
Effect of Waste Clay Bricks on the Performance of Cemented Tailings Backfill and Its Damage Constitutive Model


Abstract
:1. Introduction
2. Materials and Methods
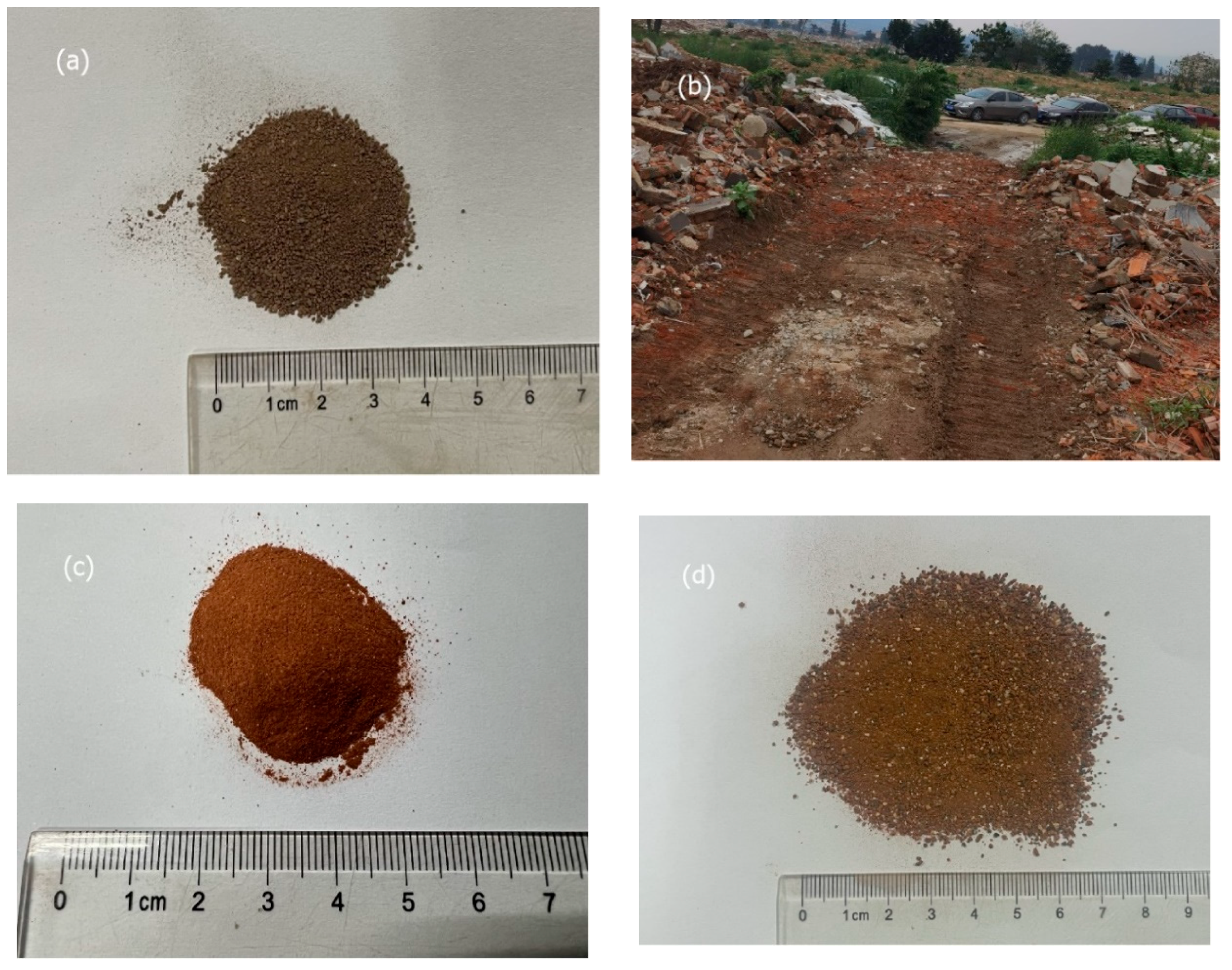
2.1. Raw Materials
2.2. Preparation of Specimens
2.3. Test Method
3. Results and Discussion
