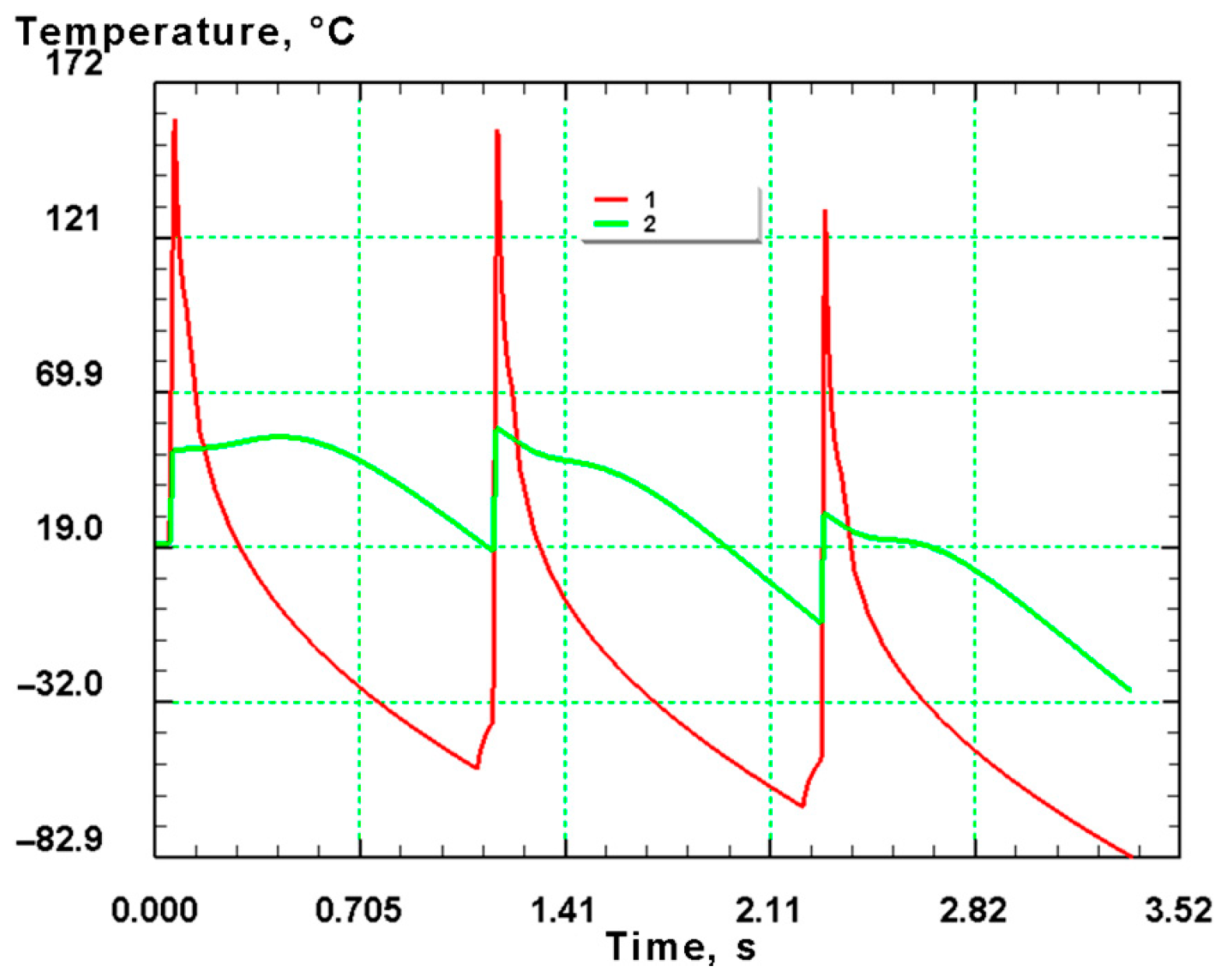
3.1.1. Effect of Temperature
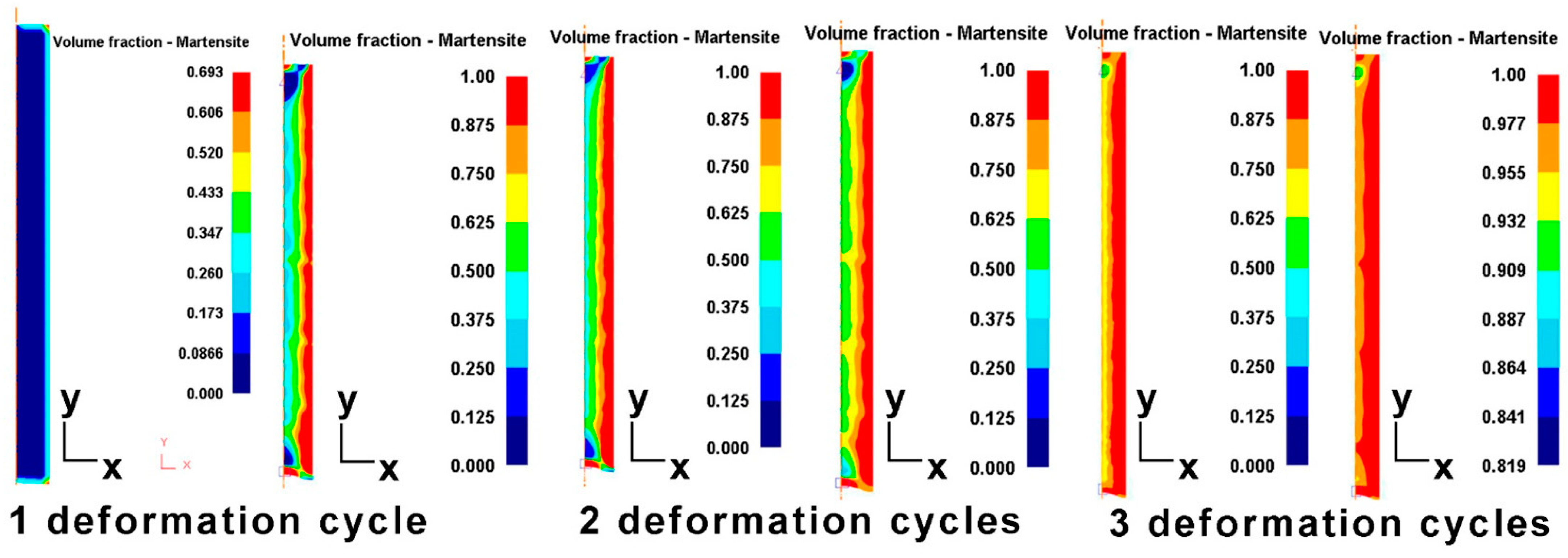
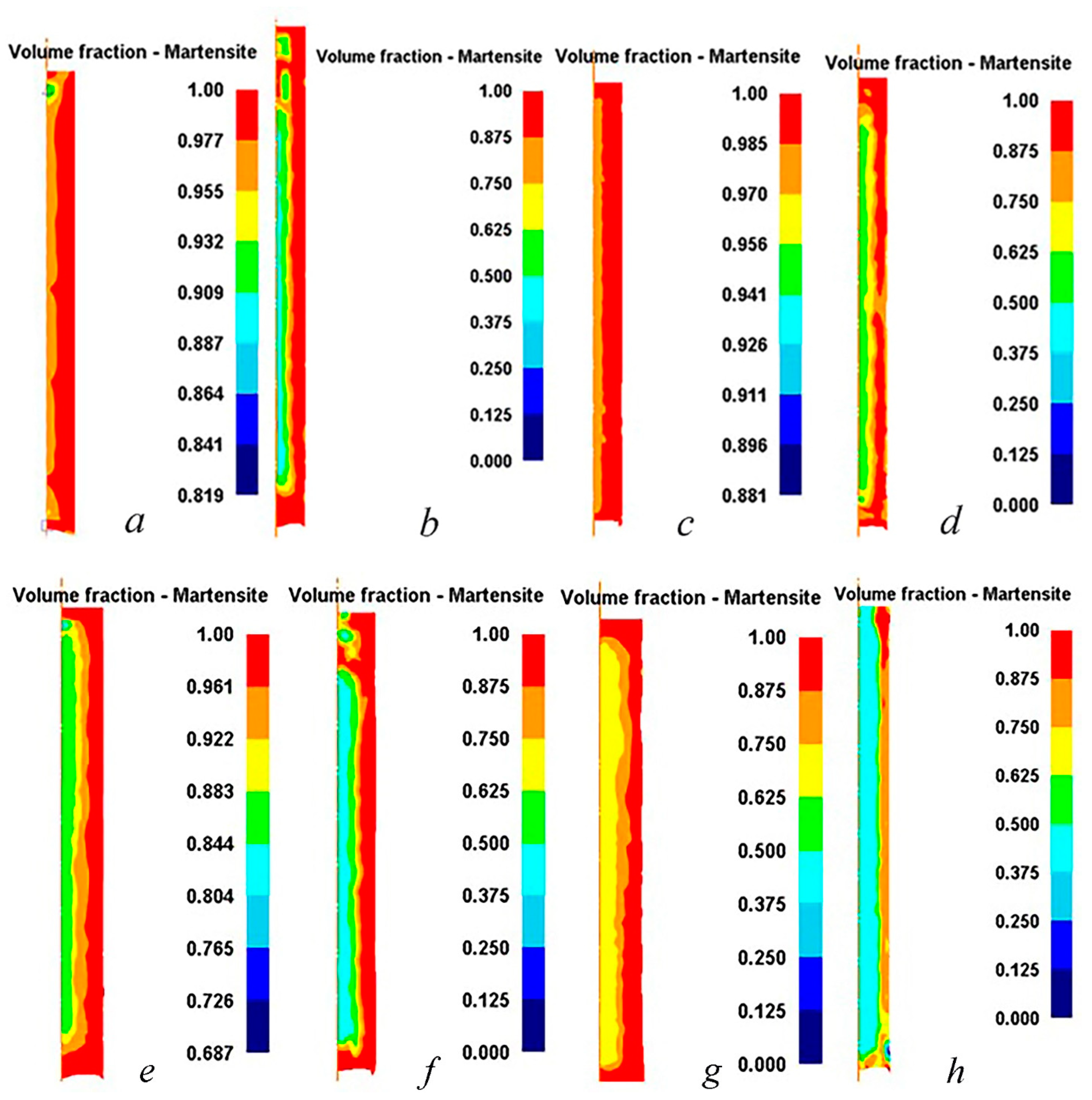
3.1.2. Martensite Distribution
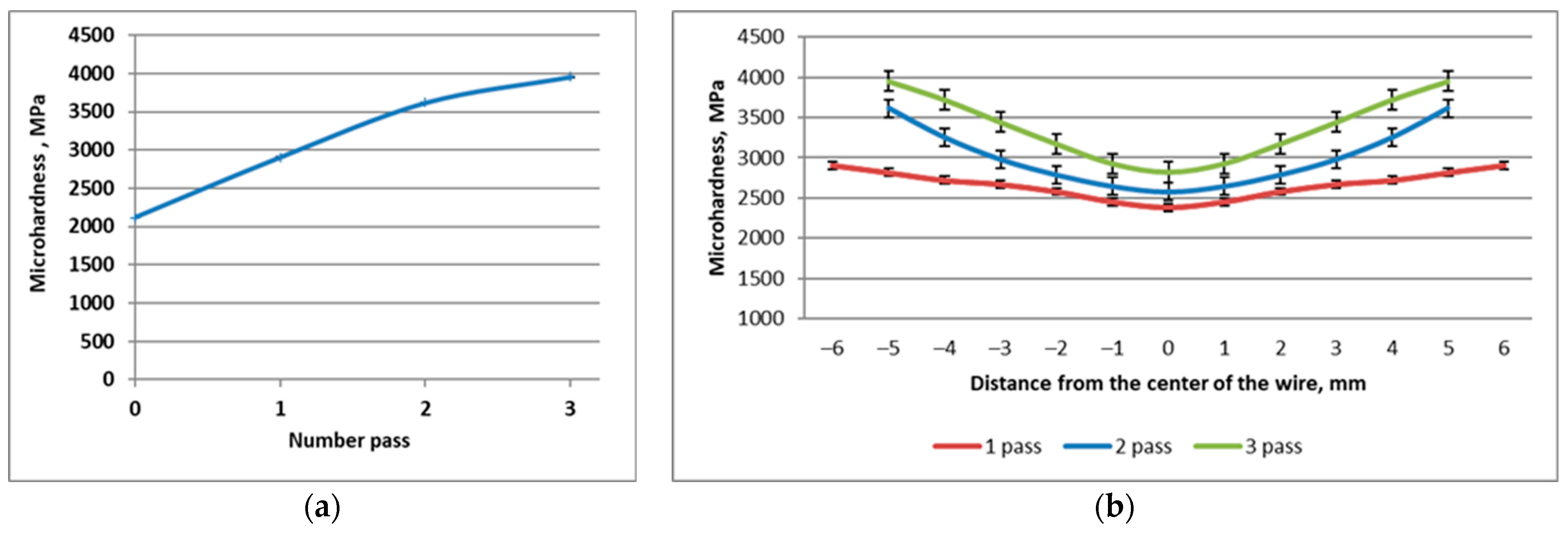
3.2. Results of the Laboratory Experiment
4. Conclusions
- The analysis of temperature fields and the martensitic component in all the models considered showed that for both thicknesses, the most effective option is a low deformation velocity and to conduct the process without heating. At the same time, an increase in the deformation rate sharply reduces the level of martensite formation in the axial zone. The least effective option is to use an increased thickness of the workpiece at an increased deformation velocity and to conduct the process without heating to room temperature, which, with an increase in the thickness of the workpiece, acts as a local cooling of the axial zone of the workpiece.
- Thus, the decrease in hardening due to deformation hardening caused by cryogenic conditions is compensated by a decrease in the energy required to activate the martensitic transformation. As the temperature decreases, the force required to start the transformation decreases, and α’-martensite can form at a greater depth of the wire. Therefore, if there is no intermediate heating of the wire between deformation cycles, then 100% martensite is formed in the structure.
- This study is of practical interest for the production and use of AISI-316 steel in various fields where high strength and hardness and preservation of ductility are required.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, G.; Veerababu, R.; Pande, S.D.; Singh, V.; Vigneshwaran, S.; Sivaprasad, K.; Dhanasekaran, S.; Narayanasamy, R. Role of deformation induced martensite on mechanical properties of cryorolled 304 stainless steel. Mater. Res. Express 2019, 6, 086539. [Google Scholar] [CrossRef]
