

EDEM and FLUENT Parameter Finding and Verification Study of Thickener Based on Genetic Neural Network



Abstract
:1. Introduction
2. Modeling of Concentrator Dynamics
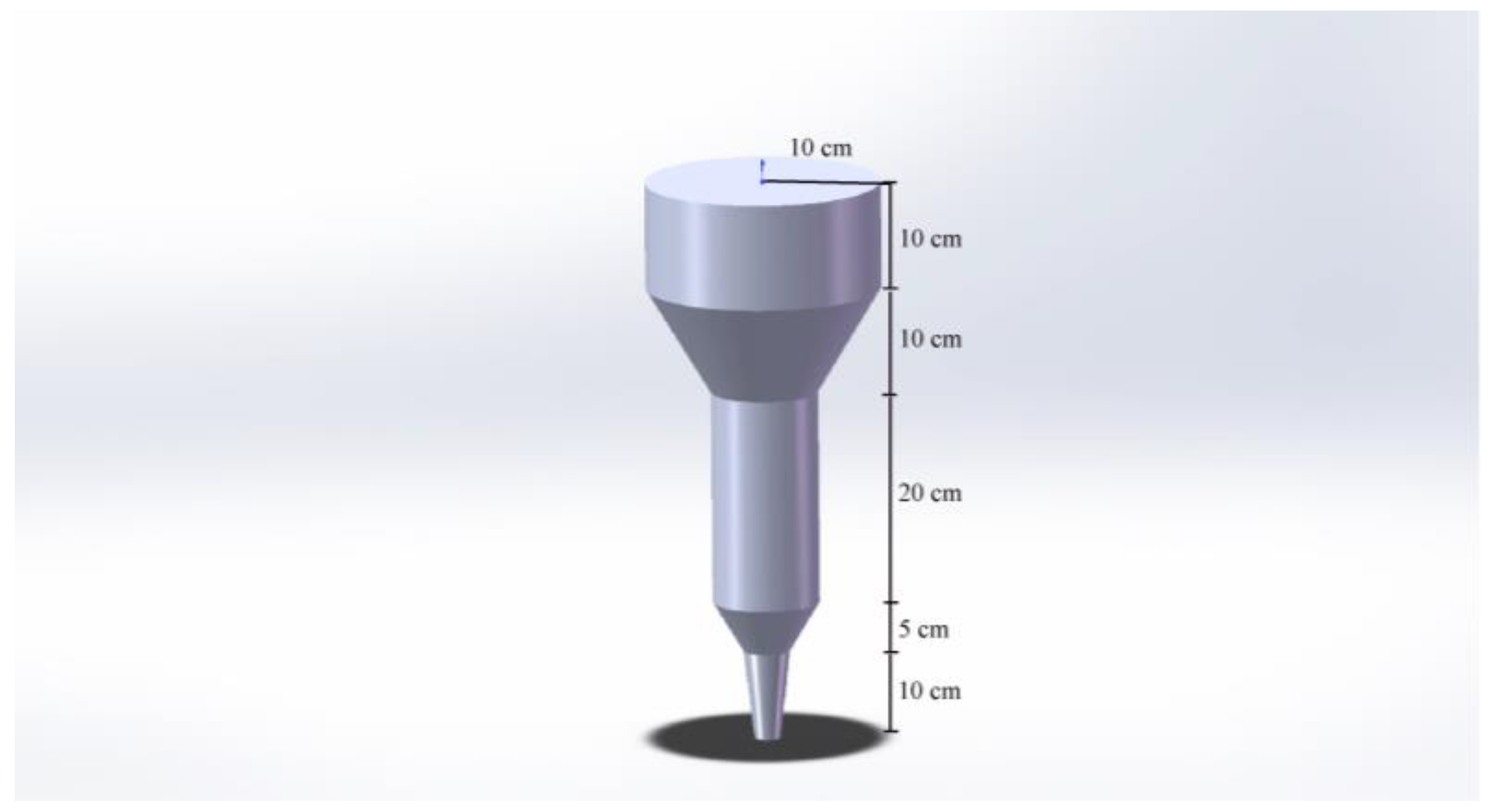
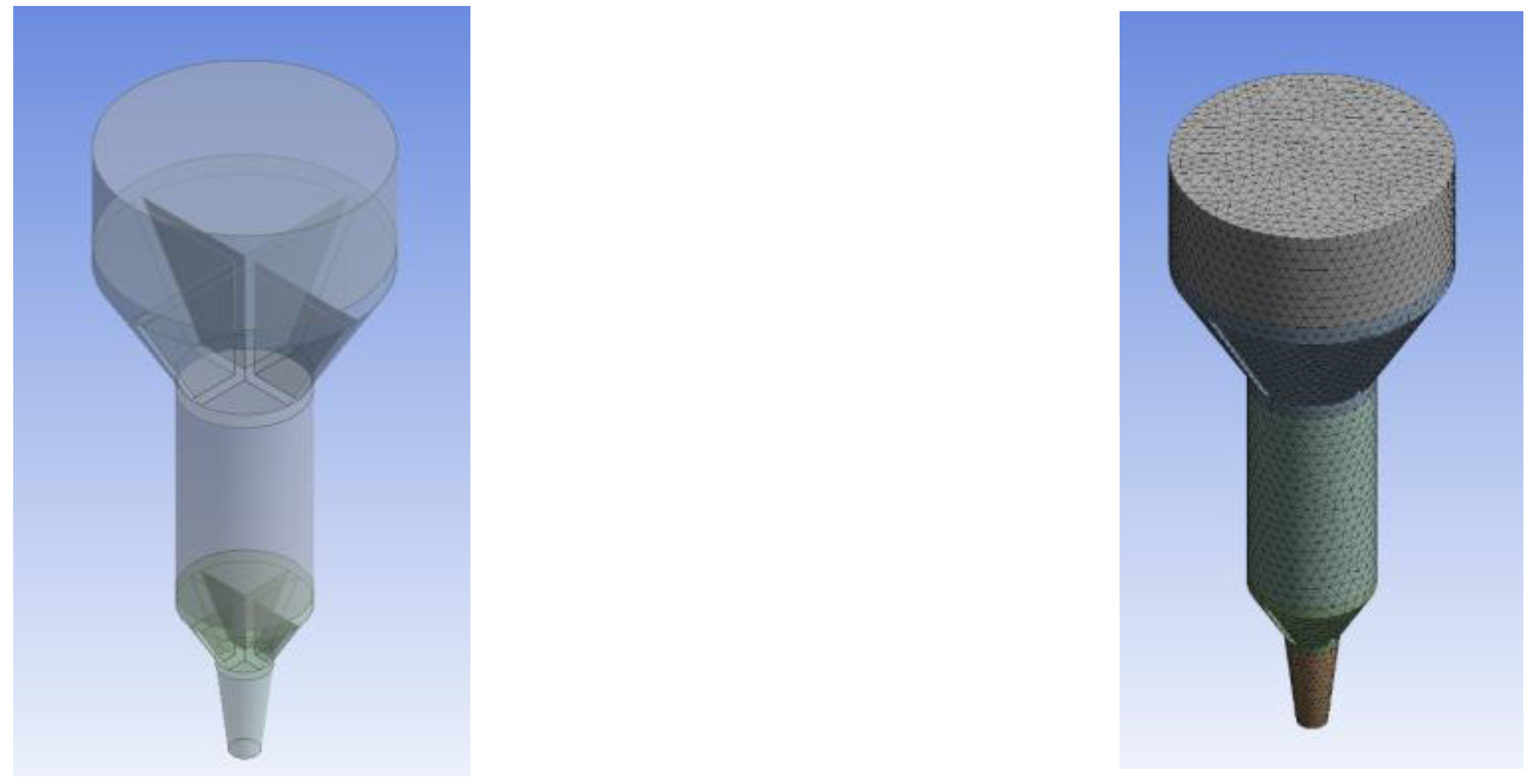
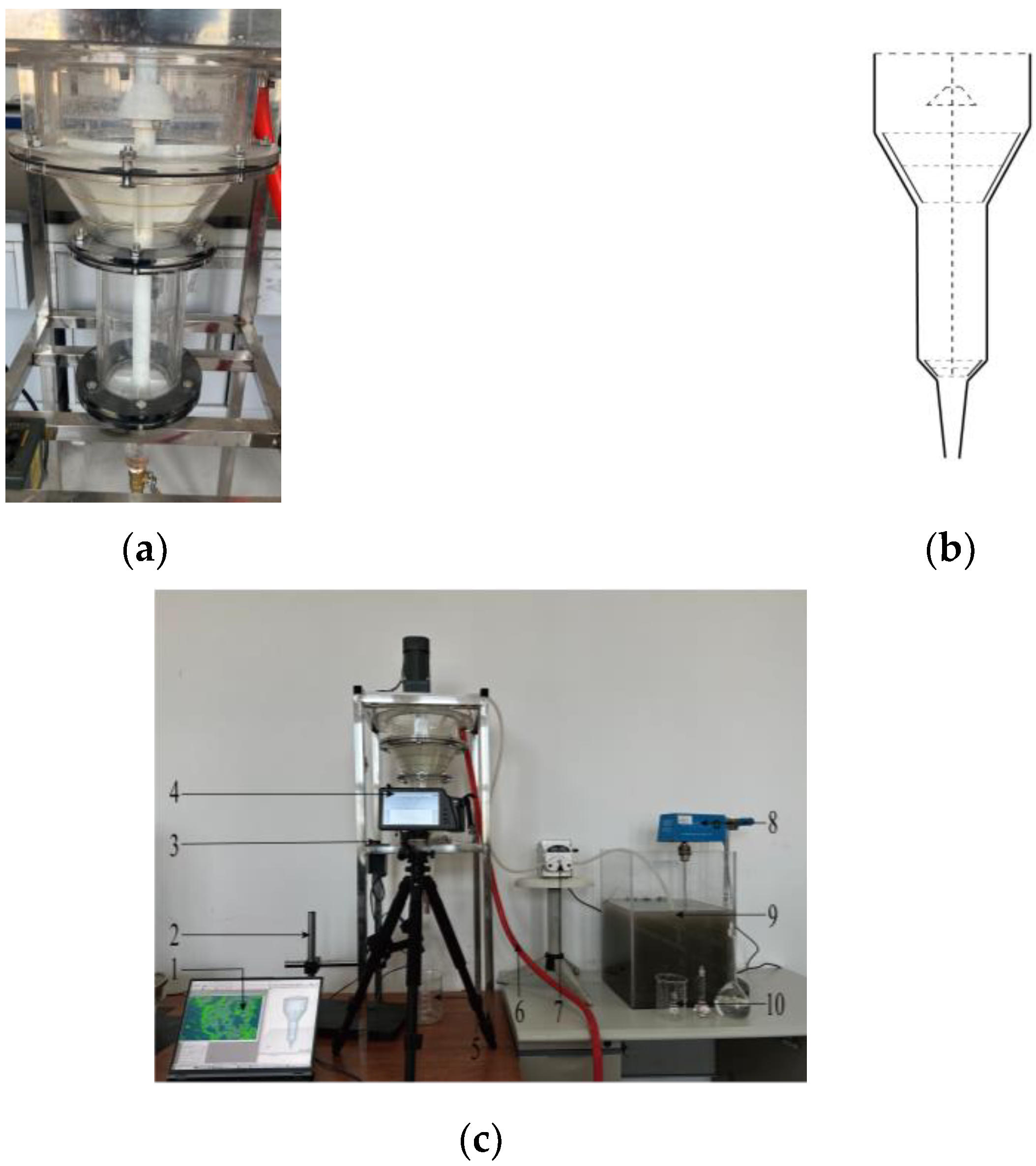
2.1. Concentrator Model
2.2. Coupling Model Description
2.3. Mathematical Models
