
Application of a Design for Excellence Methodology for a Wireless Charger Housing in Underwater Environments

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Background
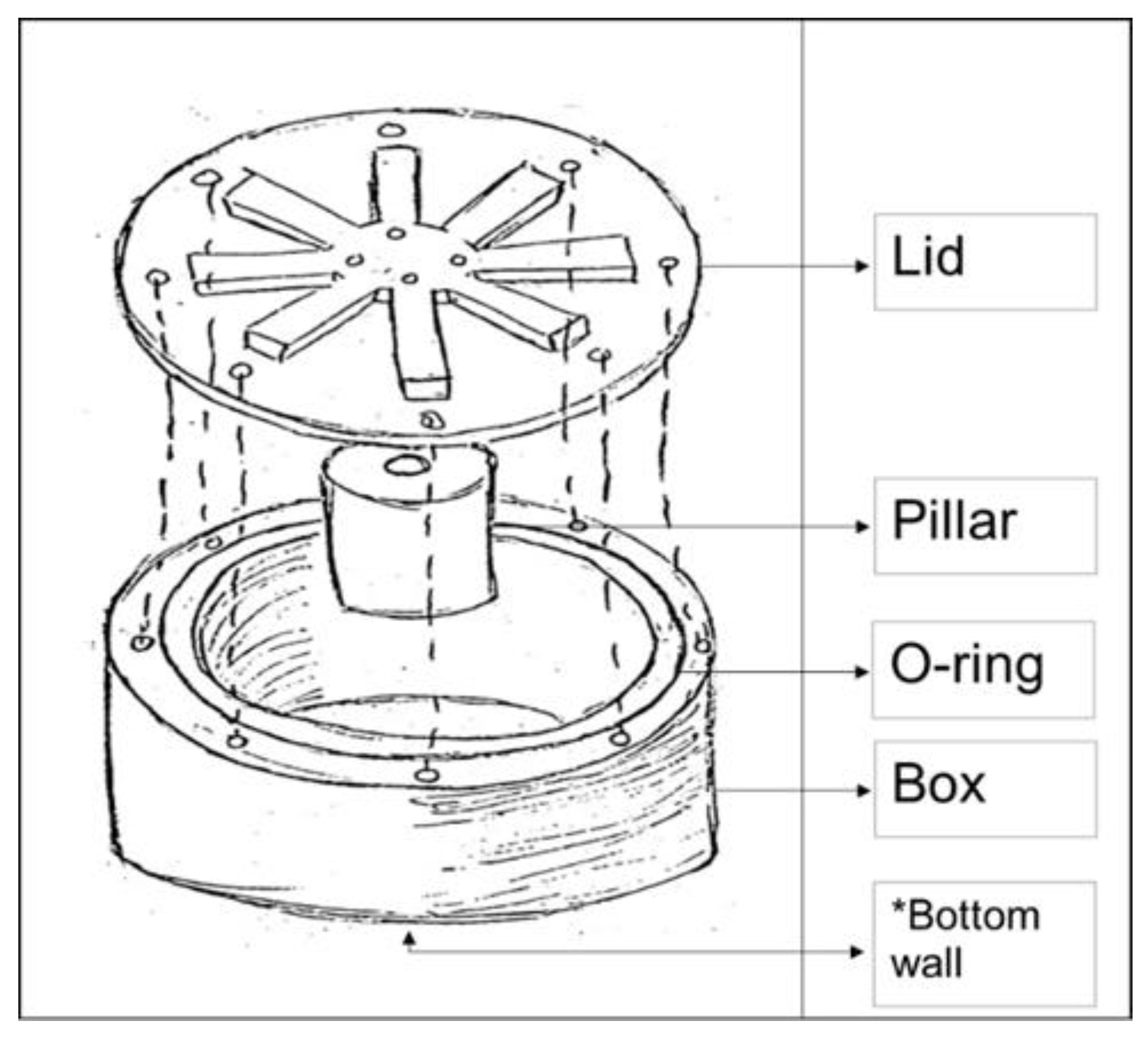
2.2. Product Description and Requirements
2.3. Methodology
3. Results
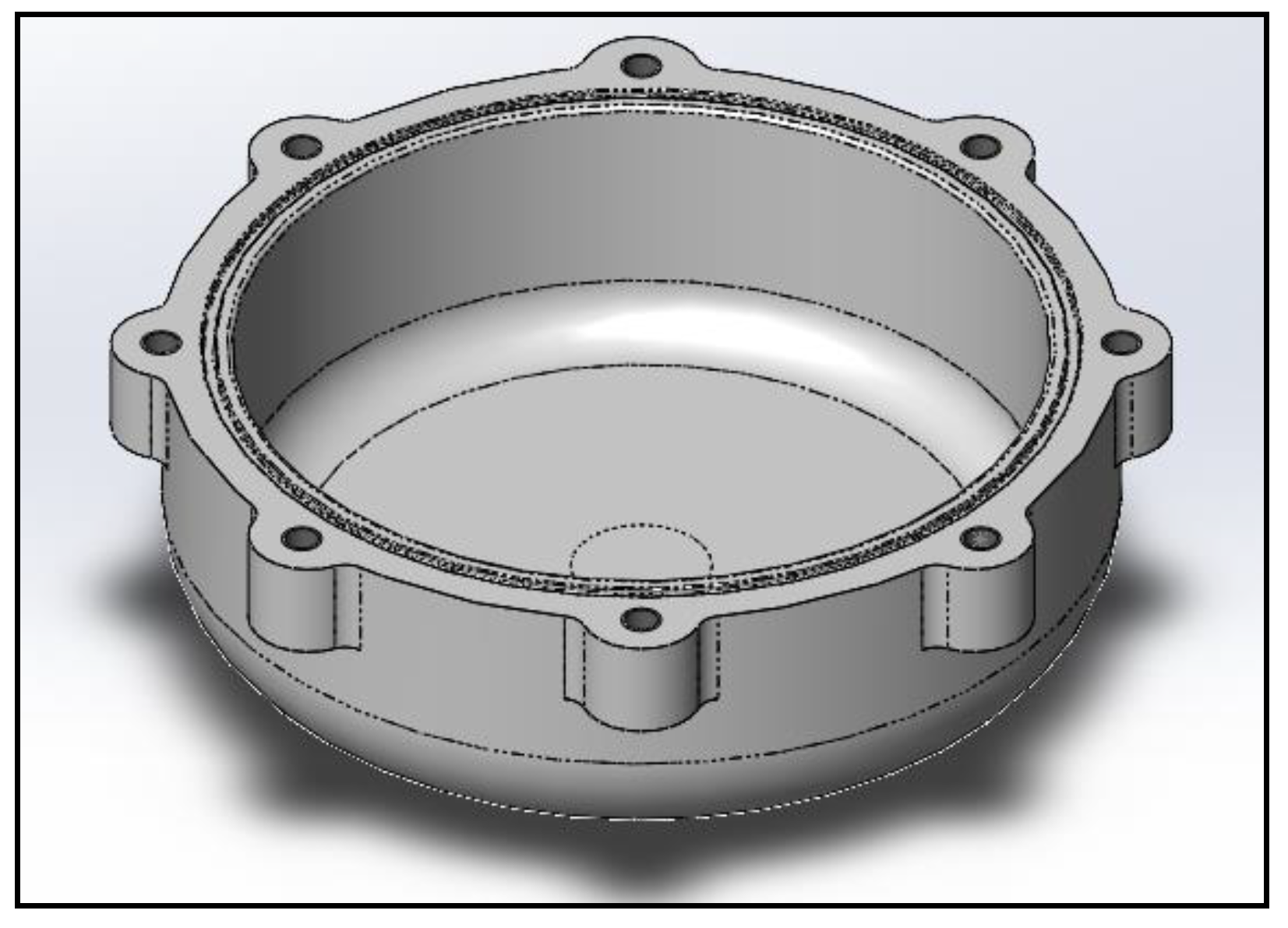
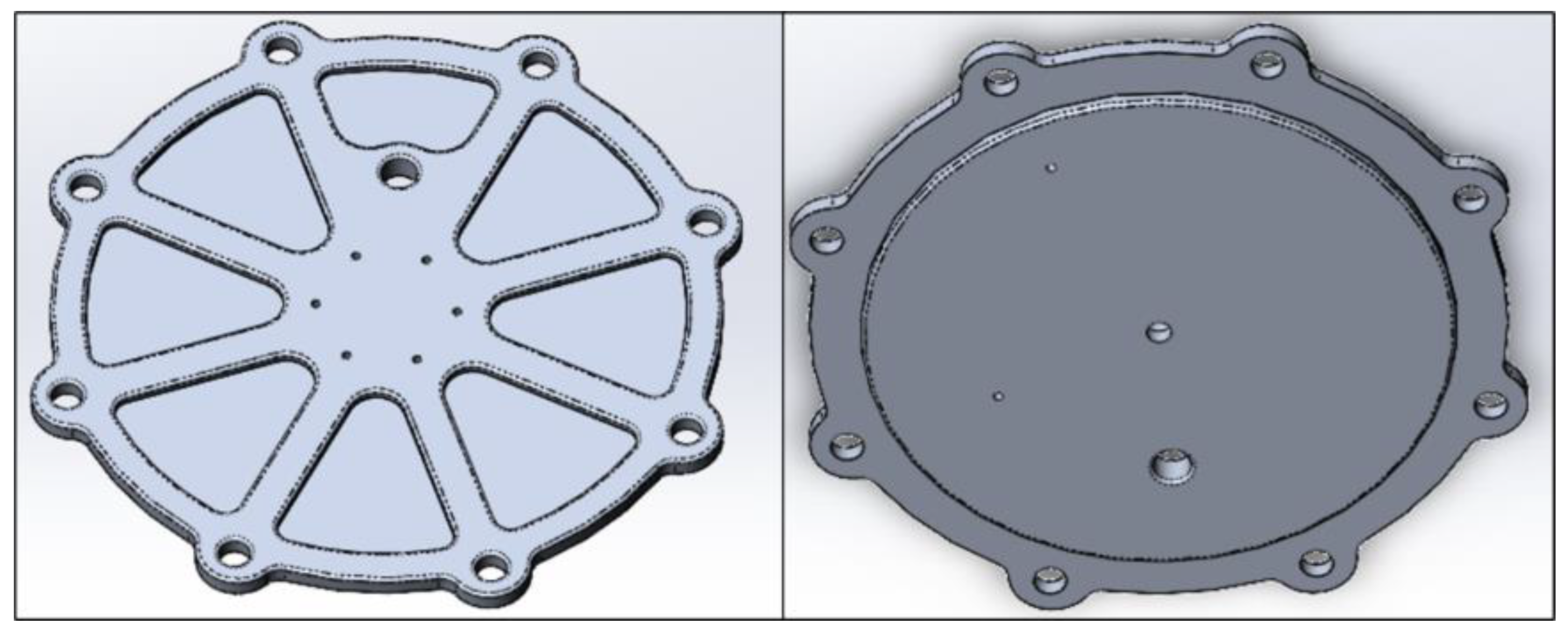
3.1. Preliminary Design
3.2. Material Selection
3.2.1. Key Attributes
3.2.2. Material Ranking
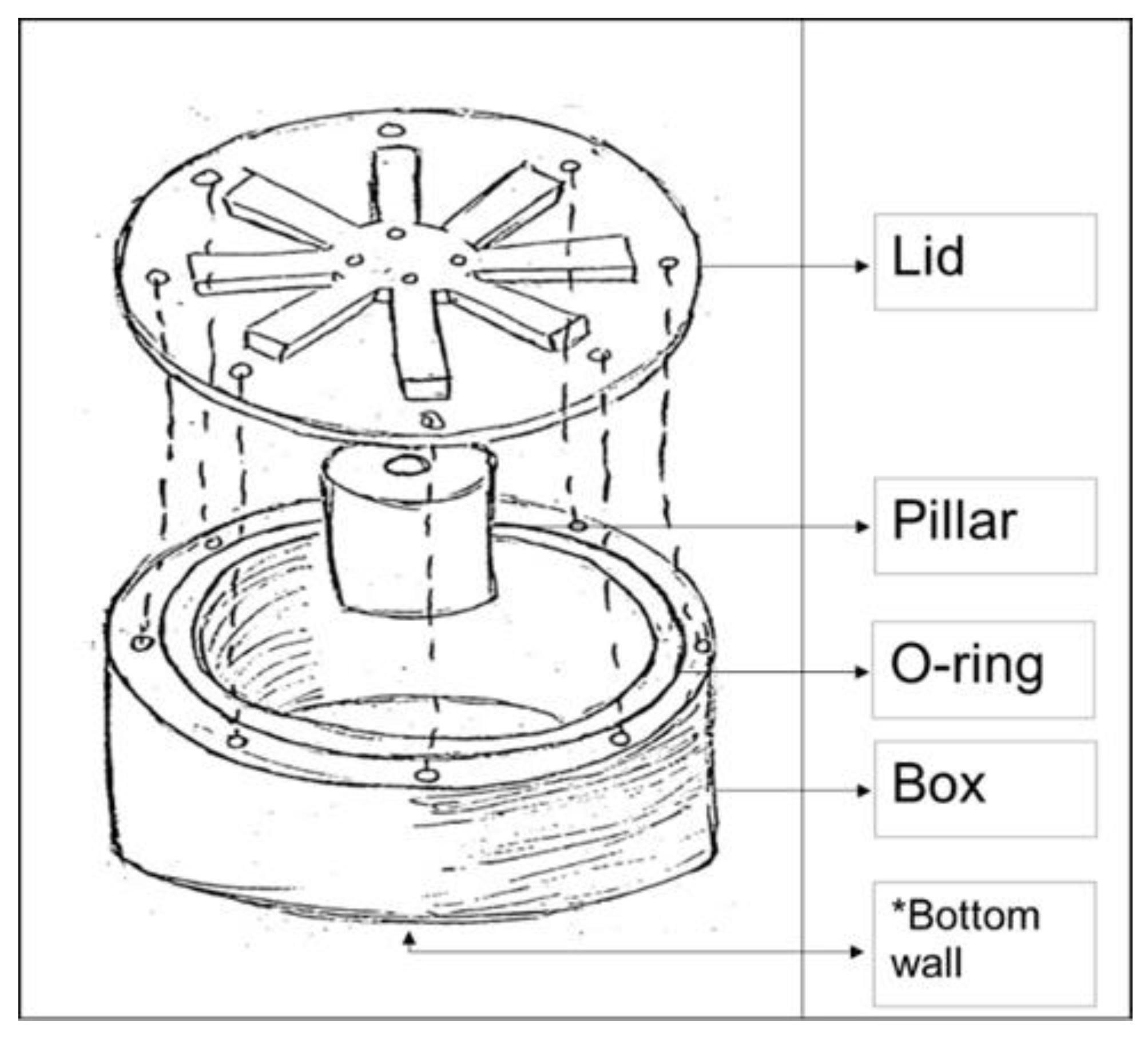
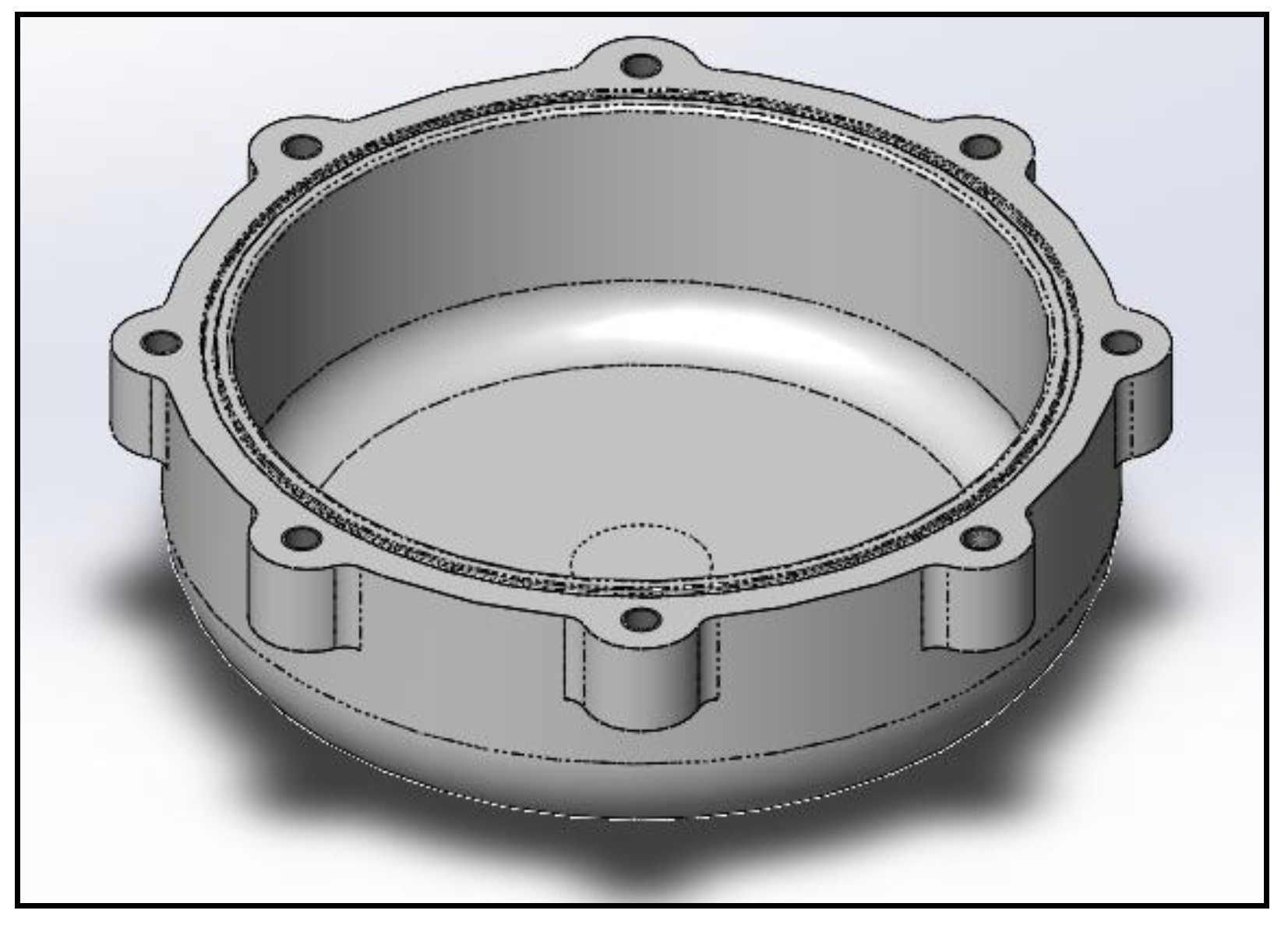
3.3. Design
3.3.1. Detailed Design Analysis
3.3.2. Housing Buoyancy
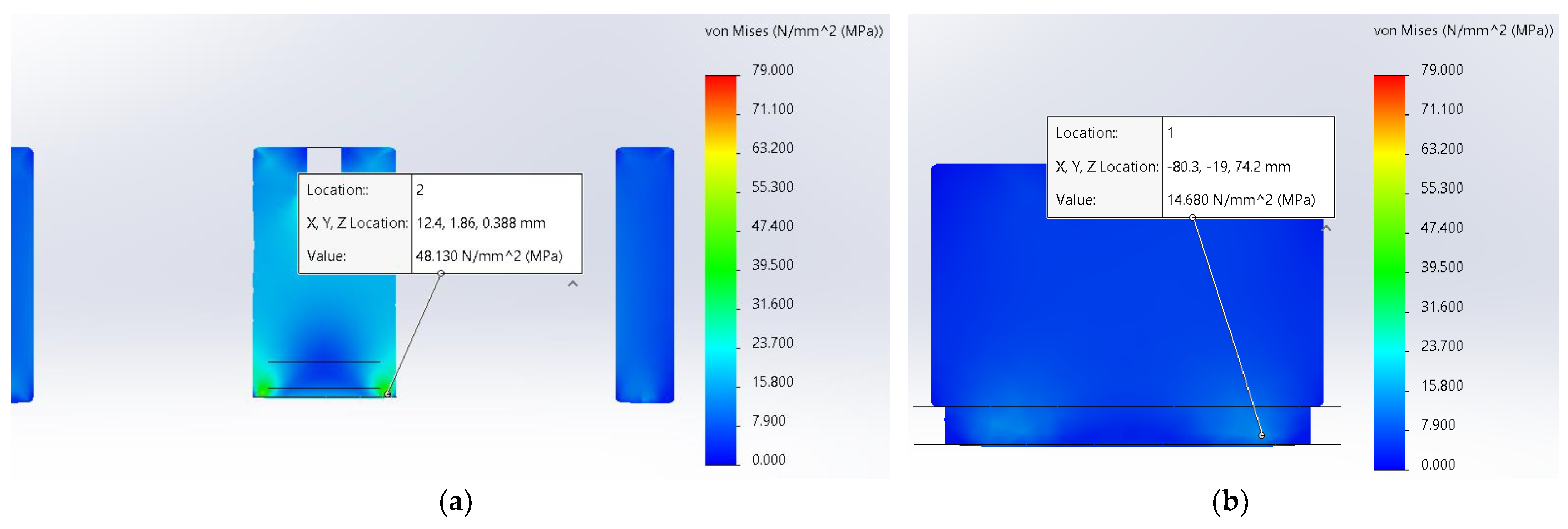
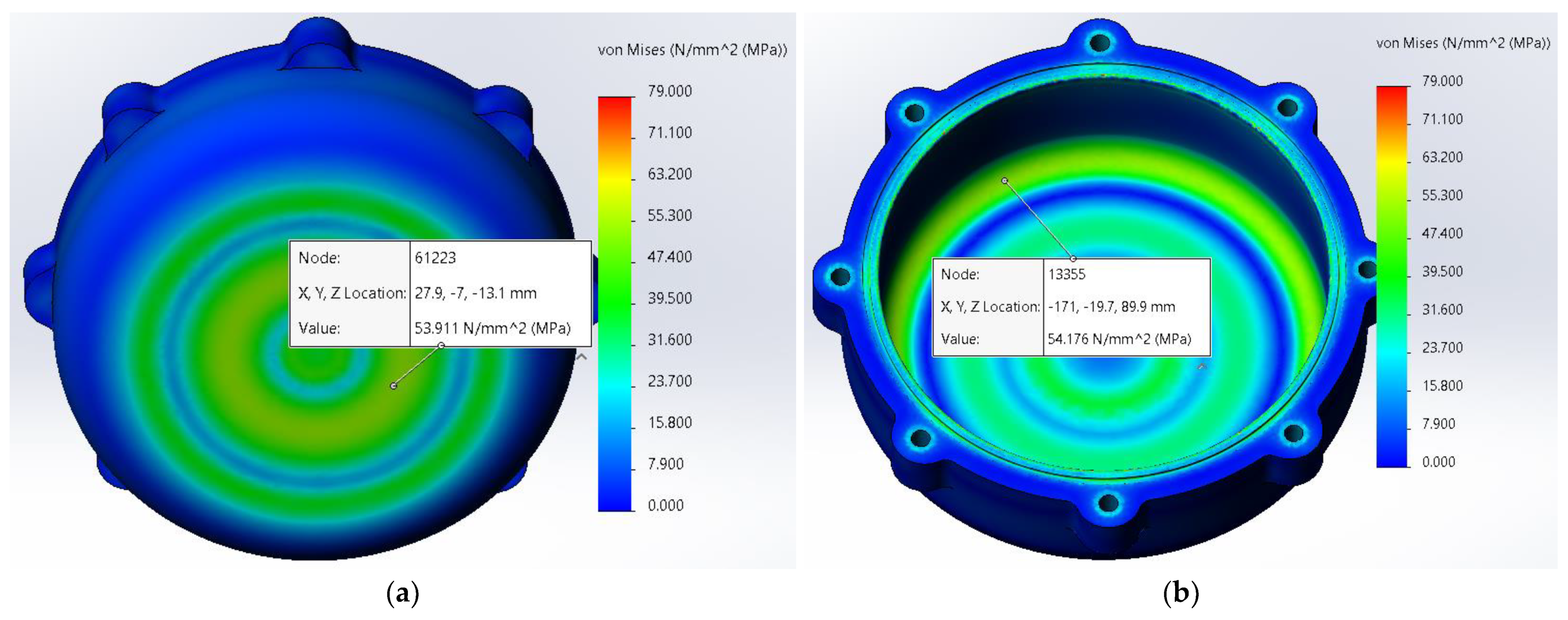
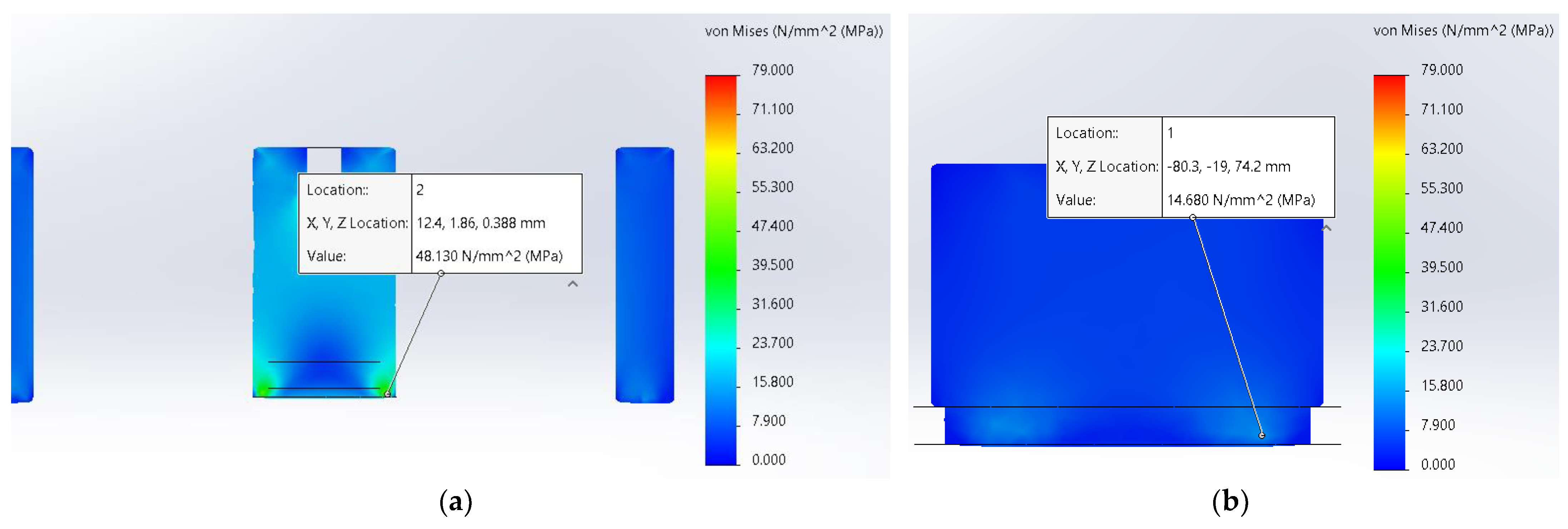
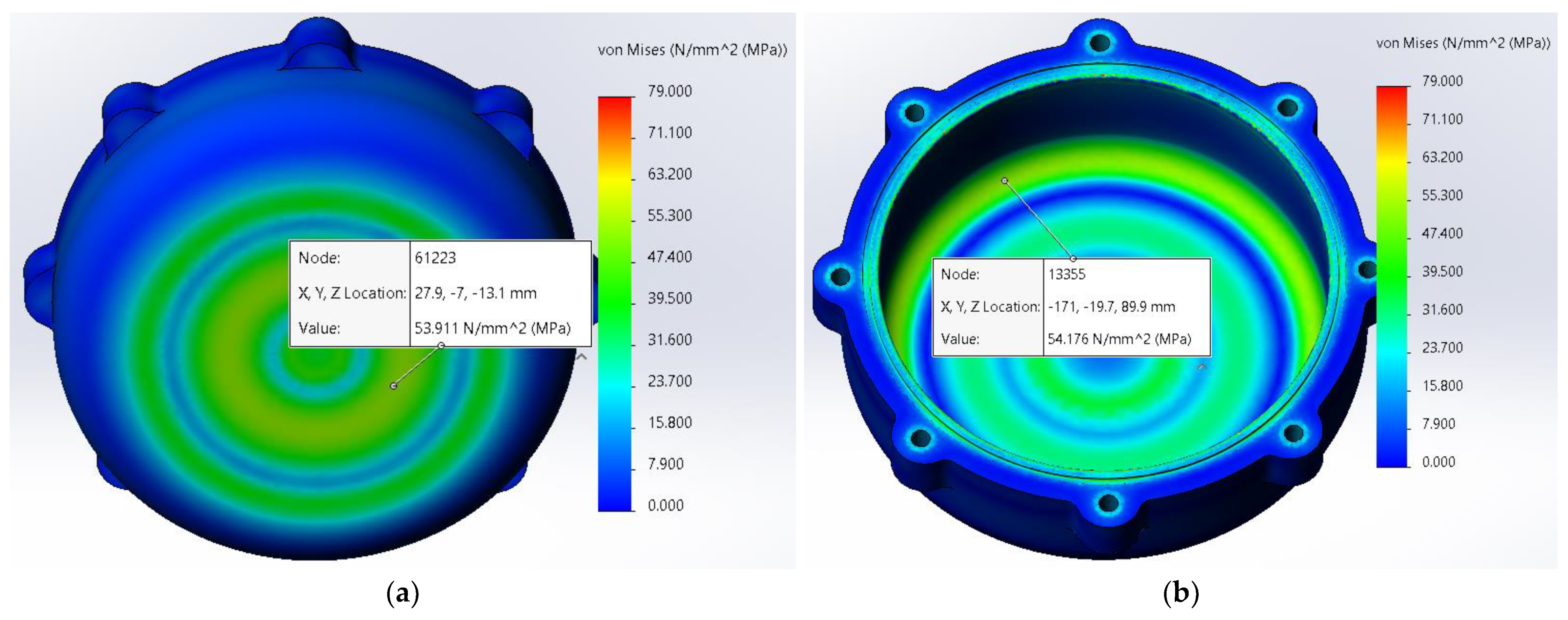
3.4. Finite Element Analysis
3.4.1. Pre-Processing
3.4.2. Simulation and Analysis
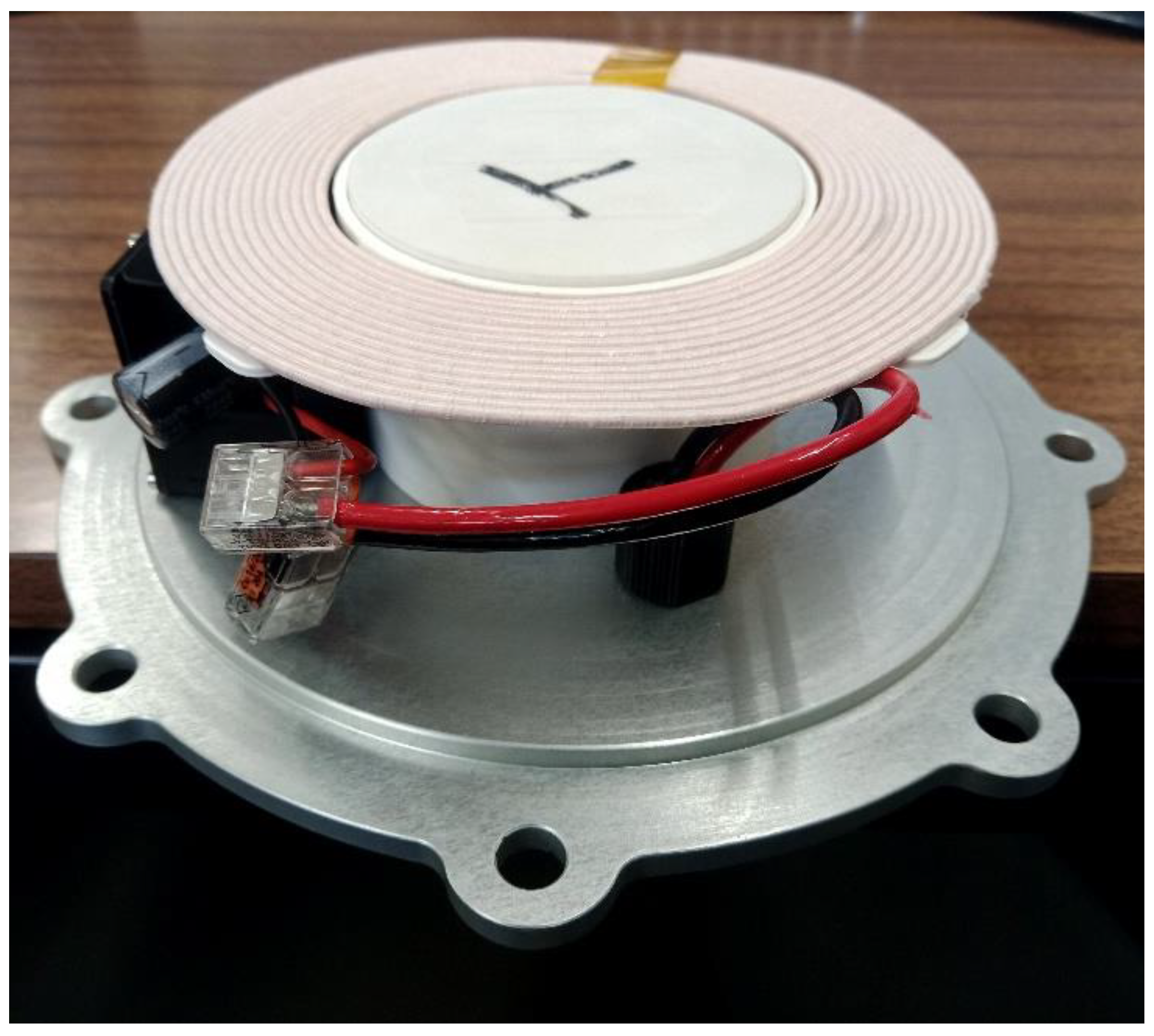
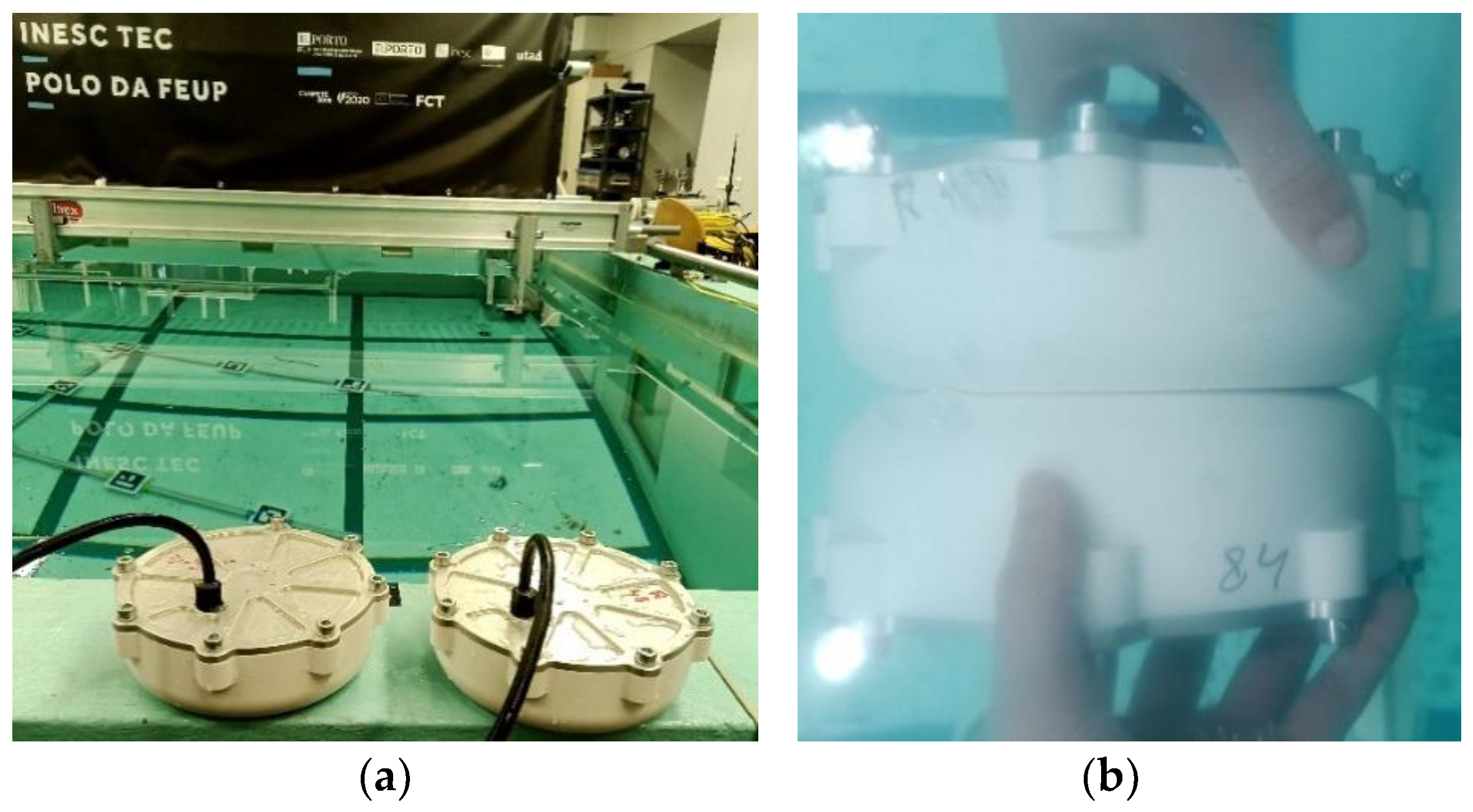
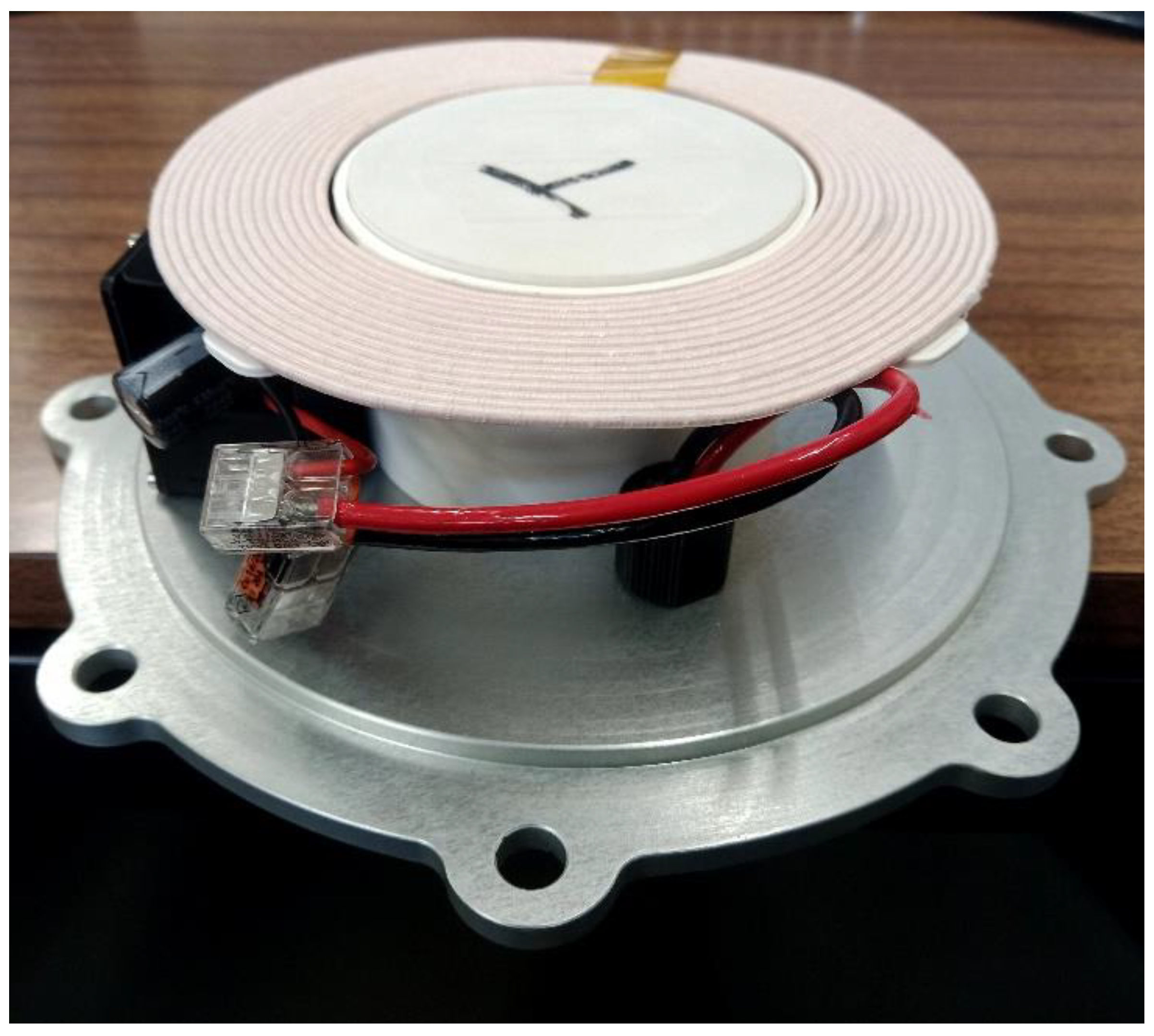
3.5. Prototype Construction and Experimetal Validation
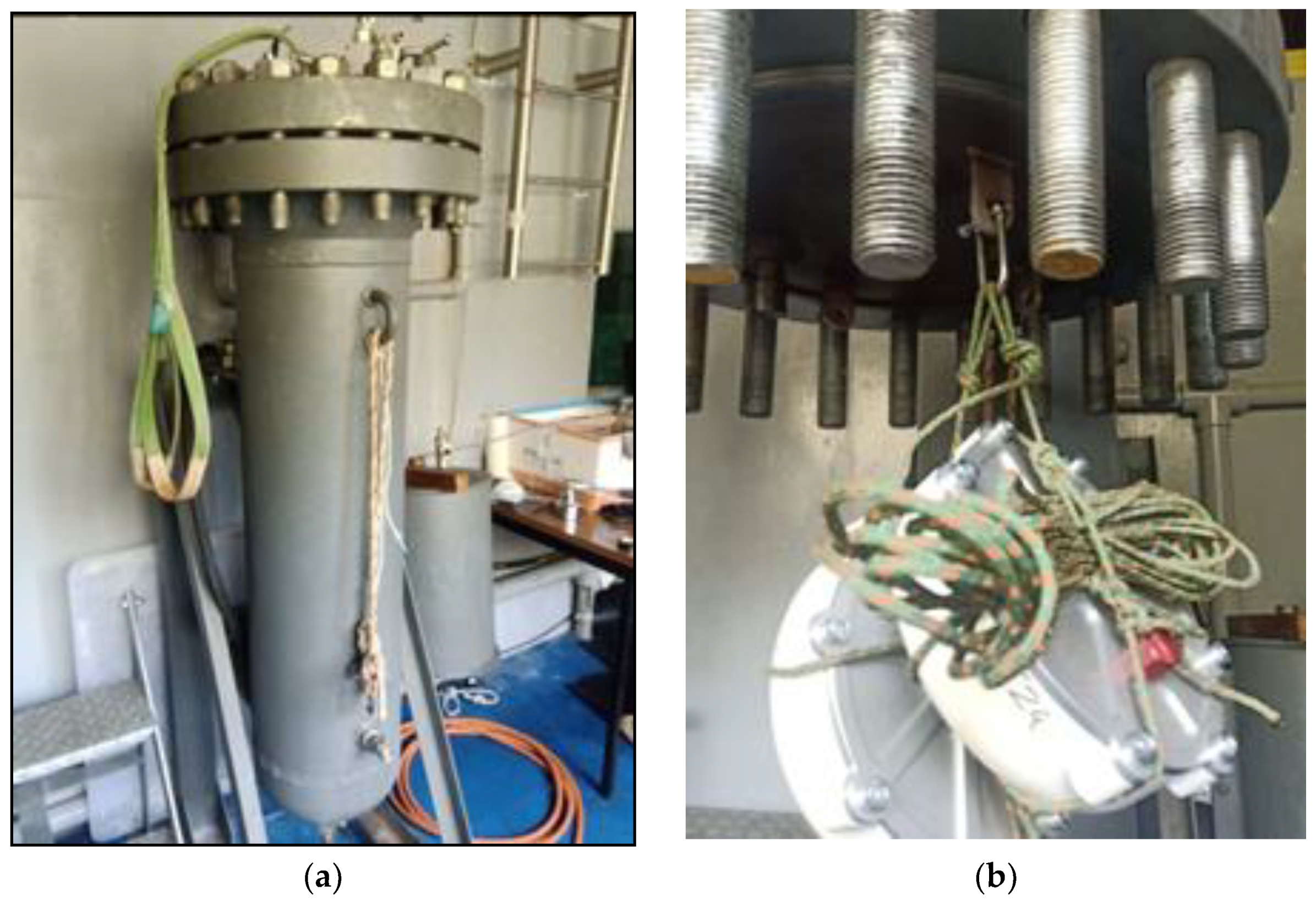
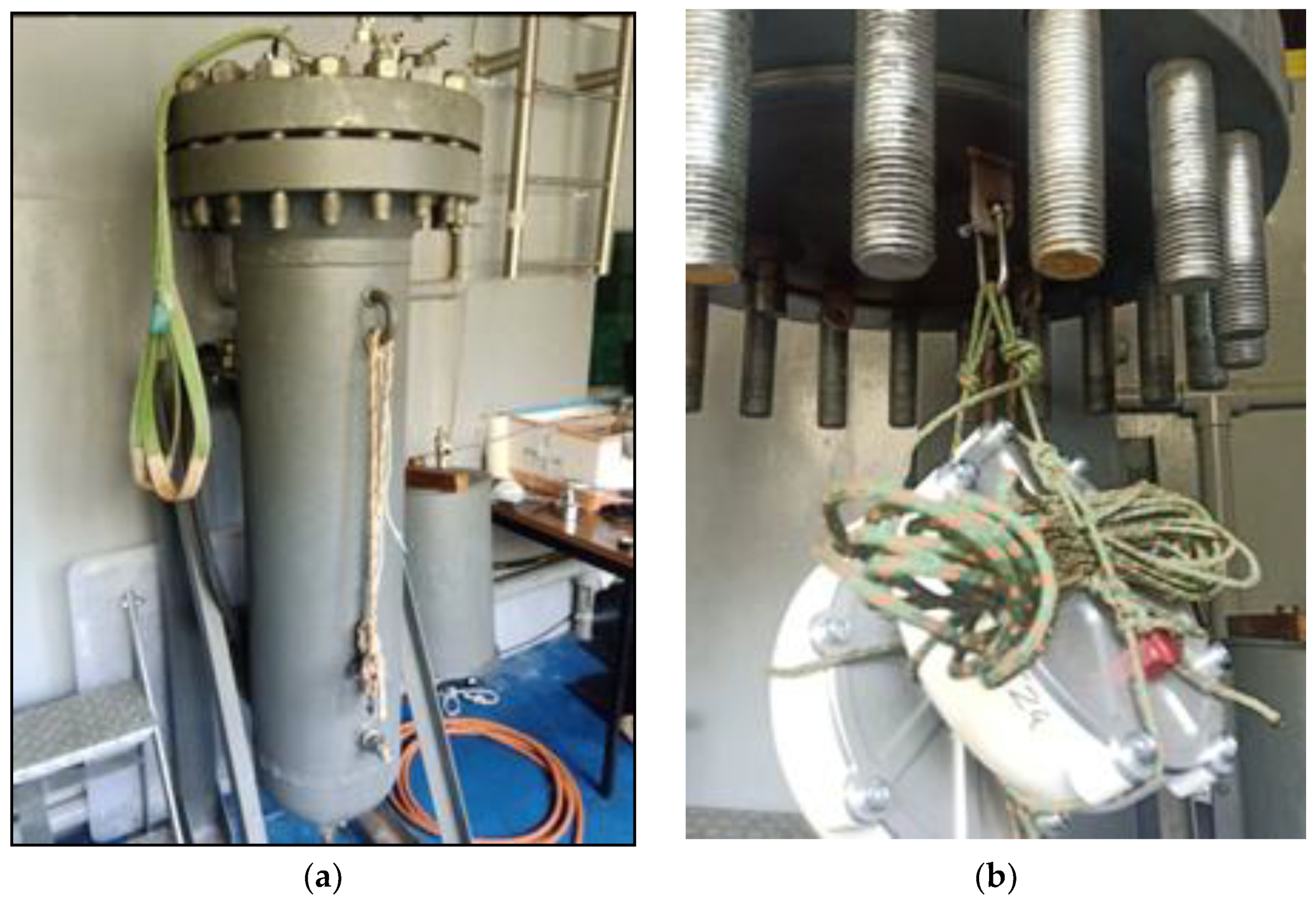
3.5.1. Pressure Chamber Test
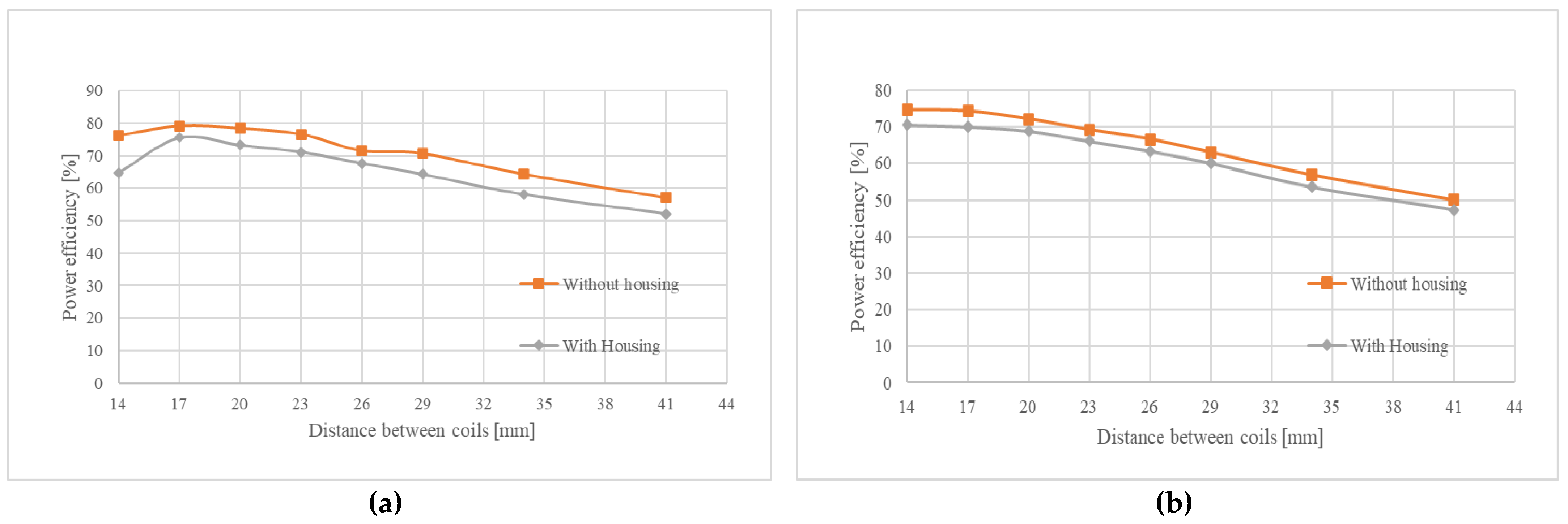
3.5.2. Power Transmission Efficiency
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ladenburg, J.; Hevia-Koch, P.; Petrović, S.; Knapp, L. The Offshore-Onshore Conundrum: Preferences for Wind Energy Considering Spatial Data in Denmark. Renew. Sustain. Energy Rev. 2020, 121, 109711. [Google Scholar] [CrossRef]
- Arrambide, I.; Zubia, I.; Madariaga, A. Critical Review of Offshore Wind Turbine Energy Production and Site Potential Assessment. Electr. Power Syst. Res. 2019, 167, 39–47. [Google Scholar] [CrossRef]
- Campos, D.F.; Pereira, M.; Matos, A.; Pinto, A.M. DIIUS—Distributed Perception for Inspection of Aquatic Structures. In Proceedings of the OCEANS 2021: San Diego-Porto, San Diego, CA, USA, 20–23 September 2021. [Google Scholar] [CrossRef]
- Pinto, A.M.; Matos, A.C. MARESye: A Hybrid Imaging System for Underwater Robotic Applications. Inf. Fusion 2020, 55, 16–29. [Google Scholar] [CrossRef]
- Heshmati-alamdari, S.; Nikou, A.; Kyriakopoulos, K.J.; Dimarogonas, D.V. A Robust Force Control Approach for Underwater Vehicle Manipulator Systems. IFAC-Pap. OnLine 2017, 50, 11197–11202. [Google Scholar] [CrossRef]
- Moore, S.W.; Bohm, H.; Jensen, V. Underwater Robotics: Science, Design & Fabrication; Marine Advanced Technology Education (MATE) Center: Monterey, CA, USA, 2010; ISBN 9780984173709/0984173706. [Google Scholar]
- Sahoo, A.; Dwivedy, S.K.; Robi, P.S. Advancements in the Field of Autonomous Underwater Vehicle. Ocean Eng. 2019, 181, 145–160. [Google Scholar] [CrossRef]
- Wu, B.; Han, X.; Hui, N. System Identification and Controller Design of a Novel Autonomous Underwater Vehicle. Machines 2021, 9, 109. [Google Scholar] [CrossRef]
- Sivčev, S.; Coleman, J.; Omerdić, E.; Dooly, G.; Toal, D. Underwater Manipulators: A Review. Ocean Eng. 2018, 163, 431–450. [Google Scholar] [CrossRef]
- Imran, M.; Shi, D.; Tong, L.; Waqas, H.M.; Uddin, M. Design Optimization of Egg-Shaped Composite Submersible Pressure Hull for Minimum Buoyancy Factor. Def. Technol. 2021, 17, 1817–1832. [Google Scholar] [CrossRef]