- Li, J.S.; Cao, Y.; Gao, B.; Li, Y.S.; Zhu, Y.T. Superior strength and ductility of 316L stainless steel with heterogeneous lamella structure. J. Mater. Sci. 2018, 53, 10442–10456. [Google Scholar] [CrossRef]
- Li, J.S.; Gao, B.; Huang, Z.W.; Zhou, H.; Mao, Q.Z.; Li, Y.S. Design for strength-ductility synergy of 316L stainless steel with heterogeneous lamella structure through medium cold rolling and annealing. Vacuum 2018, 157, 128–135. [Google Scholar] [CrossRef]
- Li, J.; Mao, Q.; Nie, J.; Huang, Z.; Wang, S.; Li, Y. Impact property of high-strength 316L stainless steel with heterostructures. Mater. Sci. Eng. A 2019, 754, 457–460. [Google Scholar] [CrossRef]
- Sitko, M.; Skoczeń, B. Effect of γ − α′ phase transformation on plastic adaptation to cyclic loads at cryogenic temperatures. Mater. Sci. 2012, 61, 7035–7059. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Fediuk, R.; Vatin, N.; Vasilev, Y.; Abdelgader, H. Palm Oil Fuel Ash-Based Eco-Efficient Concrete: A Critical Review of the Short-Term Properties. Materials 2021, 14, 332. [Google Scholar] [CrossRef]
- Klueh, R.L.; Hashimoto, N.; Maziasz, P.J. New nano-particle-strengthened ferritic/martensitic steels by conventional thermo-mechanical treatment. J. Nucl. Mater. 2007, 367, 48–53. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Effect of severe cold or warm deformation on microstructure evolution and tensile behavior of a 316L stainless steel. Adv. Eng. Mater. 2015, 17, 1812–1820. [Google Scholar] [CrossRef]
- Sinitsin, D.A.; Elrefaei, A.E.M.M.; Glazachev, A.O.; Kayumova, E.I.; Nedoseko, I.V. Study of the characteristics of pavement elements made of reinforced soil with the use of secondary resources. Constr. Mater. Prod. 2023, 6, 1–12. [Google Scholar] [CrossRef]