2.3.1. Definition and Properties of Continuous Phase and Discrete Phase
2.3.2. DDPM Method
2.3.3. Turbulence Model
2.3.4. Discrete Element JKR Contact Model
3. Numerical Simulation Modeling
3.1. EDEM Parameter Setting
3.2. FLUENT Parameter Setting
3.3. Simulation Model Validation
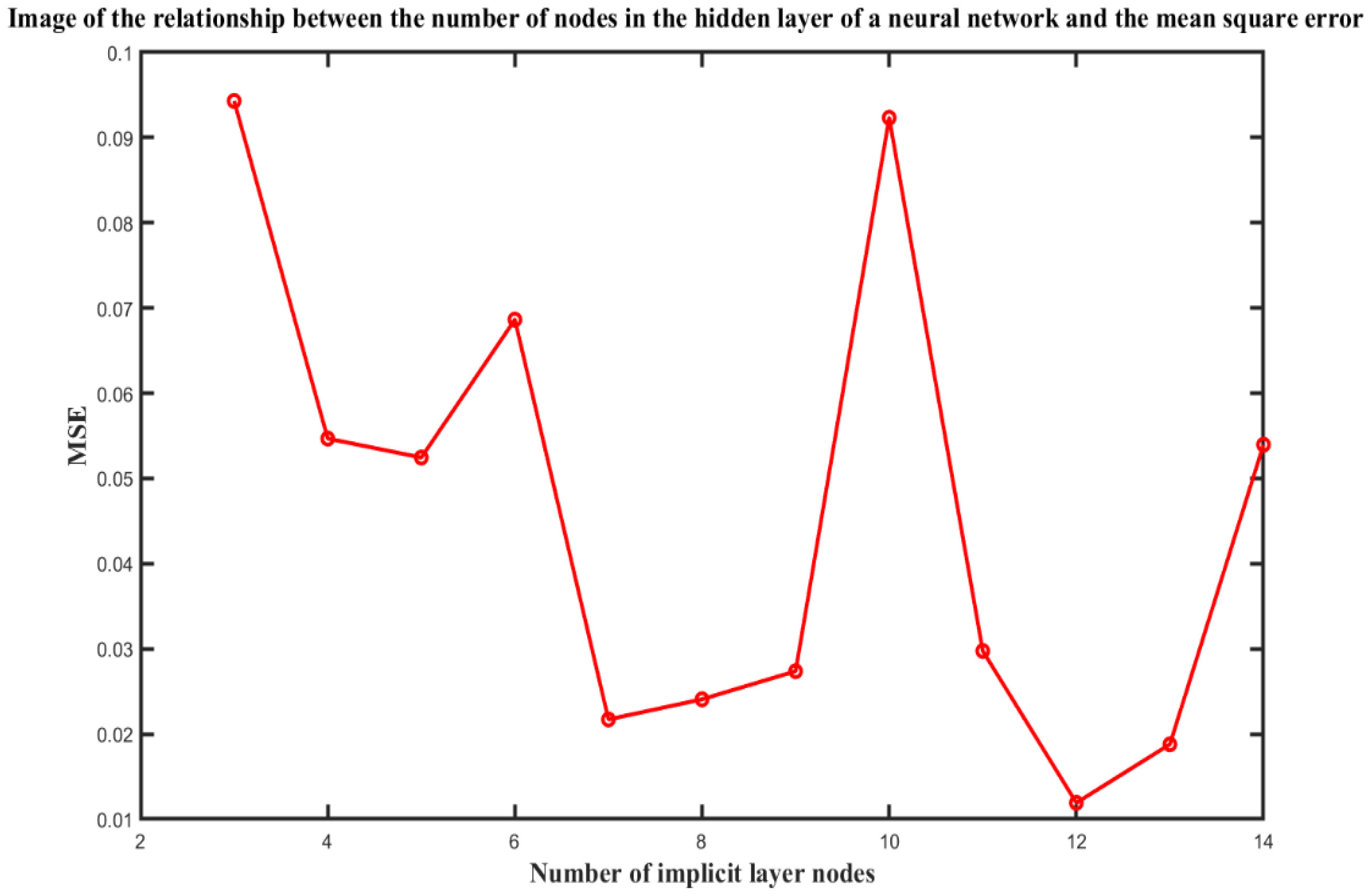
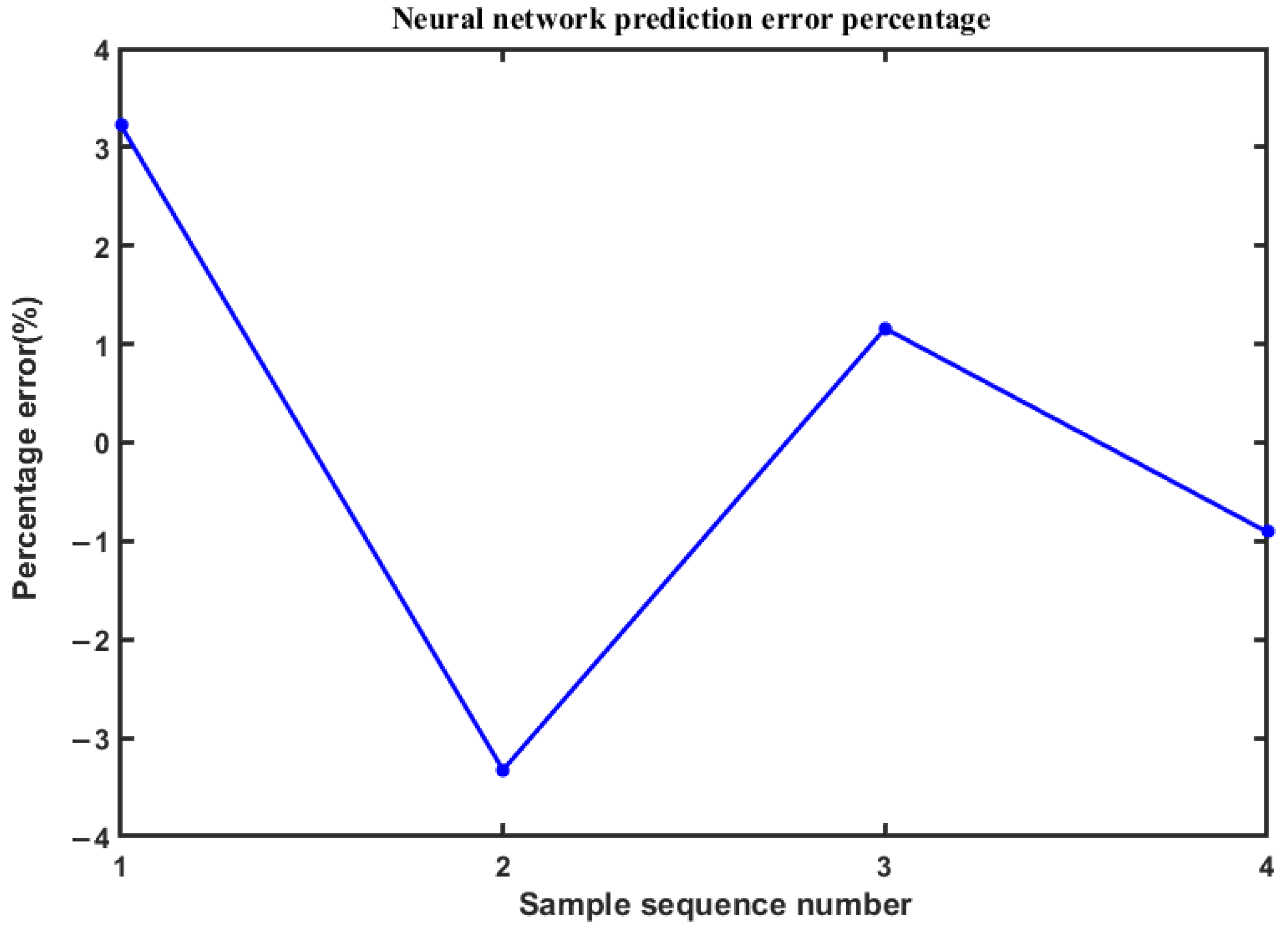
