Research on Polymer Wear under Water Conditions: A Review

Abstract
:
1. Introduction
2. Lubrication Conditions
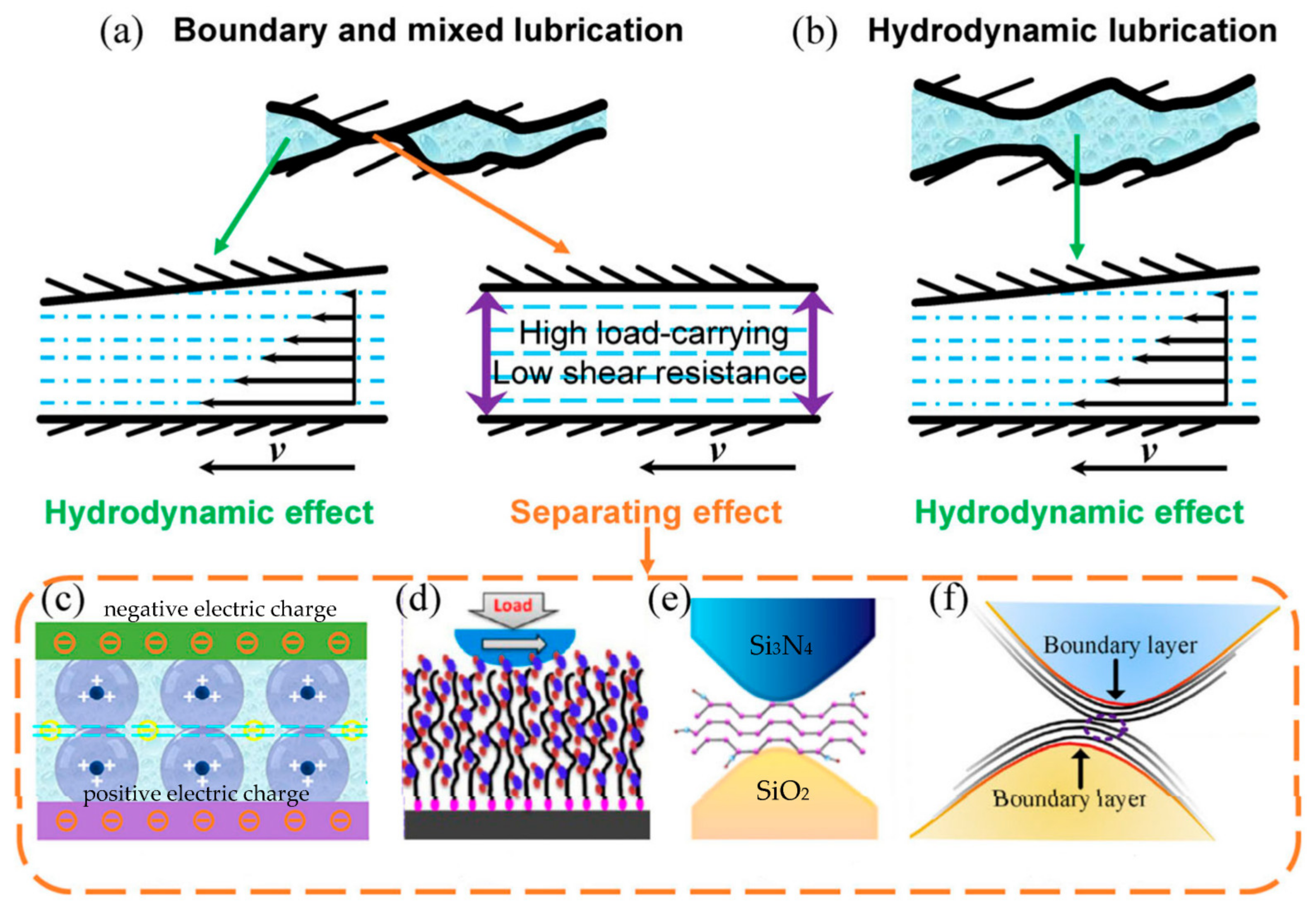
