1. Introduction
Rare earth elements (REEs) are composed of scandium (Sc), yttrium (Y), and 15 lanthanide elements [
1,
2]. Rare earths are widely used in the metallurgical industry, luminescent materials, agriculture, and other fields because of their unique 4
f-layer electronic structure and good optical, electrical, and magnetic properties [
3,
4]. Medium and heavy rare earths are more competitive in the market compared to light rare earths due to their scarcity in raw materials and wider utilization.
Rich in medium and heavy rare earths, weathered crust elution-deposited rare earth ore is primarily found in seven southern provinces of China [
5,
6]. Medium and heavy rare earth reserves make up over 80% of the global rare earth reserves and are valuable mineral resources in China [
7,
8,
9]. Weathering-type rare earth ore is formed by weathering RE-containing granites or volcanic rocks for many years and clay minerals make up 40%–70% of its composition. REEs primarily bond to clay minerals through either hydration or hydroxyl hydration cations and it is difficult to enrich and recover rare earths by conventional physical methods. The scientific and technological workers have carried out long-term research and practice on RE ore, developed a method of extracting rare earths from clay minerals by ion exchange using electrolyte aqueous solution, and gradually developed three generation processes for leaching rare earths [
10,
11].
Currently, the third-generation rare earth leaching process being widely used is the in situ leaching process. This process involves injecting the leaching solution into the ore injection well, allowing it to diffuse into the ore body through seepage. Then, the RE ions adsorbed on the clay minerals are exchanged and leached from top to bottom [
12]. When ammonium salt is utilized as the leaching agent [
13,
14], the ion exchange reaction equation is represented in Formula (1). The advantage of the in situ leaching process is that it no longer requires “mountain moving”, thereby protecting the mountain, improving the utilization rate of RE resources, and achieving efficient rare earth recovery [
15,
16].
Due to the different genesis of the deposits, the weathered crust elution-deposited rare earth ore bodies formed have different properties and the rare earth ores in some areas are characterized by thick weathered layers and poor permeability. This characteristic will reduce the effective seepage rate and RE mass transfer efficiency of the in situ leaching process, which will affect the utilization rate and revenue of RE resources. Therefore, exploring the seepage and mass transfer behavior of RE ore is crucial for advancing the rare earth industry, solving the seepage and mass transfer problems of the RE leaching process, and optimizing the in situ leaching process.
At present, ammonium salts are mainly utilized as leaching agents for extracting REEs, with ammonium sulfate being the most commonly applied in industry. Li et al. [
17] also found that as the cation concentration of the leaching agent increased from 0 to 5%, there was a gradual decrease in the permeability coefficient of the leaching solution. This phenomenon occurs because as the concentration of cations in the solution increases, more rare earth ions are displaced, resulting in an accumulation of negative charges on the surface of mineral particles. This leads to the formation of a thicker water film and enhances the fluid retention effect. In addition to ammonium salts, rare earth workers have also studied the effects of magnesium and calcium salts on the seepage process. Liang et al. [
18] found that magnesium sulfate and calcium chloride, as leaching solutions, can strongly compress the double layer of weathered crust elution-deposited rare earth ore particles after entering the ore body. This helps to prevent the migration of fine particles during leaching, decrease the likelihood of pore blockage, and enhance the permeability of the ore body.
Leaching aids have the characteristics of low usage and low environmental harm. In the rare earth leaching process, adding a certain amount of leaching aids to the leaching solution can improve the infiltration and RE mass transfer process and improve the effective infiltration rate and RE mass transfer efficiency. Tang et al. [
19] found that the use of sesbania gum as a leaching aid in the leaching process of low-grade RE ore could greatly enhance the RE leaching rate. As an emulsifier, thickener, and stabilizer in food processing, sesbania gum is able to strengthen the penetration performance of the leaching solution and improve the RE leaching rate. Tian et al. [
20] modified this by adding carboxymethyl to sesbania gum to reduce the composite agent viscosity and enhance the hydrophilicity and permeability of the composite agent. Compared with sesbania gum, modified sesbania glue has stronger leaching aid performance. Feng et al. [
21] found that the equilibrium time of ammonium formate as a leaching aid compound with ammonium sulfate was 5.3 h shorter than that of ammonium sulfate.