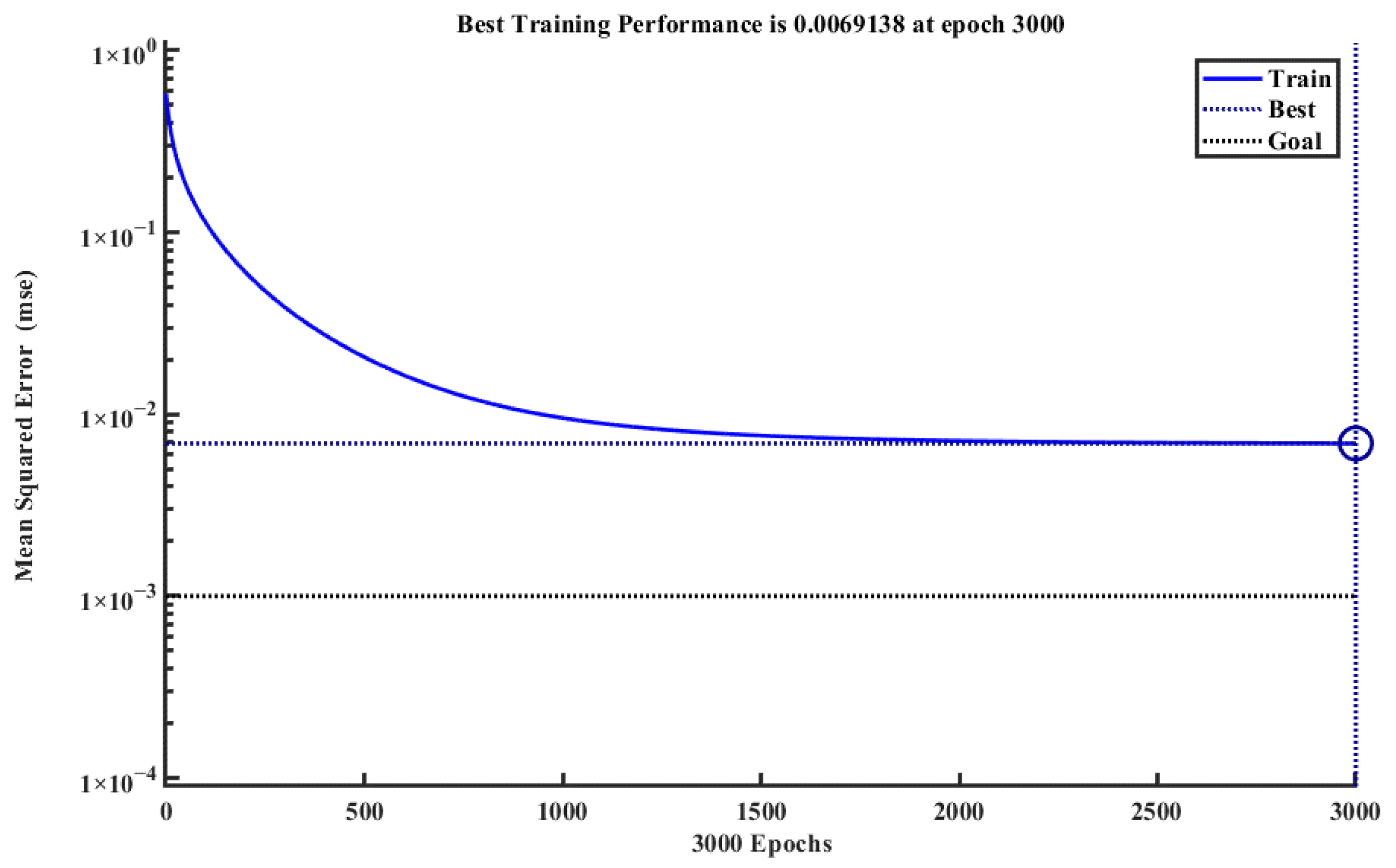
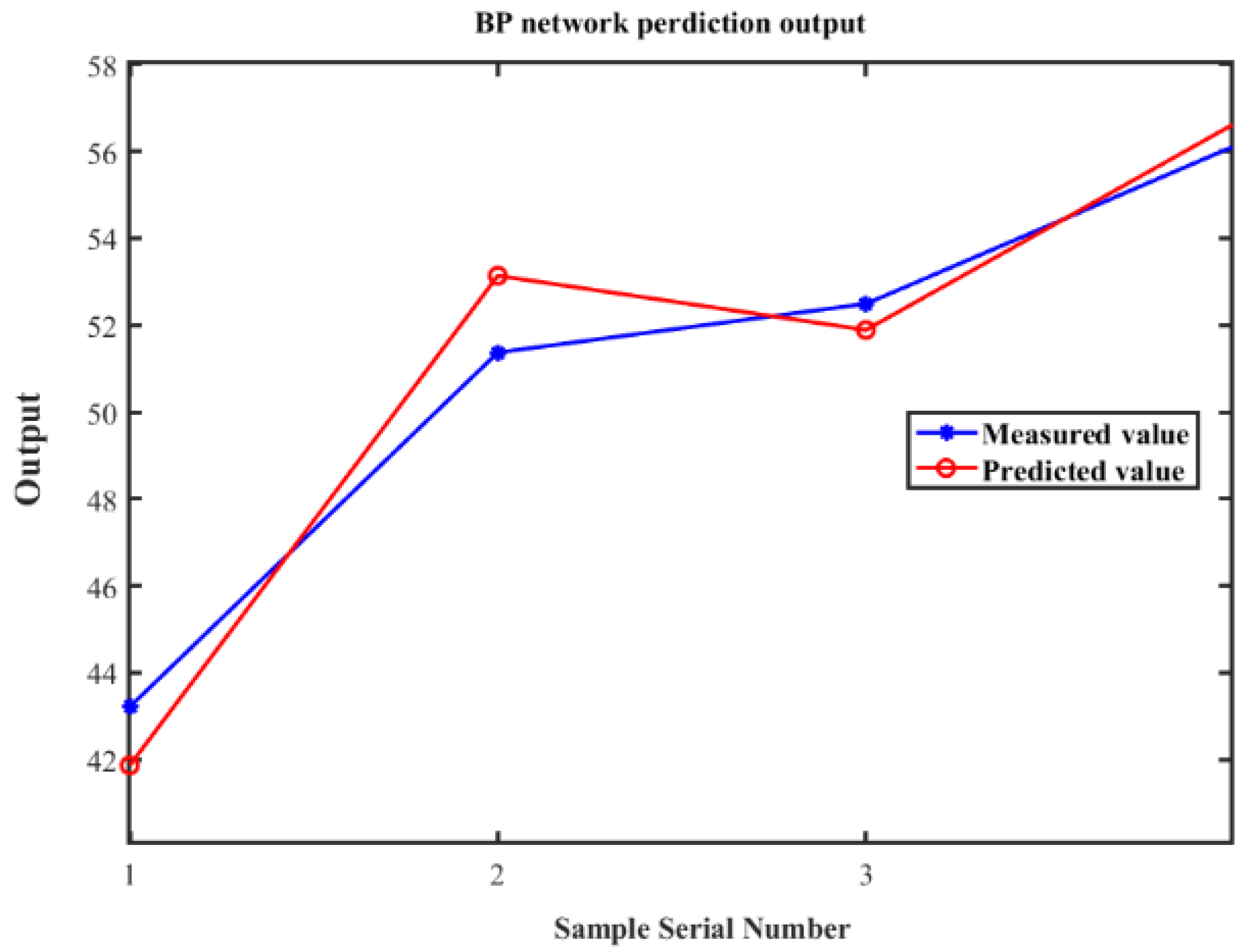
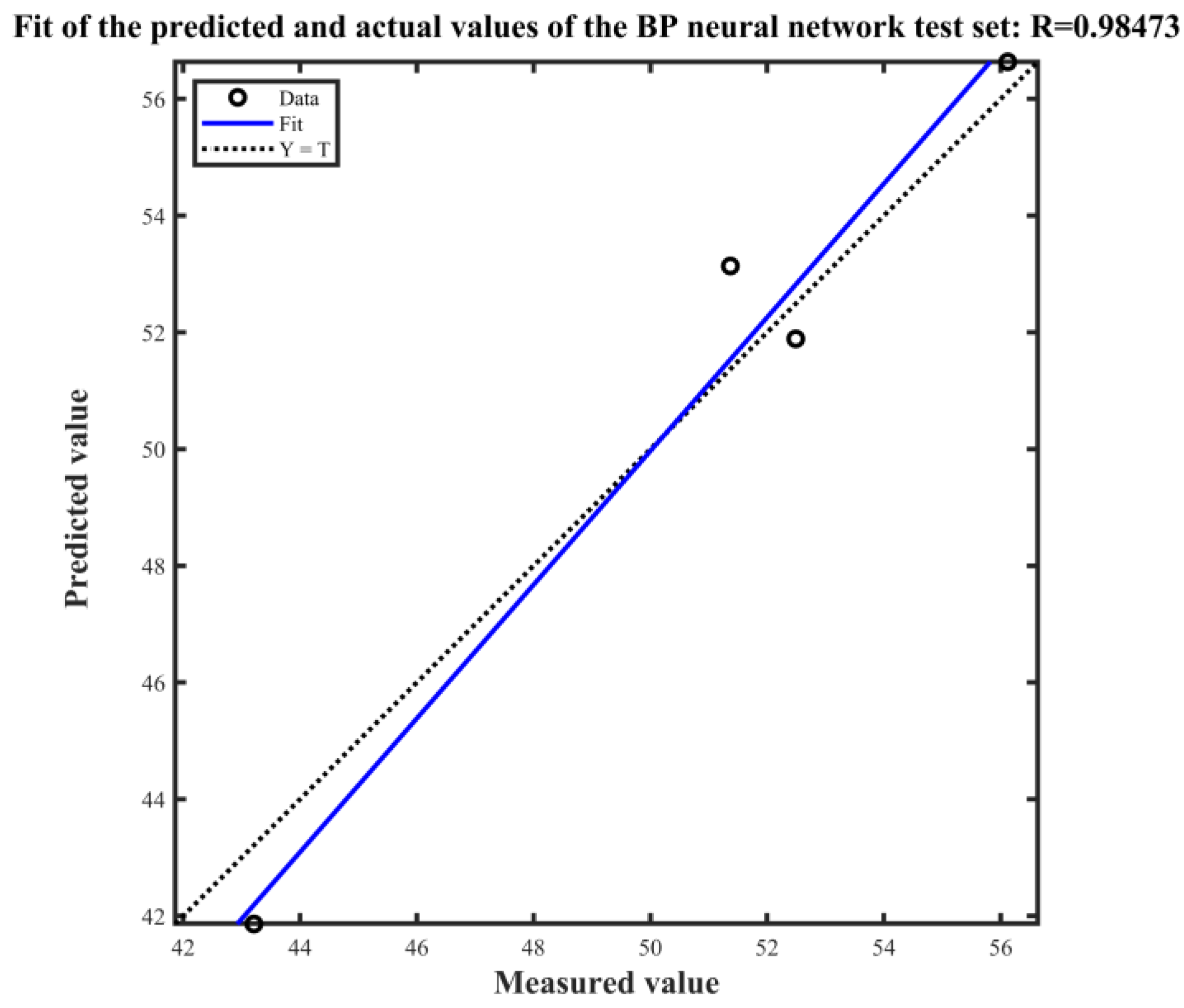
3.4. BP-NN Model Building
3.5. GA Advantage Search
4. Conclusions
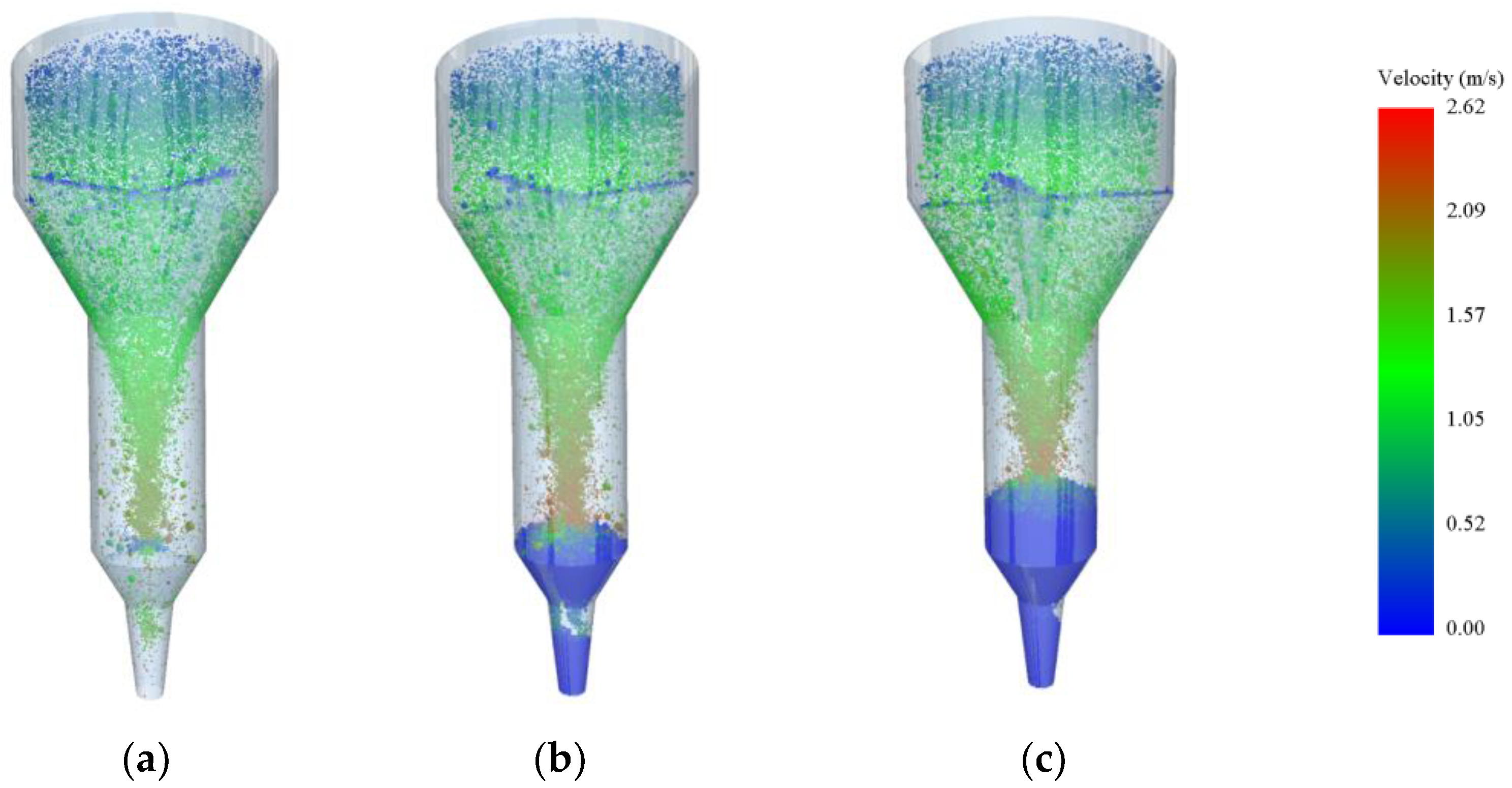
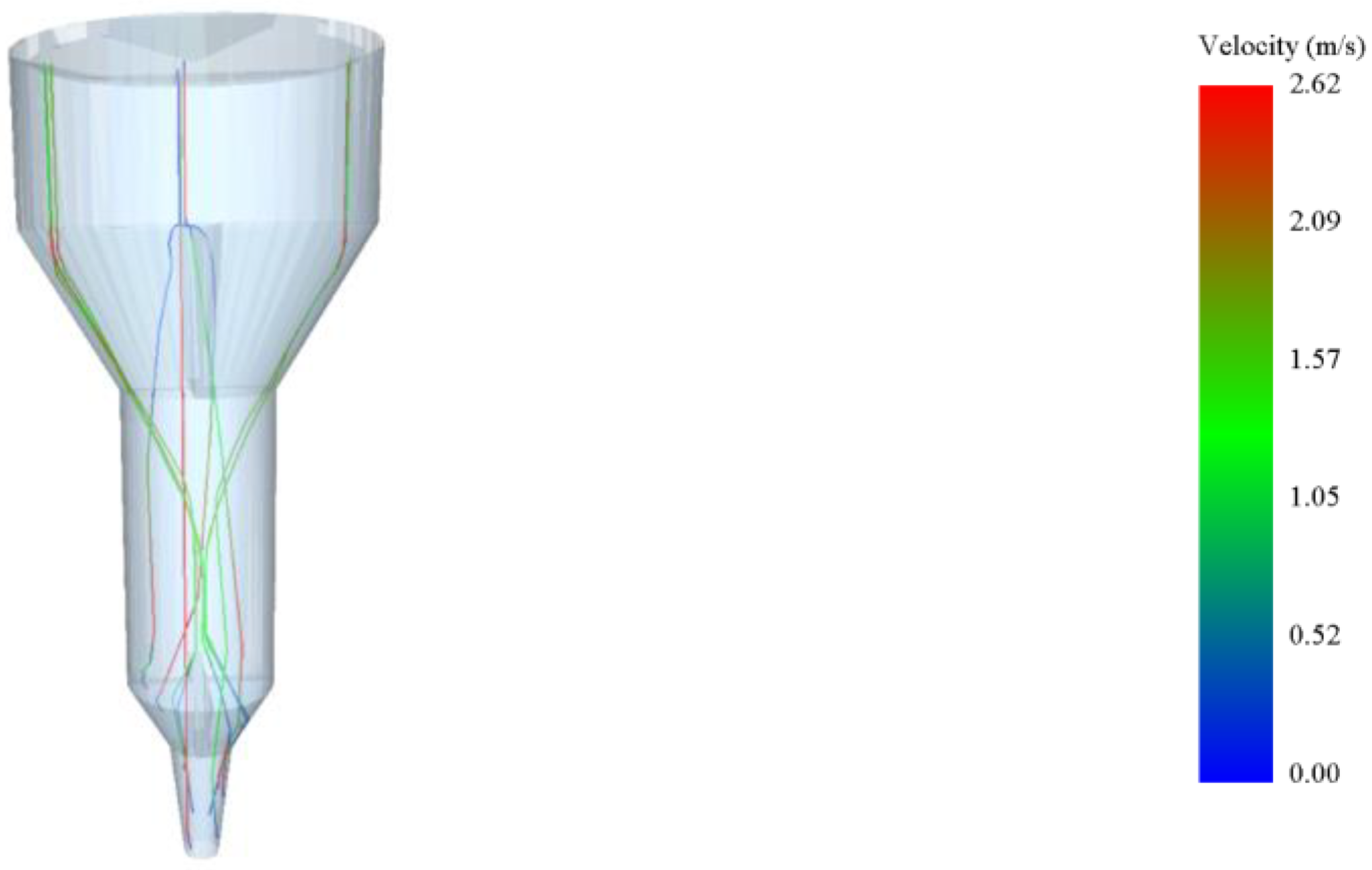
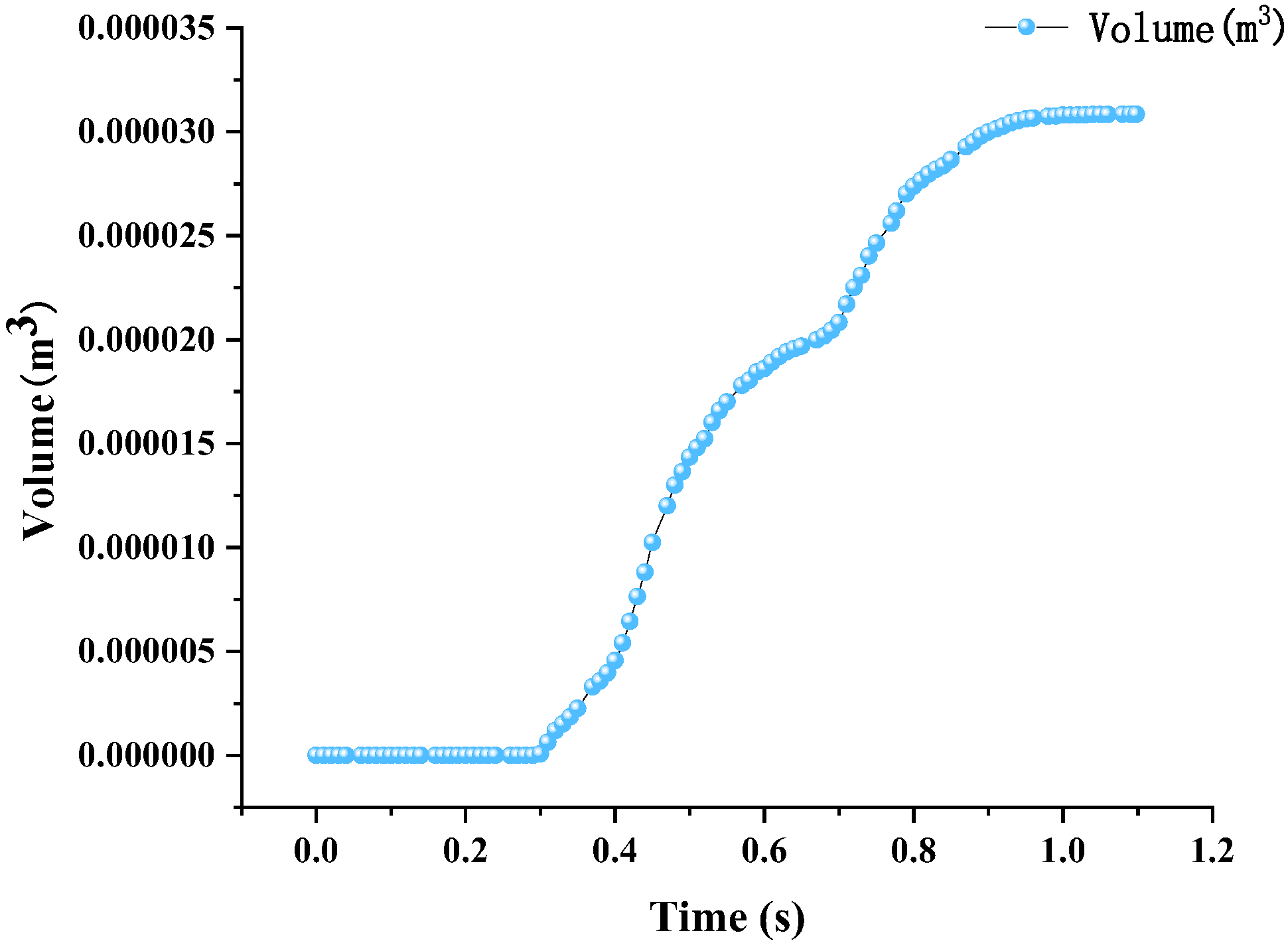
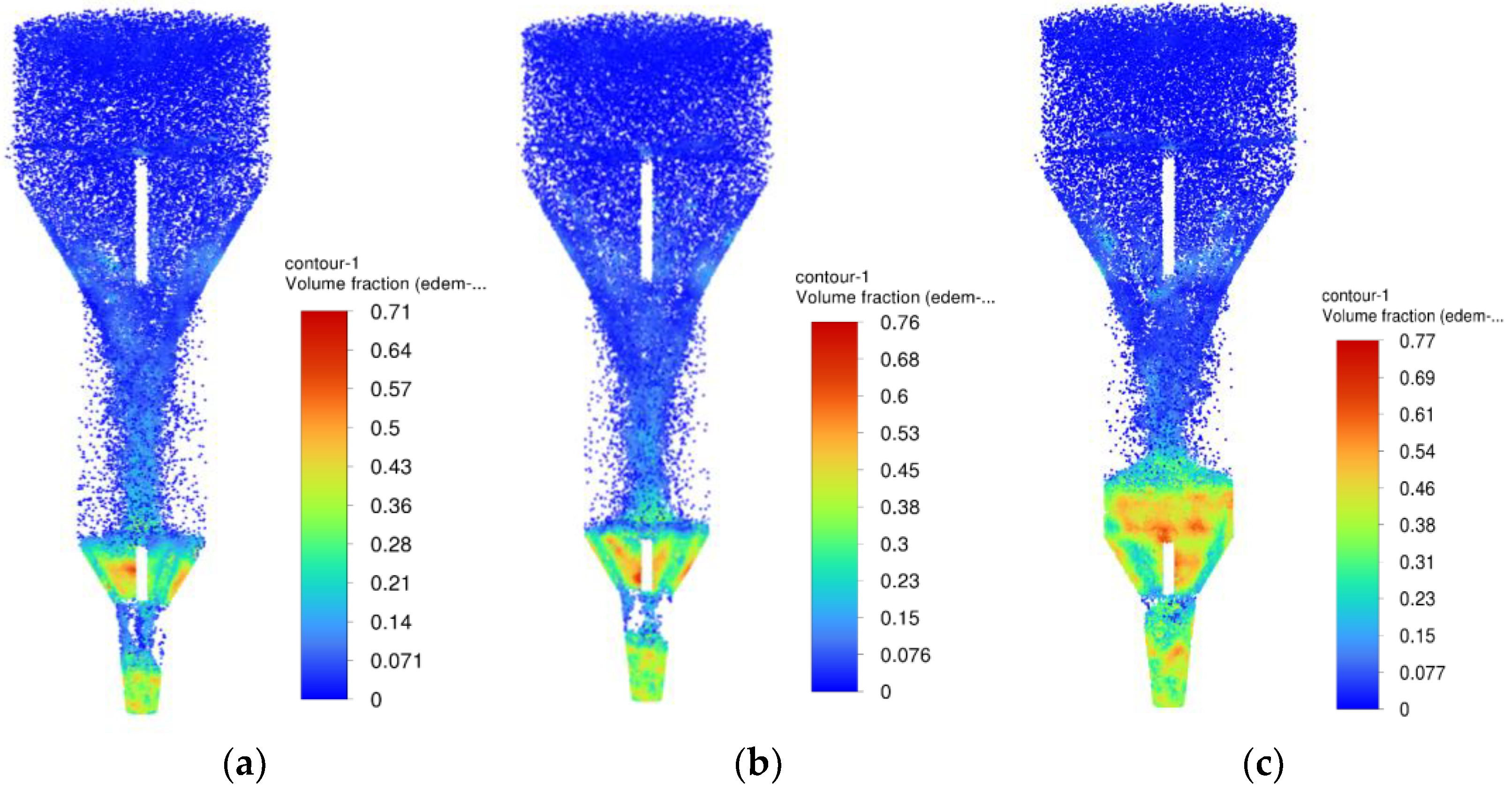
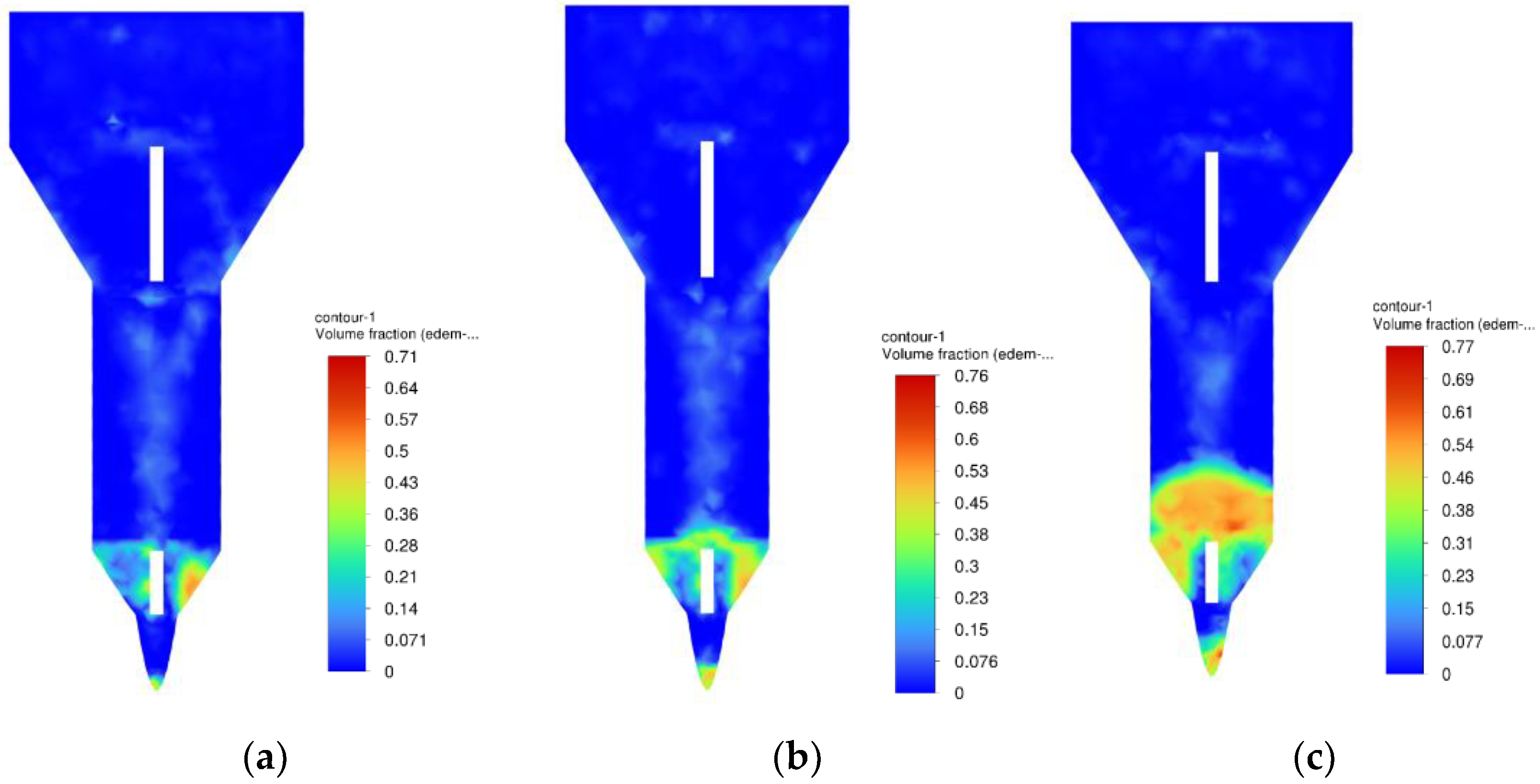
