
Integral Modeling for Deviation Correction Trajectory of the Mechanical Vertical Drilling System



Abstract
:1. Introduction
- The current research on MDVS mainly focuses on the mechanical characteristics of the stable platform or actuator separately. Coupling the action mechanism of the above two to simulate the deviation correction trajectory of drilling tool has not been conducted.
- The stable position model is based on the principle of static moment balance and the influence of inertia and acceleration is ignored.
- The methods of trajectory control and measurement cannot be applied to MVDS because it cannot realize artificial control at present.
2. Working Principle
3. Mathematical Model
- The dynamic pushing force of MVDS is equivalent to the static pushing force.
- Treat the components of the stable platform as rigid bodies.
- Ignore the swing process of eccentric block before it is stabilized.
- Ignore the influence of bearing friction.
- Ignore the influence of the holes on the upper and lower plate valves.
- BHA is regarded as a small deformation elastomer.
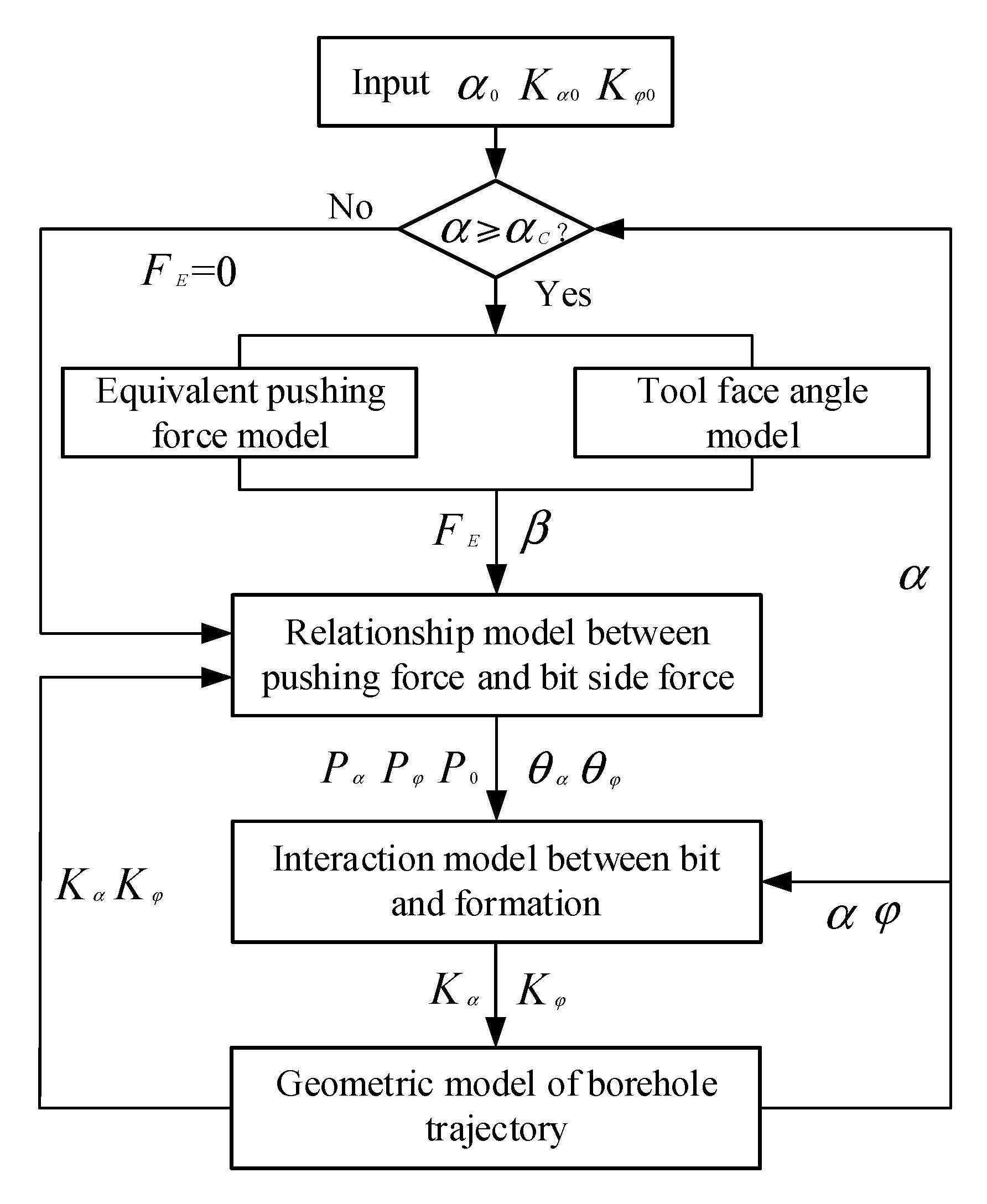
3.1. Equivalent Pushing Force Model
3.2. Tool Face Angle Model
- When the well deviation angle is small, the eccentric moment of the eccentric block is always less than the friction torque of the plate valve, and there is no intersection point between the parabola and the x-axis. At this time, the real number solution of the critical deflection angle cannot be obtained by Equation (10). There is no deceleration area in the circumferential direction, and the eccentric block will rotate clockwise in one direction.