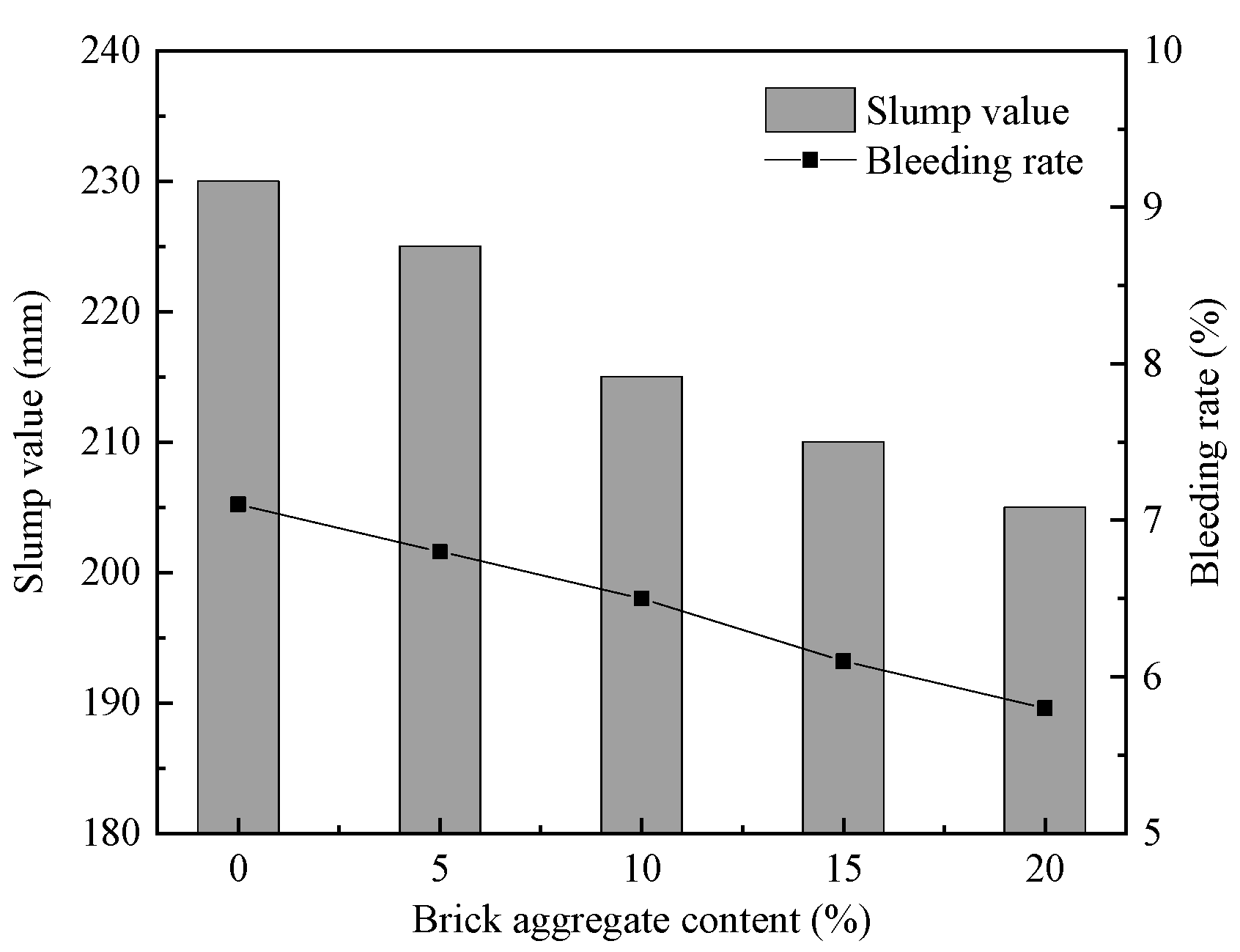
3.1. Slump Value
3.2. Bleeding Rate
3.3. Unconfined Compressive Strength (UCS)
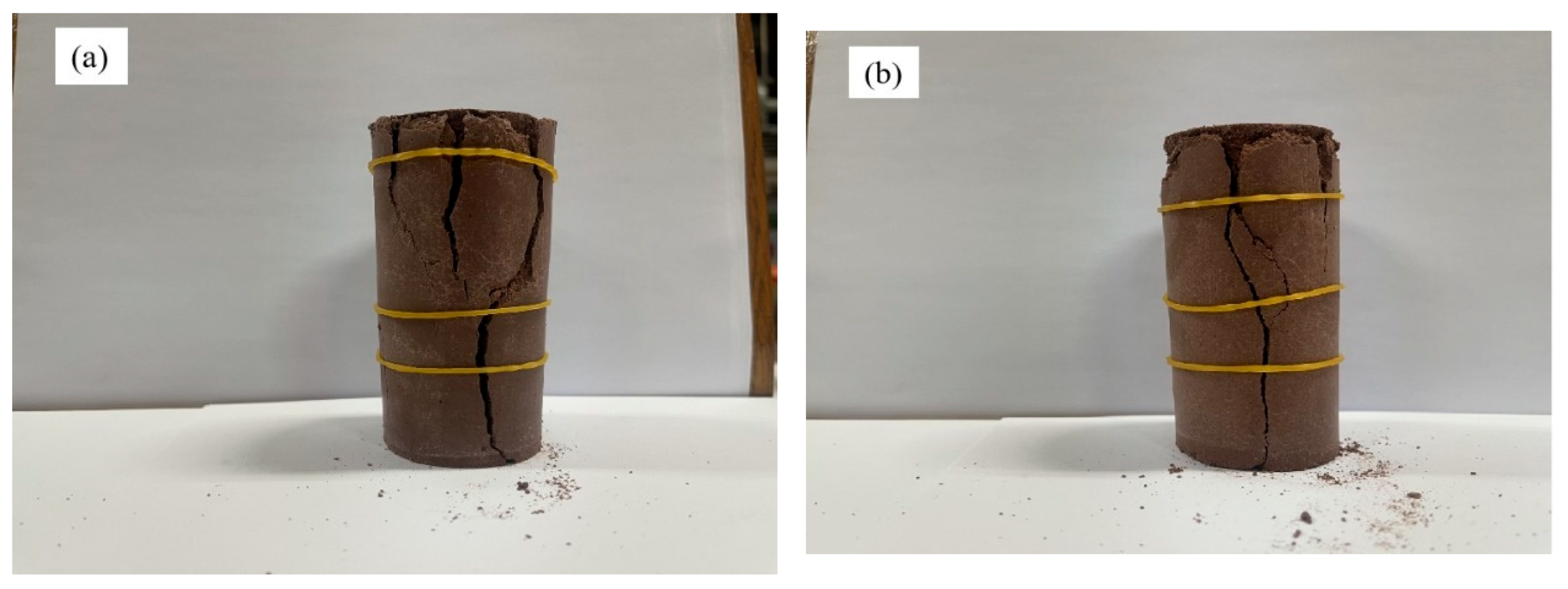
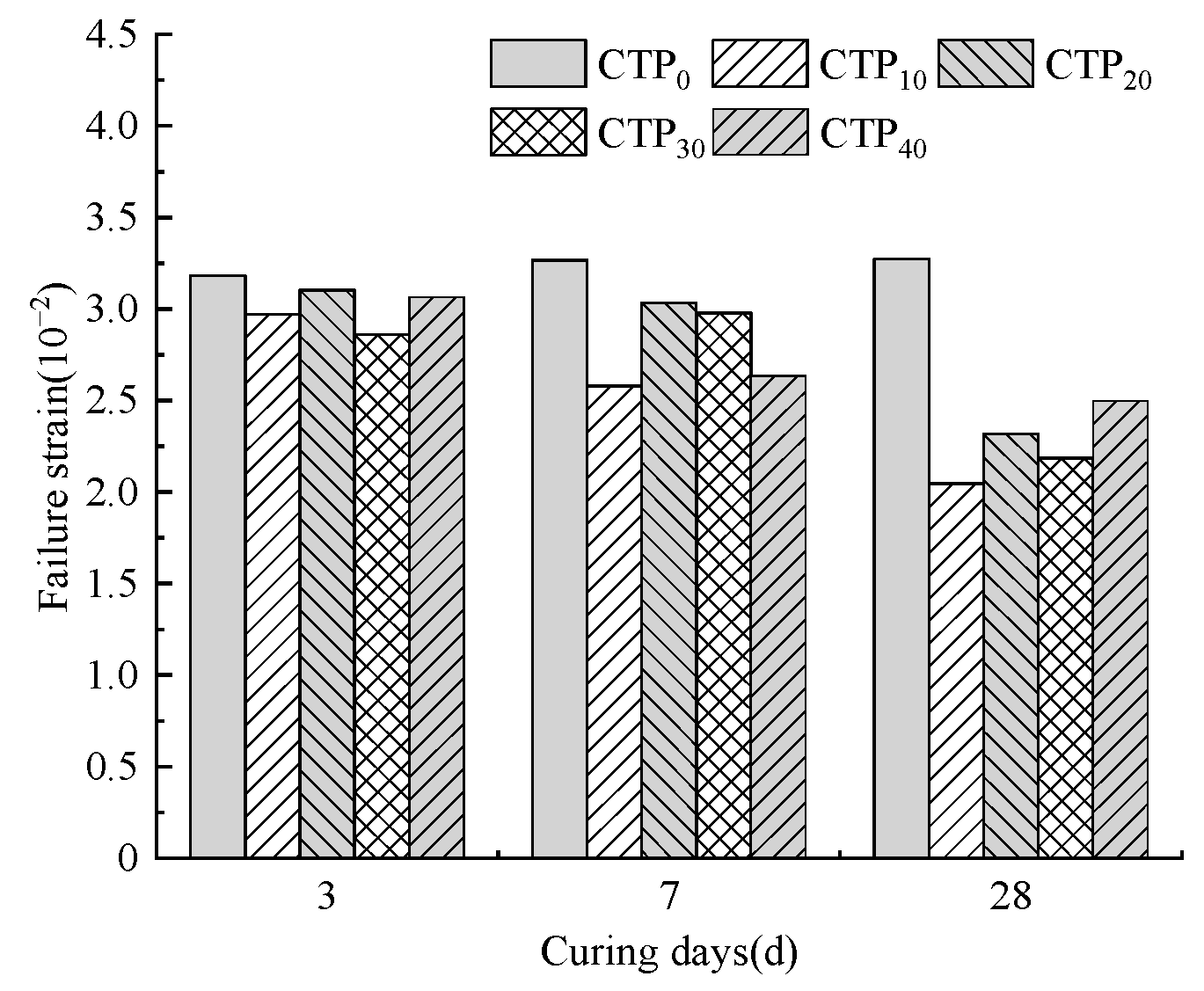
3.4. Failure Strain
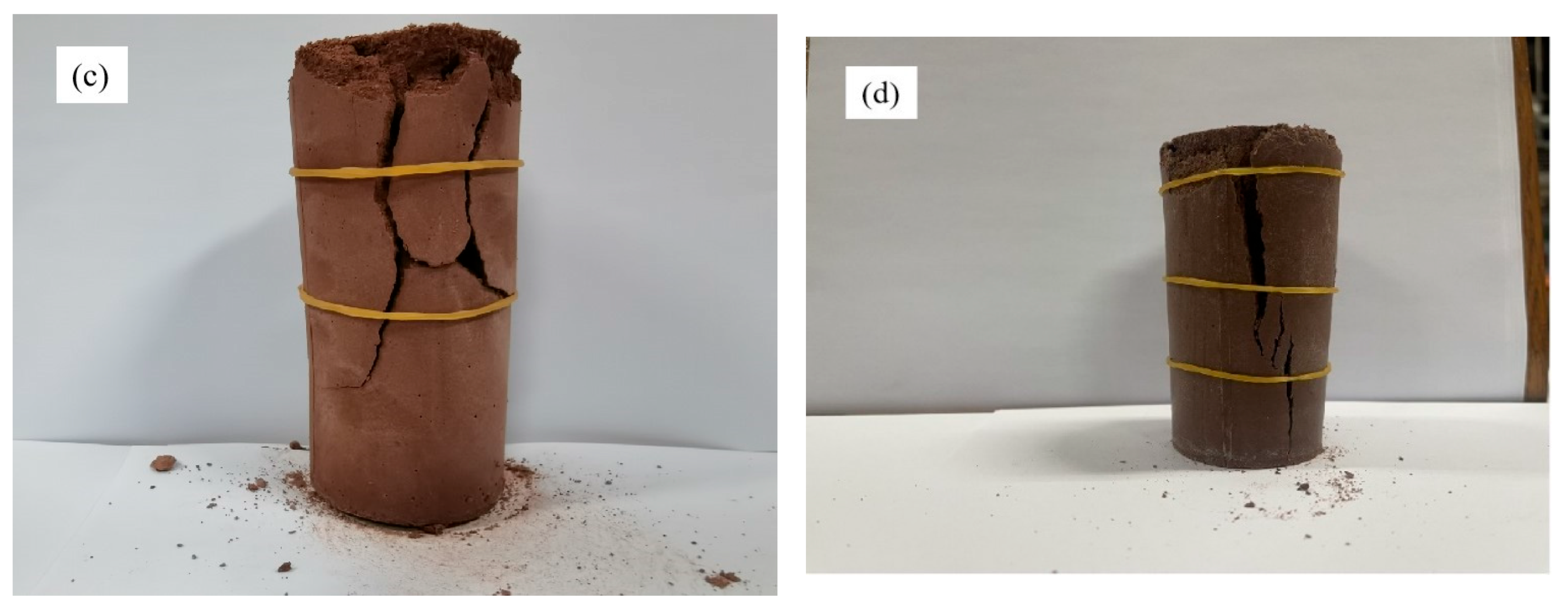
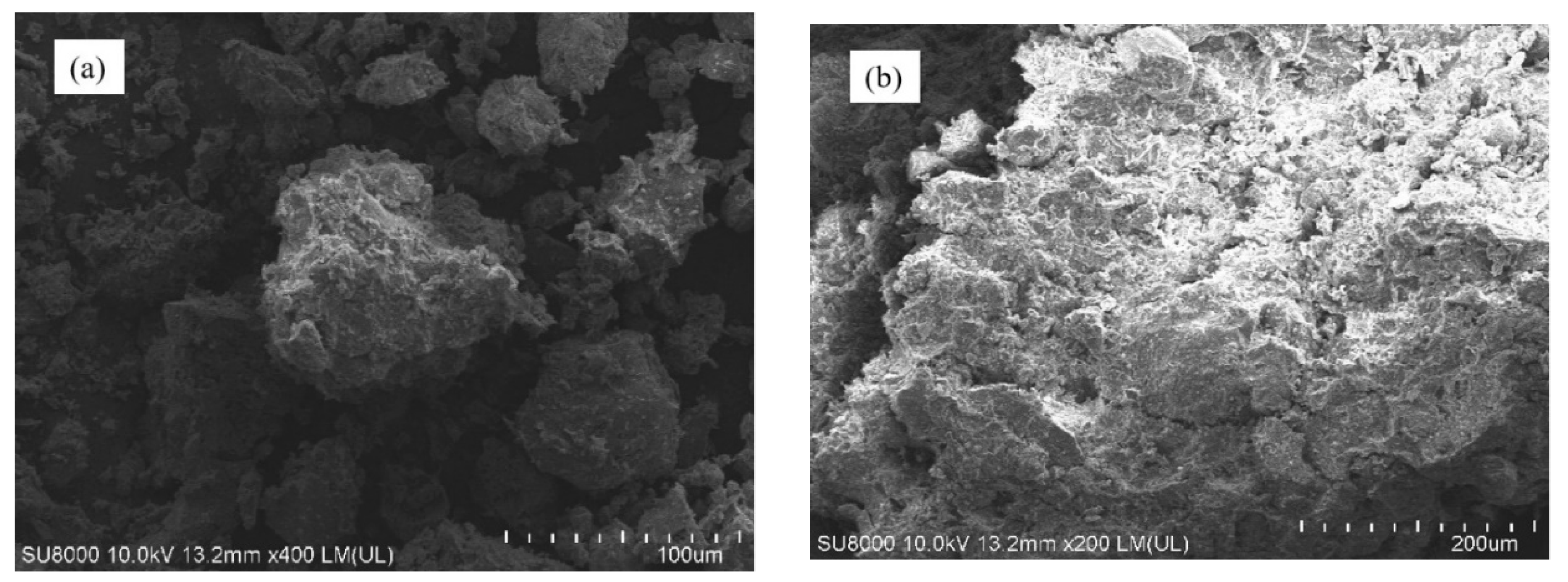