- Kim, Y.H.; Jo, Y.D.; Bae, S.Y.; Sin, S.J. Material Design of Al/CFRP Hybrid Composites for the Hull of Autonomous Underwater Vehicle. In Proceedings of the OCEANS’10 IEEE, Sydney, NSW, Australia, 24–27 May 2010; pp. 1–5. [Google Scholar]
- Ignacio, L.C.; Victor, R.R.; Francisco, D.R.R.; Pascoal, A. Optimized Design of an Autonomous Underwater Vehicle, for Exploration in the Caribbean Sea. Ocean Eng. 2019, 187, 106184. [Google Scholar] [CrossRef]
- Gao, T.; Wang, Y.; Pang, Y.; Cao, J. Hull Shape Optimization for Autonomous Underwater Vehicles Using CFD. Eng. Appl. Comput. Fluid Mech. 2016, 10, 599–607. [Google Scholar] [CrossRef] [Green Version]
- Alvarez, A.; Bertram, V.; Gualdesi, L. Hull Hydrodynamic Optimization of Autonomous Underwater Vehicles Operating at Snorkeling Depth. Ocean Eng. 2009, 36, 105–112. [Google Scholar] [CrossRef]
- Marcin, M.; Adam, S.; Jerzy, Z.; Marcin, M. Fish-like Shaped Robot for Underwater Surveillance and Reconnaissance–Hull Design and Study of Drag and Noise. Ocean Eng. 2020, 217, 107889. [Google Scholar] [CrossRef]
- Zhu, Y.; Liang, W.; Zhao, X.; Wang, X.; Xia, J. Strength and Stability of Spherical Pressure Hulls with Different Viewport Structures. Int. J. Press. Vessel. Pip. 2019, 176, 103951. [Google Scholar] [CrossRef]
- Gelli, J.; Meschini, A.; Monni, N.; Pagliai, M.; Ridolfi, A.; Marini, L.; Allotta, B. Development and Design of a Compact Autonomous Underwater Vehicle: Zeno AUV. IFAC-Pap. OnLine 2018, 51, 20–25. [Google Scholar] [CrossRef]
- Jeong, H.K.; Henry, P. Optimal Design of Deep-Sea Pressure Hulls Using CAE Tools. J. Comput. Struct. Eng. Inst. Korea 2012, 25, 477–485. [Google Scholar] [CrossRef]
- Yoo, S.Y.; Jun, B.H.; Shim, H.; Lee, P.M. Design and Analysis of Carbon Fiber Reinforced Plastic Body Frame for Multi-Legged Subsea Walking Robot, Crabster. Ocean Eng. 2015, 102, 78–86. [Google Scholar] [CrossRef]
- Sathianarayanan, D.; Pranesh, S.B.; Chowdhury, T.; Chandrasekar, E.; Murugesan, M.; Radhakrishnan, M.; Subramanian, A.N.; Ramadass, G.A.; Atmanand, M.A. Mechanical Engineering Challenges in the Development of Deepwater ROV (ROSUB 6000). In Proceedings of the 2017 IEEE OES International Symposium on Underwater Technology, Busan, Korea, 21–24 February 2017; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2017; pp. 1–6. [Google Scholar]
- Garcia, S.; Trinh, C.T. Modular Design: Implementing Proven Engineering Principles in Biotechnology. Biotechnol. Adv. 2019, 37, 107403. [Google Scholar] [CrossRef]
- Cozijn, H.; van der Schaaf, H.; de Kruif, B.; Ypma, E. Design of an Underwater Vehicle for Use in Basin Experiments, Development of MARIN’s Modular AUV. IFAC-Pap. OnLine 2019, 52, 21–26. [Google Scholar] [CrossRef]
- Allotta, B.; Baines, S.; Bartolini, F.; Bellavia, F.; Colombo, C.; Conti, R.; Costanzi, R.; Dede, C.; Fanfani, M.; Gelli, J.; et al. Design of a Modular Autonomous Underwater Vehicle for Archaeological Investigations. In Proceedings of the MTS/IEEE OCEANS 2015-Genova: Discovering Sustainable Ocean Energy for a New World, Genova, Italy, 18–21 May 2015; pp. 1–5. [Google Scholar]