- When the deviation angle increases to a certain value, the maximum eccentric moment of the eccentric block is equal to the friction torque of the plate valve. There is an intersection point between the parabola and X axis, and the abscissa of the intersection point (θ = 90°) is the critical deflection angle of the eccentric block under this well deviation. At this time, there will be a deceleration area in the circumferential direction. However, because of the little deceleration area and the large inertia of the eccentric block, the eccentric block cannot stop at the critical deflection angle position during working.
- When the well deviation continues to increase, the eccentric moment of the eccentric block will be greater than the friction torque of the plate valve. There are two intersections between the parabola and X axis, which indicates that there are two critical deflection angles of the eccentric block. The area between the two critical deflection angles is the deceleration area. With the further increase of well deviation, the deceleration area gradually increases, and the acceleration area gradually decreases. Therefore, there must be a critical deviation angle. Under this well deviation condition, the eccentric block just stops at the upper critical deflection angle position under the combined action of acceleration and deceleration. When the deviation angle is less than the critical deviation angle the eccentric block is in a one-way unstable rotation state, and the steering rib will push against the surrounding of the wellbore in turn. At this time, the opening angle of the arc hole of the upper plate valve can be equivalent to 360° and the equivalent pushing force calculated from Equation (2) is 0. Therefore, the MVDS is in a stable inclined drilling state. When the deviation angle is greater than the critical deviation angle, the eccentric block will decelerate to the angular velocity of 0 in the deceleration area and then rotate anticlockwise. After many swings, the tool can gradually stop at the lower critical deflection angle position, and the MVDS will begin to correct the deviation.