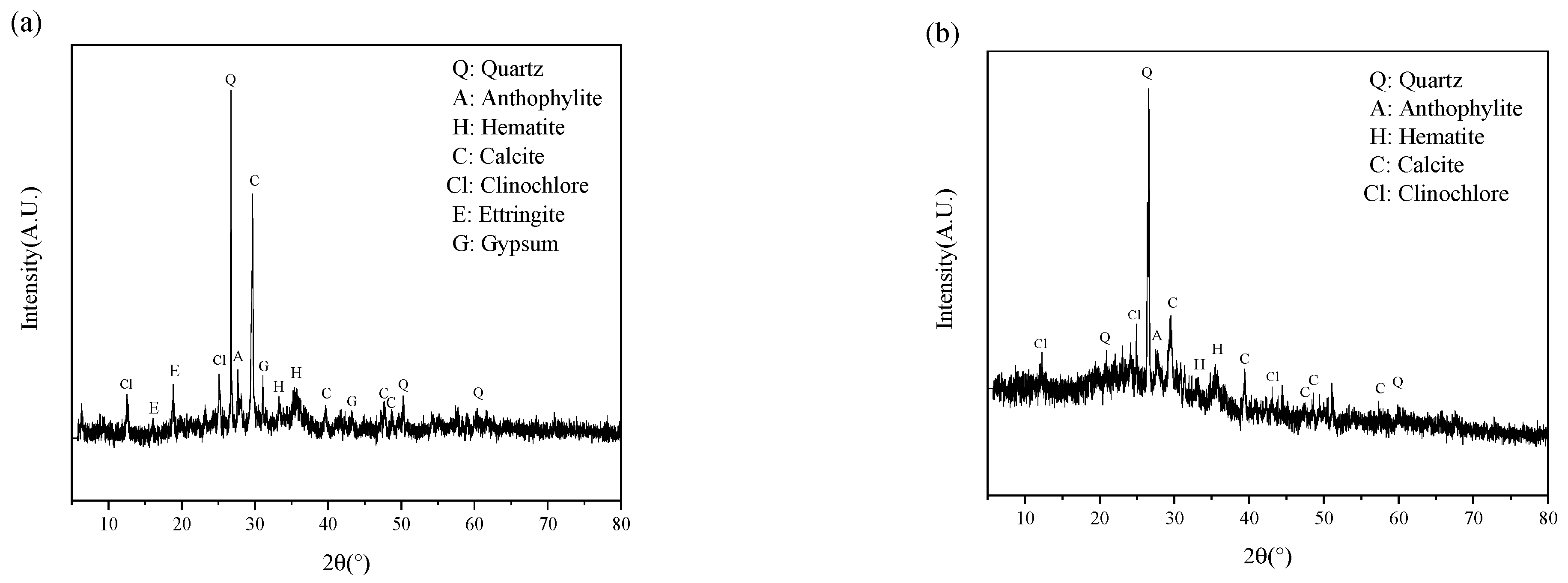
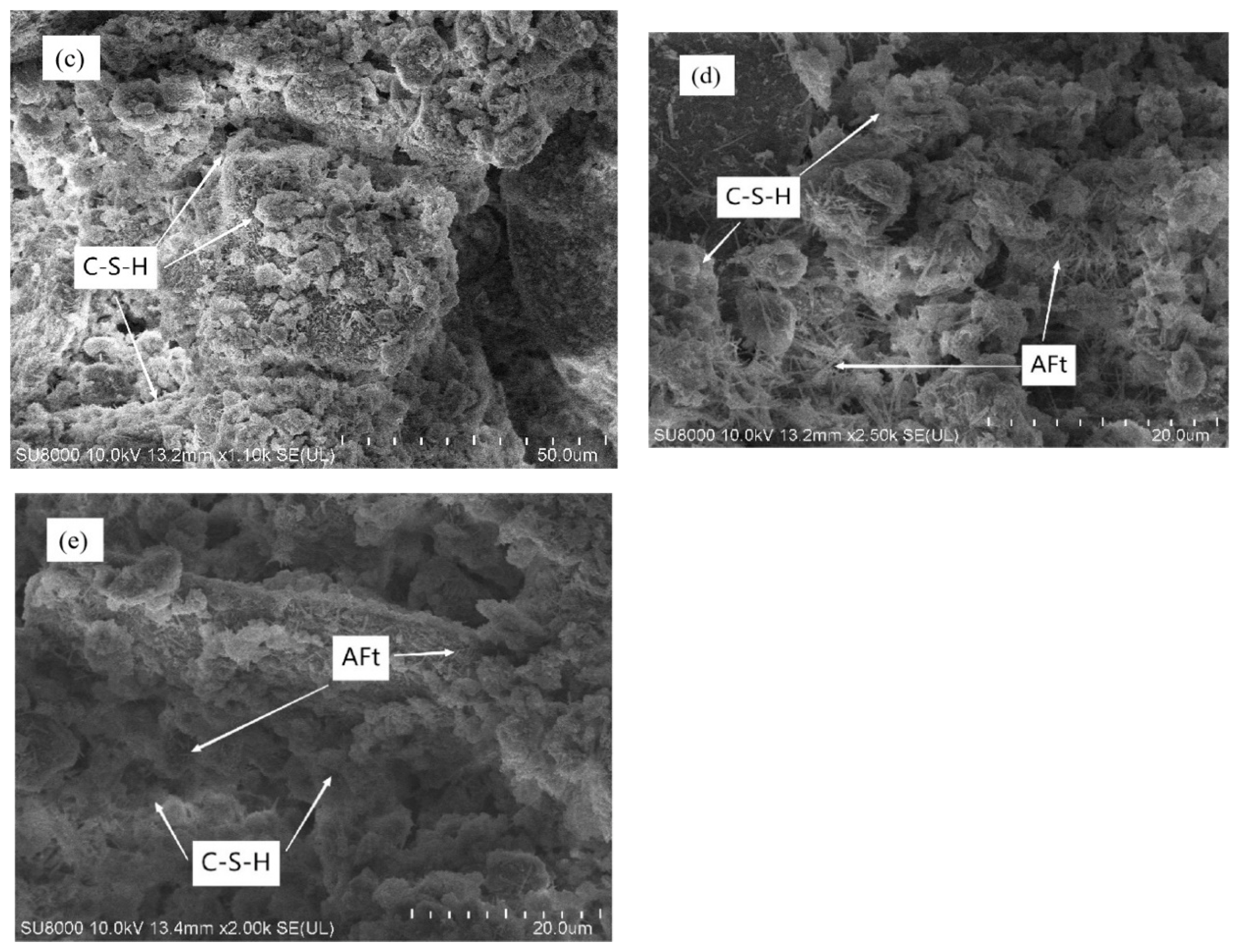
3.5. Microscopic Analysis
4. Establishment of Damage Constitutive Model
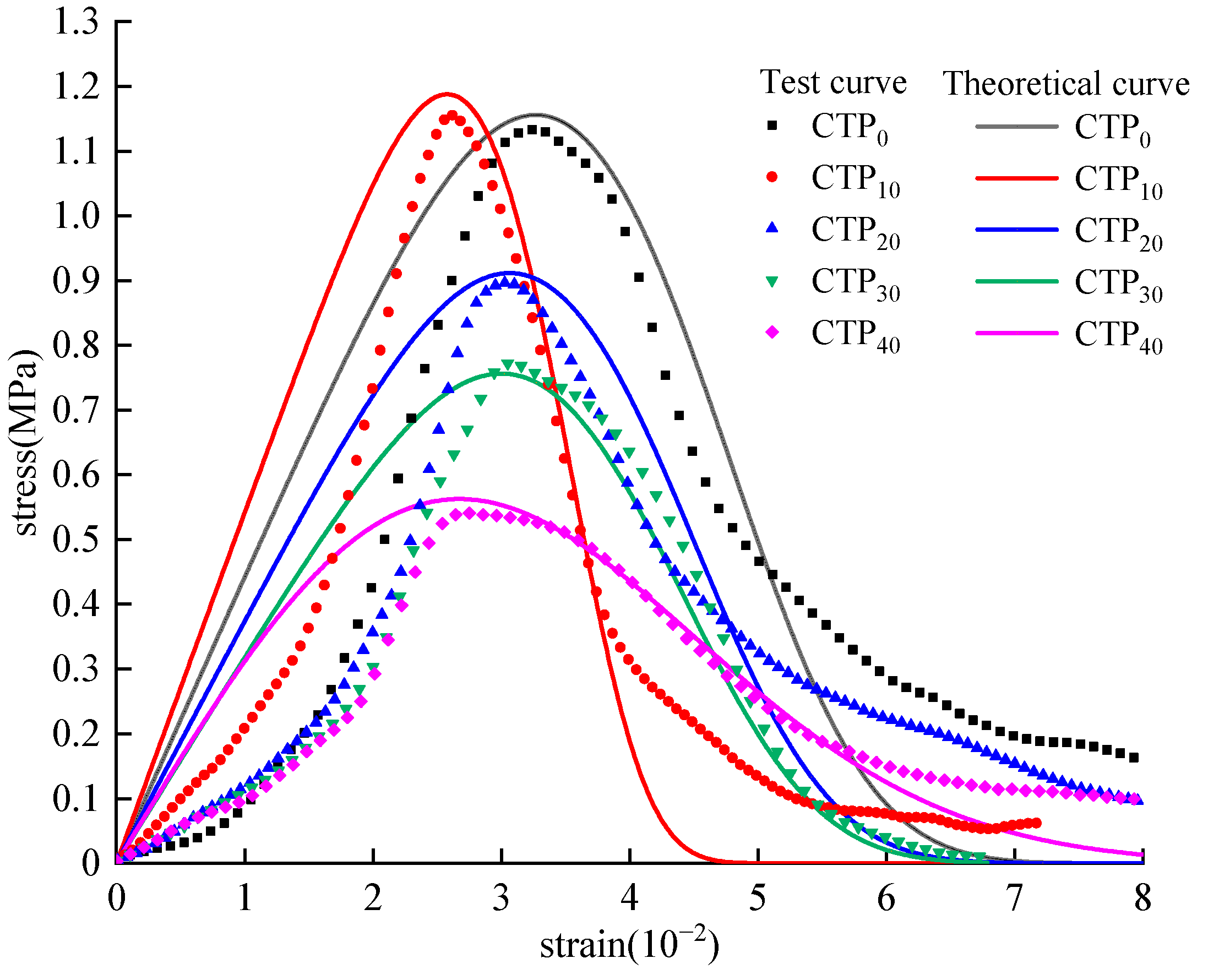
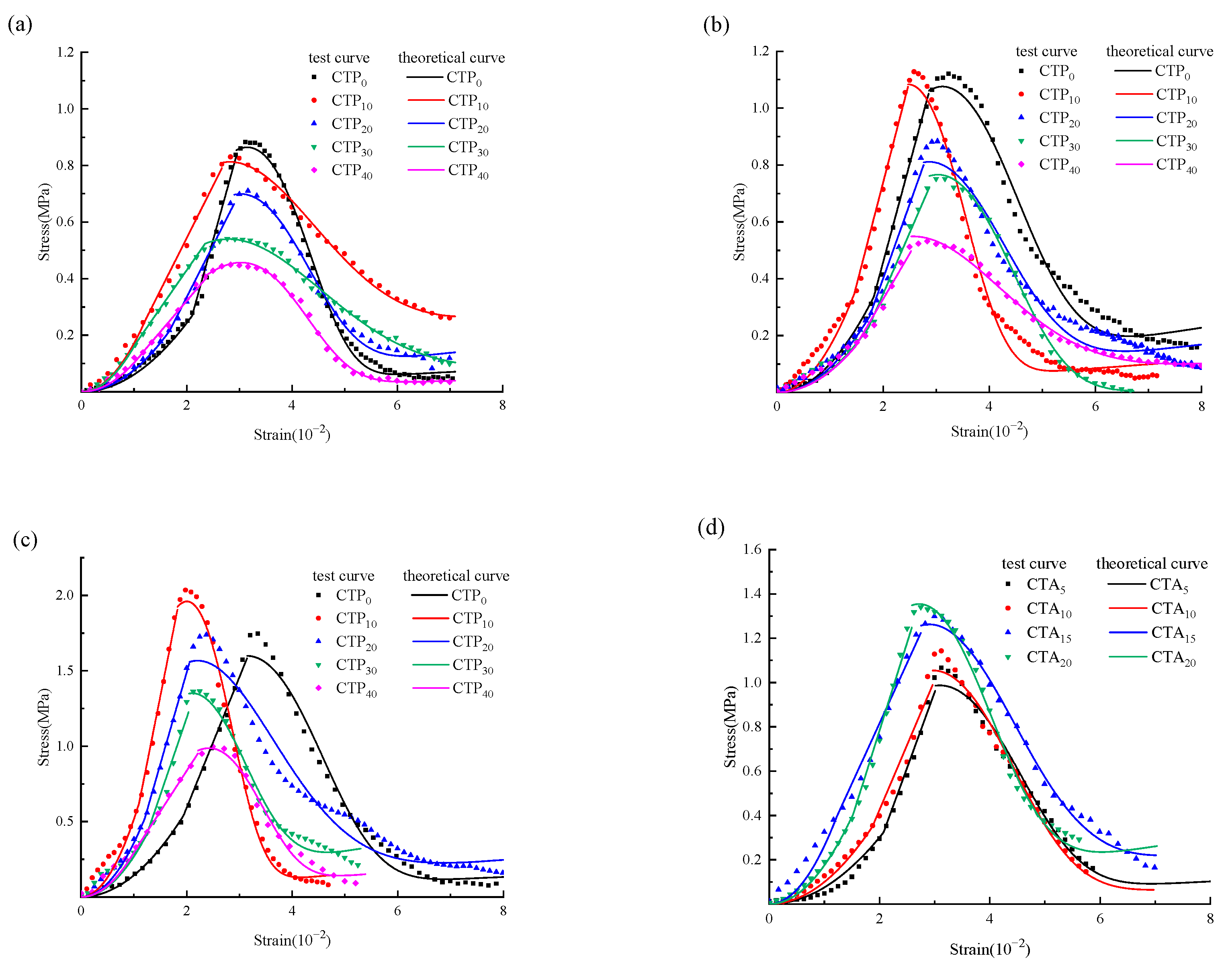
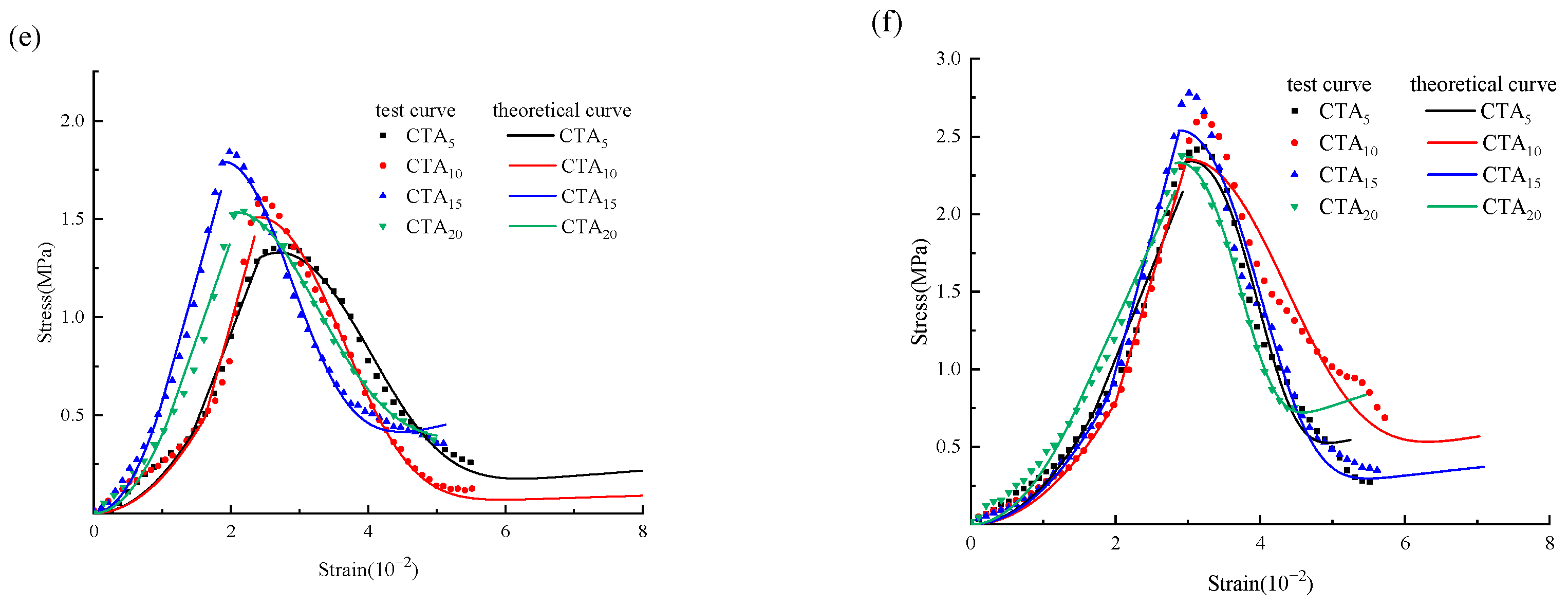