- Iheanachor, N.; Umukoro, I.O.; David-West, O. The Role of Product Development Practices on New Product Performance: Evidence from Nigeria’s Financial Services Providers. Technol. Forecast. Soc. Chang. 2020, 164, 120470. [Google Scholar] [CrossRef] [PubMed]
- Dombrowski, U.; Schmidt, S.; Schmidtchen, K. Analysis and Integration of Design for X Approaches in Lean Design as Basis for a Lifecycle Optimized Product Design. Procedia CIRP 2014, 15, 385–390. [Google Scholar] [CrossRef] [Green Version]
- Mantese, G.C.; Bianchi, M.J.; Amaral, D.C. The Industrial Symbiosis in the Product Development: An Approach through the DFIS. Procedia Manuf. 2018, 21, 862–869. [Google Scholar] [CrossRef]
- Baptista, A.J.; Peixoto, D.; Ferreira, A.D.; Pereira, J.P. Lean Design-for-X Methodology: Integrating Modular Design, Structural Optimization and Ecodesign in a Machine Tool Case Study. Procedia CIRP 2018, 69, 722–727. [Google Scholar] [CrossRef]
- Saldaña-Robles, A.L.; Bustos-Gaytán, A.; Diosdado-De la Peña, J.A.; Saldaña-Robles, A.; Alcántar-Camarena, V.; Balvantín-García, A.; Saldaña-Robles, N. Structural Design of an Agricultural Backhoe Using TA, FEA, RSM and ANN. Comput. Electron. Agric. 2020, 172, 105278. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, R.; Jagadish. Selection of Material for Optimal Design Using Multi-Criteria Decision Making. Procedia Mater. Sci. 2014, 6, 590–596. [Google Scholar] [CrossRef] [Green Version]
- Emovon, I.; Oghenenyerovwho, O.S. Application of MCDM Method in Material Selection for Optimal Design: A Review. Results Mater. 2020, 7, 100115. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 0081005997/9780081005996. [Google Scholar]
- Rashedi, A.; Sridhar, I.; Tseng, K.J. Multi-Objective Material Selection for Wind Turbine Blade and Tower: Ashby’s Approach. Mater. Des. 2012, 37, 521–532. [Google Scholar] [CrossRef]
- Mehmood, Z.; Haneef, I.; Udrea, F. Material Selection for Micro-Electro-Mechanical-Systems (MEMS) Using Ashby’s Approach. Mater. Des. 2018, 157, 412–430. [Google Scholar] [CrossRef]
- Chauhan, A.; Vaish, R. Hard Coating Material Selection Using Multi-Criteria Decision Making. Mater. Des. 2013, 44, 240–245. [Google Scholar] [CrossRef]
- Lu, X.; Niyato, D.; Wang, P.; Kim, D.I.; Zhu, H. Wireless Charger Networking for Mobile Devices: Fundamentals, Standards, and Applications. IEEE Wirel. Commun. 2015, 22, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Guo, K.; Chen, Z.; Sun, H.; Hu, S. Design Considerations for Contact-Less Underwater Power Delivery: A Systematic Review and Critical Analysis. Wirel. Power Transf. 2020, 7, 76–85. [Google Scholar] [CrossRef]
- Teeneti, C.R.; Truscott, T.T.; Beal, D.N.; Pantic, Z. Review of Wireless Charging Systems for Autonomous Underwater Vehicles. IEEE J. Ocean Eng. 2021, 46, 68–87. [Google Scholar] [CrossRef]
- Kan, T.; Mai, R.; Mercier, P.P.; Mi, C.C. Design and Analysis of a Three-Phase Wireless Charging System for Lightweight Autonomous Underwater Vehicles. IEEE Trans. Power Electron. 2018, 33, 6622–6632. [Google Scholar] [CrossRef]
