
Utilization of Flotation Wastewater for Separation of Chalcopyrite and Molybdenite by Selective Surface Passivation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
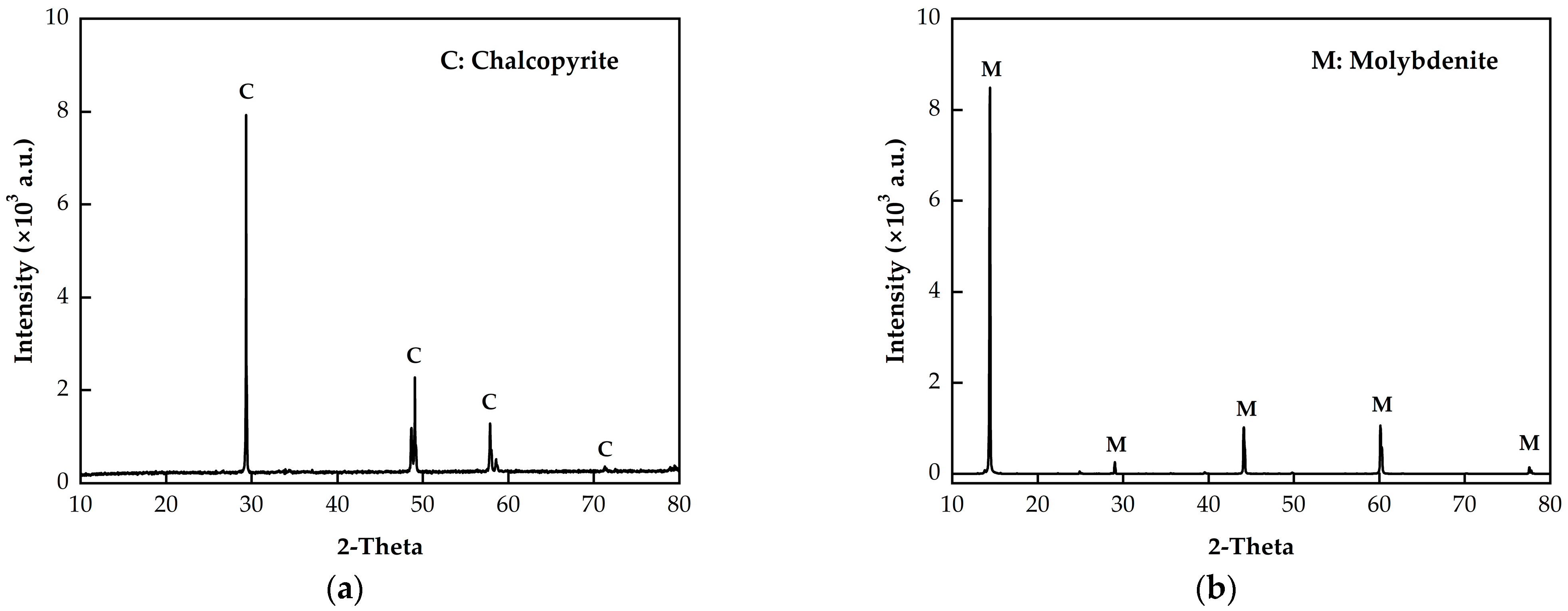
2.1.1. Minerals and Electrodes
2.1.2. Wastewater and Reagents
2.2. Methods
2.2.1. Immersion Pretreatment
2.2.2. Bench-Scale Flotation Experiments
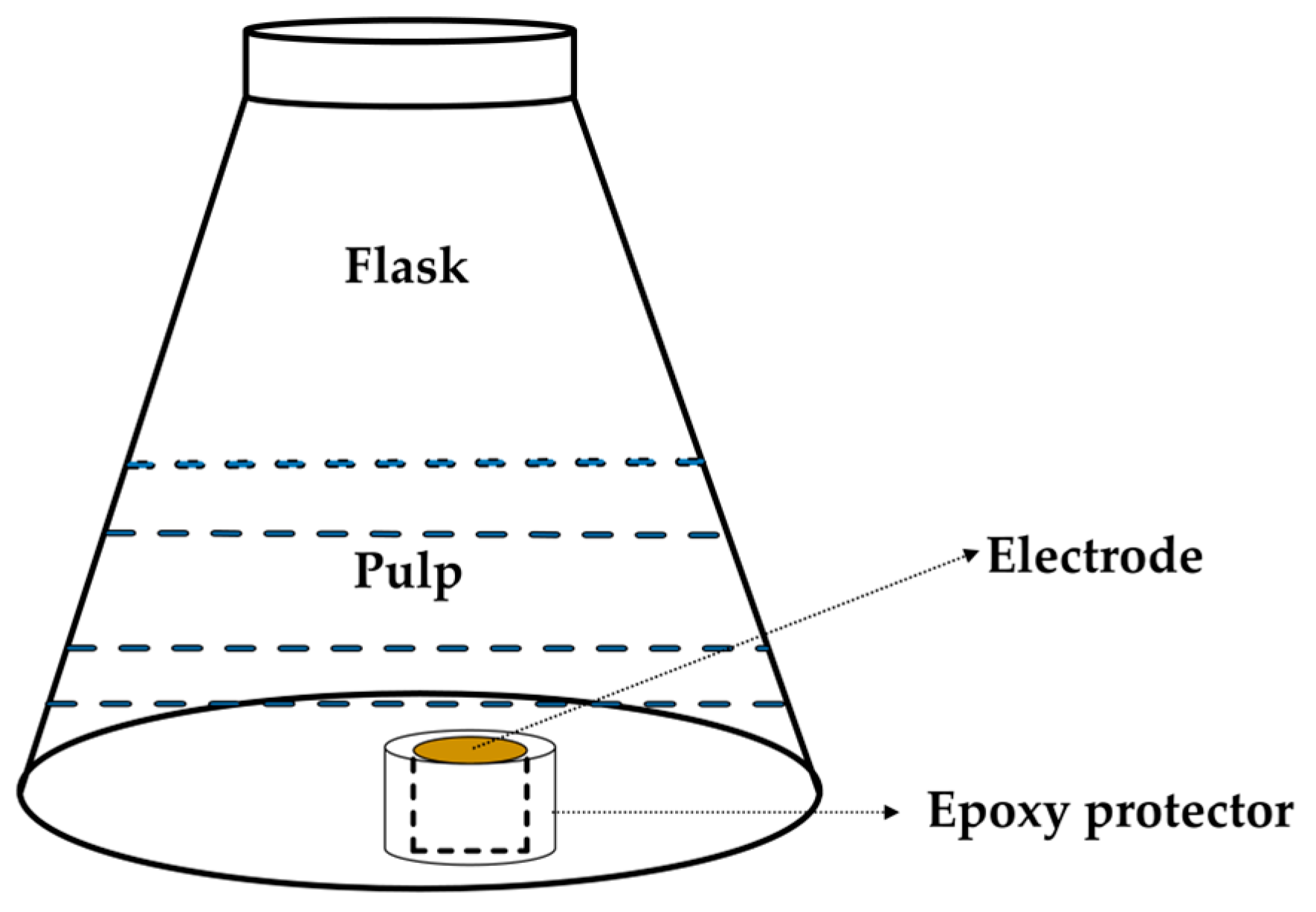
2.2.3. Electrochemical Experiments
2.2.4. SEM and XRD Analysis
3. Results and Discussion
3.1. Flotation of Single Minerals
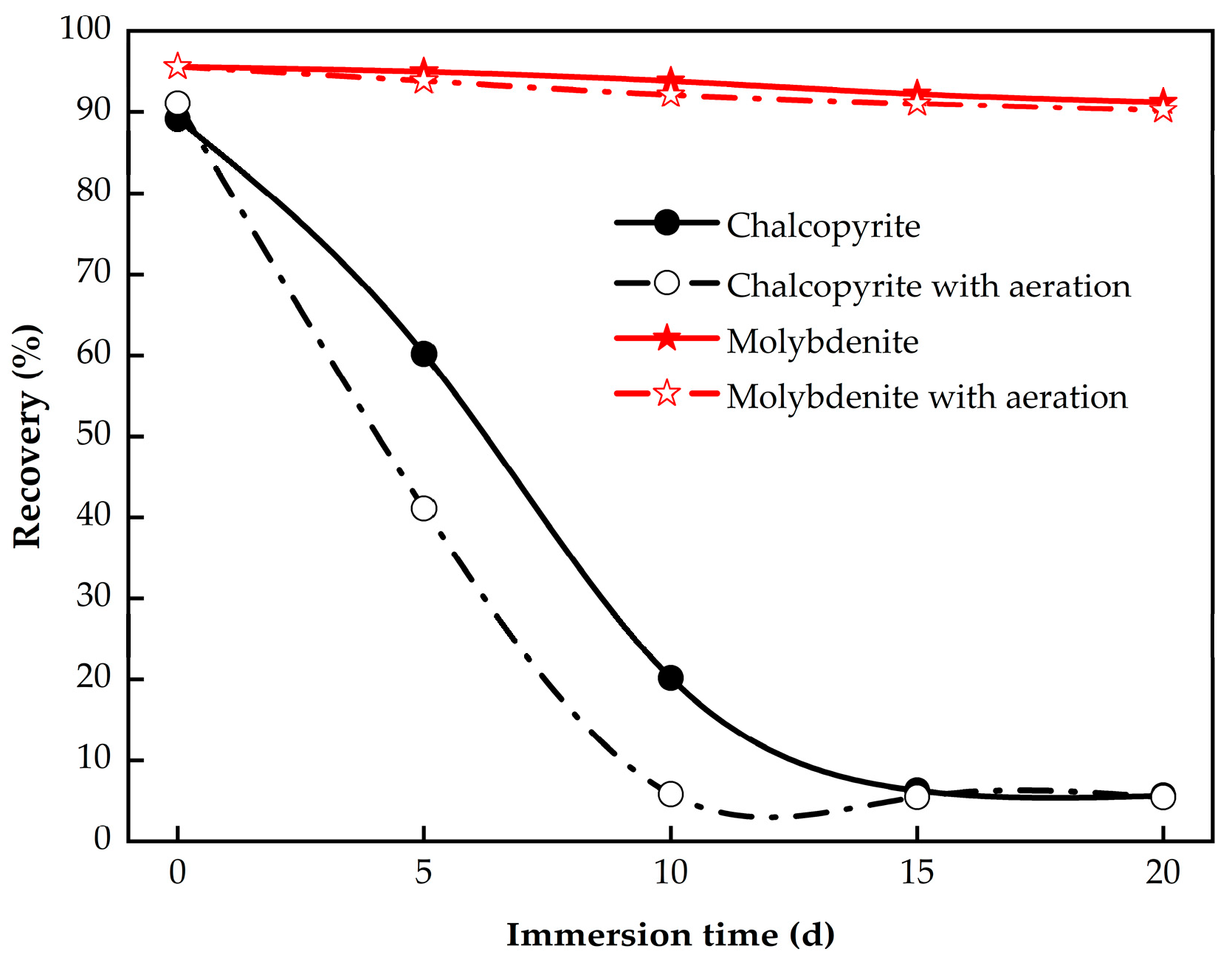
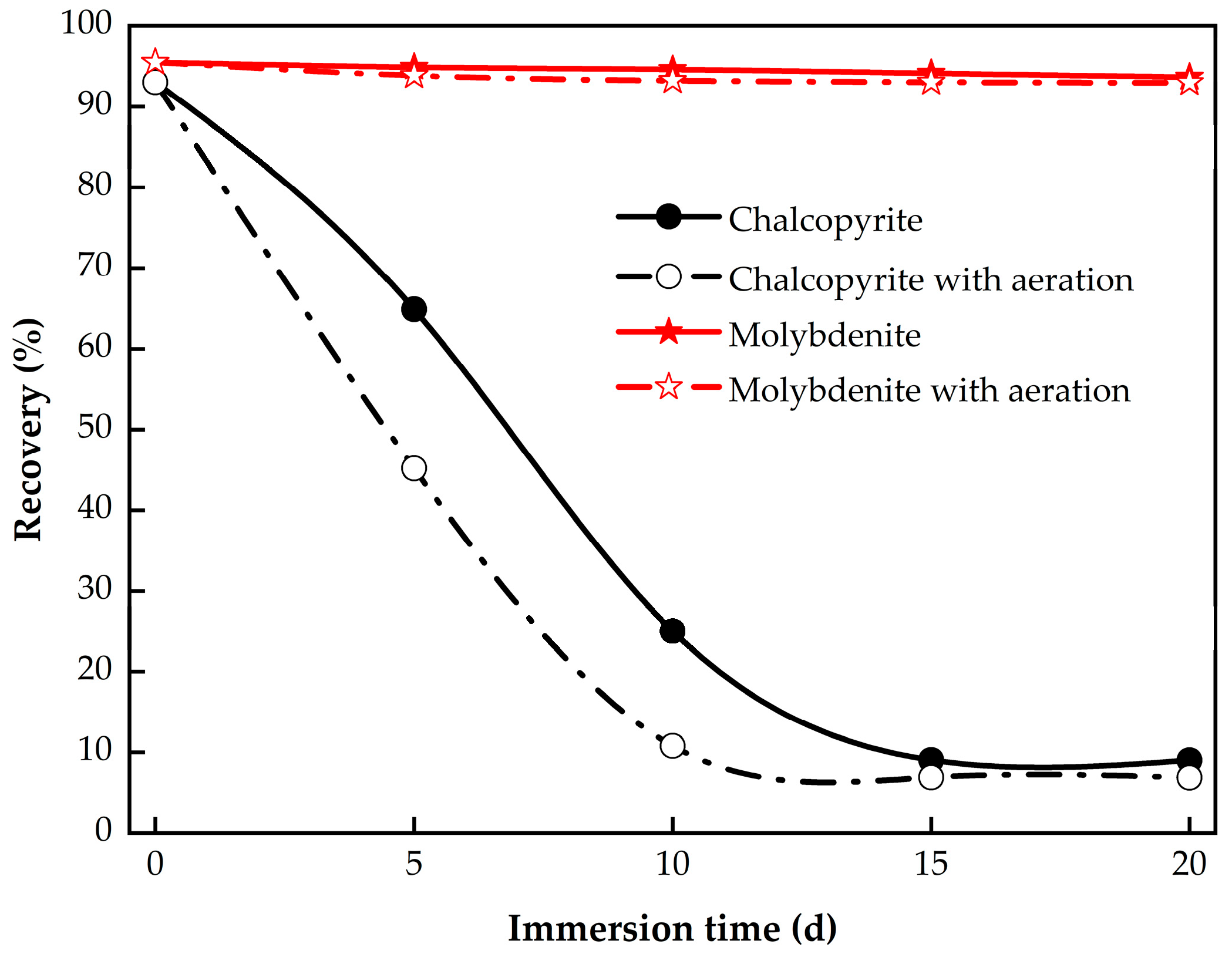
3.1.1. Effect of Immersion Time
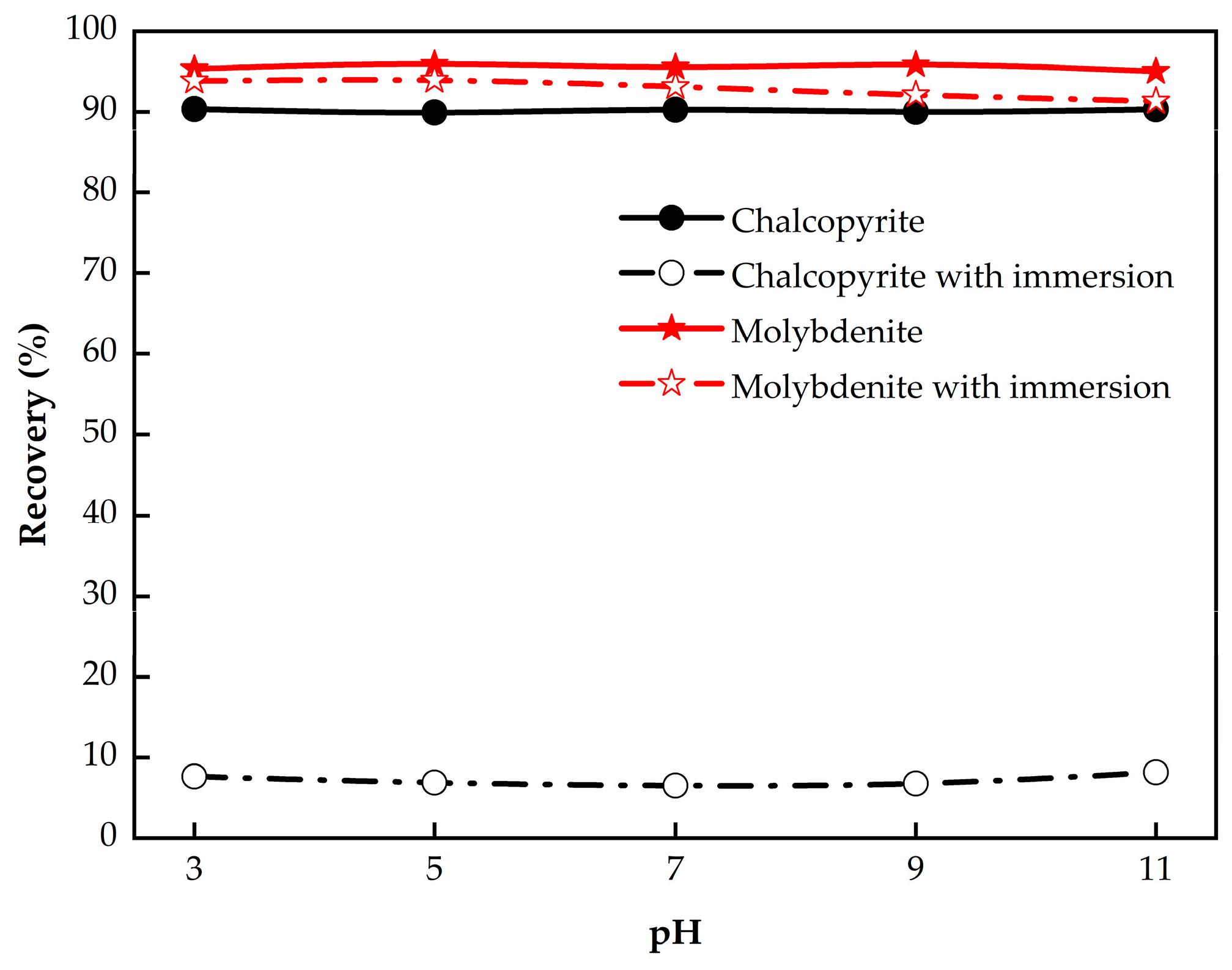
3.1.2. Effect of Pulp pH
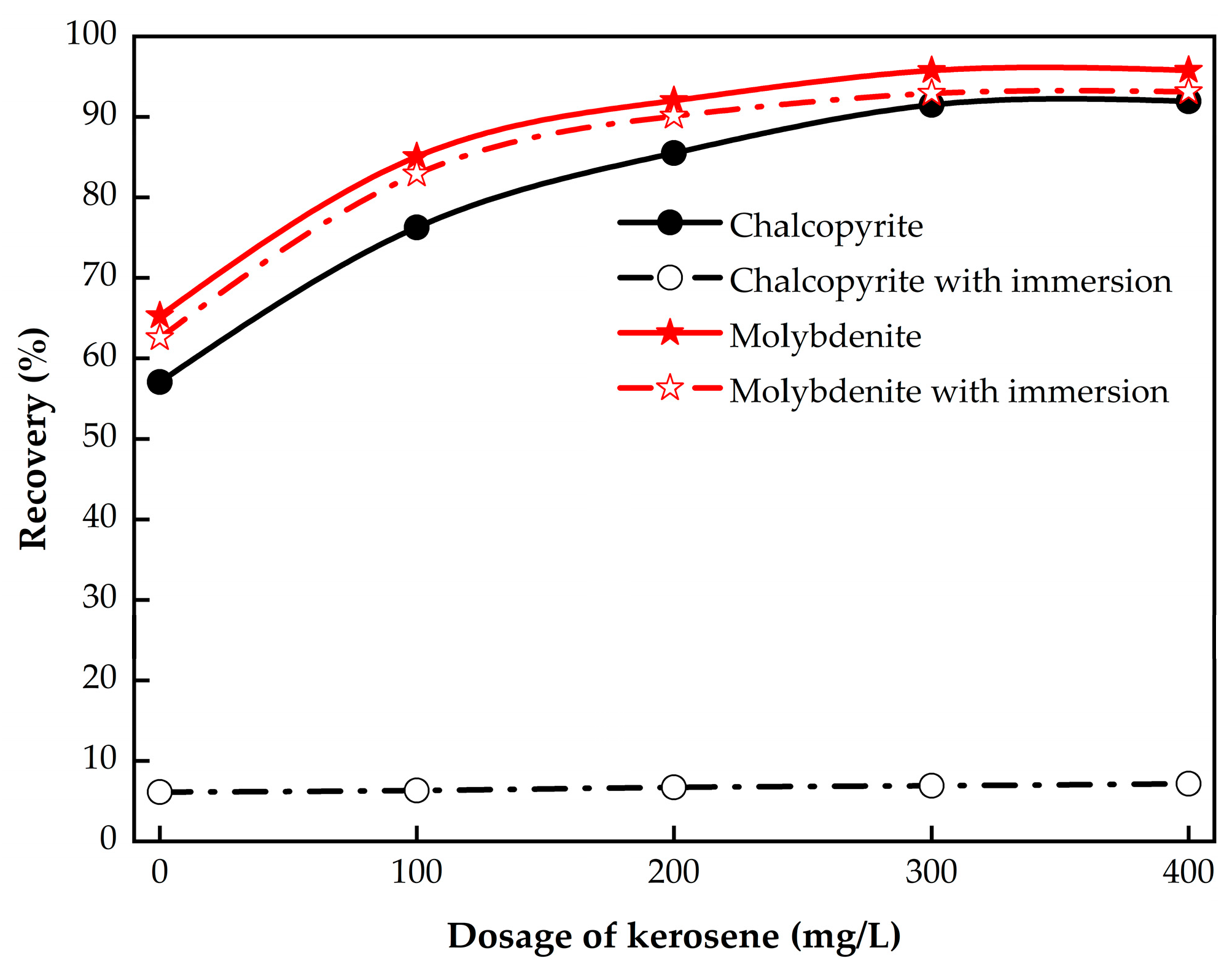
3.1.3. Effect of Collector Dosage
3.2. Flotation of Artificially Mixed Minerals
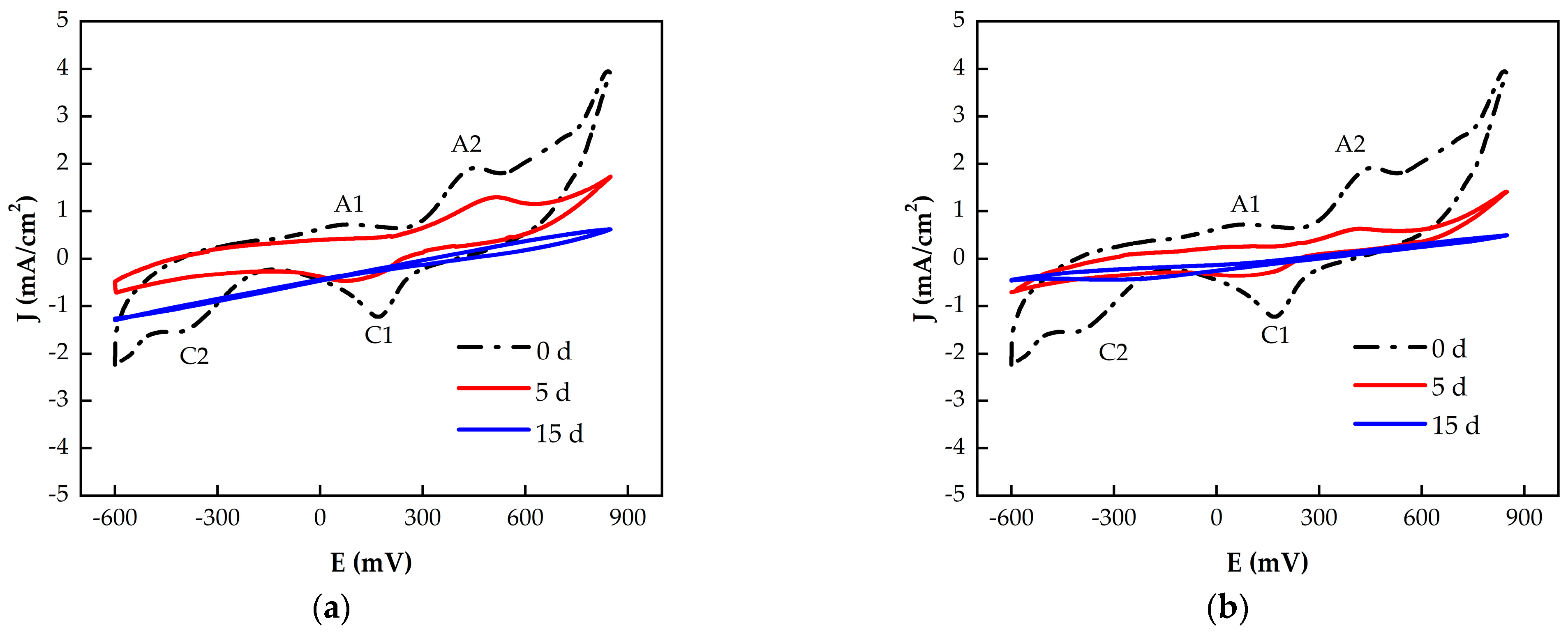
3.3. Electrochemical Mechanism
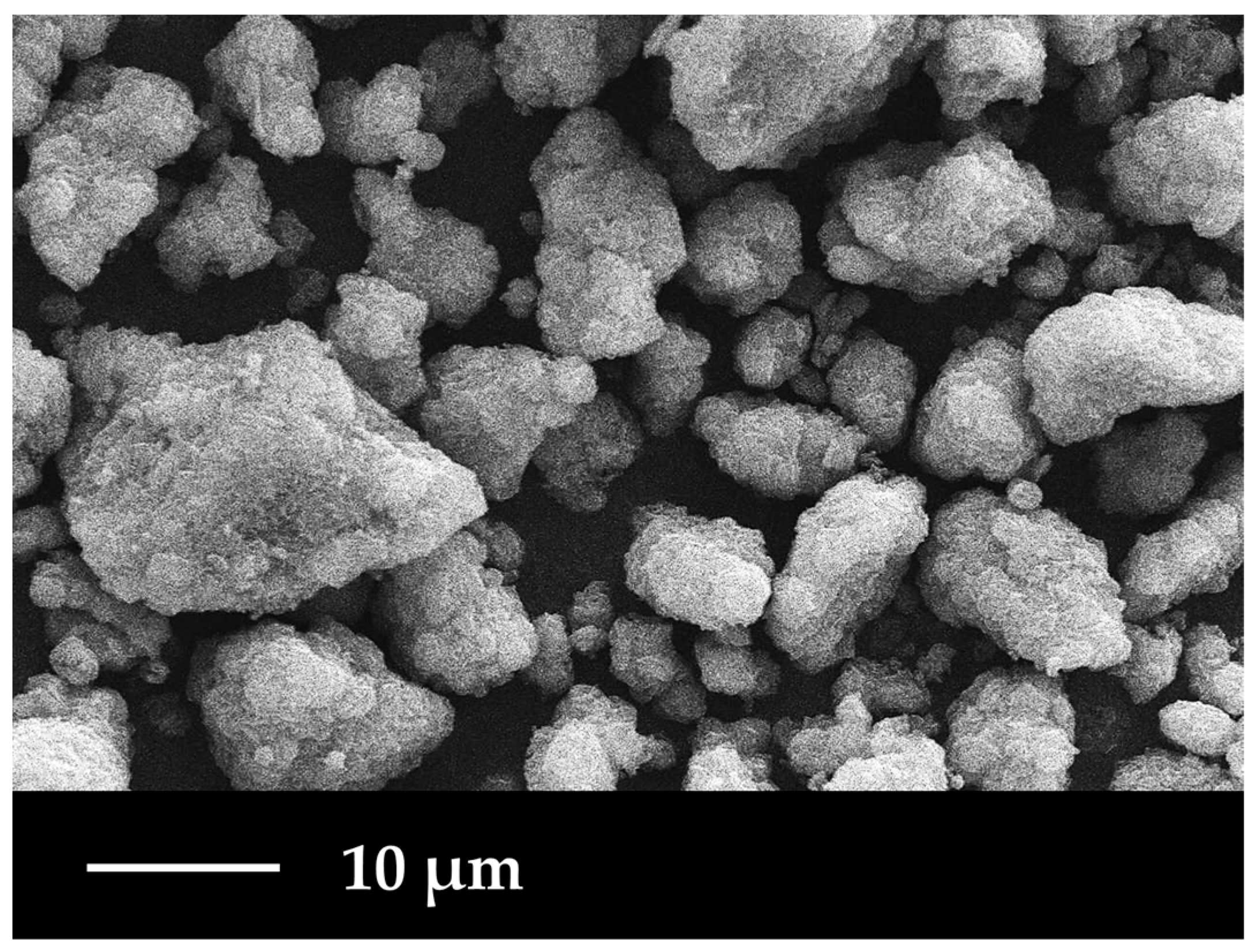
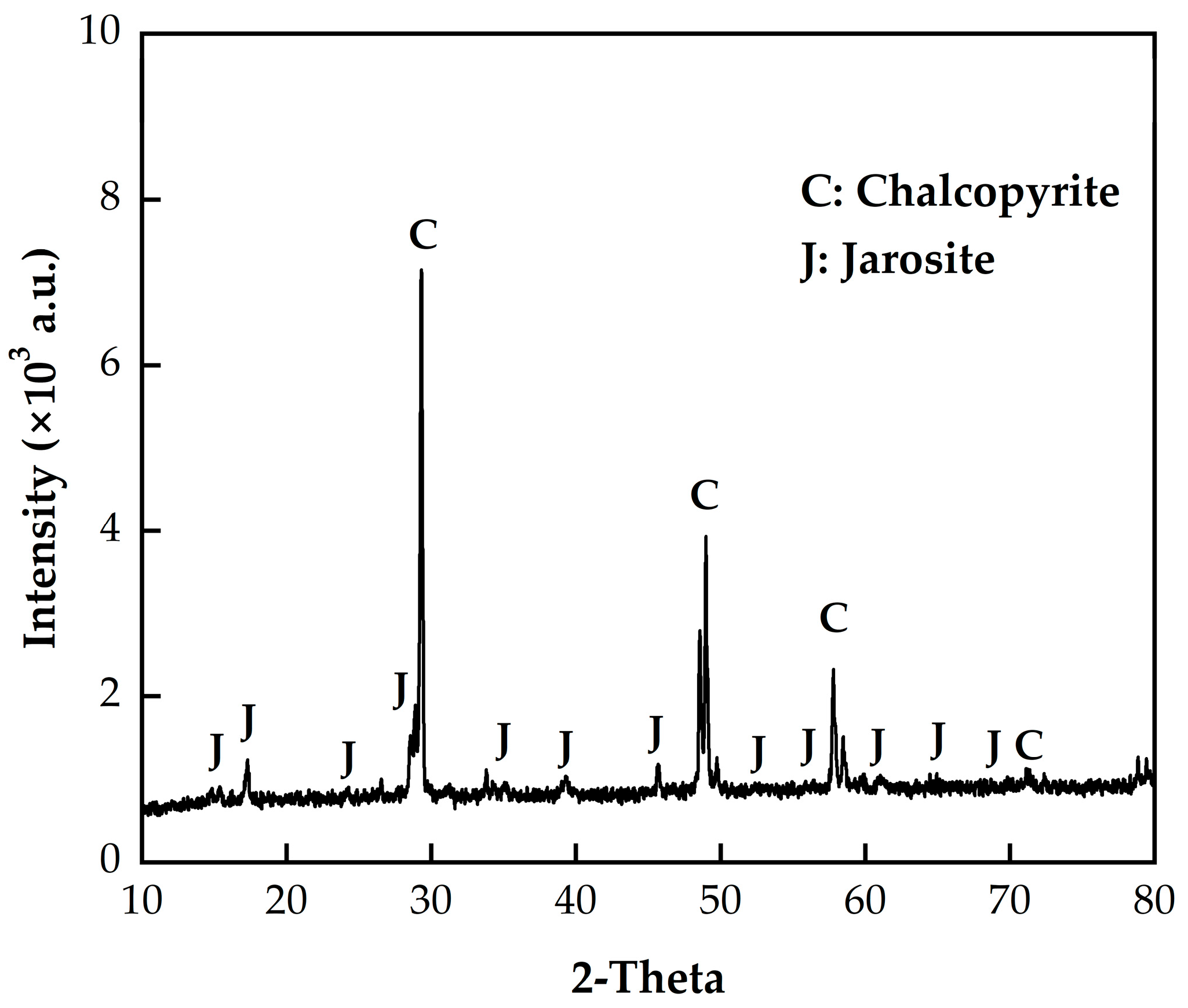
3.4. Changes in Chalcopyrite Surface Morphology and Composition
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, Z.; Wang, Q. The asymmetric effect of natural resource abundance on economic growth and environmental pollution: Evidence from resource-rich economy. Resour. Policy 2021, 72, 102085. [Google Scholar] [CrossRef]
- Jing, G.; Meng, X.; Sun, W.; Kowalczuk, P.B.; Gao, Z. Recent advances in the treatment and recycling of mineral processing wastewater. Environ. Sci. Water Res. Technol. 2023, 9, 1290–1304. [Google Scholar] [CrossRef]