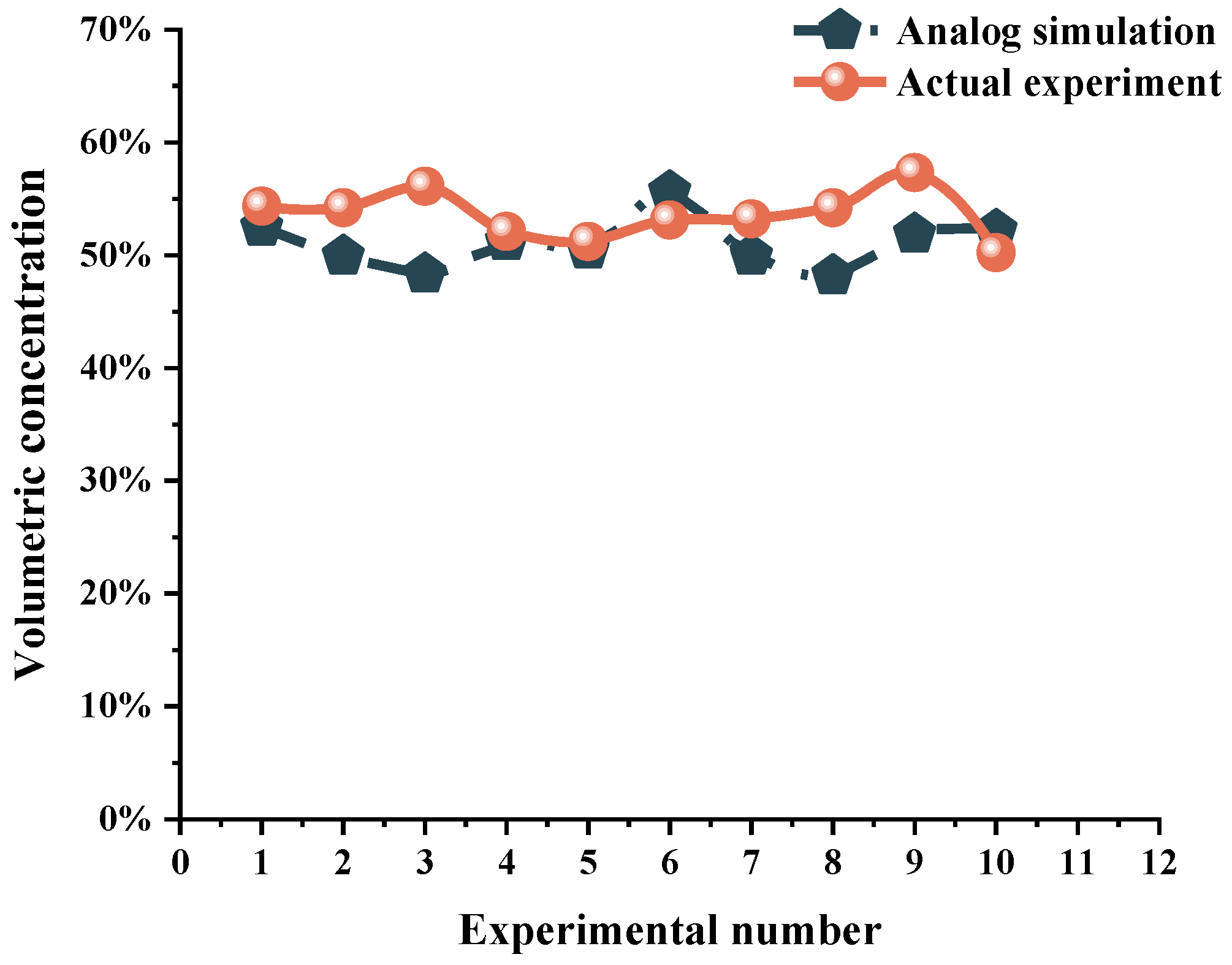
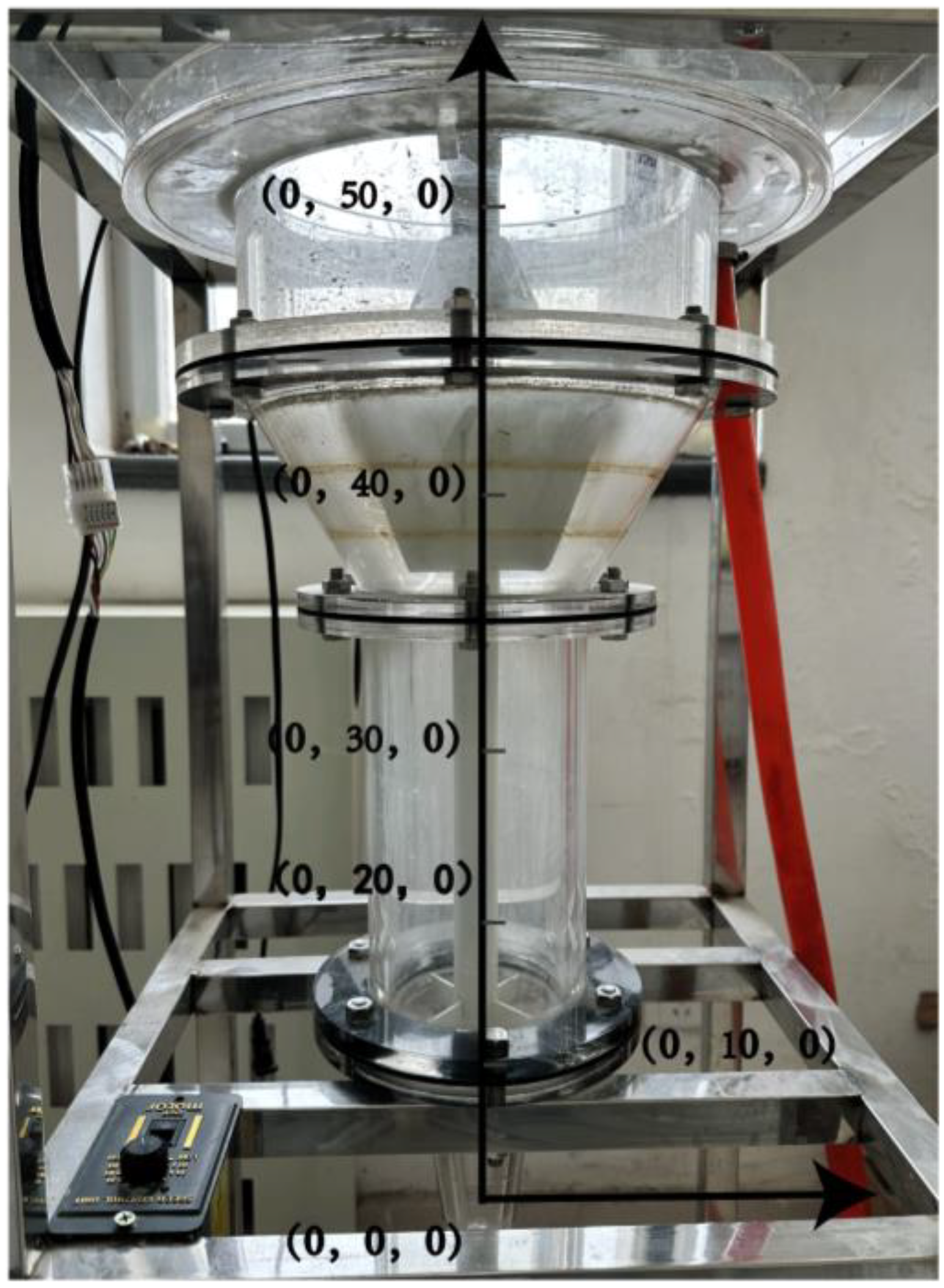
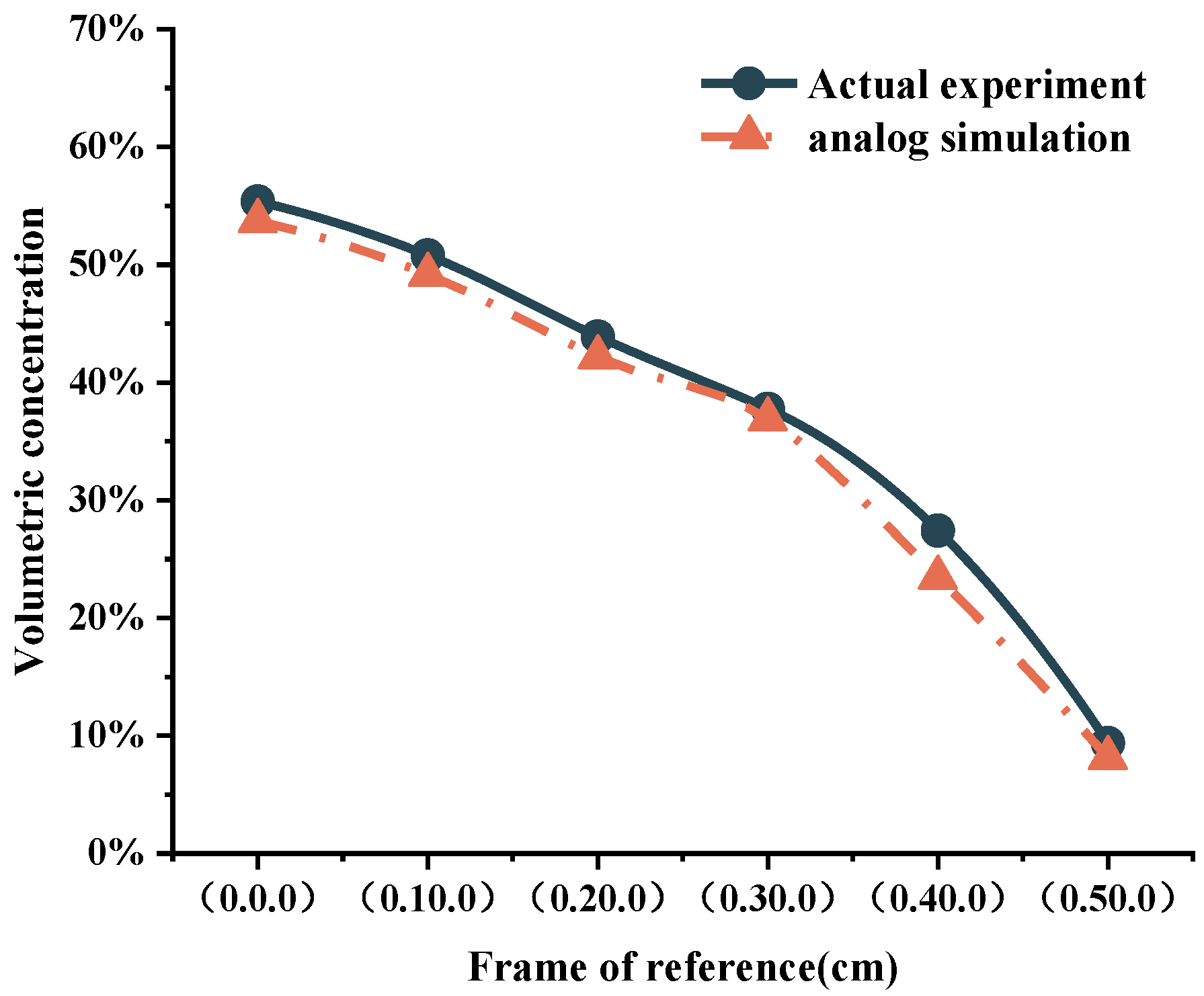
- In this study, numerical simulation using EDEM and FLUENT software was conducted to simulate the settling of concentrated particles inside the concentrator based on the theory of fluid–solid coupling. FLUENT was used to compute the fluid domain, while EDEM was employed to model the motion of particles within the system. By comparing the simulation results with actual experiments, it was found that the average volumetric concentration at the outlet in the numerical simulations (51.036%) closely matched the average volumetric concentration at the outlet in the actual concentration experiments (53.614%), with a relative error of only 4.8%. This validates the reliability of the EDEM–FLUENT model for this application. To facilitate comparison and analysis, the experimental data were transformed into coordinate axis data, using the bottom outlet as the origin. The slurry concentration at different heights was then compared. It was observed that the volumetric concentration of the bottom flow decreased with increasing height, which was consistent with the trend observed in laboratory experiments. This indicates that the numerical simulation results can, to some extent, reflect the actual situation and provide a foundation for conducting more realistic numerical simulations of the tailing concentration process in the concentrator.