- Agostinho, L.R.; Ricardo, N.C.; Silva, R.J.; Pinto, A.M. A Modular Inductive Wireless Charging Solution for Autonomous Underwater Vehicles. In Proceedings of the 2021 IEEE International Conference on Autonomous Robot Systems and Competitions, ICARSC, Santa Maria da Feira, Portugal, 28–29 April 2021; pp. 68–73. [Google Scholar] [CrossRef]
- Cai, C.; Zhang, Y.; Wu, S.; Liu, J.; Zhang, Z.; Jiang, L. A Circumferential Coupled Dipole-Coil Magnetic Coupler for Autonomous Underwater Vehicles Wireless Charging Applications. IEEE Access 2020, 8, 65432–65442. [Google Scholar] [CrossRef]
- Naybour, R.D.; Farrell, T. Degradation Mechanisms of Mechanical Connectors on Aluminium Conductors. Proc. Inst. Electr. Eng. 1973, 120, 273. [Google Scholar] [CrossRef]
- Liu, X.; Xia, C.; Yuan, X. Study of the Circular Flat Spiral Coil Structure Effect on Wireless Power Transfer System Performance. Energies 2018, 11, 2875. [Google Scholar] [CrossRef] [Green Version]
- Pinto, A.M.; Marques, J.V.A.; Campos, D.F.; Abreu, N.; Matos, A.; Jussi, M.; Berglund, R.; Halme, J.; Tikka, P.; Formiga, J.; et al. ATLANTIS—The Atlantic Testing Platform for Maritime Robotics. In Proceedings of the OCEANS 2021: San Diego-Porto, San Diego, CA, USA, 20–23 September 2021; pp. 1–5. [Google Scholar] [CrossRef]
- Niu, S.; Xu, H.; Sun, Z.; Shao, Z.Y.; Jian, L. The State-of-the-Arts of Wireless Electric Vehicle Charging via Magnetic Resonance: Principles, Standards and Core Technologies. Renew. Sustain. Energy Rev. 2019, 114, 109302. [Google Scholar] [CrossRef]
- Vallet-Regí, M. Ceramics for Medical Applications. J. Chem. Soc. Dalton Trans. 2001, 29, 97–108. [Google Scholar] [CrossRef]
- Pielichowska, K.; Szczygielska, A.; Spasówka, E. Preparation and Characterization of Polyoxymethylene-Copolymer/Hydroxyapatite Nanocomposites for Long-Term Bone Implants. Polym. Adv. Technol. 2012, 23, 1141–1150. [Google Scholar] [CrossRef]
- Chavarria, F.; Paul, D.R. Comparison of Nanocomposites Based on Nylon 6 and Nylon 66. Polymer 2004, 45, 8501–8515. [Google Scholar] [CrossRef]
- Wiacek, A.E.; Terpiłowski, K.; Jurak, M.; Worzakowska, M. Effect of Low-Temperature Plasma on Chitosan-Coated PEEK Polymer Characteristics. Eur. Polym. J. 2016, 78, 1–13. [Google Scholar] [CrossRef]
- Um, H.J.; Hwang, Y.T.; Choi, K.H.; Kim, H.S. Effect of Crystallinity on the Mechanical Behavior of Carbon Fiber Reinforced Polyethylene-Terephthalate (CF/PET) Composites Considering Temperature Conditions. Compos. Sci. Technol. 2021, 207, 108745. [Google Scholar] [CrossRef]
- Canepa, E.; Stifanese, R.; Merotto, L.; Traverso, P. Corrosion Behaviour of Aluminium Alloys in Deep-Sea Environment: A Review and the KM3NeT Test Results. Mar. Struct. 2018, 59, 271–284. [Google Scholar] [CrossRef]
- Gupta, S.; Singh, D.; Yadav, A.; Jain, S.; Pratap, B. A Comparative Study of 5083 Aluminium Alloy and 316L Stainless Steel for Shipbuilding Material. Mater. Today Proc. 2020, 28, 2358–2363. [Google Scholar] [CrossRef]
- Fu, Y.; Guo, N.; Zhou, L.; Cheng, Q.; Feng, J. Underwater Wire-Feed Laser Deposition of the Ti–6Al–4V Titanium Alloy. Mater. Des. 2020, 186, 108284. [Google Scholar] [CrossRef]
- Wharton, J.A.; Barik, R.C.; Kear, G.; Wood, R.J.K.; Stokes, K.R.; Walsh, F.C. The Corrosion of Nickel-Aluminium Bronze in Seawater. Corros. Sci. 2005, 47, 3336–3367. [Google Scholar] [CrossRef]