- Lin, S.; Liu, R.; Wu, M.; Hu, Y.; Sun, W.; Shi, Z.; Han, H.; Li, W. Minimizing beneficiation wastewater through internal reuse of process water in flotation circuit. J. Clean. Prod. 2020, 245, 118898. [Google Scholar] [CrossRef]
- Azevedo, A.; Oliveira, H.; Rubio, J. Treatment and water reuse of lead-zinc sulphide ore mill wastewaters by high rate dissolved air flotation. Miner. Eng. 2018, 127, 114–121. [Google Scholar] [CrossRef]
- Meng, S.; Wen, S.; Han, G.; Wang, X.; Feng, Q. Wastewater Treatment in Mineral Processing of Non-Ferrous Metal Resources: A Review. Water 2022, 14, 726. [Google Scholar] [CrossRef]
- Wan, H.; Qu, J.; He, T.; Bu, X.; Yang, W.; Li, H. A New Concept on High-Calcium Flotation Wastewater Reuse. Minerals 2018, 8, 496. [Google Scholar] [CrossRef]
- Jing, G.; Ren, S.; Gao, Y.; Sun, W.; Gao, Z. Electrocoagulation: A Promising Method to Treat and Reuse Mineral Processing Wastewater with High COD. Water 2020, 12, 595. [Google Scholar] [CrossRef]
- Jing, G.; Wang, J.; Sun, W.; Pooley, S.; Liao, D.; Shi, Z.; Chen, Q.; Gao, Z. Reuse of mine and ore washing wastewater in scheelite flotation process to save freshwater: Lab to industrial scale. J. Water Process Eng. 2023, 53, 103674. [Google Scholar] [CrossRef]
- Yang, X. Beneficiation studies of tungsten ores—A review. Miner. Eng. 2018, 125, 111–119. [Google Scholar] [CrossRef]
- Jin, W.; Yang, S.; Tang, C.; Li, Y.; Chang, C.; Chen, Y. Reaction Mechanism and Technical Application of Metallic Bismuth Extraction from Bismuthinite Concentrate by Low-Temperature Alkaline Smelting. ACS Sustain. Chem. Eng. 2023, 11, 9932–9946. [Google Scholar] [CrossRef]