- Volokitina, I. Evolution of the Microstructure and Mechanical Properties of Copper under ECAP with Intense Cooling. Met. Sci. Heat Treat. 2020, 62, 253–258. [Google Scholar] [CrossRef]
- Mumtaz, K.; Takahashi, S.; Echigoya, J.; Kamada, Y.; Zhang, L.F.; Kikuchi, H.; Sato, K.A. Magnetic Measurements of Martensitic Transformation in Austenitic Stainless Steel after Room Temperature Rolling. J. Mater. Sci. 2004, 39, 85–97. [Google Scholar] [CrossRef]
- Mitra, A.; Srivastava, P.K.; De, P.K.; Bhattacharya, D.K.; Jiles, D.C. Ferromagnetic prop-erties of deformation-induced martensite transformation in AISI 304 stainless steel. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2004, 35, 599–605. [Google Scholar]
- Mumtaz, K.; Takahashi, S.; Echigoya, J. Temperature dependence of martensitic transformation in austenitic stainless steel. J. Mater. Sci. Lett. 2003, 22, 423–427. [Google Scholar] [CrossRef]
- Zhang, L.; Takahashi, S.; Kamada, Y.; Kikuchi, H.; Ara, K.; Sato, M.; Tsukada, T. Magnetic properties of SUS 304 austenitic stainless steel after tensile deformation at elevated temperatures. J. Mater. Sci. 2005, 40, 2709–2711. [Google Scholar] [CrossRef]
- O’Sullivan, D.; Cotterell, M.; Meszaros, I. The characterisation of work-hardened austenitic stainless steel by NDT micro-magnetic techniques. NDT E Int. 2004, 37, 265–269. [Google Scholar] [CrossRef]
- Wang, H.S.; Yang, J.R.; Bhadeshia, H. Characterisation of severely deformed austenitic stainless-steel wire. Mater. Sci. Technol. 2005, 21, 1323–1328. [Google Scholar] [CrossRef]
- Sort, J.; Concustell, A.; Menendez, E.; Surinach, S.; Baro, M.D.; Farran, J.; Nogues, J. Selective generation of local ferromagnetism in austenitic stainless steel using nanoindentation. Appl. Phys. Lett. 2006, 89, 032509. [Google Scholar] [CrossRef]
- Szymanska, A.; Oleszak, D.; Grabias, A.; Rosinski, M.; Sikorski, K.; Kazior, J.; Michalski, A.; Kurzydlowski, K.J. Phase transformations in ball milled AISI 316L stainless steel powders and the microstructure of the steel obtained by its sintering. Rev. Adv. Mater. Sic. 2004, 8, 143. [Google Scholar]