5. Verification and Analysis of the Model
6. Conclusions
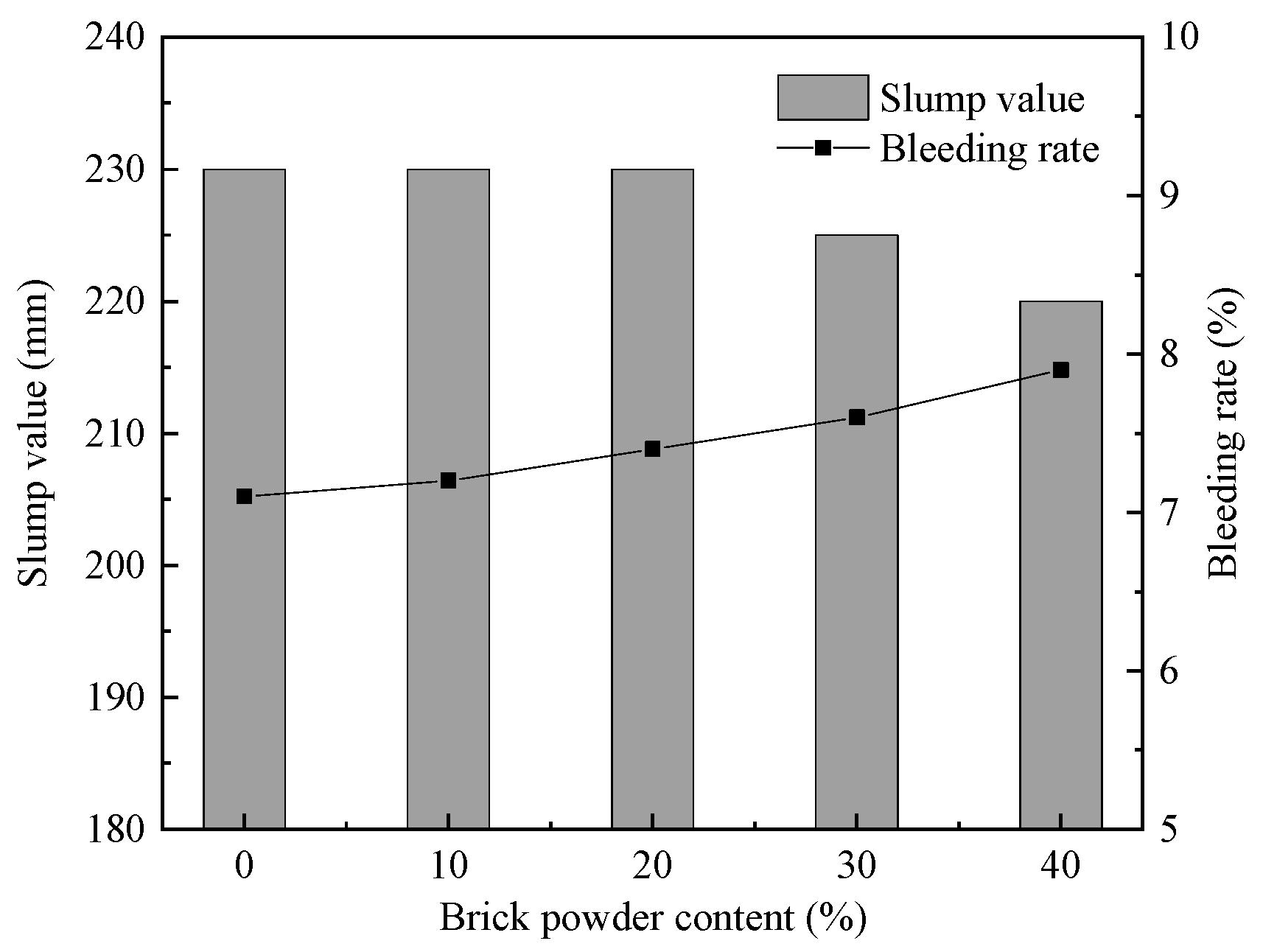
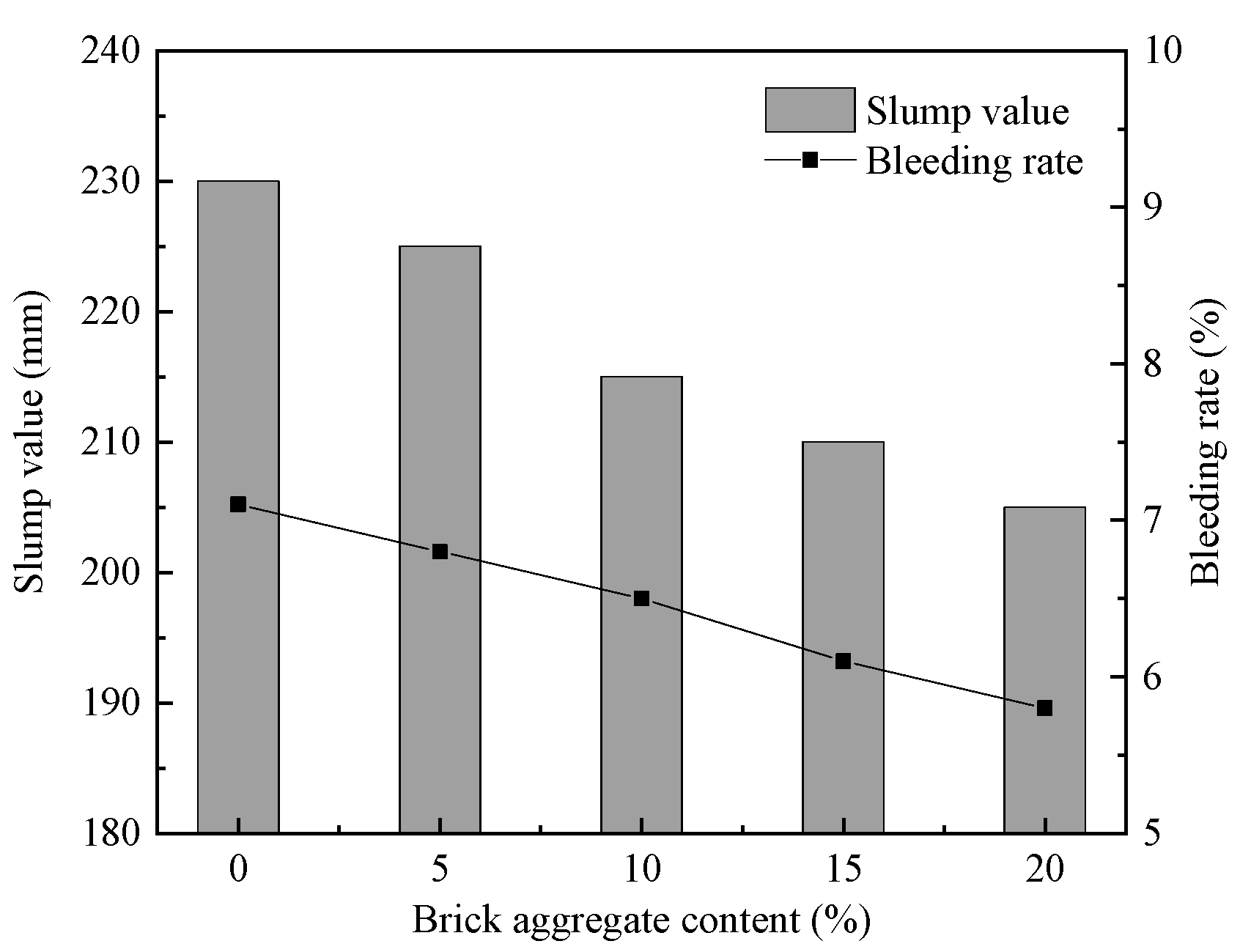
- CTB containing brick powder increases in bleeding rate and decreases in slump value as the content of replacement cement increases. The CTB containing brick aggregate decreases in bleeding rate and slump value as the content of replacement tailings increases. Considering that the slump far meets the requirements of backfill standards and the high bleeding rate, both CTB materials can be added with an appropriate amount of thickener or increased concentration.