- Li, W.-C.; Yu, H.-J.; Gao, X.; Liu, X.-L.; Wang, J.-H. Review of Mesozoic multiple magmatism and porphyry Cu–Mo (W) mineralization in the Yidun Arc, eastern Tibet Plateau. Ore Geol. Rev. 2017, 90, 795–812. [Google Scholar] [CrossRef]
- Yang, B.; Zeng, M.; Zhu, H.; Huang, P.; Li, Z.; Song, S. Selective depression of molybdenite using a novel eco-friendly depressant in Cu-Mo sulfides flotation system. Colloids Surf. A Physicochem. Eng. Asp. 2021, 622, 126683. [Google Scholar] [CrossRef]
- Wang, X.; Qin, W.-Q.; Jiao, F.; Yang, C.-R.; Li, W.; Zhang, Z.-Q.; Zhou, J.-M.; Guo, J.-G.; Zhang, J. Review on development of low-grade scheelite recovery from molybdenum tailings in Luanchuan, China: A case study of Luoyang Yulu Mining Company. Trans. Nonferr. Met. Soc. China 2022, 32, 980–998. [Google Scholar] [CrossRef]
- Kang, J.; Chen, C.; Sun, W.; Tang, H.; Yin, Z.; Liu, R.; Hu, Y.; Nguyen, A.V. A significant improvement of scheelite recovery using recycled flotation wastewater treated by hydrometallurgical waste acid. J. Clean. Prod. 2017, 151, 419–426. [Google Scholar] [CrossRef]
- Yan, H.; Yang, B.; Zeng, M.; Huang, P.; Teng, A. Selective flotation of Cu-Mo sulfides using xanthan gum as a novel depressant. Miner. Eng. 2020, 156, 106486. [Google Scholar] [CrossRef]
- Yi, G.; Macha, E.; Van Dyke, J.; Macha, R.E.; McKay, T.; Free, M.L. Recent progress on research of molybdenite flotation: A review. Adv. Colloid Interface Sci. 2021, 295, 102466. [Google Scholar] [CrossRef] [PubMed]
- Hao, J.; Liu, J.; Yu, Y.; Gao, H.; Qin, X.; Bai, X. Depressants for separation of chalcopyrite and molybdenite: Review and prospects. Miner. Eng. 2023, 201, 108209. [Google Scholar] [CrossRef]