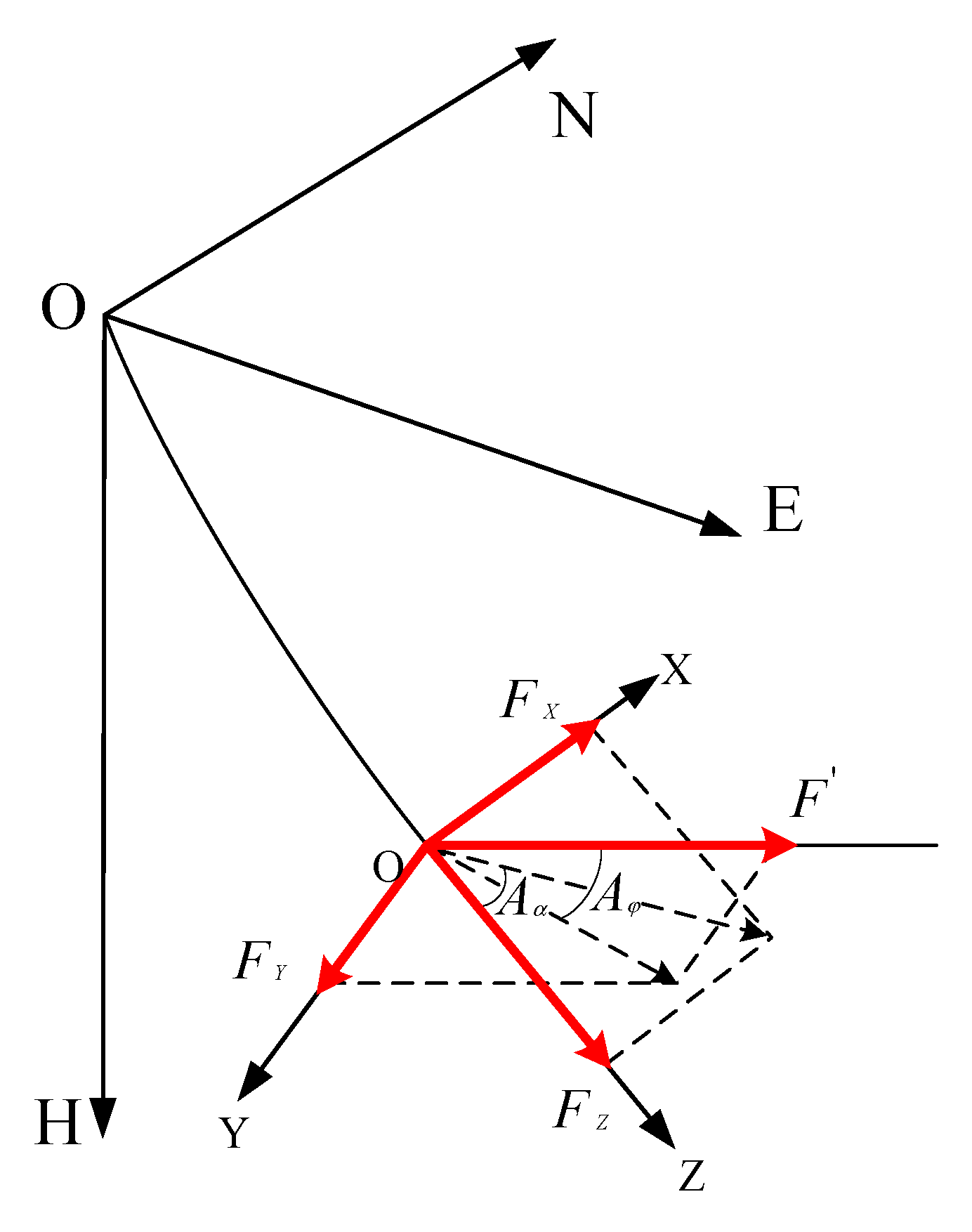
3.3. Relationship Model between Pushing Force and Bit Side Force
3.4. Interaction Model between Bit and Formation
3.5. Geometric Model of Borehole Trajectory
4. Establishment and Verification of the Simulation Method
5. Analysis of Deviation Correction Trajectory
5.1. Trajectory Analysis of Deviation Correction Working Condition
5.2. Trajectory Analysis of Keeping the Vertical Working Condition
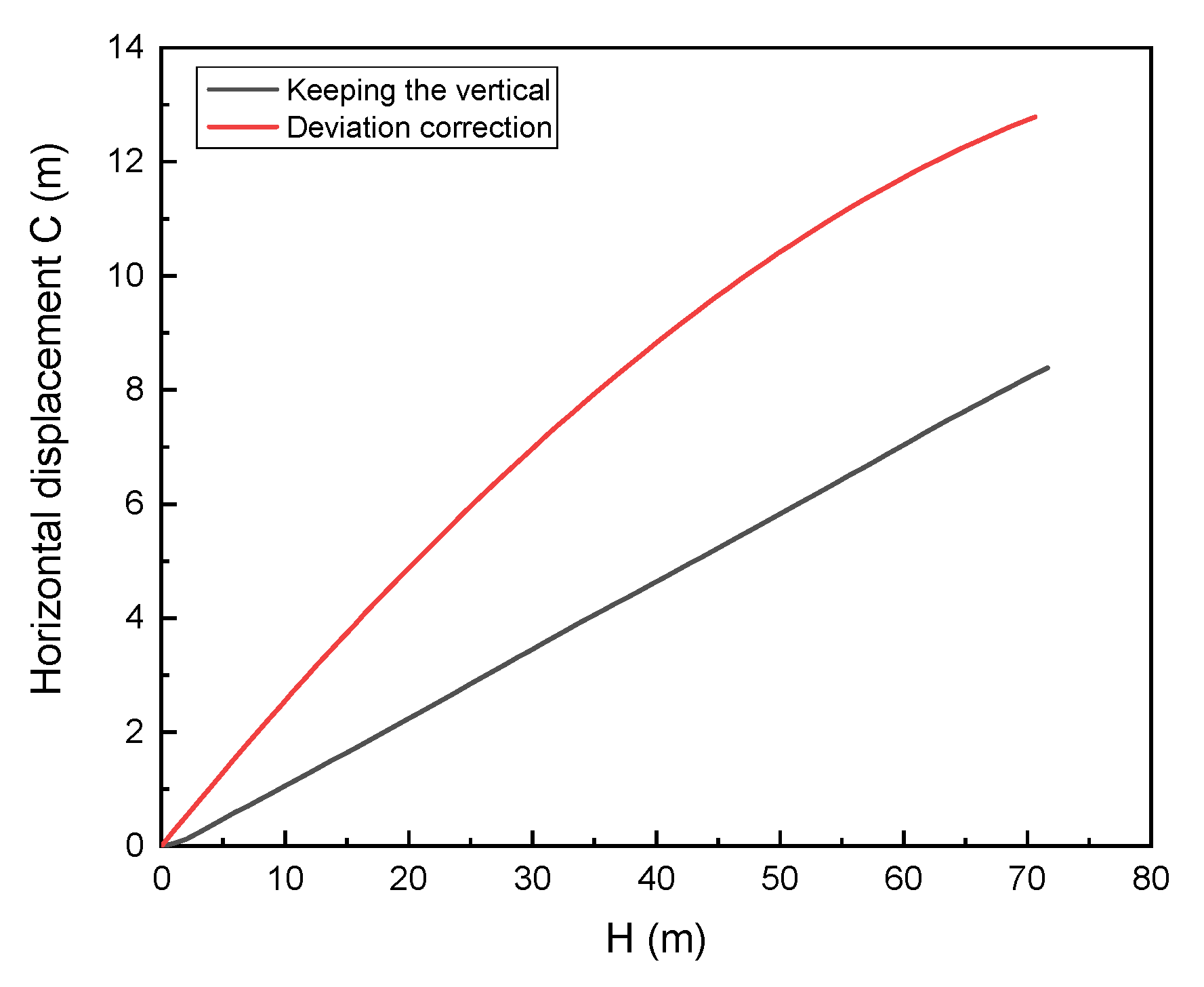
5.3. Comparison of Two Working Conditions
6. Conclusions and Suggestion
- The simulation method comprehensively considers the effects of tools, formation, BHA, and drilling process parameters. It can realize the simulation of deviation correction trajectory of the MVDS.
- Only when the initial deviation angle is greater than the critical deviation angle can the eccentric block of MVDS sense the deviation and stop at the critical deflection angle position when the rig is started. From then, the tool can start to correct the deviation.
- The existence of critical deflection angle makes MVDS correct deviation and change borehole azimuth at the same time. The borehole trajectory formed by drilling is a three-dimensional curve, which has the tendency of drifting to the left.