A surfactant is a substance that can make the interfacial state of a solution system change significantly by adding a small amount. The solution has fixed hydrophilic and lipophilic groups that can be oriented in a specific direction on its surface. Surfactants have an amphiphilic molecular structure, featuring hydrophilic groups at one end and hydrophobic groups at the other end. Wu et al. [
22] used surfactants as a percolation aid in the uranium heap leaching process, which improved the soluble leach permeability and the uranium leaching efficiency. Fang et al. [
23] added surfactants in the bioleaching of arsenic-containing gold concentrates, which improved the arsenic leaching rate. Ai et al. [
24] employed surfactants during the copper ore leaching process and observed that the inclusion of surfactants not only improved the permeability in column leaching significantly but also enhanced the copper leaching rate by 8.4%. Chen et al. [
25] used cationic surfactant CTAB to assist in the leaching of manganese from low-grade rhodochrosite and the results showed that surfactant CTAB was beneficial for improving the manganese leaching rate and that the leaching rate could reach 99.07%. Liu et al. [
26] used anionic surfactant SDS to promote the leaching of potassium in phosphorus and potassium-associated minerals. The addition of SDS would produce adsorption in ore cracks, allowing the acid-leaching solution to penetrate the interior of the mine and undergo chemical reactions inside the mine, thereby enhancing the potassium leaching rate. Thus, the utilization of cationic and anionic surfactants to assist in leaching has achieved good reinforcement effects in the leaching process.
