Strength, Stiffness, and Microstructure of Wood-Ash Stabilized Marine Clay



Abstract
1. Introduction
2. Experimental Section
2.1. Materials
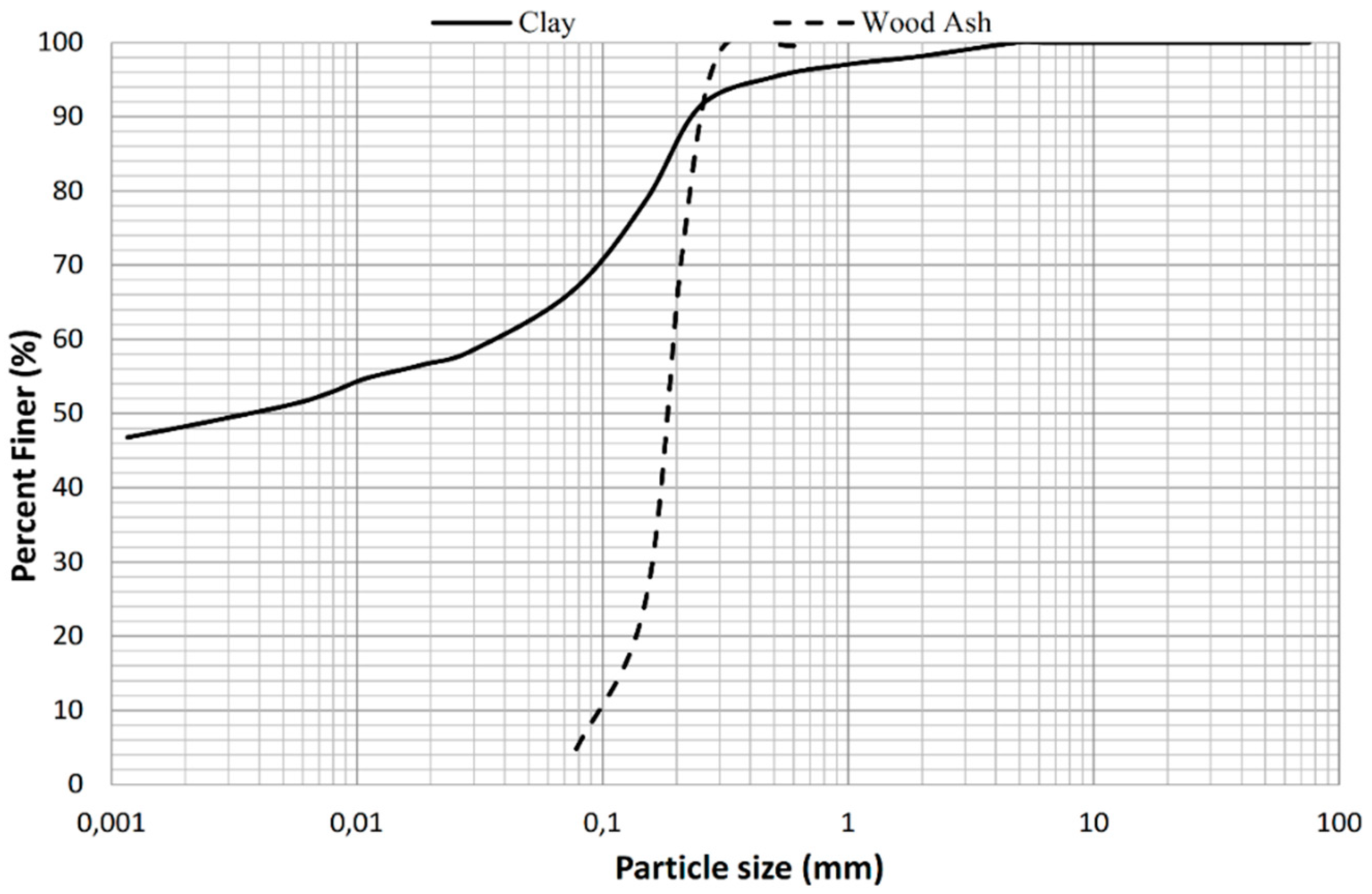
2.1.1. Marine Deposited Clay
2.1.2. Wood-Ash (WA)
2.1.3. Cement
2.1.4. Water
2.2. Methods
2.2.1. Moulding and Curing of Specimens
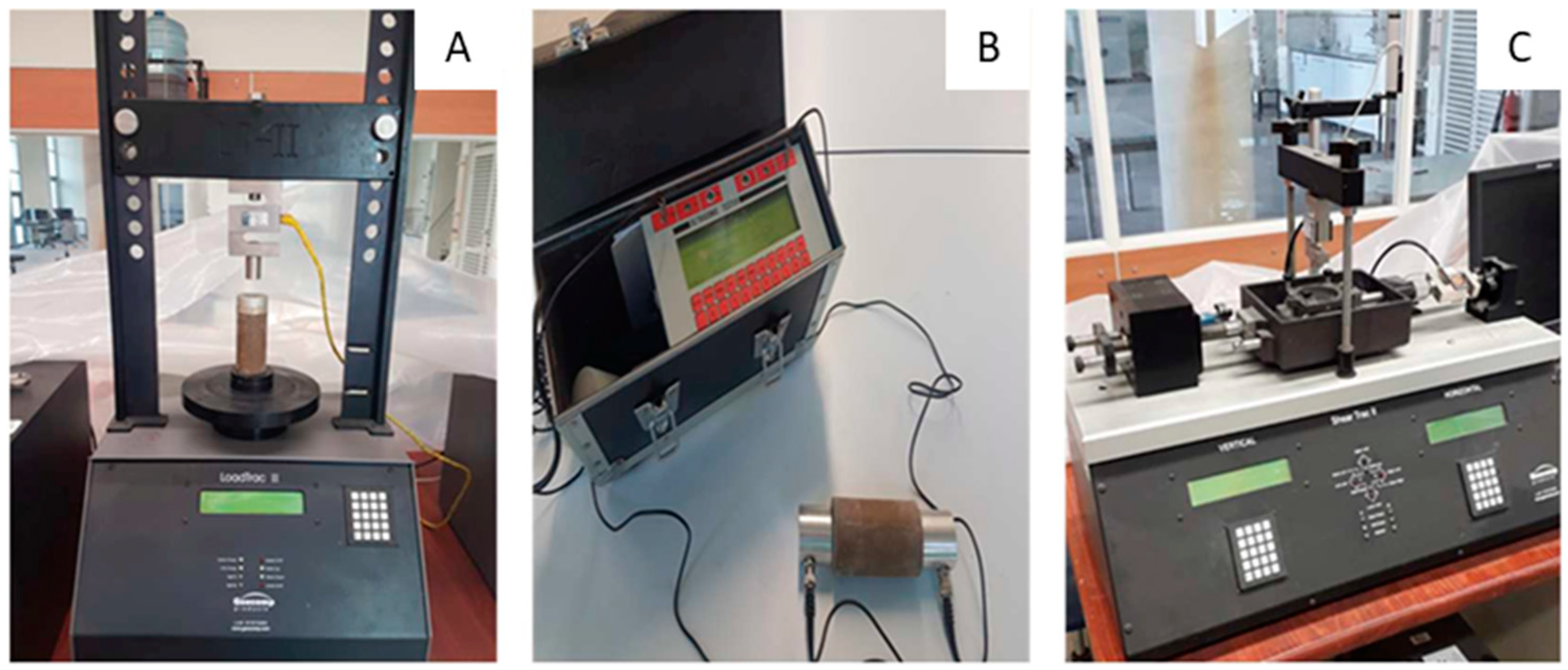
2.2.2. Unconfined Compression Strength
2.2.3. Ultrasonic Pulse Velocity Test
2.2.4. Direct Shear Tests
2.2.5. Scanning Electron Microscopy (SEM)
3. Results and Discussion
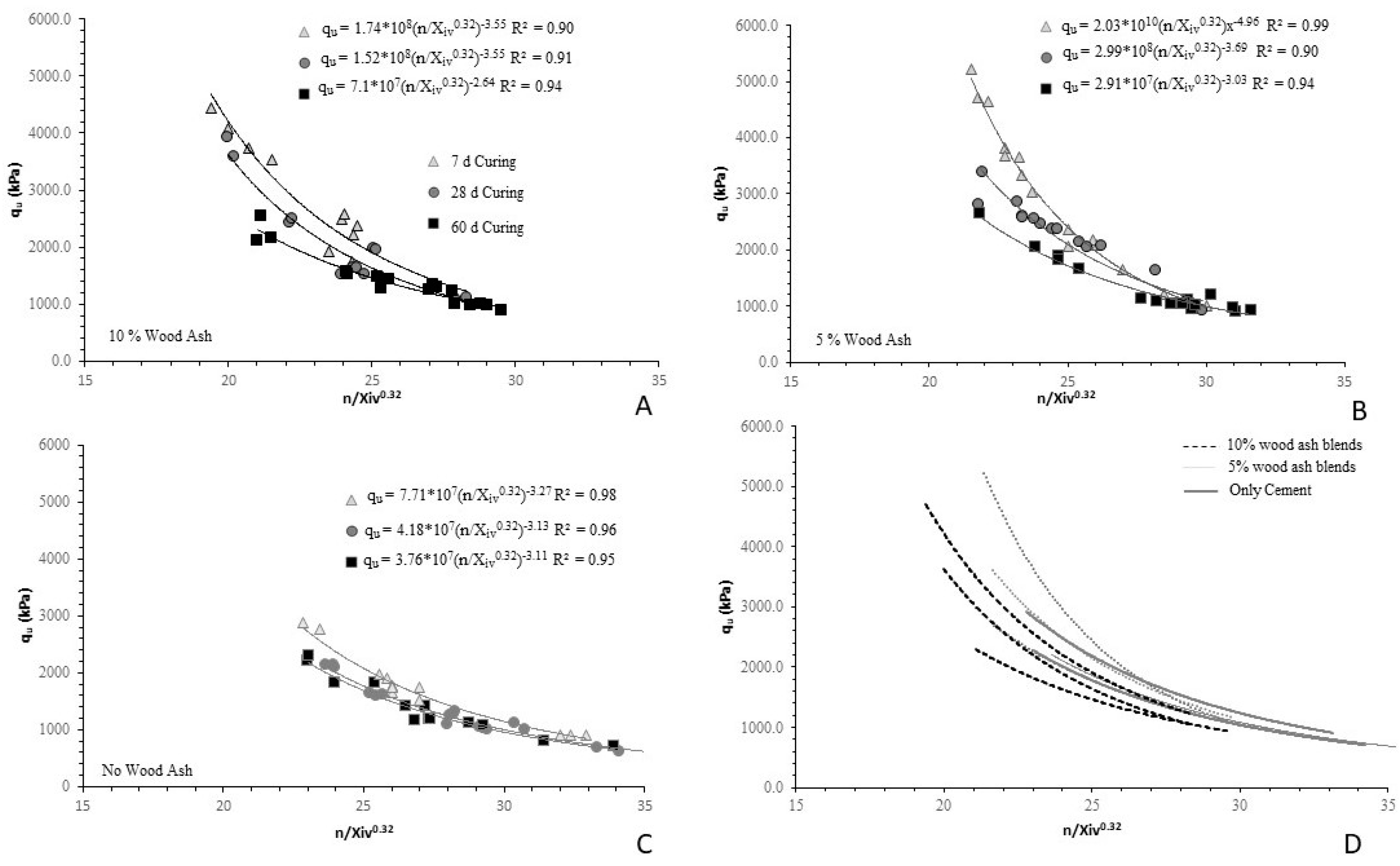
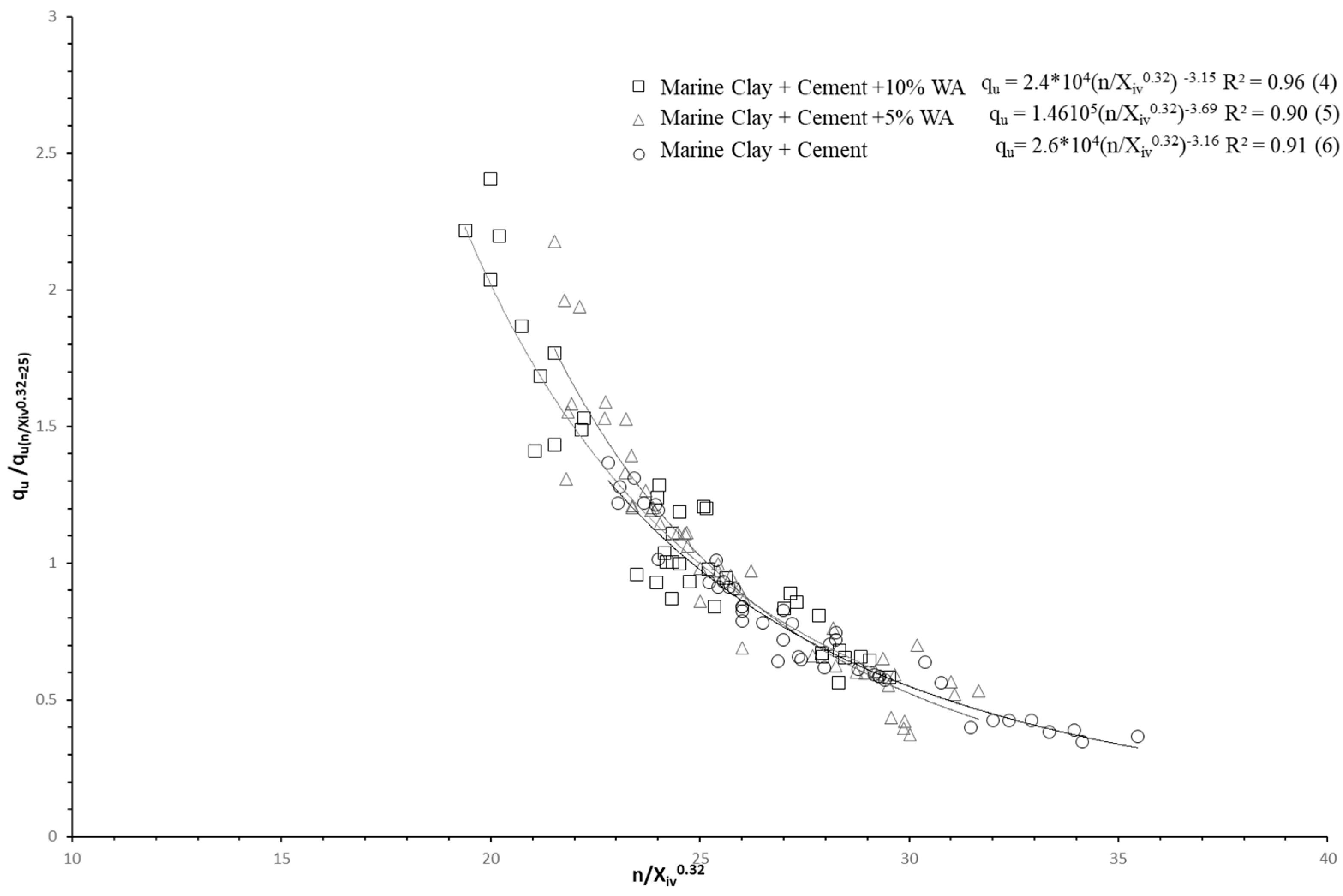
3.1. Influence of Porosity/Binder Index on Unconfined Compressive Strength