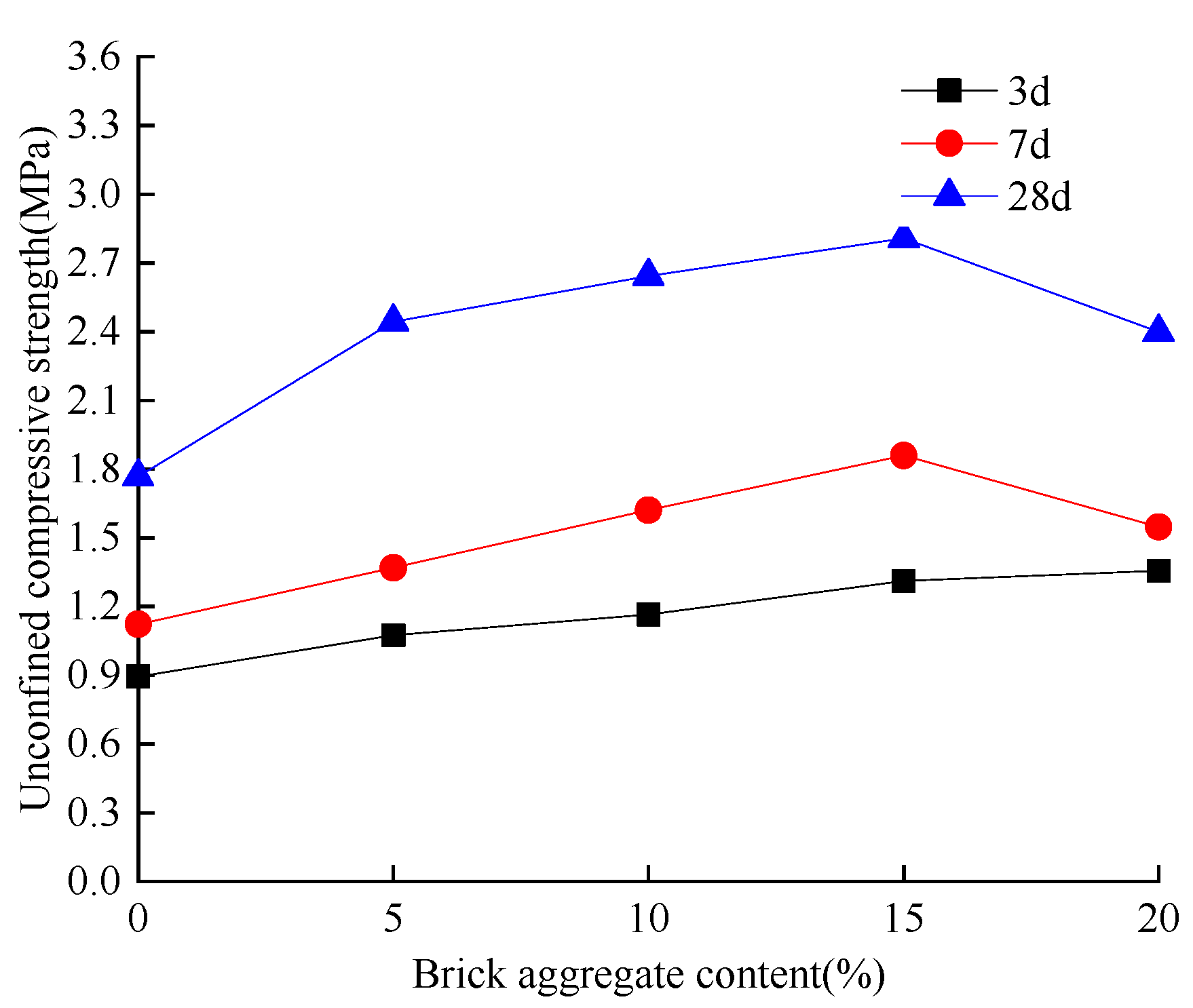
- The CTB with brick powder is lower in strength than the original CTB in the early stages and changes in strength in the later stages. The UCS of CTB with a 10% brick powder content is highest at 7 and 28 d of curing age, and at 28 d of curing age, the UCS of CTB with a 20% brick powder content can be essentially the same as the original CTB. CTB up to 20% brick aggregate content is favourable for UCS at all ages, with the highest strength of the CTB at 20% brick aggregate content at curing age 3 d and the highest strength of the CTB at 15% brick aggregate content at curing ages 7 d and 28 d. If for better cost-effectiveness, it is recommended to use brick powder with a content of less than 20% to replace cement. In addition, it is recommended to use 15% brick aggregate instead of tailings for higher strength.
- CTB-containing brick powder causes a decrease in peak strain in unconfined compression due to its dense nature, the hydration products generated by the pozzolanic reaction and the AFt content, which is particularly noticeable at the curing age of 28 d. In contrast, at 7 d of curing age, CTB with brick aggregate causes a significant drop in peak strain due to an imbalance in the reaction around the brick aggregate particles and the tailings particles. The lower the failure strain, the more stable the backfill material is under low stress. However, considering the brittle behavior of CTB containing brick powder in the later curing stage, fiber materials can be added to the CTB material production process to cope with the underground environment under high strain. In addition, CTB containing brick aggregates should reduce the use of limit states within the curing period of 28 days.
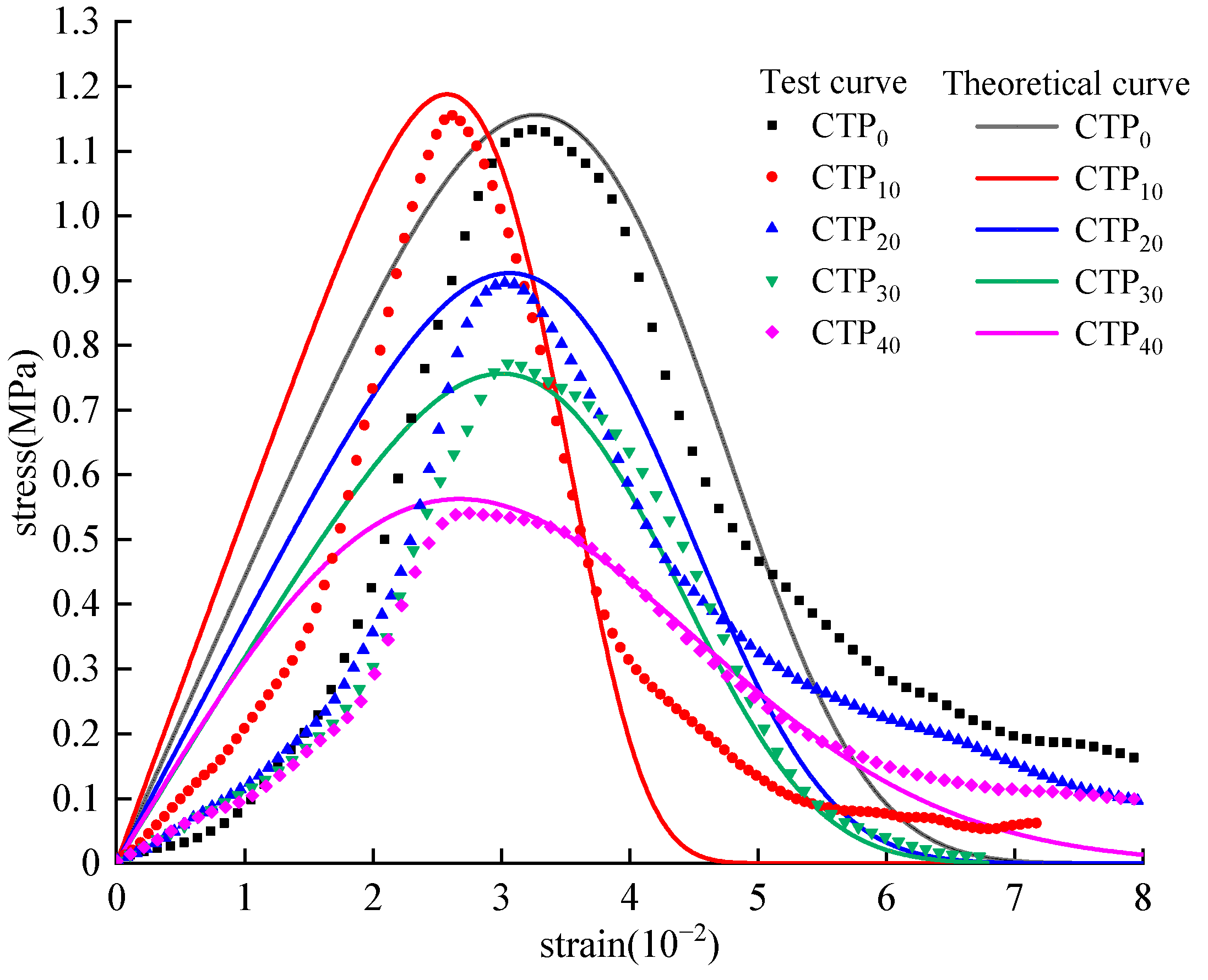
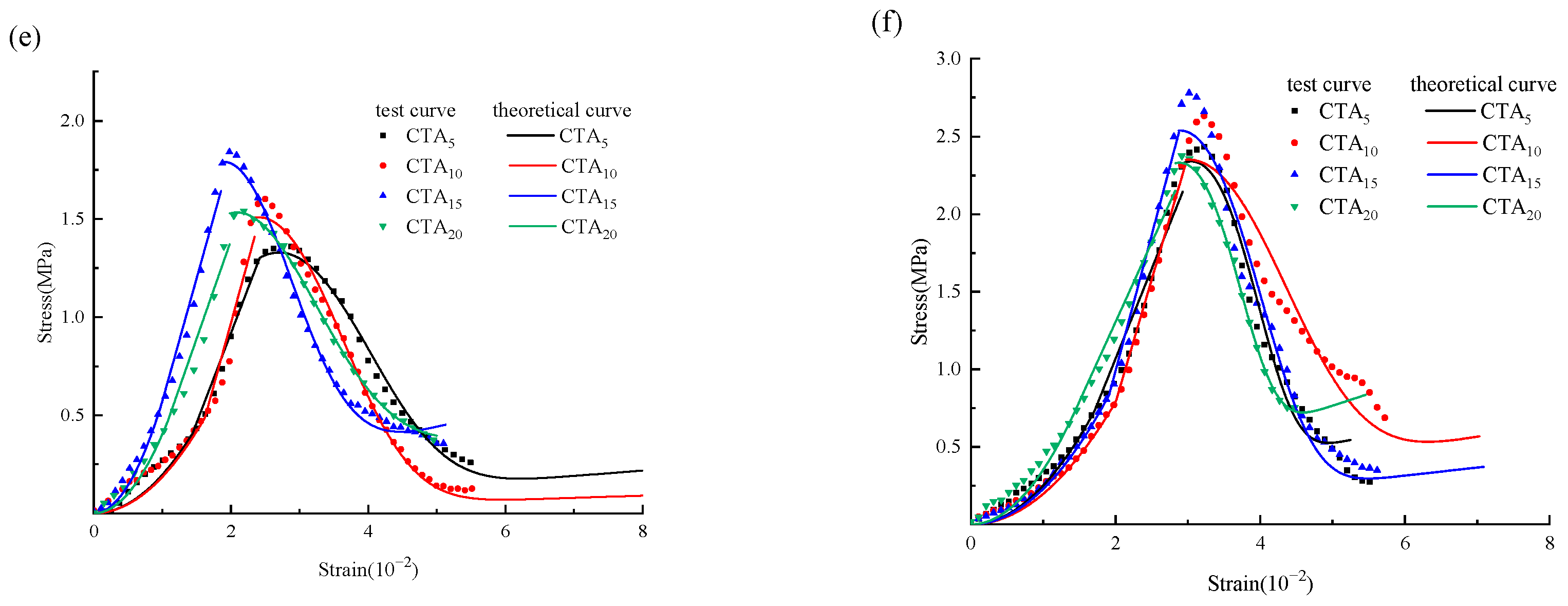
- The effect of coarse aggregate Weibull strength distribution function is used to establish a damage constitutive model. The ordinary damage constitutive model fits the peak stress of the specimen relatively well but does not consider the problem that the specimen still has a bearing capacity after failure. At the same time, it is found that none of the fitting results can effectively fit the initial compaction stage and linear elastic stage of the specimen. The concept of threshold point is introduced, and the three parts of the compaction stage, the linear elastic stage and the stage after the linear elastic stage are fitted respectively by the piecewise method. This method solves the problem of poor fitting between the initial compaction stage and the linear elastic stage. It improves the fitting degree of damage constitutive model with a correction factor to the post-peak bearing capacity.