- Through response surface experiments conducted using simulation software, we trained a predictive model based on the BP-NN neural network using the results of the numerical simulation experiments. Combined with the genetic algorithm (GA), we optimized the operating parameters of the concentrator, resulting in optimized parameters of scraper rotation speed at 9.7677 rpm, feed velocity at 0.2037 m/s, and feed concentration at 6.527%. The maximum volume concentration at the bottom outlet was approximately 62.000%. We performed numerical simulation experiments based on these parameter settings, and the average volume concentration at the bottom outlet in the experiments was 60.712% (n = 10), with a deviation of only 2.077% from the predicted value. The average volume concentration at the bottom outlet in the numerical simulation experiments was 59.951% (n = 10), with a deviation of only 3.304% from the predicted value. These results demonstrate the feasibility of using BP-NN modeling combined with GA optimization for simulating parameters in the concentrator, providing a basis for optimizing the process parameters of the concentrator.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, H. Reflections on several major issues of mineral resources security and mining economic development. China Land Resour. Econ. 2020, 33, 16–20. [Google Scholar]
- Zhang, J.; Zhu, L. Study on the characteristics of heavy metal pollution in tin mine tailing ponds. Min. Metall. 2022, 31, 122–126. [Google Scholar]
- Ren, M.; Xie, X.; Li, B.; Hu, S.; Chen, T.; Zhu, H.; Tong, X. Research progress of comprehensive utilization of an iron tailings. Miner. Conserv. Util. 2022, 42, 155–168. [Google Scholar] [CrossRef]
- He, J.; Wang, J.; Yu, X.; Xu, Z. Simulation and optimization analysis of centrifugal concentrator based on EDEM-FLUENT coupling. Miner. Compr. Util. 2021, 2, 174–179+140. [Google Scholar]
- Li, H.; Li, Y.; Gao, F.; Zhao, Z.; Xu, L. CFD-DEM simulation of material motion in air-and-screencleaning device. Comput. Electron. Agric. 2012, 88, 111–119. [Google Scholar] [CrossRef]
- Jiang, E.; Sun, Z.; Pan, Z.; Wang, L. CFD-DEM-based simulation and experiment of grain movement in harvester separation chamber. Trans. Chin. Soc. Agric. Mach. 2014, 45, 117–122. [Google Scholar]
- Ruan, Z.; Li, C.; Shi, C. Numerical simulation of flocculation and settling behavior of whole-tailings particles in deep-cone thickener. J. Cent. South Univ. 2016, 23, 740–749. [Google Scholar] [CrossRef]
- Majid, E.G.; Ataallah, S.G.; Alireza, A.S. Simulation of a semi-industrial pilot plant thickener using CFD approach. Int. J. Min. Sci. Technol. 2013, 23, 63–68. [Google Scholar]
- Gheshlaghi, M.E.; Goharrizi, A.S.; Shahrivar, A.A.; Abdollahi, H. Modeling industrial thickener using computational fluid dynamics (CFD), a case study: Tailing thickener in the Sarcheshmeh copper mine. Int. J. Min. Sci. Technol. 2013, 23, 885–892. [Google Scholar] [CrossRef]
- Zhou, S.; John, A. modelling of rectangular settling tanks. J. Hydraul. Eng. 1992, 118, 1391–1405. [Google Scholar] [CrossRef]
- Dong, H.; Wu, K.; Kuang, Y.; Dai, M. Study of hydrate slurry separation law based on DEM-CFD hydrocyclone. J. Zhejiang Univ. 2018, 52, 1811–1820. [Google Scholar]
- Zhao, Y.; Shen, Z.; Lu, J.; Ni, X. Simulation of leaky Rayleigh wave at air–solid cylindrical interfaces by finite element method. Ultrasonics 2006, 44, 1169–1172. [Google Scholar] [CrossRef]
- Wu, L.; Gong, M.; Wang, J. Development of a DEM–VOF Model for the Turbulent Free-Surface Flows with Particles and Its Application to Stirred Mixing System. Ind. Eng. Chem. Res. 2018, 57, 1714–1725. [Google Scholar] [CrossRef]
- Zhang, F.; Li, L.; Ma, X. Simulation study on the separation effect of coupled mineral particles based on EDEM-FLUENT. Miner. Compr. Util. 2022, 6, 159–166. [Google Scholar]
- Gong, Y.; Wang, X.; Zhang, B. Amplified simulation of binary particle orientation separation process in chemical chain combustion based on DDPM model. J. Pet. (Pet. Process.) 2020, 36, 1347–1353. [Google Scholar]
- Xu, X.; Li, F.; Shen, C.; Li, Y.; Chang, D. Optimization design and experiment of isometric screw feeding device for wheat flour. J. Agric. Mach. 2020, 51, 150–157. [Google Scholar]
- Wang, J.; Qiu, Q.; He, X. Numerical simulation of multiphase flow mixing based on EDEM-FLUENT coupling in a stirred tank. J. Zhengzhou Univ. 2018, 39, 79–84. [Google Scholar] [CrossRef]
- Gidaspow, D. Multiphase Flow and Fluidization: Continuum and Kinetic Theory Descriptions; Academic Press: New York, NY, USA, 1994. [Google Scholar]
- Wen, C.Y.; Yu, Y.H. Mechanics of fluidization. Chem. Eng. Prog. Symp. 1966, 62, 100–113. [Google Scholar]
- Ergun, S. Fluid flow through packed columns. Chem. Eng. Prog. 1952, 48, 89–94. [Google Scholar]
- Li, R.; Xin, F.; Han, W.; Li, S.; Zhang, G. Analysis of abrasion characteristics of spiral centrifugal pump based on DDPM. J. Lanzhou Univ. Technol. 2017, 43, 54–60. [Google Scholar] [CrossRef]
- Zhang, J.; Chang, Z.; Niu, F.; Chen, Y.; Wu, J.; Zhang, H. Simulation and Validation of Discrete Element Parameter Calibration for Fine-Grained Iron Tailings. Minerals 2022, 13, 58. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, X. Study of flow characteristics of flocculent particle clusters in pouring pipes based on CFD-DPM model. Chem. Mach. 2023, 50, 59–66. [Google Scholar] [CrossRef]
- Kishida, N.; Nakamura, H.; Takimoto, H.; Ohsaki, S.; Watano, S. Coarse-grained discrete element simulation of particle flow and mixing in a vertical high-shear mixer. Powder Technol. 2021, 390, 1–10. [Google Scholar] [CrossRef]
- Wang, X.T.; Cui, B.Y.; Wei, D.C.; Song, Z.G. Simulation of internal flow field characteristics of deep cone type thickener. J. Northeast. Univ. 2020, 41, 418–423. [Google Scholar]
- Jeldres, R.I.; Fawell, P.D.; Florio, B.J. Population balance modelling to describe the particle aggregation process: A review. Powder Technol. 2018, 326, 190–207. [Google Scholar] [CrossRef]
- He, Y.; Guo, F.H. Micromechanical analysis on the compaction of tetrahedral particles. Chem. Eng. Res. Des. 2018, 136, 610–619. [Google Scholar] [CrossRef]
- Kshirsagar, P.; Akojwar, S. Optimization of BPNN parameters using PSO for EEG signals. In Proceedings of the International Conference on Communication and Signal Processing 2016 (ICCASP 2016), Lonere, India, 26–27 December 2016; Volume 12, pp. 384–393. [Google Scholar]
- Jia, H.; Chen, Y.; Zhao, J.; Guo, M.; Huang, D.; Zhuang, J. Design and key parameter optimization of an agitated soybean seed metering device with horizontal seed filling. Int. J. Agric. Biol. Eng. 2018, 11, 76–87. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Wang, F.; Sun, T.; Xu, B. A constrained optimization method based on BP neural network. Neural Comput. Appl. 2018, 29, 413–421. [Google Scholar] [CrossRef]
- Zhong, X.M.; Chen, M.Z.; Zhuang, J.; Chen, Y.; Liu, J.J.; Yang, Z.M. BP neural network combined with genetic algorithm to optimize the process conditions of rosehips and dragon fruit solid beverage. Food Ferment. Ind. 2019, 45, 173–179. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Parameters | Numerical |
|---|---|---|
| 1 | Particle Poisson’s ratio | 0.3 |
| 2 | Shear elasticity coefficient (pa) | 2.4 × 108 |
| 3 | JKR surface energy coefficient (J/m3) | 0.459 |
| 4 | Density (particles) (kg/m3) | 2300 |
| 5 | Collision recovery factor (particle) | 0.2 |
| 6 | Coefficient of static friction (particles) | 0.395 |
| 7 | Coefficient of dynamic friction (particles) | 0.107 |
| 8 | Collision recovery factor (wall) | 0.2 |
| 9 | Coefficient of static friction (wall surface) | 0.5 |
| 10 | Coefficient of dynamic friction (wall surface) | 0.01 |
| Upper scraper diameter (cm) | 22 |
| Lower scraper diameter (cm) | 10 |
| Barrel depth (cm) | 55 |
| Tilt angle of upper scraper (°) | 60 |
| Lower scraper tilt angle (°) | 45 |
| Outlet wall inclination angle (°) | 75 |
| Number | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Coordinate Location | (0.0.0) | (0.10.0) | (0.20.0) | (0.30.0) | (0.40.0) | (0.50.0) |
| Volumetric Concentration | 0.5436 | 0.5078 | 0.4389 | 0.3775 | 0.2741 | 0.0936 |
| Serial Number | Scraper Rotation Speed (rpm) | Feeding Speed (m/s) | Feeding Concentration (%) | Outlet Concentration (%) |
|---|---|---|---|---|
| 1 | 10 | 0.18 | 7.5 | 56.12 |
| 2 | 15 | 0.18 | 5 | 39.66 |
| 3 | 15 | 0.1 | 7.5 | 55.35 |
| 4 | 10 | 0.18 | 7.5 | 58.33 |
| 5 | 5 | 0.18 | 5 | 43.21 |
| 6 | 10 | 0.18 | 7.5 | 56.86 |
| 7 | 10 | 0.1 | 5 | 42.45 |
| 8 | 10 | 0.26 | 5 | 45.21 |
| 9 | 10 | 0.18 | 7.5 | 54.96 |
| 10 | 15 | 0.18 | 10 | 56.33 |
| 11 | 10 | 0.18 | 7.5 | 58.41 |
| 12 | 5 | 0.26 | 7.5 | 54.84 |
| 13 | 15 | 0.26 | 7.5 | 51.37 |
| 14 | 5 | 0.18 | 10 | 50.09 |
| 15 | 10 | 0.1 | 10 | 53.63 |
| 16 | 5 | 0.1 | 7.5 | 51.37 |
| 17 | 10 | 0.26 | 10 | 52.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Chang, Z.; Niu, F.; Zhang, H.; Bu, Z.; Zheng, K.; Ma, X. EDEM and FLUENT Parameter Finding and Verification Study of Thickener Based on Genetic Neural Network. Minerals 2023, 13, 840. https://doi.org/10.3390/min13070840
Zhang J, Chang Z, Niu F, Zhang H, Bu Z, Zheng K, Ma X. EDEM and FLUENT Parameter Finding and Verification Study of Thickener Based on Genetic Neural Network. Minerals. 2023; 13(7):840. https://doi.org/10.3390/min13070840
Chicago/Turabian StyleZhang, Jinxia, Zhenjia Chang, Fusheng Niu, Hongmei Zhang, Ziheng Bu, Kailu Zheng, and Xianyun Ma. 2023. "EDEM and FLUENT Parameter Finding and Verification Study of Thickener Based on Genetic Neural Network" Minerals 13, no. 7: 840. https://doi.org/10.3390/min13070840