- Peng, H.; Wu, D.; Abdalla, M.; Luo, W.; Jiao, W.; Bie, X. Study of the Effect of Sodium Sulfide as a Selective Depressor in the Separation of Chalcopyrite and Molybdenite. Minerals 2017, 7, 51. [Google Scholar] [CrossRef]
- Tang, X.; Chen, Y.; Liu, K.; Zeng, G.; Peng, Q.; Li, Z. Selective flotation separation of molybdenite and chalcopyrite by thermal pretreatment under air atmosphere. Colloids Surf. A Physicochem. Eng. Asp. 2019, 583, 123958. [Google Scholar] [CrossRef]
- Hirajima, T.; Mori, M.; Ichikawa, O.; Sasaki, K.; Miki, H.; Farahat, M.; Sawada, M. Selective flotation of chalcopyrite and molybdenite with plasma pre-treatment. Miner. Eng. 2014, 66–68, 102–111. [Google Scholar] [CrossRef]
- Peng, W.; Liu, S.; Cao, Y.; Wang, W.; Lv, S.; Huang, Y. A novel approach for selective flotation separation of chalcopyrite and molybdenite—Electrocatalytic oxidation pretreatment and its mechanism. Appl. Surf. Sci. 2022, 597, 153753. [Google Scholar] [CrossRef]
- Kang, J.; Fan, R.; Hu, Y.; Sun, W.; Liu, R.; Zhang, Q.; Liu, H.; Meng, X. Silicate removal from recycled wastewater for the improvement of scheelite flotation performance. J. Clean. Prod. 2018, 195, 280–288. [Google Scholar] [CrossRef]
- Awadalla, F.T.; Kumar, A. Opportunities for Membrane Technologies in the Treatment of Mining and Mineral Process Streams and Effluents. Sep. Sci. Technol. 1994, 29, 1231–1249. [Google Scholar] [CrossRef]
- Hirajima, T.; Miki, H.; Suyantara, G.P.W.; Matsuoka, H.; Elmahdy, A.M.; Sasaki, K.; Imaizumi, Y.; Kuroiwa, S. Selective flotation of chalcopyrite and molybdenite with H2O2 oxidation. Miner. Eng. 2017, 100, 83–92. [Google Scholar] [CrossRef]