- In conclusion, the three-stage damage constitutive model has a good effect on the characterization of damage of CTP and CTA. This provides an essential reference for predicting the stress and strain of filling materials with longer compression and linear elastic stages or filling materials containing iron ore tailings. It also helps to evaluate their performance changes under long-term loads and complex environmental conditions.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, Y.; Sun, W.; Zhang, X.; Liu, P. Effect of advancing direction of working face on mining stress distribution in deep coal mine. Adv. Civ. Eng. 2021, 2021, 7402164. [Google Scholar] [CrossRef]
- Xu, Z.; Xu, W.; Zhu, Z.; Zhao, J. Research on monitoring and stability evaluation of ground subsidence in gypsum mine goaf. Front. Environ. Sci. 2023, 10, 1097874. [Google Scholar] [CrossRef]
- Xu, B.; Yue, Z.; Li, Y.; Wang, S.; Li, J.; Lu, B. Research on the control of overburden deformation by filling ratio of cementing filling method with continuous mining and continuous backfilling. Environ. Sci. Pollut. Res. 2023, 30, 26764–26777. [Google Scholar] [CrossRef]
- Liu, J.; Sui, W.; Zhao, Q. Environmentally sustainable mining: A case study of intermittent cut-and-fill mining under sand aquifers. Environ. Earth Sci. 2017, 76, 562. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Zhang, D.; Fan, G.; Zhang, S.; Wang, X.; Zhang, W. A new repeated mining method with preexisting damage zones filled for ultra-thick coal seam extraction—Case study. Front. Earth Sci. 2022, 10, 835867. [Google Scholar] [CrossRef]
- Yuan, Z.; Ban, X.; Han, F.; Zhang, X.; Yin, S.; Wang, Y. Integrated three-dimensional visualization and soft-sensing system for underground paste backfilling. Tunnell. Undergr. Space Technol. 2022, 127, 104578. [Google Scholar] [CrossRef]
- Zhang, Y.; Gan, D.; Xue, Z.; Lu, H. Influence of mass concentration, cement-to-tailings ratio, and stirring duration on the strength of CPB considering pore characteristics. Int. J. Environ. Sci. Technol. 2023, 20, 4373–4382. [Google Scholar] [CrossRef]
- Chen, S.; Wu, A.; Wang, Y.; Wang, W. Coupled effects of curing stress and curing temperature on mechanical and physical properties of cemented paste backfill. Constr. Build. Mater. 2021, 273, 121746. [Google Scholar] [CrossRef]
- Yi, X.W.; Ma, G.W.; Fourie, A. Compressive behaviour of fibre-reinforced cemented paste backfill. Geotext. Geomembr. 2015, 43, 207–215. [Google Scholar] [CrossRef]
- Fall, M.; Belem, T.; Samb, S.; Benzaazoua, M. Experimental characterization of the stress–strain behaviour of cemented paste backfill in compression. J. Mater. Sci. 2007, 42, 3914–3922. [Google Scholar] [CrossRef]
- Fu, J.; Wang, J.; Song, W. Damage constitutive model and strength criterion of cemented paste backfill based on layered effect considerations. J. Mater. Res. Technol. 2020, 9, 6073–6084. [Google Scholar] [CrossRef]
- Tu, B.; Liu, L.; Cheng, K.; Zhang, B.; Zhao, Y.; Yang, Q.; Song, K. A constitutive model for cemented tailings backfill under uniaxial compression. Front. Phys. 2020, 8, 173. [Google Scholar] [CrossRef]
- Jin, S.B.; Liu, K.W.; Huang, J.; Jin, S.H. Study on damage constitutive model of backfill under uniaxial compression loading. Gold Sci. Technol. 2021, 29, 555–563. [Google Scholar] [CrossRef]
- Acchar, W.; Silva, J.E.; Segadães, A.M. Increased added value reuse of construction waste in clay based building ceramics. Adv. Appl. Ceram. 2013, 112, 487–493. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Gerle, A.; Dudek, K.; Związek, K. Application of hard coal combustion residuals in the production of ceramic building materials. Constr. Build. Mater. 2021, 304, 124506. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Yliniemi, J.; Nguyen, H.; Adesanya, E.; Tanskanen, P.; Kinnunen, P.; Roning, J.; Illikainen, M. Utilisation of glass wool waste and mine tailings in high performance building ceramics. J. Build. Eng. 2020, 31, 101383. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Shcherban’, E.M.; Stel’makh, S.A.; Meskhi, B.; Shilov, A.A.; Varavka, V.; Evtushenko, A.; Özkılıç, Y.O.; Aksoylu, C.; Karalar, M. Composition Component Influence on Concrete Properties with the Additive of Rubber Tree Seed Shells. Appl. Sci. 2022, 12, 11744. [Google Scholar] [CrossRef]
- Shcherban, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Shilov, A.A.; Chernil’nik, A.; Özkılıç, Y.O.; Aksoylu, C. Normal-Weight Concrete with Improved Stress–Strain Characteristics Reinforced with Dispersed Coconut Fibers. Appl. Sci. 2022, 12, 11734. [Google Scholar] [CrossRef]
- Yılmaz, T.; Ercikdi, B.; Deveci, H. Utilisation of construction and demolition waste as cemented paste backfill material for underground mine openings. J. Environ. Manag. 2018, 222, 250–259. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, Q.; Qi, C.; Fourie, A.; Xiao, C. Recycling phosphogypsum and construction demolition waste for cemented paste backfill and its environmental impact. J. Clean. Prod. 2018, 186, 418–429. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef]
- Qaidi, S.; Najm, H.M.; Abed, S.M.; Özkılıç, Y.O.; Al Dughaishi, H.; Alosta, M.; Sabri, M.M.S.; Alkhatib, F.; Milad, A. Concrete Containing Waste Glass as an Environmentally Friendly Aggregate: A Review on Fresh and Mechanical Characteristics. Materials 2022, 15, 6222. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Karalar, M.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Bejinariu, C. Mechanical Behavior of Crushed Waste Glass as Replacement of Aggregates. Materials 2022, 15, 8093. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Tunç, U.; Bahrami, A.; Karalar, M.; Mydin, M.A.O.; Alomayri, T.; Özkılıç, Y.O. Use of waste glass powder toward more sustainable geopolymer concrete. J. Mater. Res. Technol. 2023, 24, 8533–8546. [Google Scholar] [CrossRef]
- Özkılıç, Y.O.; Çelik, A.İ.; Tunç, U.; Karalar, M.; Deifalla, A.; Alomayri, T.; Althoey, F. The use of crushed recycled glass for alkali activated fly ash based geopolymer concrete and prediction of its capacity. J. Mater. Res. Technol. 2023, 24, 8267–8281. [Google Scholar] [CrossRef]
- Karalar, M.; Bilir, T.; Çavuşlu, M.; Özkiliç, Y.O.; Sabri, M.M.S. Use of recycled coal bottom ash in reinforced concrete beams as replacement for aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Cheng, B.; Liu, R.; Li, X.; del Rey Castillo, E.; Chen, M.; Li, S. Effects of fly and coal bottom ash ratio on backfill material performance. Constr. Build. Mater. 2022, 319, 125831. [Google Scholar] [CrossRef]
- Zhao, W.; Ji, C.; Sun, Q.; Gu, Q. Preparation and Microstructure of Alkali-Activated Rice Husk Ash-Granulated Blast Furnace Slag Tailing Composite Cemented Paste Backfill. Materials 2022, 15, 4397. [Google Scholar] [CrossRef]
- Yue, C. Low-carbon binders produced from waste glass and low-purity metakaolin for cemented paste backfill. Constr. Build. Mater. 2021, 312, 125443. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, J.; Song, W.; Fu, J. Effect of waste glass powder on pore structure, mechanical properties and microstructure of cemented tailings backfill. Constr. Build. Mater. 2023, 365, 130062. [Google Scholar] [CrossRef]