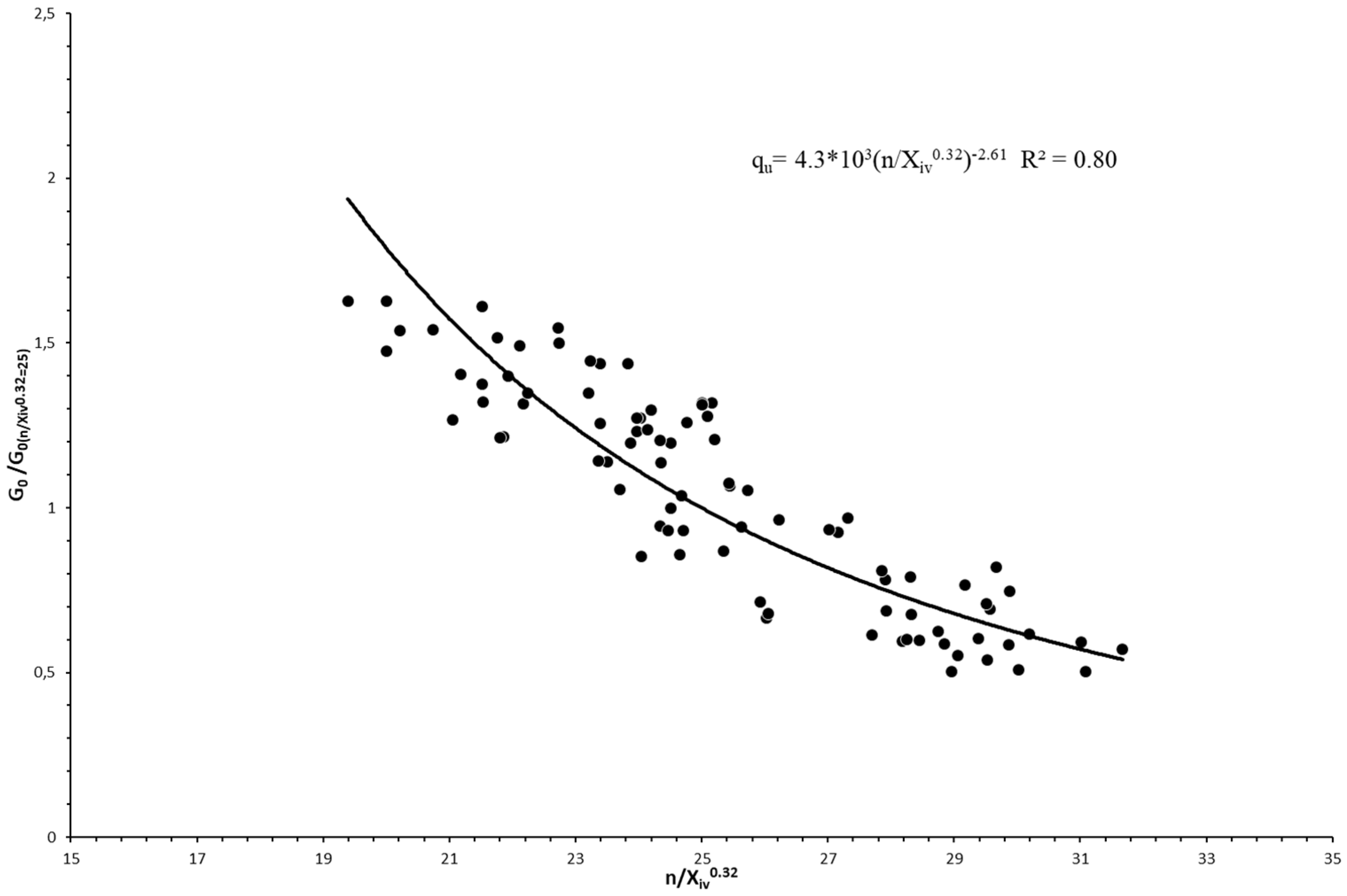
3.2. Effect of Porosity/Binder Index on Initial Shear Modulus
3.3. Shear Strength Parameters
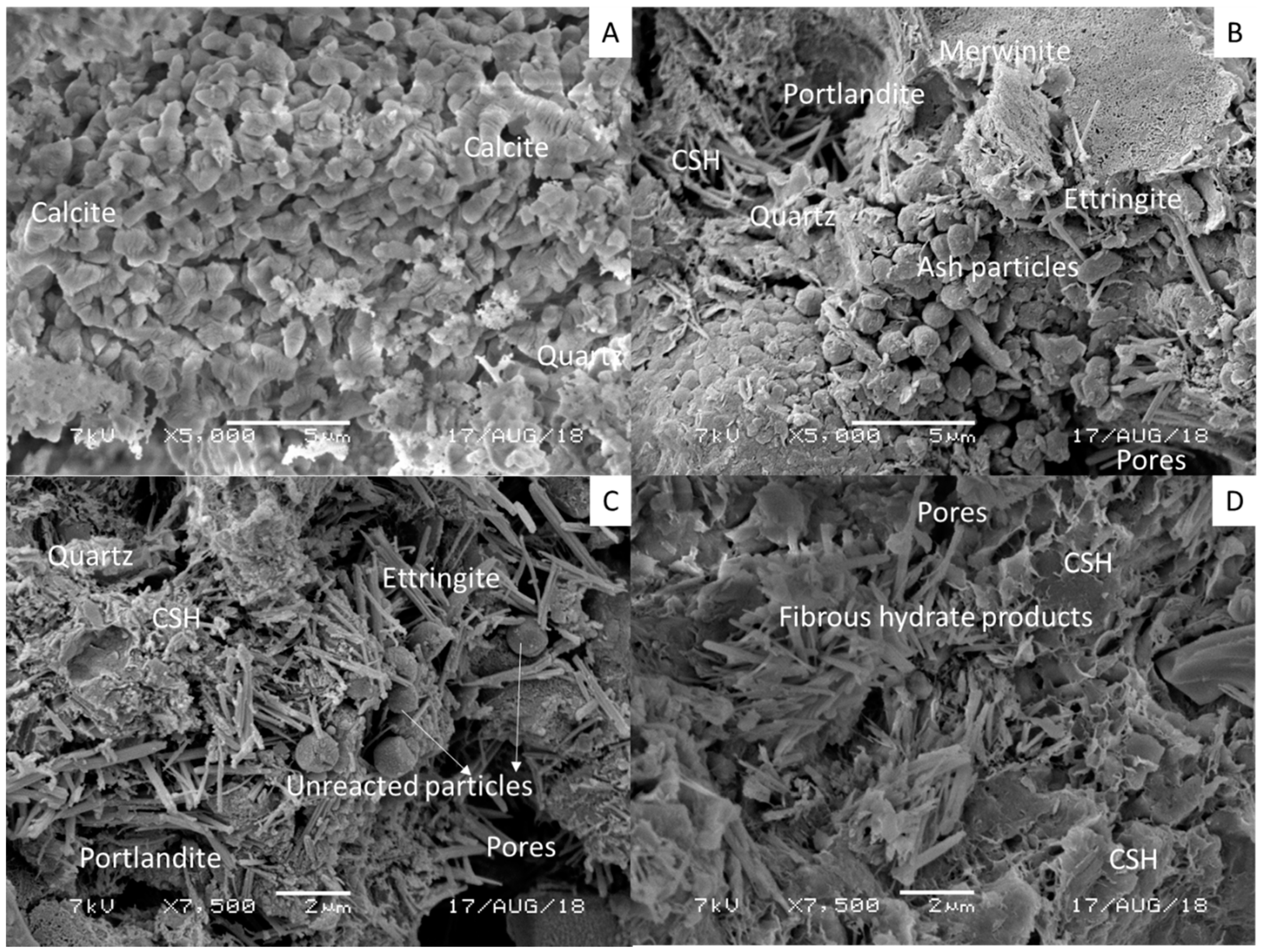
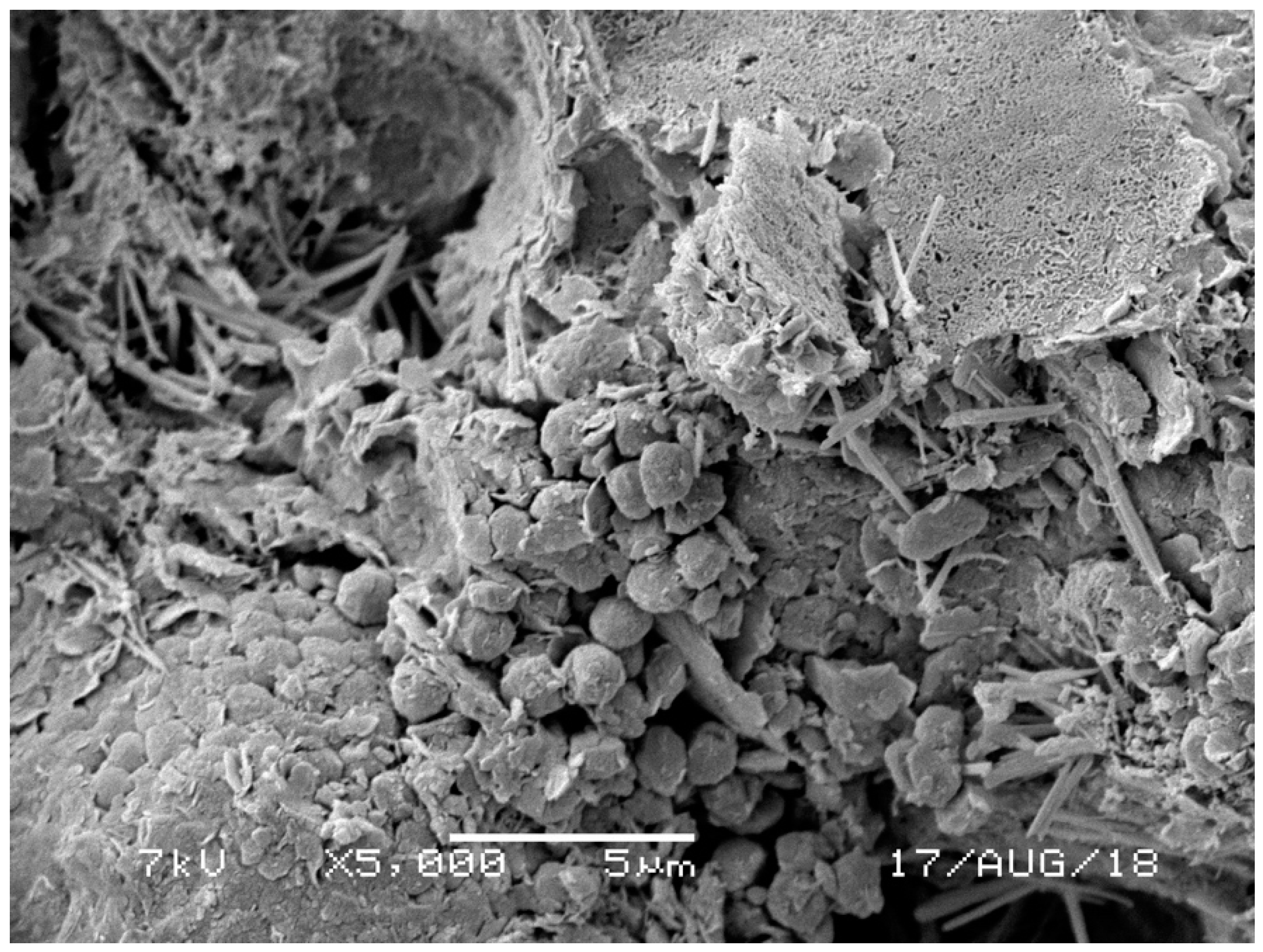
3.4. Microstructure
4. Conclusions
- The mechanical response of the wood-ash blend is most beneficial at 5% wood-ash replacement. The 5% of wood-ash replacement seems to be the optimum replacement percentage to improve matrix properties.
- By testing one sample, the UCS and initial stiffness can be predicted for all other wood-ash content and cement content at any curing time and density.
- The proposed adjusted porosity/binder index formula can predict the strength and initial stiffness of other binder products, which was also confirmed in other studies.