- In the working condition of deviation correction, MVDS can effectively reduce deviation and gradually reduce azimuth. In the process of deviation correction, the deviation change rate decreases with the increase of vertical depth, and the azimuth change rate increases with the increase of vertical depth. Under the working condition of keeping the vertical, the MVDS is in the circulation process of deviation correction and natural deflecting. The deviation angle is always controlled at about the critical deviation angle, and the azimuth angle decreases intermittently. In the process of deviation correction and natural deflecting, the change range of deviation change rate and azimuth change rate is very small, and the relation curves of those with vertical depth are approximately horizontal straight lines.
- MVDS cannot correct the horizontal displacement of the downhole. The deviation control accuracy of the current tool is lower, which easily leads to missing the target. It is necessary to optimize the structure of the stable platform to improve the deviation control accuracy (the critical deviation angle). For example, the length, radius, and density of the eccentric block should be increased as much as possible and the diameter and friction coefficient of the plate valves should be reduced to the best of one’s ability. At present, the trajectory of MVDS is a three-dimensional curve with a large dogleg angle, which increases the friction resistance of drill string and the possibility of downhole accidents. The force increasing measures can be used to compensate the error of the stable platform (the critical deflection angle) and make the critical deflection angle tend to 0° in the process of drilling, so that the trajectory of MVDS can be located in the vertical plane as far as possible with the aim of reducing the dogleg severity of the borehole.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Equivalent pushing force (N) | |
| Pushing time of steering rib in a cycle (s) | |
| Opening angle of arc hole (Rad) | |
| BHA angular velocity (Rad/s) | |
| Reaction force of steering rib pushing against wellbore (N) | |
| Tool face angle of MVDS (Rad) | |
| Critical deflection angle of eccentric block (Rad) | |
| Inner and outer radius of eccentric block (mm) | |
| Angle between both sides of the eccentric block and X-axis (Rad) | |
| Gravity of eccentric block (N) | |
| Density of eccentric block (kg/mm3) | |
| Volume of eccentric block (mm3) | |
| Acceleration of gravity (m/s2) | |
| Length of eccentric block (mm) | |
| Eccentric moment of eccentric block (N·m) | |
| Inclination angle (Rad) | |
| The deflection angle of the eccentric block relative to the lower side of the borehole (Rad) | |
| Friction torque between plate valves (N·m) | |
| Outer diameter of plate valve (mm) | |
| Friction coefficient between plate valves | |
| Pressure between plate valves (MPa) | |
| Moment of inertia of eccentric block (kg·m2) | |
| Initial angular velocity of the eccentric block (Rad/s) | |
| Terminal angular velocity of the eccentric block (Rad/s) | |
| Friction work of plate valve (J) | |
| Work of gravity (J) | |
| Critical deviation angle (Rad) | |
| Bit side force of deviation plane (N) | |
| Bit side force of azimuth plane (N) | |
| Bending moment at bit (N·m) | |
| Internal bending moment at each centralizer and variable cross section (N·m) | |
| Horizontal uniform load of per drill string span (N/m) | |
| Distance from steering rib to bit in first span drill string (m) | |