- Cheng, H. Reuse Research Progress on Waste Clay Brick. Procedia Environ. Sci. 2016, 31, 218–226. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.; Lin, J.; Wu, S.; Liu, C. Utilization of recycled brick powder as alternative filler in asphalt mixture. Constr. Build. Mater. 2011, 25, 1532–1536. [Google Scholar] [CrossRef]
- Li, H.; Dong, L.; Jiang, Z.; Yang, X.; Yang, Z. Study on utilization of red brick waste powder in the production of cement-based red decorative plaster for walls. J. Clean. Prod. 2016, 133, 1017–1026. [Google Scholar] [CrossRef]
- Lin, K.L.; Wu, H.H.; Shie, J.L.; Hwang, C.L.; Cheng, A. Recycling waste brick from construction and demolition of buildings as pozzolanic materials. Waste Manag. Res. 2010, 28, 653–659. [Google Scholar] [CrossRef]
- Zhu, L.; Zhu, Z. Reuse of Clay Brick Waste in Mortar and Concrete. Adv. Mater. Sci. Eng. 2020, 2020, 6326178. [Google Scholar] [CrossRef]
- Ortega, J.M.; Letelier, V.; Solas, C.; Moriconi, G.; Climent, M.Á.; Sánchez, I. Long-term effects of waste brick powder addition in the microstructure and service properties of mortars. Constr. Build. Mater. 2018, 182, 691–702. [Google Scholar] [CrossRef] [Green Version]
- Letelier, V.; Ortega, J.M.; Muñoz, P.; Tarela, E.; Moriconi, G. Influence of Waste Brick Powder in the Mechanical Properties of Recycled Aggregate Concrete. Sustainability 2018, 10, 1037. [Google Scholar] [CrossRef] [Green Version]
- Dang, J.; Zhao, J. Influence of waste clay bricks as fine aggregate on the mechanical and microstructural properties of concrete. Constr. Build. Mater. 2019, 228, 116757. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Liu, C.; Chen, X.; Xu, Z. The particle-size effect of waste clay brick powder on its pozzolanic activity and properties of blended cement. J. Clean. Prod. 2020, 242, 118521. [Google Scholar] [CrossRef]
- Behera, S.K.; Mishra, D.P.; Singh, P.; Mishra, K.; Mandal, S.K.; Ghosh, C.N.; Kumar, R.; Mandal, P.K. Utilization of mill tailings, fly ash and slag as mine paste backfill material: Review and future perspective. Constr. Build. Mater. 2021, 309, 125120. [Google Scholar] [CrossRef]
- Ercikdi, B.; Külekci, G.; Yılmaz, T. Utilization of granulated marble wastes and waste bricks as mineral admixture in cemented paste backfill of sulphide-rich tailings. Constr. Build. Mater. 2015, 93, 573–583. [Google Scholar] [CrossRef]
- Yan, R.-F.; Liu, J.-M.; Yin, S.-H.; Zou, L.; Kou, Y.-Y.; Zhang, P.-Q. Effect of polypropylene fiber and coarse aggregate on the ductility and fluidity of cemented tailings backfill. J. Cent. South Univ. 2022, 29, 515–527. [Google Scholar] [CrossRef]
- Brackebusch, F.W. Basics of paste backfill systems. Miner. Eng. 1994, 6, 1175–1178. [Google Scholar]
- Wu, A.; Ruan, Z.; Wang, J. Rheological behavior of paste in metal mines. Int. J. Miner. Met. Mater. 2022, 29, 717–726. [Google Scholar] [CrossRef]
- Qiu, J.; Cheng, K.; Zhang, R.; Gao, Y.; Guan, X. Study on the influence mechanism of activated coal gangue powder on the properties of filling body. Constr. Build. Mater. 2022, 345, 128071. [Google Scholar] [CrossRef]
- Külekçi, G.; Erçikdi, B.; Aliyazicioğlu, Ş. Effect of Waste Brick as Mineral Admixture on the Mechanical Performance of Cemented Paste Backfill. IOP Conf. Ser. Earth Environ. Sci. 2016, 44, 042039. [Google Scholar] [CrossRef]
- Liu, J.; Li, W.; Zhang, F.; Zhang, X.; Chen, L.; Liu, Y. Optimization and Hydration Mechanism of Composite Cementing Material for Paste Filling in Coal Mines. Adv. Mater. Sci. Eng. 2019, 2019, 3732160. [Google Scholar] [CrossRef] [Green Version]
- Lemaitre, J. A Continuous Damage Mechanics Model for Ductile Fracture. J. Eng. Mater. Technol. 1985, 107, 83–89. [Google Scholar] [CrossRef]
- Kachanov, L.M.; Krajcinovic, D. Introduction to Continuum Damage Mechanics. J. Appl. Mech. 1986, 54, 481. [Google Scholar] [CrossRef] [Green Version]
- Abd El-Baset, A.A.; Ghazal, M.G.M. Exponentiated additive Weibull distribution. Reliab. Eng. Syst. Saf. 2020, 193, 106663. [Google Scholar] [CrossRef]
- Zhang, H.; Yuan, C.; Yang, G.; Wu, L.; Peng, C.; Ye, W.; Shen, Y.; Moayedi, H. A novel constitutive modelling approach measured under simulated freeze–thaw cycles for the rock failure. Eng. Comput. 2021, 37, 779–792. [Google Scholar] [CrossRef]
- Cheng, K.; Tu, B.; Liu, L.; Zhang, B.; Qiu, H. Damage Strengthening Constitutive Model of Cemented Paste Backfill. Adv. Civ. Eng. 2021, 2021, 5593983. [Google Scholar] [CrossRef]
- Lu, H.; Sun, Q. Preparation and Strength Formation Mechanism of Calcined Oyster Shell, Red Mud, Slag, and Iron Tailing Composite Cemented Paste Backfill. Materials 2022, 15, 2199. [Google Scholar] [CrossRef]
- Qiu, J.; Yang, L.; Sun, X.; Xing, J.; Li, S. Strength Characteristics and Failure Mechanism of Cemented Super-Fine Unclassified Tailings Backfill. Minerals 2017, 7, 58. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Xiang, Z.; Eker, H. Curing Stress Influences the Mechanical Characteristics of Cemented Paste Backfill and Its Damage Constitutive Model. Buildings 2022, 12, 1607. [Google Scholar] [CrossRef]
- Wang, H. Towards the Understanding of Damage Mechanism of Cemented Tailings Backfill. Adv. Civ. Eng. 2021, 2021, 4117209. [Google Scholar] [CrossRef]
- Martin, C.; Chandler, N. The progressive fracture of Lac du Bonnet granite. Int. J. Rock Mech. Min. Sci. Géoméch. Abstr. 1994, 31, 643–659. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Tailings | WCB | Cement |
|---|---|---|---|
| SiO2 | 27.59 | 64.09 | 21.40 |
| Al2O3 | 10.50 | 19.57 | 4.31 |
| Fe2O3 | 24.53 | 6.96 | 4.91 |
| CaO | 17.99 | 1.87 | 62.34 |
| MgO | 13.93 | 1.35 | 3.00 |
| SO3 | 1.37 | 0.15 | 2.20 |
| Na2O | 1.32 | 1.56 | - |
| K2O | 0.82 | 3.11 | - |
| TiO2 | 0.63 | 0.94 | - |
| MnO | 0.30 | 0.12 | - |
| P2O5 | 0.19 | 0.12 | - |
| Number of Specimens | Binders | Aggregate | ||
|---|---|---|---|---|
| Cement (%) | Brick Powder (%) | Tallings (%) | Brick Aggregate (%) | |
| CTP0(CTA0) | 100 | 0 | 100 | 0 |
| CTP10 | 90 | 10 | 100 | 0 |
| CTP20 | 80 | 20 | 100 | 0 |
| CTP30 | 70 | 30 | 100 | 0 |
| CTP40 | 60 | 40 | 100 | 0 |
| CTA5 | 100 | 0 | 95 | 5 |
| CTA10 | 100 | 0 | 90 | 10 |
| CTA15 | 100 | 0 | 85 | 15 |
| CTA20 | 100 | 0 | 80 | 20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, T.; Zhang, Y.; Wang, K.; Yu, Z.; Wang, Y. Effect of Waste Clay Bricks on the Performance of Cemented Tailings Backfill and Its Damage Constitutive Model. Minerals 2023, 13, 987. https://doi.org/10.3390/min13070987
Sun T, Zhang Y, Wang K, Yu Z, Wang Y. Effect of Waste Clay Bricks on the Performance of Cemented Tailings Backfill and Its Damage Constitutive Model. Minerals. 2023; 13(7):987. https://doi.org/10.3390/min13070987
Chicago/Turabian StyleSun, Tianxiang, Yifan Zhang, Kang Wang, Zhuoqun Yu, and Yongyan Wang. 2023. "Effect of Waste Clay Bricks on the Performance of Cemented Tailings Backfill and Its Damage Constitutive Model" Minerals 13, no. 7: 987. https://doi.org/10.3390/min13070987
APA StyleSun, T., Zhang, Y., Wang, K., Yu, Z., & Wang, Y. (2023). Effect of Waste Clay Bricks on the Performance of Cemented Tailings Backfill and Its Damage Constitutive Model. Minerals, 13(7), 987. https://doi.org/10.3390/min13070987