- The replacement of cement with 5% wood-ash improves cohesion, and above this replacement level to 10% results in a reduction of cohesion.
- The long-term effective cohesion and friction angle parameters are aligned with the results of the unconfined compressive strength and initial stiffness. However, more tests should be carried out to develop a correlation of those shear parameters with the binder index.
- Based on the microscopic investigation, marine clay makes an excellent contribution to gel formation. Heterogeneity of the interstitial transition zone improves with the incorporation of the wood-ash into a system. The high LOI value of wood-ash diminishes the negativity at later ages, acting as a water reservoir to enhance the hydration process to produce better-densified matrix properties. The porosity slightly reduces with the help of cement–clay–wood-ash interaction. The duration of laminar phases, which were observed in SEM images, decrease after 28 days; further, particles are interconnected with a strong bond. The authors believe that this beneficial effect would be more visible after 60 days and recommend the microscopic investigation beyond 60 days, especially for clay blends.
- Reusing unsuitable soil and hazardous wastes will reduce environmental and financial impacts. Improving soil with additives will facilitate the use of the available soil on site. In addition to the environmental contribution of cement usage reduction, using waste material, such as WA, will enable safe disposal of those harmful materials.
- The incorporation of such material on site does not require any specific tool; field application is conventional and straightforward.
- Conducting bound water or heat release test to measure reactivity would be beneficial for mixtures composed of clay with cementitious constituents.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cyprus Turkish Chamber of Civil Engineers (Site Investigation Database). Available online: https://www.ktimo.org/Zemin (accessed on 27 June 2020).