2.1. Water Lubrication
2.2. Lubrication Improvement
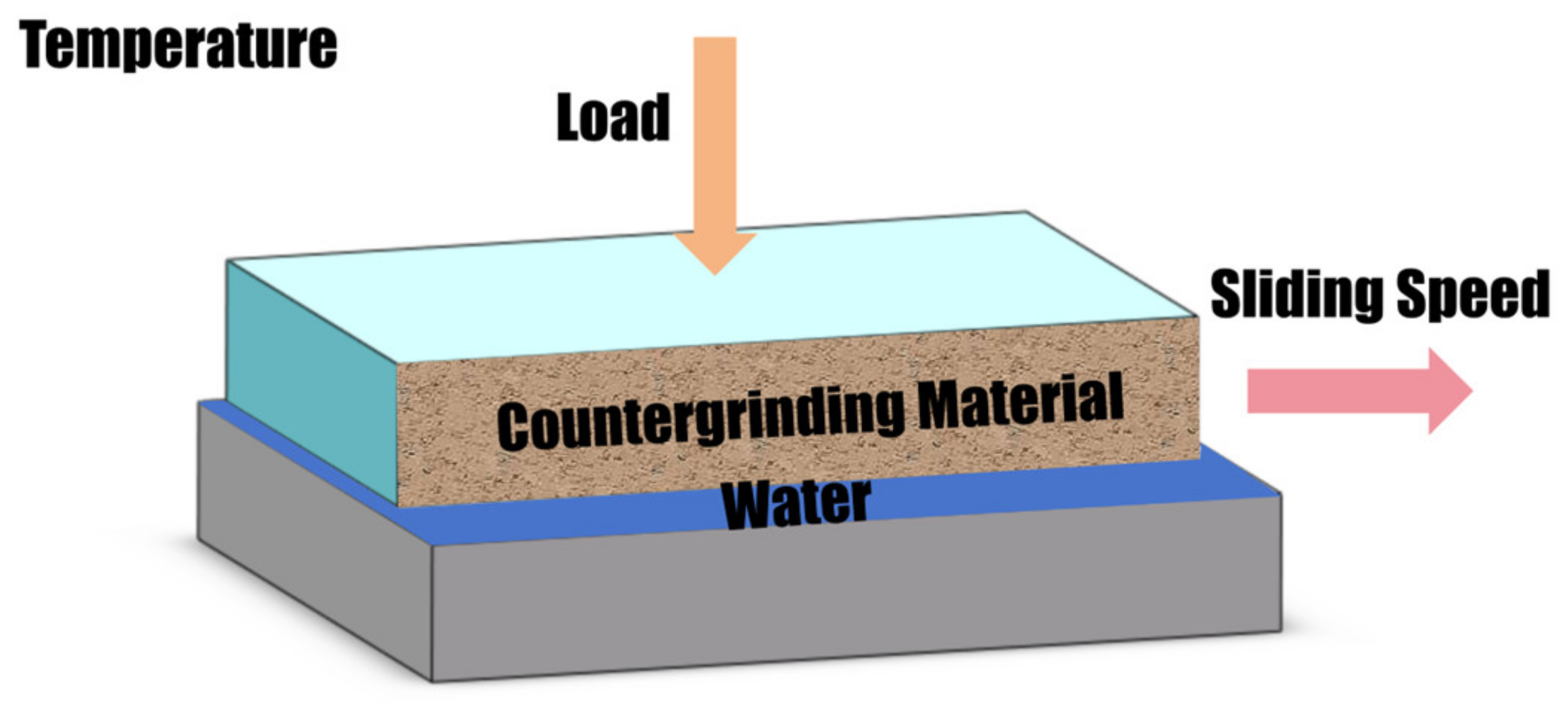
3. Wear Test Studies