| Distance from first stabilizer to steering rib in first span drill string (m) | |
| The length of the second span drill string, i.e., the length of flex sub (m) | |
| The length of the third span drill string, i.e., the distance from the upper part of the flex joint to the second stabilizer (m) | |
| The length of the fourth span drill string, i.e., the distance between the second stabilizer and the upper tangent point (m) | |
| Static pushing force, here is equivalent pushing force FE (N) | |
| Pushing force of deviation plane (N) | |
| Pushing force of azimuth plane (N) | |
| Stability factor of drill string | |
| Magnification factor of drill string | |
| Calculation factor (m−1) | |
| Elastic modulus of drill string (Pa) | |
| Moment of inertia of drill string (m4) | |
| Deviation plane borehole curvature (°/m) | |
| Half of the difference between the outer diameter of the first and the second stabilizer and the borehole diameter (m) | |
| Deflection at variable cross section (m) | |
| The longitudinal coordinates of the drill bit, the center of the first stabilizer, the variable cross section, the center of the second stabilizer and the upper tangent point (m) | |
| Weight on bit (N) | |
| Axial force at midpoint of each drill string (N) | |
| Rotation angle at the deviation plane (Rad) | |
| Rotation angle at the azimuth plane (Rad) | |
| Bit anisotropy index and formation anisotropy index | |
| Identity matrix | |
| Dip angle of stratum (°) | |
| Azimuth of stratum strike (°) | |
| All of them are real symmetric matrices, in which and [U] and [W] are related to well deviation angle α, deviation azimuth φ, dip angle of stratum γ and Azimuth of stratum strike φf, [V] is related to bit rotation angle θα and θφ | |
| Deviation force (N) | |
| Azimuth force (N) | |
| Axial force (N) | |
| Deviation trend angle (Rad) | |
| Azimuth trend angle (Rad) | |
| Deviation change rate (Rad/m) | |
| Azimuth change rate (Rad/m) | |
| Length of well section (m) | |
| The displacement of bit in the north direction in a well section (m) | |
| The displacement of bit in the east direction in a well section (m) | |
| The displacement of bit in the vertical direction in a well section (m) | |
| The horizontal projection length of wellbore trajectory in a well section (m) | |
| Diameter of bit (mm) | |
| Diameter of MVDS (mm) | |
| Diameter of flex joint (mm) | |
| Diameter of collar (mm) | |
| Horizontal displacement of a point (m) | |
| E coordinate value of a point (m) | |
| N coordinate value of a point (m) |
References
- Bram, K.; Draxler, J.; Hirschmann, G.; Zoth, G.; Hiron, S.; Kühr, M. The KTB Borehole—Germany’s Superdeep Telescope into the Earth’s Crust. Oilfield Rev. 1988, 7, 4–22. [Google Scholar]
- Chur, C.; Oppelt, J. Vertical Drilling Technology: A Milestone in Directional Drilling. In Proceedings of the SPE/IADC Drilling Conference; Society of Petroleum Engineers: Houston, TX, USA, 1993. [Google Scholar]
- Claus, C.; Thomas, B.; Bernhard, E.; Axel, S.; Trach, T.V.; Lothar, W. KTB-4 Years Experience at the Limits of Drilling Technology. In Proceedings of the SPE/IADC Drilling Conference; Society of Petroleum Engineers: Houston, TX, USA, 1995. [Google Scholar]
- Oppelt, J.; Chur, C.; Feld, D.; Juergens, R. New Concepts for Vertical Drilling of Boreholes. In Proceedings of the SPE/IADC Drilling Conference, Amsterdam, The Netherlands, 11–14 March 1991. [Google Scholar]
- Ma, T.; Chen, P.; Zhao, J. Overview on Vertical and Directional Drilling Technologies for the Exploration and Exploitation of Deep Petroleum Resources. Geomech. Geophys. Geo-Energy Geo-Resour. 2016, 2, 365–395. [Google Scholar] [CrossRef] [Green Version]