- Botshekan, M.; Degallaix, S.; Desplanques, Y.; Polak, J. Tensile and LCF properties ofAISI 316LN SS at 300 and 77 K. Fatigue Fract. Eng. Mater. Struct. 1998, 21, 651–660. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Gunderov, D.; Stolyarov, V.; Neto, J.M. Phase transformation induced by severe plastic deformation in the AISI 304L stainless steel. Mater. Sci. Eng. A 2003, 358, 32–36. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Shokuhfar, A.; Ehsani, N.; Morakabati, M. Improvement of mechanical properties by optimization of cr and mo contents in xCr-yMo-9Ni-2Cu-1Ti-1V steel. J. Metall. 2008, 14, 55–65. [Google Scholar]
- Makkouk, R.; Bourgeois, N.; Serri, J.; Bolle, B.; Martiny, M.; Teaca, M.; Ferron, G. Experimental and theoretical analysis of the limits to ductility of type 304 stainless steel sheet. Eur. J. Mech. A 2008, 27, 181–194. [Google Scholar] [CrossRef]
- Andrade, M.S.; Gomes, O.A.; Vilela, J.M.C.; Serrano, A.T.L.; Moraes, J.M.D. Formability evaluation of two austenitic stainless steels. J. Braz. Soc. Mech. Sci. Eng. 2004, 26, 47–50. [Google Scholar] [CrossRef]
- Alvarez, S.M.; Bautista, A.; Velasco, F. Influence of strain-induced martensite in the anodic dissolution of austenitic stainless steels in acid medium. Corros. Sci. 2013, 69, 130–138. [Google Scholar] [CrossRef]
- Volokitina, I.; Volokitin, A.; Makhmutov, B. Formation of Symmetric Gradient Microstructure in Carbon Steel Bars. Symmetry 2024, 16, 997. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Romantsev, B.A.; Galkin, S.P.; Skripalenko, M.N.; Kaputkina, L.M.; Huy, T.B. Prediction of the Fracture of Metal in the Process of Screw Rolling in a Two-Roll Mill. Metallurgist 2018, 61, 925–933. [Google Scholar] [CrossRef]