- Miki, H.; Matsuoka, H.; Hirajima, T.; Suyantara, G.P.W.; Sasaki, K. Electrolysis Oxidation of Chalcopyrite and Molybdenite for Selective Flotation. Mater. Trans. 2017, 58, 761–767. [Google Scholar] [CrossRef]
- Li, Y.; Kawashima, N.; Li, J.; Chandra, A.P.; Gerson, A.R. A review of the structure, and fundamental mechanisms and kinetics of the leaching of chalcopyrite. Adv. Colloid Interface Sci. 2013, 197, 1–32. [Google Scholar] [CrossRef]
- Yin, Z.; Chen, S.; Xu, Z.; Zhang, C.; He, J.; Zou, J.; Chen, D.; Sun, W. Flotation separation of molybdenite from chalcopyrite using an environmentally-efficient depressant L-cysteine and its adsoption mechanism. Miner. Eng. 2020, 156, 106438. [Google Scholar] [CrossRef]
- Li, H.; Xiao, W.; Jin, J.; Han, Y. Influence Mechanism of Magnetized Modified Kerosene on Flotation Behavior of Molybdenite. Minerals 2022, 12, 2. [Google Scholar] [CrossRef]
- Irannajad, M.; Nuri, O.S.; Mehdilo, A. Surface dissolution-assisted mineral flotation: A review. J. Environ. Chem. Eng. 2019, 7, 103050. [Google Scholar] [CrossRef]
- Wang, Z.; Qian, Y.; Xu, L.-H.; Dai, B.; Xiao, J.-H.; Fu, K. Selective chalcopyrite flotation from pyrite with glycerine-xanthate as depressant. Miner. Eng. 2015, 74, 86–90. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, B.; Liu, J.; Zhu, Y.; Han, Y. Dithiouracil, a highly efficient depressant for the selective separation of molybdenite from chalcopyrite by flotation: Applications and mechanism. Miner. Eng. 2022, 175, 107287. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, L.; Cao, Y.; Yang, J.; Che, W.; Liu, J. The flotation separation of molybdenite from chalcopyrite using a polymer depressant and insights to its adsorption mechanism. Chem. Eng. J. 2020, 395, 125137. [Google Scholar] [CrossRef]
- Yang, J.; Chen, L.; Xue, Z.; Yang, K.; Shao, Y.; Zeng, J.; Gao, Y. Performance evaluation of PHGMS technology for superfine chalcopyrite-molybdenite separation. Sep. Purif. Technol. 2024, 336, 126136. [Google Scholar] [CrossRef]
- Park, I.; Hong, S.; Jeon, S.; Ito, M.; Hiroyoshi, N. Flotation Separation of Chalcopyrite and Molybdenite Assisted by Microencapsulation Using Ferrous and Phosphate Ions: Part I. Selective Coating Formation. Metals 2020, 10, 1667. [Google Scholar] [CrossRef]
- Abdollahi, M.; Bahrami, A.; Mirmohammadi, M.S.; Kazemi, F.; Danesh, A.; Ghorbani, Y. A process mineralogy approach to optimize molybdenite flotation in copper–molybdenum processing plants. Miner. Eng. 2020, 157, 106557. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, Y.; Zhang, X.; Qian, L.; Sun, M.; Yang, Y.; Zhang, Y.; Wang, J.; Kim, H.; Qiu, G. The dissolution and passivation mechanism of chalcopyrite in bioleaching: An overview. Miner. Eng. 2019, 136, 140–154. [Google Scholar] [CrossRef]
- Ghahremaninezhad, A.; Asselin, E.; Dixon, D. Electrochemical evaluation of the surface of chalcopyrite during dissolution in sulfuric acid solution. Electrochim. Acta 2010, 55, 5041–5056. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhao, H.; Qian, L.; Sun, M.; Lv, X.; Zhang, L.; Petersen, J.; Qiu, G. A brief overview on the dissolution mechanisms of sulfide minerals in acidic sulfate environments at low temperatures: Emphasis on electrochemical cyclic voltammetry analysis. Miner. Eng. 2020, 158, 106586. [Google Scholar] [CrossRef]