3.1. Two-Body Wet Sliding Wear
3.1.1. Materials
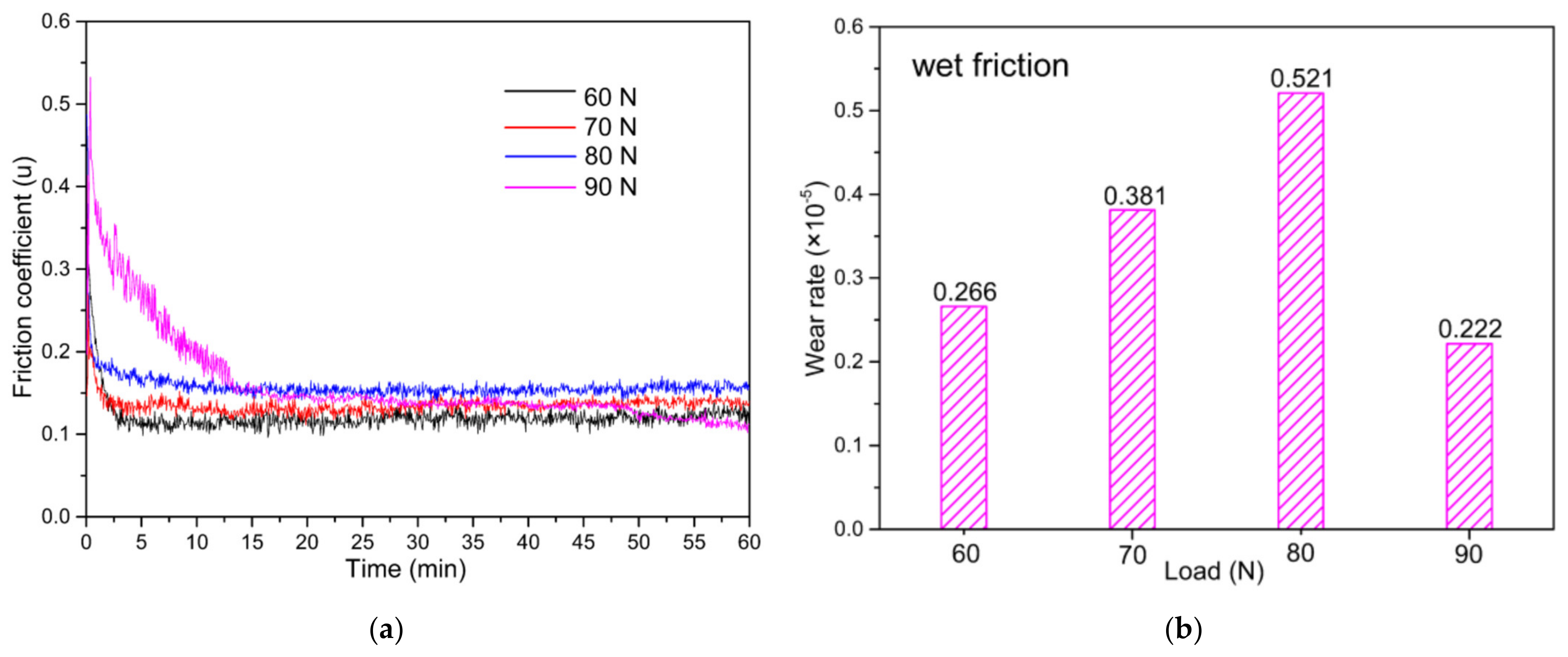
3.1.2. Load
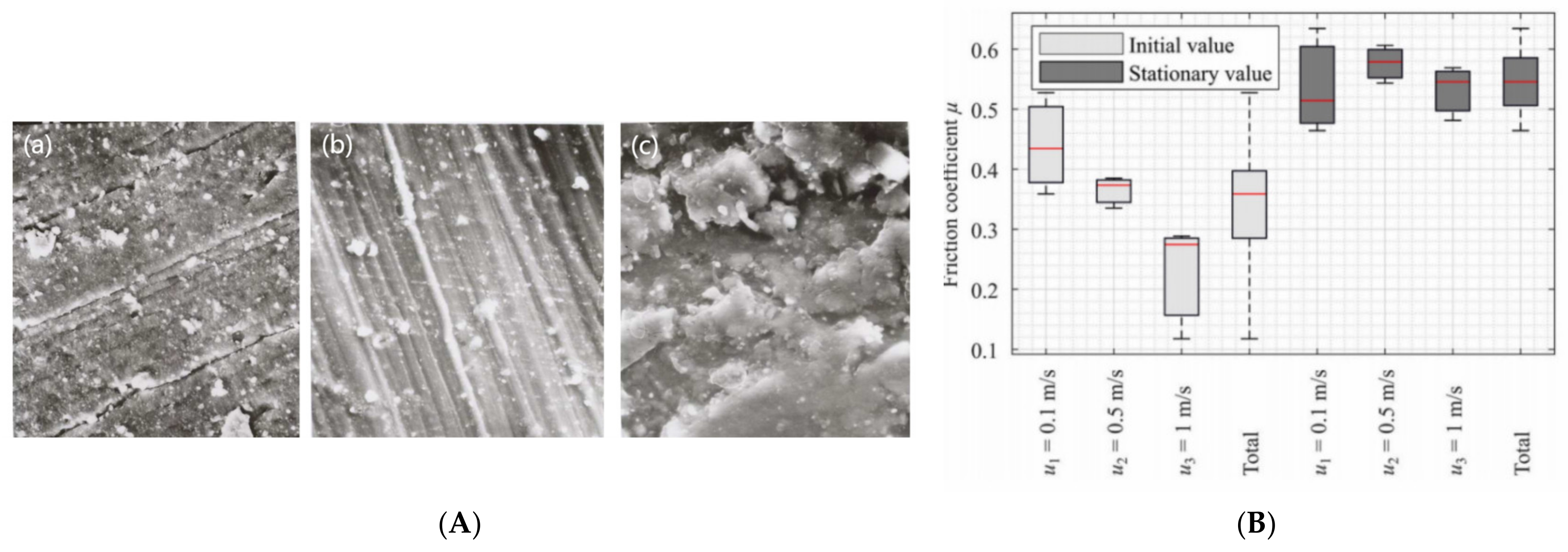
3.1.3. Sliding Speed