- Snopiński, P. Electron Microscopy Study of Structural Defects Formed in Additively Manufactured AlSi10Mg Alloy Processed by Equal Channel Angular Pressing. Symmetry 2023, 15, 860. [Google Scholar] [CrossRef]
- Nurumgaliyev, A.; Zhuniskaliyev, T.; Shevko, V.; Yerekeyeva, G. Modeling and development of technology for smelting a complex alloy (ligature) Fe-Si-Mn-Al from manganese-containing briquettes and high-ash coals. Sci. Rep. 2024, 14, 7456. [Google Scholar] [CrossRef]
- Latypova, M.A.; Chigirinsky, V.V.; Kolesnikov, A.S. Effect of Controlled Rolling on the Structural and Phase Transformations. Prog. Phys. Met. 2023, 24, 132–156. [Google Scholar] [CrossRef]
- Mythili, R.; Kirana, R.; Herojit Singh, L.; Govindaraj, R.; Sinha, A.; Singh, M.; Saroja, S.; Vijayalakshmi, M.; Deb, S. Identification of Retained Austenite in 9Cr-1.4W-0.06Ta-0.12C Reduced Activation Ferritic Martensitic Steel. Symmetry 2022, 14, 196. [Google Scholar] [CrossRef]
- Sapargaliyeva, B.; Agabekova, A.; Syrlybekkyzy, S.; Ulyeva, G.; Yerzhanov, A.; Kozlov, P. Study of changes in microstructure and metal interface Cu/Al during bimetallic construction wire straining. Case Stud. Constr. Mater. 2023, 18, e02162. [Google Scholar] [CrossRef]
- Volokitina, I.E.; Volokitin, A.V.; Panin, E.; Fedorova, T.; Lawrinuk, D.; Kolesnikov, A.; Yerzhanov, A.; Gelmanova, Z.; Liseitsev, Y. Improvement of strength and performance properties of copper wire during severe plastic deformation and drawing process. Case Stud. Constr. Mater. 2023, 19, e02609. [Google Scholar] [CrossRef]
- Zhangabay, N.; Baidilla, I.; Tagybayev, A.; Anarbayev, Y.; Kozlov, P. Thermophysical indicators of elaborated sandwich cladding constructions with heat-reflective coverings and air gaps. Case Stud. Constr. Mater. 2023, 18, e02161. [Google Scholar] [CrossRef]