Through preliminary exploration, it was found that surfactant CTAB had a better effect on RE leaching. Thus, the effect of CTAB and ammonium sulfate compounding on the leaching mass transfer process of RE and Al under different conditions was investigated. By analyzing the outflow curve of RE and Al and calculating with the chromatographic plate theory, the influence law of complex leaching of RE and Al with CTAB and (NH4)2SO4 under different conditions was obtained to enhance the leaching process by minimizing the use of leaching agent, improving its percolation rate, and reducing the leaching time. It provides a theoretical basis for the development of high-efficiency leaching agents and technologies for weathered crust elution-deposited rare earth ore and offers valuable insights for research on enhancing mass transfer through surfactant compound processes.
4. Conclusions
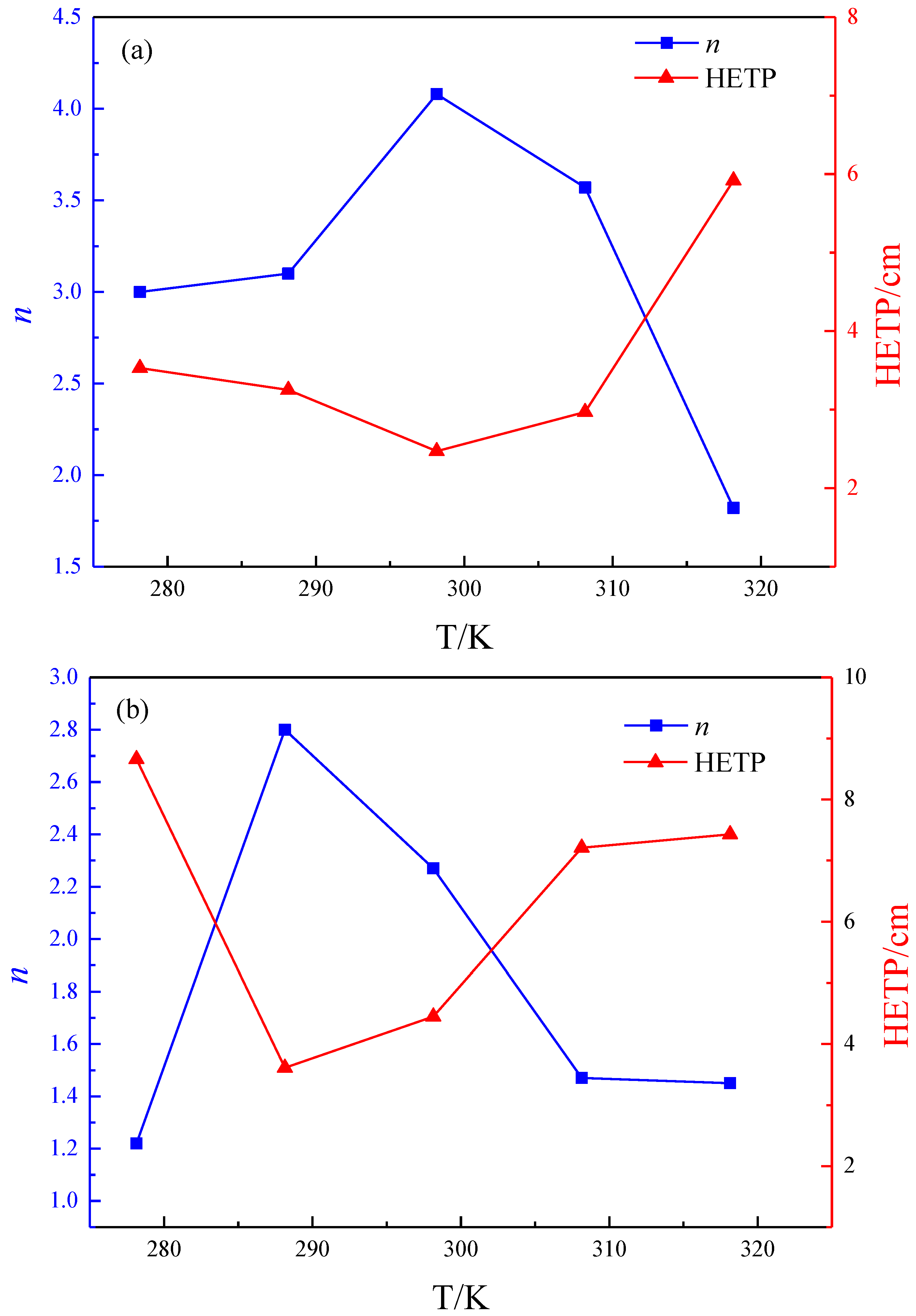
The addition of CTAB in ammonium sulfate leaching solution can effectively enhance the RE mass transfer process and inhibit the Al leaching. The optimal conditions are 0.00103 mol/L of the CTAB concentration, 0.6 mL/min of flow rate, pH 5.2–5.5 of the leaching solution, and room temperature. With the leaching temperature increases, the theoretical number plates for RE and Al leaching increases, resulting in a decrease in HETP, an increase in mass transfer driving force, and, ultimately, an improvement in mass transfer efficiency. Moreover, the RE mass transfer efficiency is higher than that of Al. When the temperature is too high, the HETP increases and the mass transfer efficiency decreases, indicating that summer is conducive to the leaching operation of weathered crust elution-deposited rare earth ore.