- Campos Rubio, J.C.; Panzera, T.H.; Scarpa, F. Machining Behaviour of Three High-Performance Engineering Plastics. J. Eng. Manuf. 2015, 229, 28–37. [Google Scholar] [CrossRef]
- Slavov, S.; Konsulova-Bakalova, M. Optimizing Weight of Housing Elements of Two-Stage Reducer by Using the Topology Management Optimization Capabilities Integrated in SOLIDWORKS: A Case Study. Machines 2019, 7, 9. [Google Scholar] [CrossRef] [Green Version]
- Acetal POM-H Natural—TECAFORM AD Natural|Ensinger. Available online: https://www.ensingerplastics.com/en/shapes/products/acetal-tecaform-ad-natural- (accessed on 17 January 2022).
- Aluminum 6061-T6; 6061-T651. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=b8d536e0b9b54bd7b69e4124d8f1d20a (accessed on 17 January 2022).
- Kumar, S.R.; Krishnaa, S.D.; Krishna, M.D.; Gokulkumar, N.T.; Akilesh, A.R. Investigation on Corrosion Behaviour of Aluminium 6061-T6 Alloy in Acidic, Alkaline and Salt Medium. Mater. Today Proc. 2021, 45, 1878–1881. [Google Scholar] [CrossRef]
- Wouch, G.; Lord, A.E. Eddy Currents: Levitation, Metal Detectors, and Induction Heating. Am. J. Phys. 1998, 46, 464. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wireless Module | 24 V | 48 V |
|---|---|---|
| Input voltage (V) | 24–32 | 48 |
| Output voltage (V) | 24 | 48 |
| Maximum allowed current (A) | 4 | 4 |
| Frequency of operation (kHz) | 107 | 107 |
| Coil inner diameter (mm) | 30 | 80 |
| Coil outer diameter (mm) | 105 | 135 |
| Number of spires | 22 | 14 |
| POM | Polyoxymethylene (POM), also known as acetal, is a high strength and stiff plastic. It has good wear resistance and low water absorption. These features, together with the ease of machinability, make POM one of the more used materials in underwater robotics. POM-C (copolymer) or POM-H (homopolymer) are available. POM-C possesses better chemical resistance and lower melting point, while POM-H has overall better mechanical properties [46]. |
| PA | Polyamide (PA), or nylon, possesses high strength, stiffness, and good chemical resistance, as well as lower density than POM. Most commercial applications use either PA 6 or PA 66. The PA 66 is both stronger and stiffer than the PA 6 by a small margin [47]. However, the PA 66 is more expensive. |
| PEEK | Polyetheretherketone (PEEK) possesses higher strength and moduli, as well as higher resistance to chemical and physical degradation, than the other selected polymers [48]. Despite its excellent chemical and mechanical properties, it is also, by large, the most expensive polymer considered. |
| PET | Polyester (PET) has a higher glass transition temperature, as well as better mechanical properties than low-cost thermoplastics such as PA. It can also achieve negative permittivity. A material with low permittivity polarises less in response to an applied electric field, thereby storing less energy in the material, which diminishes losses through heat, improving efficiency in wireless power transfer [49]. |