- Rajasekaran, G.; Rao, S.N. Lime Stabilization Technique for the Improvement of Marine Clay. Soils Found. 1997, 37, 97–104. [Google Scholar] [CrossRef]
- Rao, K.D.; Anusha, M.; Pranav, P.R.T.; Venkatesh, G. A laboratory study on the stabilization of marine clay using saw dust and lime. Int. J. Eng. Sci. Adv. Technol. 2012, 2, 851–862. [Google Scholar]
- Venkateswarlu, D.; Anjan Kumar, M.; Prasada Raju, G.V.R.; Prasad, D.S.V. A study on the lime—Cement stabilized marine clay. Asian J. Microbiol. Biotechnol. Environ. Sci. 2014, 16, 437–442. [Google Scholar]
- Mohammed Al-Bared, M.A.; Marto, A. A review on the geotechnical and engineering characteristics of marine clay and the modern methods of improvements. Malays. J. Fundam. Appl. Sci. 2017, 13, 825–831. [Google Scholar] [CrossRef]
- Xiao, H.W.; Lee, F.H. Curing time effect on behavior of cement treated marine clay. Proc. World Acad. Sci. Eng. Technol. 2008, 33, 2070–3740. [Google Scholar]
- Xiao, H.; Shen, W.; Lee, F.H. Engineering properties of marine clay admixed with portland cement and blended cement with siliceous fly ash. J. Mater. Civ. Eng. 2017, 29, 04017177. [Google Scholar] [CrossRef]
- Basack, S.; Purkayastha, R.D. Engineering properties of marine clays from the eastern coast of India. J. Eng. Technol. Res. 2009, 1, 109–114. [Google Scholar]
- Siddique, R.; Singh, M.; Singhal, A.K. Use of unprocessed wood ash as partial replacement of sand in concrete. ACI Mater. J. 2019, 116, 77–86. [Google Scholar] [CrossRef]
- Shi, Z.; Lothenbach, B. The role of calcium on the formation of alkali-silica reaction products. Cem. Concr. Res. 2019, 126, 105898. [Google Scholar] [CrossRef]
- Aydin, E.; Arel, H.Ş. High-volume marble substitution in cement-paste: Towards a better sustainability. J. Clean. Prod. 2019, 237, 117801. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of industrial by-products in concrete. Procedia Eng. 2014, 95, 335–347. [Google Scholar] [CrossRef]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Ekinci, A. Effect of preparation methods on strength and microstructural properties of cemented marine clay. Constr. Build. Mater. 2019, 227, 116690. [Google Scholar] [CrossRef]
- Cheah, C.B.; Samsudin, M.H.; Ramli, M.; Part, W.K.; Tan, L.E. The use of high calcium wood ash in the preparation of Ground Granulated Blast Furnace Slag and Pulverized Fly Ash geopolymers: A complete microstructural and mechanical characterization. J. Clean. Prod. 2017, 156, 114–123. [Google Scholar] [CrossRef]
- Frías, M.; Rodríguez, O.; Sanchez de Rojas, M.I.; Villar-Cociña, E.; Rodrigues, M.S.; Savastano Junior, H. Advances on the development of ternary cements elaborated with biomass ashes coming from different activation process. Constr. Build. Mater. 2017, 136, 73–80. [Google Scholar] [CrossRef]
- Shearer, C.R.; Kurtis, K.E. Use of biomass and co-fired fly ash in concrete. ACI Mater. J. 2015, 112, 209–218. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of wood ash in concrete manufacturing. Resour. Conserv. Recycl. 2012, 67, 27–33. [Google Scholar] [CrossRef]
- Kraus, R.; Naik, T. A New Source of Pozzolanic Material. Concr. Int. Des. Constr. 2003, 25, 55–63. [Google Scholar]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Tamanna, K.; Raman, S.N.; Jamil, M.; Hamid, R. Utilization of wood waste ash in construction technology: A review. Constr. Build. Mater. 2020, 237, 117654. [Google Scholar] [CrossRef]
- Ekinci, A.; Scheuermann Filho, H.C.; Consoli, N.C. Copper Slag-Hydrated Lime-Portland Cement Stabilized Marine Deposited Clay. In Proceedings of the Institution of Civil Engineers-Ground Improvement; Ground Improvement: London, UK, 2019. [Google Scholar]
- Stolz, J.; Boluk, Y.; Bindiganavile, V. Wood ash as a supplementary cementing material in foams for thermal and acoustic insulation. Constr. Build. Mater. 2019, 215, 104–113. [Google Scholar] [CrossRef]
- Arel, H.Ş.; Aydin, E. Use of industrial and agricultural wastes in construction concrete. ACI Mater. J. 2018, 115, 55–64. [Google Scholar] [CrossRef]
- Kizinievic, O.; Kizinievic, V. Utilisation of wood ash from biomass for the production of ceramic products. Constr. Build. Mater. 2016, 127, 264–273. [Google Scholar] [CrossRef]
- Naik, T.R.; Kraus, R.N.; Siddique, R. Controlled low-strength materials containing mixtures of coal ash and new pozzolanic material. Mater. J. 2003, 100, 208–215. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J. Concrete Microstructure, Properties and Materials; McGraw-Hill Education: New York, NY, USA, 2017. [Google Scholar]
- Kunther, W.; Lothenbach, B.; Skibsted, J. Influence of the Ca/Si ratio of the C-S-H phase on the interaction with sulfate ions and its impact on the ettringite crystallization pressure. Cem. Concr. Res. 2015, 69, 37–49. [Google Scholar] [CrossRef]