- Gu, G.; Hu, K.; Zhang, X.; Xiong, X.; Yang, H. The stepwise dissolution of chalcopyrite bioleached by Leptospirillum ferriphilum. Electrochim. Acta 2013, 103, 50–57. [Google Scholar] [CrossRef]
- Córdoba, E.; Muñoz, J.; Blázquez, M.; González, F.; Ballester, A. Leaching of chalcopyrite with ferric ion. Part I: General aspects. Hydrometallurgy 2008, 93, 81–87. [Google Scholar] [CrossRef]
- Lv, X.; Wang, J.; Zeng, X.; Liang, Z.; He, D.; Zhang, Y.; Yuan, H.; Zhao, H.; Meng, Q. Cooperative extraction of metals from chalcopyrite by bio-oxidation and chemical oxidation. Geochemistry 2021, 81, 125772. [Google Scholar] [CrossRef]
- Ahmadi, A.; Schaffie, M.; Manafi, Z.; Ranjbar, M. Electrochemical bioleaching of high grade chalcopyrite flotation concentrates in a stirred bioreactor. Hydrometallurgy 2010, 104, 99–105. [Google Scholar] [CrossRef]
- Córdoba, E.; Muñoz, J.; Blázquez, M.; González, F.; Ballester, A. Leaching of chalcopyrite with ferric ion. Part II: Effect of redox potential. Hydrometallurgy 2008, 93, 88–96. [Google Scholar] [CrossRef]
- Gunneriusson, L.; Sandström, A.; Holmgren, A.; Kuzmann, E.; Kovacs, K.; Vértes, A. Jarosite inclusion of fluoride and its potential significance to bioleaching of sulphide minerals. Hydrometallurgy 2009, 96, 108–116. [Google Scholar] [CrossRef]