- Raab, G.I.; Gunderov, D.V.; Shafigullin, L.N.; Podrezov, Y.M.; Danylenko, M.I.; Tsenev, N.K.; Bakhtizin, R.N.; Aleshin, G.N.; Raab, A.G. Structural variations in low-carbon steel under severe plastic deformation by drawing, free torsion, and drawing with shear. Mater. Phys. Mech. 2015, 3, 242–252. [Google Scholar]
- Volokitina, I.E.; Volokitin, A.V. Changes in Microstructure and Mechanical Properties of Steel-Copper Wire During Deformation. Metallurgist 2023, 67, 232–239. [Google Scholar] [CrossRef]
- Sapargaliyeva, B.; Agabekova, A.; Liseitsev, Y.; Vavrenyuk, S. Increasing strength and performance properties of bimetallic rods during severe plastic deformation. Case Stud. Constr. Mater. 2023, 19, e02256. [Google Scholar] [CrossRef]
- Kolesnikov, A.S.; Kolesnikova, O.G. Effect of Deformation by High-Pressure Torsion in a Combined Matrix on the Properties of Brass. Metallurgist 2023, 66, 1601–1606. [Google Scholar] [CrossRef]
- Chigirinsky, V. Additional effect on the deformation zone during plastic metal flow. Eng. Solid Mech. 2024, 12, 113–126. [Google Scholar] [CrossRef]
- Bychkov, A.; Volokitin, A.; Kolesnikov, A. Natural Aging of Aluminum Alloy 2024 After Severe Plastic Deformation. Metallogr. Microstruct. Anal. 2023, 12, 564–566. [Google Scholar] [CrossRef]
- Volokitina, I.; Volokitin, A.; Denissova, A.; Kuatbay, Y.; Liseitsev, Y. Effect of thermomechanical processing of building stainless wire to increase its durability. Case Stud. Constr. Mater. 2023, 19, e02346. [Google Scholar] [CrossRef]
- Kazemi, S.S.; Homayounfard, M.; Ganjiani, M.; Soltani, N. Numerical and Experimental Analysis of Damage Evolution and Martensitic Transformation in AISI 304 Austenitic Stainless Steel at Cryogenic Temperature. Prog. Mater. Sci. 2019, 53, 893–979. [Google Scholar] [CrossRef]
- Kleber, X.; Barroso, S.P. Investigation of shot-peened austenitic stainless steel 304L by means of magnetic Barkhausen noise. Mater. Sci. Eng. A 2010, 527, 6046–6052. [Google Scholar] [CrossRef]