- Lin, C.; Zhang, K.; Liu, B.-L. Classification and Development Status of Automatic Vertical Drilling Tools. China Pet. Mach. 2020, 48, 1–11. [Google Scholar]
- Reich, M.; Oesterberg, M.; Montes, H.; Treviranus, J. Straight down to Success: Performance Review of a Vertical Drilling System. In Proceedings of the SPE Annual Technical Conference and Exhibition; Society of Petroleum Engineers: Houston, TX, USA, 2003. [Google Scholar]
- Chai, L.; Zhang, K.; Zhang, Y. Performance Test of the Pushing Actuator of the Small Diameter Vertical Drilling Tool. Explor. Eng. (Rock Soil Drill. Tunn.) 2020, 47, 87–93. [Google Scholar]
- Comeaux, B.; Gibb, J.; Kirkhope, K.; Shaw, P. New Automatic Vertical Drilling System For High Temperature, Harsh Environment and Performance Drilling Applications. In Proceedings of the Offshore Mediterranean Conference and Exhibition, Ravenna, Italy, 28–30 March 2007. [Google Scholar]
- Jones, S.; Feddema, C.; Castro, J.; Sugiura, J. Fully Mechanical Vertical Drilling System Delivers RSS Performance in Vertical Drilling Applications While Providing an Economical Alternative to Conventional Rotary Steerable Systems Set-Up for Vertical Hold Mode. In Proceedings of the IADC/SPE Drilling Conference and Exhibition; Society of Petroleum Engineers: Houston, TX, USA, 2016. [Google Scholar]
- Han, L.; Ni, H.; Zhao, J.; Liu, Z.; Wu, Z. Development of Mechanical Tool for Automatic Vertical Drilling. Acta Pet. Sin. 2008, 29, 766–768. [Google Scholar]
- Wang, J.; Xue, Q.; Liu, B.; Li, L.; Li, F.; Zhang, K.; Zang, Y. Experimental Measurement on Friction Performance of PDC Bearings for Oil Drilling under Different Working Conditions. Measurement 2020, 163, 107988. [Google Scholar] [CrossRef]
- Li, L.; Xue, Q.; Liu, B.; Wang, J.; Li, X. The Dynamics of Eccentric Block in a Fully Mechanical Vertical Drilling Tool under the Effect of Torsional Vibration. Adv. Mech. Eng. 2018, 10, 1687814018770497. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y. Design and Simulation Test of a Pushing Unit of Push-the-Bit Vertical Drilling System. Master’s Thesis, China University of Geosciences, Beijing, China, 2020. [Google Scholar]
- Wang, R.; Xue, Q.; Han, L.; Sun, F.; Yue, W. Torsional Vibration Analysis of Push-the-Bit Rotary Steerable Drilling System. Meccanica 2014, 49, 1601–1615. [Google Scholar] [CrossRef]
- Xue, Q.; Leung, H.; Huang, L.; Zhang, R.; Liu, B.; Wang, J.; Li, L. Modeling of Torsional Oscillation of Drillstring Dynamics. Nonlinear Dyn. 2019, 96, 267–283. [Google Scholar] [CrossRef]
- Liu, Z.; Samuel, R. Halliburton; Drilling; Engn Wellbore-Trajectory Control by Use of Minimum Well-Profile-Energy Criterion for Drilling Automation. SPE J. 2016, 21, 449–458. [Google Scholar] [CrossRef]
- Hadavand, Z. Reduction of Wellbore Positional Uncertainty During Directional Drilling. Master’s Thesis, University of Calgary, Calgary, AB, Canada, 2015. [Google Scholar]
- Elrayah, A. Deviation Control Mechanism Correlated Advanced 3D Automated Steering Techniques; LAMBERT Academic Publishing: Saarbruecken, Germany, 2012. [Google Scholar]
- Çağlayan, B.K. Torque and Drag Applications for Deviated and Horizontal wells: A Case Study. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2014. [Google Scholar]
- Li, L. Research on Dynamics and Optimization Method of Mechanical Stable Platform in Automatic Vertical Drilling Tools. Ph.D. Thesis, China University of Geosciences, Beijing, China, 2018. [Google Scholar]