| Aluminium alloys | The more common alloys are AW 6061-T6, AW 6082-T6, and AW 7075-T6. These three alloys were considered for the selection process, along with AW 7068-T6 (the strongest aluminium available). The attractiveness of aluminium is related to its low density concurrently with high strength. Aluminium alloys also possess high thermal conductivity, good corrosion resistance, and are recyclable [50]. Overall, the 6000 series outperforms the 7000 series when it comes to corrosion resistance, while the 7000 series generally has higher strength. |
| Stainless steel | To make steel corrosion resistant, carbon content in the material must be low, and the addition of chromium in the alloy forms a passive film that protects the underlying material from corrosion. The more common stainless steel is the AISI 316L. Stainless steels outperform aluminium alloys in corrosion resistance and are generally stronger than most aluminium alloys. However, they are three times denser, as well as more expensive [51]. |
| Titanium alloys | In the marine industry, titanium alloys can be very valuable due to their very high strength-to-weight ratio and excellent resistance to corrosion and erosion [52]. The most used titanium alloy, Ti–6Al–4V, is one of the selected materials. Despite its remarkable mechanical properties and corrosion resistance, it is also the most expensive material considered. |
| Aluminium bronzes | Copper-based alloys in which aluminium is the main alloying element. Aluminium bronzes offer good mechanical properties paired with corrosion resistance due to a protective film of aluminium and copper oxides [53]. Consequently, they are common in marine applications, especially nickel–aluminium bronzes like the UNS C63000 (CuAl10Fe5Ni5). |
| Index Attribution | 1–2 | 1–3 | 1–4 | 1–5 | ||
|---|---|---|---|---|---|---|
| Properties | ||||||
| 1—Specific strength | 60 | 75 | 50 | 75 | 1.000 | 0.300 |
| 2—Stiffness | 40 | 0.667 | 0.200 | |||
| 3—Toughness | 25 | 0.333 | 0.100 | |||
| 4—Cost | 50 | 1.000 | 0.300 | |||
| 5—Water absorption | 25 | 0.333 | 0.100 | |||
| ∑ | 3.333 | 1.000 |
| Index Attribution | 1–2 | 1–3 | 1–4 | 1–5 | ||
|---|---|---|---|---|---|---|
| Properties | ||||||
| 1—Specific strength | 50 | 50 | 70 | 80 | 1.000 | 0.272 |
| 2—Corrosion resistance | 50 | 1.000 | 0.272 | |||
| 3—Cost | 50 | 1.000 | 0.272 | |||
| 4—Thermal conductivity | 30 | 0.429 | 0.117 | |||
| 5—Stiffness | 20 | 0.250 | 0.068 | |||
| ∑ | 3.679 | 1.000 |
| Properties | Specific Strength ↑ [MPa/(g/cm3)] | Stiffness ↑ [MPa] | Toughness ↑ [kJ/m2] | Cost ↓ (1–5) | Water Absorption ↓ (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Materials | |||||||||||
| POM—C | 47.5 | 0.161 | 2600 | 0.124 | 8 | 0.053 | 1 | 0.300 | 0.10 | 0.030 | 0.678 |
| 0.54 | 0.62 | 0.53 | 1 | 0.30 | |||||||
| POM—H | 55.2 | 0.187 | 3400 | 0.171 | 15 | 0.100 | 1 | 0.300 | 0.10 | 0.030 | 0.789 |
| 0.62 | 0.86 | 1.00 | 1 | 0.30 | |||||||
| PA 6 | 68.4 | 0.232 | 3300 | 0.138 | 7 | 0.047 | 1 | 0.300 | 0.60 | 0.005 | 0.741 |
| 0.77 | 0.69 | 0.47 | 1 | 0.05 | |||||||
| PA 66 | 73.0 | 0.247 | 3500 | 0.148 | 5 | 0.033 | 2 | 0.150 | 0.40 | 0.008 | 0.605 |
| 0.82 | 0.74 | 0.33 | 0.5 | 0.08 | |||||||
| PEEK | 88.5 | 0.300 | 4200 | 0.200 | 4 | 0.027 | 4 | 0.075 | 0.03 | 0.100 | 0.702 |