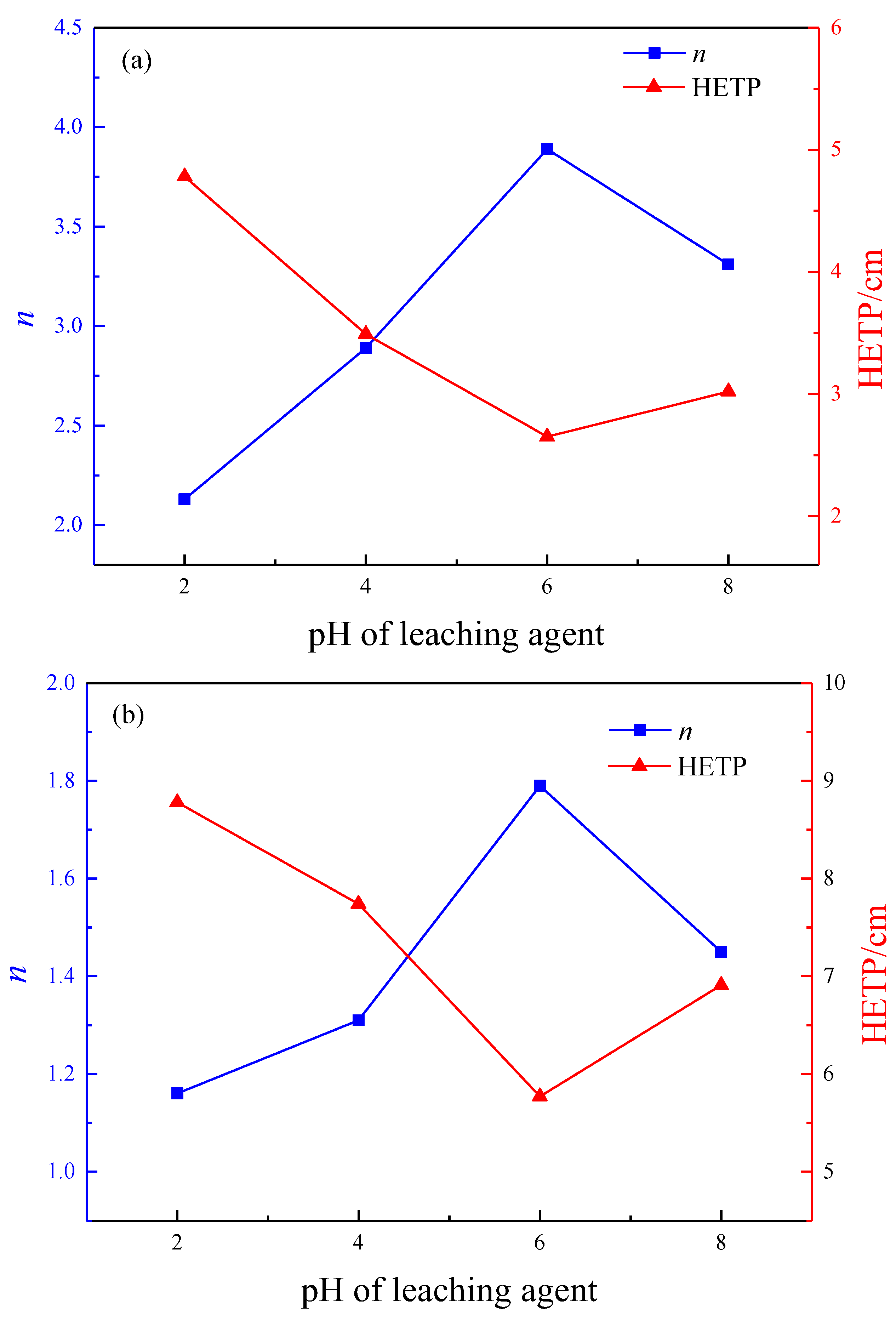
As the pH of the leaching solution increases, the theoretical number of plates for RE and Al leaching increases, while the HETP gradually decreases, leading to a higher mass transfer driving force and improved leaching mass transfer efficiency. Minimum HETP reached at pH 6. Due to the good pH buffering properties of clay minerals, there is no need to adjust the pH of the leaching solution in the leaching operation of rare earth ore. As the flow rate of the leaching solution increases, the theoretical number of RE plates increases and HETP decreases. The driving force for mass transfer in rare earth leaching is greater and the mass transfer efficiency is higher. As the HETP of aluminum increases, the efficiency of mass transfer decreases. Moreover, the efficiency of mass transfer for RE is greater than that of Al. When the optimal flow rate of the composite leaching agent is 0.6 mL/min, it has the highest RE mass transfer efficiency and inhibits Al leaching to a certain extent. This suggests that the compound leaching agent comprising ammonium sulfate and CTAB holds significant potential for practical utilization in extracting rare earth from weathered crust elution-deposited rare earth ore.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}