- Wang, J.; Hu, Y.; Liu, Z.; Li, L.; Liu, B.; Huang, L. Dynamic Characteristics and Key Parameter Optimization of Mechanical Automatic Vertical Drilling Tools. Shock. Vib. 2021, 2021, 1–17. [Google Scholar]
- Bai, J. Bottom Hole Assembly Problems Solved by Beam-Column Theory. In Proceedings of the International Petroleum Exhibition and Technical Symposium; Society of Petroleum Engineers: Houston, TX, USA, 1982. [Google Scholar]
- Bai, J.; Huang, H.; Liu, Y. Three-Dimensional Analysis of Bottom Hole Assembly by Beam-Column Theory. Acta Pet. Sin. 1989, 10, 60–66. [Google Scholar]
- Liu, Y.; Gao, D. A Nonlinear Dynamic Model for Characterizing Downhole Motions of Drill-String in a Deviated Well. J. Nat. Gas Sci. Eng. 2017, 38, 466–474. [Google Scholar] [CrossRef]
- Yang, C.X.; Han, L.J.; Bu, Y.; Zhao, J. 2-D Model of BHA Mechanical Analysis for Automatic Vertical Drilling. Oil Drill. Prod. Technol. 2010, 32, 26–30. [Google Scholar]
- Gao, D.; Liu, X.; Huang, R. Three Dimensional Macro Analysis of Rock Bit Interaction. J. Univ. Pet. China Ed. Nat. Sci. 1989, 13, 23–31. [Google Scholar]
- Ho, H.S. Prediction of Drilling Trajectory in Directional Wells via a New Rock-Bit Interaction Model. In Proceedings of the SPE Annual Technical Conference and Exhibition; Society of Petroleum Engineers: Houston, TX, USA, 1987. [Google Scholar]
- Liu, Y.; Fu, J.; Liu, M.; Wu, H. Trajectory Prediction of Reentry Horizontal Well Based on Bit-Rock Interaction. Drill. Prod. Technol. 2006, 29, 9. [Google Scholar]
- Liu, X.; Qu, T.; Sun, Z.; Liu, K. Design of 3-D Drift Well-Path. Acta Pet. Sin. 1995, 16, 118–124. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters of Drilling Process, Bit and Formation | Well Depth/m | /° | /° | Error/° | /° | Error/° | |
|---|---|---|---|---|---|---|---|
| 20 kN 80 kN 345° 0.75 1 1 | 1806.5 | 22.32 | 21.85 | −0.47 | 221.60 | 222.32 | +0.72 |
| 1817.2 | 24.51 | 24.62 | +0.11 | 220.70 | 221.82 | +1.12 | |
| 1827.6 | 26.22 | 27.26 | +1.04 | 219.90 | 219.80 | −0.10 | |
| 1838.5 | 28.35 | 28.86 | +0.51 | 219.10 | 218.82 | −0.28 | |
| 1847.9 | 29.92 | 29.76 | −0.16 | 218.10 | 217.63 | −0.47 | |
| 1858.6 | 32.06 | 33.22 | +1.16 | 216.90 | 217.26 | +0.36 | |
| Average error | 0.58 | 0.51 | |||||
| Structural Parameters of Stable Platform | Drilling Process Parameters | Characteristic Parameters of Formation and Bit | Structural Parameters of BHA | |||
|---|---|---|---|---|---|---|
| = 1000 mm = 40 mm = 7.8 × kg/mm3 | = 0.08 = 1 MPa = 12 mm | = 50,000 N = 10,000 N | = 0.75 = 0.95 = 0.95 | = 30° = 270° | = 0.5 m = 5 m = 2 m = 152 mm = 100 mm | = 9 m = 1 mm = 1 mm = 126 mm = 120 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chai, L.; Zhang, K.; Yang, D.; Liu, B.; Zhang, D. Integral Modeling for Deviation Correction Trajectory of the Mechanical Vertical Drilling System. Machines 2021, 9, 161. https://doi.org/10.3390/machines9080161
Chai L, Zhang K, Yang D, Liu B, Zhang D. Integral Modeling for Deviation Correction Trajectory of the Mechanical Vertical Drilling System. Machines. 2021; 9(8):161. https://doi.org/10.3390/machines9080161
Chicago/Turabian StyleChai, Lin, Kai Zhang, Dengwen Yang, Baolin Liu, and Delong Zhang. 2021. "Integral Modeling for Deviation Correction Trajectory of the Mechanical Vertical Drilling System" Machines 9, no. 8: 161. https://doi.org/10.3390/machines9080161
APA StyleChai, L., Zhang, K., Yang, D., Liu, B., & Zhang, D. (2021). Integral Modeling for Deviation Correction Trajectory of the Mechanical Vertical Drilling System. Machines, 9(8), 161. https://doi.org/10.3390/machines9080161