| 1.00 | 1.00 | 0.27 | 0.25 | 1.00 | |||||||
| PET | 65.5 | 0.222 | 3500 | 0.162 | 5 | 0.027 | 2 | 0.150 | 0.03 | 0.100 | 0.672 |
| 0.74 | 0.81 | 0.27 | 0.5 | 1.00 | |||||||
| Properties | Specific Strength ↑ [MPa/(g/cm3)] | Corrosion Resistance ↑ (1–5) | Cost ↓ (1–5) | Thermal Conductivity ↑ (W/m∙K) | Stiffness ↑ (GPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Materials | |||||||||||
| AW 7068 T6 | 239.6 | 0.272 | 3.0 | 0.163 | 3.9 | 0.070 | 190.0 | 0.117 | 70.0 | 0.025 | 0.646 |
| 1.00 | 0.60 | 0.26 | 1.00 | 0.36 | |||||||
| AW 6061 T6 | 101.9 | 0.116 | 4.0 | 0.217 | 1.0 | 0.272 | 167.0 | 0.102 | 70.0 | 0.025 | 0.732 |
| 0.43 | 0.80 | 1.00 | 0.88 | 0.36 | |||||||
| AW 6082 T6 | 93.3 | 0.109 | 4.0 | 0.217 | 1.0 | 0.272 | 170.0 | 0.104 | 70.0 | 0.025 | 0.727 |
| 0.40 | 0.80 | 1.00 | 0.89 | 0.36 | |||||||
| AW 7075 T6 | 179.0 | 0.203 | 3.0 | 0.163 | 1.4 | 0.200 | 130.0 | 0.080 | 70.0 | 0.025 | 0.671 |
| 0.75 | 0.60 | 0.74 | 0.68 | 0.36 | |||||||
| AISI 316L | 30.0 | 0.034 | 4.0 | 0.217 | 2.4 | 0.112 | 15.0 | 0.009 | 193.0 | 0.068 | 0.440 |
| 0.13 | 0.80 | 0.41 | 0.08 | 1.00 | |||||||
| Ti6 Al-4V | 200.2 | 0.227 | 5.0 | 0.272 | 5.0 | 0.054 | 6.7 | 0.004 | 113.8 | 0.040 | 0.598 |
| 0.84 | 1.00 | 0.20 | 0.04 | 0.59 | |||||||
| UNS C63000 | 62.0 | 0.070 | 4.0 | 0.217 | 3.9 | 0.069 | 37.7 | 0.023 | 115.0 | 0.040 | 0.420 |
| 0.26 | 0.80 | 0.25 | 0.20 | 0.60 | |||||||
| Component | Weight (g) |
|---|---|
| Receiver 24 | 83 |
| Transmitter 24 | 85 |
| Receiver 48 | 141 |
| Transmitter 48 | 122 |
| Lid | 580 |
| Box | 797 |
| Pillar 24 | 362 |
| Pillar 48 | 320 |
| ISO 4026 M8×8 screw | 1.9 |
| 8×ISO 7380 M8×16 screws | 64 |
| ISO 7380 M3×8 screw | 0.5 |
| Penetrator | 14 |
| WCH Configuration | Receiver 24 V | Transmitter 24 V | Receiver 48 V | Transmitter 48 V |
|---|---|---|---|---|
| Total mass (g) | 1888.4 | 1890.4 | 1904.4 | 1885.4 |
| ) (g/cm3) | 1.036 | 1.037 | 1.045 | 1.034 |
| Underwater apparent weight (g) | 20.3 | 22.3 | 36.3 | 17.3 |
| Design Goals | Performance | Effectiveness (%) | Efficiency (%) | Goals | |
|---|---|---|---|---|---|
| Neutral buoyancy | Assembly 24 receiver | 1.036 (g/cc) | 96.53 | 1.025 (g/cc) | |
| Assembly 24 transmitter | 1.037 (g/cc) | 96.43 | |||
| Assembly 48 receiver | 1.045 (g/cc) | 95.69 | |||
| Assembly 48 transmitter | 1.034 (g/cc) | 96.71 | |||
| Design Goals | Performance | Effectiveness (%) | Efficiency (%) | Goals | |
|---|---|---|---|---|---|
| Factor of Safety | Box | 1.5 | 100.00 | 88.24 | 1.5 |
| Lid | 1.8 | 100.00 | 83.33 | ||
| Pillar 24 | 1.6 | 100.00 | 93.75 | ||
| Pillar 48 | 5.3 | 100.00 | 26.32 | ||
| Distance (mm) | Current In (A) | Voltage Supply (V) | Resistance (Ohms) | Current Out (A) | Voltage Out (V) | Power in (W) | Power Out (W) | |
|---|---|---|---|---|---|---|---|---|
| 14 | 1.87 | 24.00 | 7.00 | 2.25 | 15.20 | 44.9 | 34.2 | Without housing |
| 17 | 1.44 | 24.00 | 7.00 | 2.01 | 13.60 | 34.6 | 27.3 | |
| 20 | 1.03 | 24.00 | 7.00 | 1.70 | 11.40 | 24.7 | 19.4 | |
| 23 | 0.76 | 24.00 | 7.00 | 1.44 | 9.70 | 18.2 | 14.0 | |
| 26 | 0.58 | 24.00 | 7.00 | 1.20 | 8.30 | 13.9 | 10.0 | |
| 29 | 0.45 | 24.00 | 7.00 | 1.06 | 7.20 | 10.8 | 7.6 | |