- Volokitin, A.; Volokitina, I.; Panin, E.; Naizabekov, A.; Aksenov, S.; Kuis, D. Finite element method (FEM) simulation of processing of AISI-316 austenitic stainless steel by high-pressure torsion (HPT) process at the cryogenic cooling. Metalurgija 2022, 61, 237–240. [Google Scholar]
- Cao, B.; Iwamoto, T.; Bhattacharjee, P.P. An experimental study on strain-induced martensitic transformation behavior in SUS304 austenitic stainless steel during higher strain rate deformation by continuous evaluation of relative magnetic permeability. Mater. Sci. Eng. A 2020, 774, 138927. [Google Scholar] [CrossRef]
- Chen, A.Y.; Ruan, H.H.; Wang, H.L.; Chan, Q.; Wang, Q.; Lu, J. The influence of strain rate on the microstructure transition of 304 stainless steel. Acta Mater. 2011, 59, 3697–3709. [Google Scholar] [CrossRef]
- Ye, C.; Telang, A.; Gill, S.; Suslov, S.; Idell, Y.; Zweiacker, K.; Wiezorek, J.; Zhou, Z.; Qian, D.; Vasudevan, K. Gradient nanostructure and residual stresses induced by Ultrasonic Nano-crystal Surface Modification in 304 austenitic stainless steel for high strength and high ductility. Mater. Sci. Eng. A 2014, 613, 274–288. [Google Scholar]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volokitina, I.; Volokitin, A.; Panin, E.; Makhmutov, B. Symmetrical Martensite Distribution in Wire Using Cryogenic Cooling. Symmetry 2024, 16, 1174. https://doi.org/10.3390/sym16091174
Volokitina I, Volokitin A, Panin E, Makhmutov B. Symmetrical Martensite Distribution in Wire Using Cryogenic Cooling. Symmetry. 2024; 16(9):1174. https://doi.org/10.3390/sym16091174
Chicago/Turabian StyleVolokitina, Irina, Andrey Volokitin, Evgeniy Panin, and Bolat Makhmutov. 2024. "Symmetrical Martensite Distribution in Wire Using Cryogenic Cooling" Symmetry 16, no. 9: 1174. https://doi.org/10.3390/sym16091174