- Elinwa, A.U. Experimental characterization of Portland cement-calcined soldier-ant mound clay cement mortar and concrete. Constr. Build. Mater. 2006, 20, 754–760. [Google Scholar] [CrossRef]
- Chowdhury, S.; Mishra, M.; Suganya, O. The incorporation of wood waste ash as a partial cement replacement material for making structural grade concrete: An overview. Ain Shams Eng. J. 2015, 6, 429–437. [Google Scholar] [CrossRef]
- Cheah, C.B.; Ramli, M. The implementation of wood waste ash as a partial cement replacement material in the production of structural grade concrete and mortar: An overview. Resour. Conserv. Recycl. 2011, 55, 669–685. [Google Scholar] [CrossRef]
- Naik, T.R.; Kraus, R.N. Demonstration of manufacturing technology for concrete and clsm utilizing wood ash from wisconsin. UWM Cent. Prod. Util. 2002, 538, 124. [Google Scholar]
- Lothenbach, B.; Nonat, A. Calcium silicate hydrates: Solid and liquid phase composition. Cem. Concr. Res. 2015, 78, 57–70. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of industrial by-products in concrete. In Proceedings of the Procedia Engineering, Chengdu, China, 20–22 June 2014. [Google Scholar]
- Consoli, N.C.; Foppa, D.; Festugato, L.; Heineck, K.S. Key parameters for strength control of artificially cemented soils. J. Geotech. Geoenviron. Eng. 2007, 133, 197–205. [Google Scholar] [CrossRef]
- Consoli, N.C.; Rosa, A.D.; Saldanha, R.B. Variables governing strength of compacted soil-fly ash-lime mixtures. J. Mater. Civ. Eng. 2011, 23, 432–440. [Google Scholar] [CrossRef]
- Nath, B.D.; Sarkar, G.; Siddiqua, S.; Rokunuzzaman, M.; Islam, M.R. Geotechnical Properties of Wood Ash-Based Composite Fine-Grained Soil. Adv. Civ. Eng. 2018, 2018, 9456019. [Google Scholar] [CrossRef]
- Consoli, N.C.; Da Silva Lopes, L.; Consoli, B.S.; Festugato, L. Mohr-Coulomb failure envelopes of lime-treated soils. Geotechnique 2014, 64, 165–170. [Google Scholar] [CrossRef]
- Soltani, A.; Deng, A.; Taheri, A.; Mirzababaei, M.; Jaksa, B. A dimensional description of the unconfined compressive strength of artificially cemented fine-grained soils. J. Adhes. Sci. Technol. 2020, 1–25. [Google Scholar] [CrossRef]
- Bellamy, C.V.; Jukes-Brown, A.J. The geology of Cyprus: Plymouth; William Brendon & Son: Brandon, UK, 1905. [Google Scholar]
- Hakyemez, Y.; Turhan, N.; Sönmez, İ.; Sümengen, M. The Geology of the Turkish Republic of Northern Cyprus; Department of the Geological Surveys, General Directorate of the Minerals Research and Exploration of Turkey: Ankara, Turkey, 2000; unpublished report; p. 44. [Google Scholar]
- Palamakumbura, R.N. Sedimentary Response to the Tectonic Uplift of the Kyrenia Range, Northern Cyprus, in its Eastern Mediterranean Tectonic Setting. Ph.D. Thesis, The University of Edinburgh, Edinburgh, UK, 2015. [Google Scholar]
- ASTM D4318-17e1. Standard Test Methods for Liquid Limit, Plastic Limit, and Plasticity Index of Soils; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM D6913/D6913M-17. Standard Test Methods for Particle-Size Distribution (Gradation) of Soils Using Sieve Analysis; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM D854-14. Standard Test Methods for Specific Gravity of Soil Solids by Water Pycnometer; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM D2487-17e1. Standard Practice for Classification of Soils for Engineering Purposes (Unified Soil Classification System); ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Consoli, N.C.; Vaz Ferreira, P.M.; Tang, C.S.; Veloso Marques, S.F.; Festugato, L.; Corte, M.B. A unique relationship determining strength of silty/clayey soils—Portland cement mixes. Soils Found. 2016, 56, 1082–1088. [Google Scholar] [CrossRef]
- ASTM C188-17. Standard Test Method for Density of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Naik, T.R.; Kraus, R.N.; Siddique, R. A new source of pozzolanic material. Concr. Int. 2003, 25, 55–62. [Google Scholar]
- ASTM C150/C150M-18. Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM C39/C39M-20. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Basma, A.A.; Al-Homoud, A.S.; Al-Tabari, E.Y. Effects of methods of drying on the engineering behavior of clays. Appl. Clay Sci. 1994, 9, 151–164. [Google Scholar] [CrossRef]
- Selig, E.; Ladd, R. Preparing Test Specimens Using Undercompaction. Geotech. Test. J. 1978, 1, 16. [Google Scholar] [CrossRef]
- ASTM C511-13. Standard Specification for Mixing Rooms, Moist Cabinets, Moist Rooms, and Water Storage Tanks Used in the Testing of Hydraulic Cements and Concretes; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Consoli, N.C.; Filho, H.C.S.; Godoy, V.B.; Rosenbach, C.M.D.C.; Carraro, J.A.H. Durability of rap-industrial waste mixtures under severe climate conditions. Soils Rocks 2018, 41, 149–156. [Google Scholar] [CrossRef]