| 34 | 0.31 | 24.00 | 7.00 | 0.84 | 5.70 | 7.4 | 4.8 | |
| 41 | 0.22 | 24.00 | 7.00 | 0.67 | 4.50 | 5.3 | 3.0 | |
| 14 | 1.42 | 24.00 | 7.00 | 2.02 | 10.90 | 34.1 | 22.0 | With housing |
| 17 | 1.06 | 24.00 | 7.00 | 1.73 | 11.10 | 25.4 | 19.2 | |
| 20 | 0.80 | 24.00 | 7.00 | 1.48 | 9.50 | 19.2 | 14.1 | |
| 23 | 0.61 | 24.00 | 7.00 | 1.27 | 8.20 | 14.6 | 10.4 | |
| 26 | 0.47 | 24.00 | 7.00 | 1.09 | 7.00 | 11.3 | 7.6 | |
| 29 | 0.39 | 24.00 | 7.00 | 0.97 | 6.20 | 9.4 | 6.0 | |
| 34 | 0.28 | 24.00 | 7.00 | 0.78 | 5.00 | 6.7 | 3.9 | |
| 41 | 0.21 | 24.00 | 7.00 | 0.64 | 4.10 | 5.0 | 2.6 |
| Distance (mm) | Current In (A) | Voltage Supply (V) | Resistance (Ohms) | Current Out (A) | Voltage Out (V) | Power in (W) | Power Out (W) | |
|---|---|---|---|---|---|---|---|---|
| 14 | 2.47 | 48.00 | 6.70 | 3.80 | 23.30 | 118.6 | 88.5 | Without Housing |
| 17 | 2.11 | 48.00 | 6.70 | 3.50 | 21.50 | 101.3 | 75.3 | |
| 20 | 1.79 | 48.00 | 6.70 | 3.18 | 19.50 | 85.9 | 62.0 | |
| 23 | 1.55 | 48.00 | 6.70 | 2.91 | 17.70 | 74.4 | 51.5 | |
| 26 | 1.30 | 48.00 | 6.70 | 2.60 | 16.00 | 62.4 | 41.6 | |
| 29 | 1.13 | 48.00 | 6.70 | 2.36 | 14.50 | 54.2 | 34.2 | |
| 34 | 0.90 | 48.00 | 6.70 | 2.00 | 12.30 | 43.2 | 24.6 | |
| 41 | 0.72 | 48.00 | 6.70 | 1.68 | 10.30 | 34.6 | 17.3 | |
| 14 | 2.03 | 48.00 | 6.70 | 3.34 | 20.60 | 97.4 | 68.8 | With Housing |
| 17 | 1.78 | 48.00 | 6.70 | 3.12 | 19.20 | 85.4 | 59.9 | |
| 20 | 1.57 | 48.00 | 6.70 | 2.90 | 17.90 | 75.4 | 51.9 | |
| 23 | 1.36 | 48.00 | 6.70 | 2.65 | 16.30 | 65.3 | 43.2 | |
| 26 | 1.18 | 48.00 | 6.70 | 2.41 | 14.90 | 56.6 | 35.9 | |
| 29 | 1.03 | 48.00 | 6.70 | 13.50 | 2.20 | 49.4 | 29.7 | |
| 34 | 0.82 | 48.00 | 6.70 | 11.40 | 1.85 | 39.4 | 21.1 | |
| 41 | 0.67 | 48.00 | 6.70 | 9.70 | 1.57 | 32.2 | 15.2 |
| Medium | Distance (mm) | Current In (A) | Voltage Supply (V) | Resistance (Ohms) | Current Out (A) | Voltage Out (V) | Module |
|---|---|---|---|---|---|---|---|
| Air | 14 | 1.13 | 48.00 | 20.00 | 1.27 | 25.90 | 48 V |
| Water | 1.10 | 48.00 | 20.00 | 1.32 | 22.40 | ||
| Air | 1.51 | 24.00 | 10.00 | 1.75 | 17.00 | 24 V | |
| Water | 1.50 | 24.00 | 10.00 | 1.80 | 16.30 |
| Medium | Power In (W) | Power Out (W) | Power Efficiency (%) | Module |
|---|---|---|---|---|
| Air | 54.2 | 32.9 | 60.6 | 48 V |
| Water | 52.8 | 29.6 | 56.0 | |
| Air | 36.2 | 29.8 | 82.1 | 24 V |
| Water | 36.0 | 29.3 | 81.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, P.N.d.A.A.d.S.; Campilho, R.D.S.G.; Pinto, A.M.G. Application of a Design for Excellence Methodology for a Wireless Charger Housing in Underwater Environments. Machines 2022, 10, 232. https://doi.org/10.3390/machines10040232
Pereira PNdAAdS, Campilho RDSG, Pinto AMG. Application of a Design for Excellence Methodology for a Wireless Charger Housing in Underwater Environments. Machines. 2022; 10(4):232. https://doi.org/10.3390/machines10040232
Chicago/Turabian StylePereira, Pedro Nuno de Almeida Arrojado da Silva, Raul Duarte Salgueiral Gomes Campilho, and Andry Maykol Gomes Pinto. 2022. "Application of a Design for Excellence Methodology for a Wireless Charger Housing in Underwater Environments" Machines 10, no. 4: 232. https://doi.org/10.3390/machines10040232