- Yan, B.; Liang, T.; Yang, X.; Gadgil, A.J. Superior removal of As(III) and As(V) from water with Mn-doped β-FeOOH nanospindles on carbon foam. J. Hazard. Mater. 2021, 418, 126347. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Yao, Y.; Zhao, Z.; Zhou, J.; Chen, Z. Long term catalytic activity of pyrite in Heterogeneous Fenton-like oxidation for the tertiary treatment of dyeing wastewater. J. Environ. Chem. Eng. 2021, 9, 105730. [Google Scholar] [CrossRef]
- Karthe, S.; Szargan, R.; Suoninen, E. Oxidation of pyrite surfaces: A photoelectron spectroscopic study. Appl. Surf. Sci. 1993, 72, 157–170. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Cu | Pb | Zn | S | Al | Fe | K | Na | Mg | Si | Ca | As | COD 1 | pH |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Data | 0.15 | 0.23 | 0.16 | 40.71 | 592 | 10.32 | 210 | 1028 | 69.12 | 226 | 81.0 | 0.11 | 85 | 4.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Gu, G.; Zhang, Y.; Li, Q.; Liao, S.; Wang, Y. Utilization of Flotation Wastewater for Separation of Chalcopyrite and Molybdenite by Selective Surface Passivation. Minerals 2024, 14, 388. https://doi.org/10.3390/min14040388
Guo Y, Gu G, Zhang Y, Li Q, Liao S, Wang Y. Utilization of Flotation Wastewater for Separation of Chalcopyrite and Molybdenite by Selective Surface Passivation. Minerals. 2024; 14(4):388. https://doi.org/10.3390/min14040388
Chicago/Turabian StyleGuo, Yuwu, Guohua Gu, Yisheng Zhang, Qingke Li, Su Liao, and Yanhong Wang. 2024. "Utilization of Flotation Wastewater for Separation of Chalcopyrite and Molybdenite by Selective Surface Passivation" Minerals 14, no. 4: 388. https://doi.org/10.3390/min14040388