- ASTM C597-02. Standard Test Method for Pulse Velocity Through Concrete; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- ASTM D3080/D3080M-11. Standard Test Method for Direct Shear Test of Soils Under Consolidated Drained Conditions; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Krzywiński, K.; Sadowski, Ł.; Szymanowski, J.; Zak, A.; Piechówka-Mielnik, M. Attempts to improve the subsurface properties of horizontally-formed cementitious composites using tin(ii) fluoride nanoparticles. Coatings 2020, 10, 83. [Google Scholar] [CrossRef]
- Sadowski, Ł.; Hoła, J.; Żak, A.; Chowaniec, A. Microstructural and mechanical assessment of the causes of failure of floors made of polyurethane-cement composites. Compos. Struct. 2020, 238, 112002. [Google Scholar] [CrossRef]
- Consoli, N.C.; Marques, S.F.V.; Floss, M.F.; Festugato, L. Broad-spectrum empirical correlation determining tensile and compressive strength of cement-bonded clean granular soils. J. Mater. Civ. Eng. 2017, 29, 1–7. [Google Scholar] [CrossRef]
- Diambra, A.; Ibraim, E.; Peccin, A.; Consoli, N.C.; Festugato, L. Theoretical derivation of artificially cemented granular soil strength. J. Geotech. Geoenviron. Eng. 2017, 143, 04017003. [Google Scholar] [CrossRef]
- Bishop, A.W.; Green, G.E. The influence of end restraint on the compression strength of a cohesionless soil. Geotechnique 1965, 15, 243–266. [Google Scholar] [CrossRef]
- Li, X.; Snellings, R.; Antoni, M.; Alderete, N.M.; Ben Haha, M.; Bishnoi, S.; Cizer, Ö.; Cyr, M.; De Weerdt, K.; Dhandapani, Y.; et al. Reactivity tests for supplementary cementitious materials: RILEM TC 267-TRM phase 1. Mater. Struct. Constr. 2018, 51, 151. [Google Scholar] [CrossRef]
- Mehta, B.Y.P.K.; Burrows, R.W. Building Durable Structures in the 21st Century. Concr. Int. 2001, 23, 57–63. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Marine Clay | Wood-Ash | London Clay [47] | Portugal Silty Sand [47] |
|---|---|---|---|---|
| Liquid limit (%) | 40 | - | 78 | 39 |
| Plastic limit (%) | 21 | - | 30 | 34 |
| Plasticity index (%) | 19 | - | 48 | 5 |
| Specific gravity | 2.61 | 1.7 | 2.75 | 2.64 |
| Fine gravel (4.75 mm < diameter < 20 mm) (%) | - | - | - | - |
| Coarse sand (2.00 mm < diameter < 4.75 mm) (%) | 2 | - | - | - |
| Medium sand (0.425 < diameter < 2.00 mm) (%) | 3 | - | - | - |
| Fine sand (0.075 mm < diameter < 0.425 mm) (%) | 27 | 100 | 2 | 1.5 |
| Silt (0.002 mm < diameter < 0.075 mm) (%) | 19 | - | 48 | 65.5 |
| Clay (diameter < 0.002 mm) (%) | 49 | - | 50 | 33 |
| D50 particle diameter (mm) | 0.0035 | 0.18 | 0.002 | 0.006 |
| USCS class | CL | SP | CH | ML |
| Compound | Clay (%) | Portland Cement (%) | Wood-ash (%) |
|---|---|---|---|
| SiO2 | 22.1 | 21.2 | 18.1 |
| Al2O3 | 7.6 | 5.1 | 3.3 |
| Fe2O3 | 6.7 | 2.5 | 2.8 |
| CaO | 45.5 | 64.7 | 44.4 |
| MgO | 2.3 | 0.9 | 2.8 |
| K2O | 2.1 | 0.2 | 5.2 |
| SO3 | 1.1 | 1.5 | 0.9 |
| loss on ignition | 12.6 | 2.5 | 22.1 |
| Soil Type | Cement Contents (%) | Wood-Ash Content (%) | Molding Dry Density (kg/m3) | Curing Periods (Days) | Test Type | Normalization Index (∇) | qu for Normalization (kPa) |
|---|---|---|---|---|---|---|---|
| Marine Deposited Clay | 7 | UCS, Go, Direct Shear *, SEM * | η/(Xiv)0.32 = 25 | 1650 | |||
| 7, 10, and 13 | 1400 and 1600 | 28 | η/(Xiv)0.32 = 25 | 1800 | |||
| 60 | η/(Xiv)0.32 = 25 | 2050 | |||||
| 7 | UCS, Go, Direct Shear *, SEM * | η/(Xiv)0.32 = 25 | 1700 | ||||
| 7, 10, and 13 | 5% | 1400 and 1600 | 28 | η/(Xiv)0.32 = 25 | 2100 | ||
| 60 | η/(Xiv)0.32 = 25 | 2400 | |||||
| 7 | UCS, Go, Direct Shear *, SEM | η/(Xiv)0.32 = 25 | 1500 | ||||
| 7, 10, and 13 | 10% | 1400 and 1600 | 28 | η/(Xiv)0.32 = 25 | 1650 | ||
| 60 | η/(Xiv)0.32 = 25 | 2000 |
| Friction Angle (ϕ) | Cohesion (kPa) | Brittleness Index (%) | |
|---|---|---|---|
| Marine Clay | 27 | 10 | 0.00 |
| 7% Cement | 42 | 57 | 42.60 |
| 7% Cement 10% Ash | 42 | 91 | 25.87 |
| 7% Cement 5% Ash | 41 | 123 | 25.48 |
| 10% Cement | 39 | 164 | 54.06 |
| 10% Cement 10% Ash | 40 | 216 | 32.87 |
| 10% Cement 5% Ash | 39 | 233 | 21.40 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ekinci, A.; Hanafi, M.; Aydin, E. Strength, Stiffness, and Microstructure of Wood-Ash Stabilized Marine Clay. Minerals 2020, 10, 796. https://doi.org/10.3390/min10090796
Ekinci A, Hanafi M, Aydin E. Strength, Stiffness, and Microstructure of Wood-Ash Stabilized Marine Clay. Minerals. 2020; 10(9):796. https://doi.org/10.3390/min10090796
Chicago/Turabian StyleEkinci, Abdullah, Mohammad Hanafi, and Ertug Aydin. 2020. "Strength, Stiffness, and Microstructure of Wood-Ash Stabilized Marine Clay" Minerals 10, no. 9: 796. https://doi.org/10.3390/min10090796
APA StyleEkinci, A., Hanafi, M., & Aydin, E. (2020). Strength, Stiffness, and Microstructure of Wood-Ash Stabilized Marine Clay. Minerals, 10(9), 796. https://doi.org/10.3390/min10090796