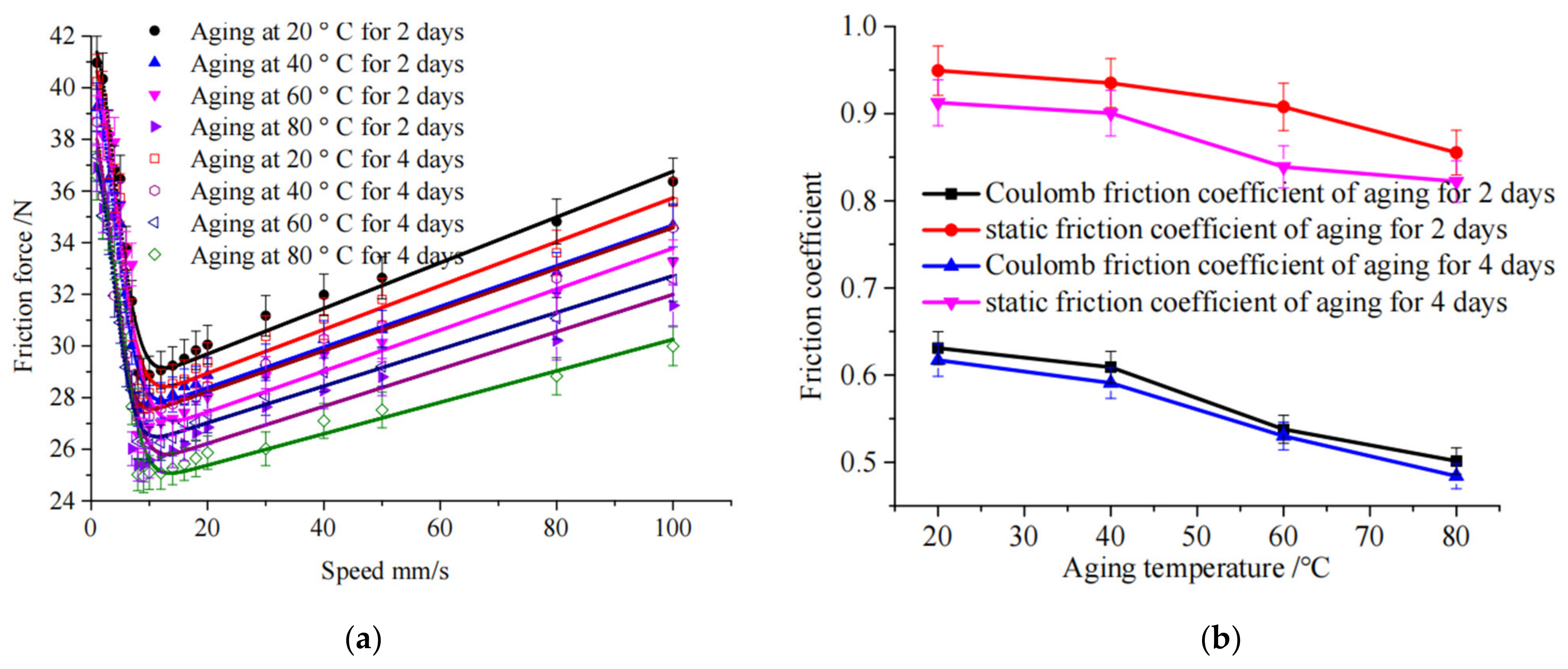
3.1.4. Temperature
3.2. Two-Body Erosion and Wear
3.2.1. Materials
3.2.2. Abrasive Grain
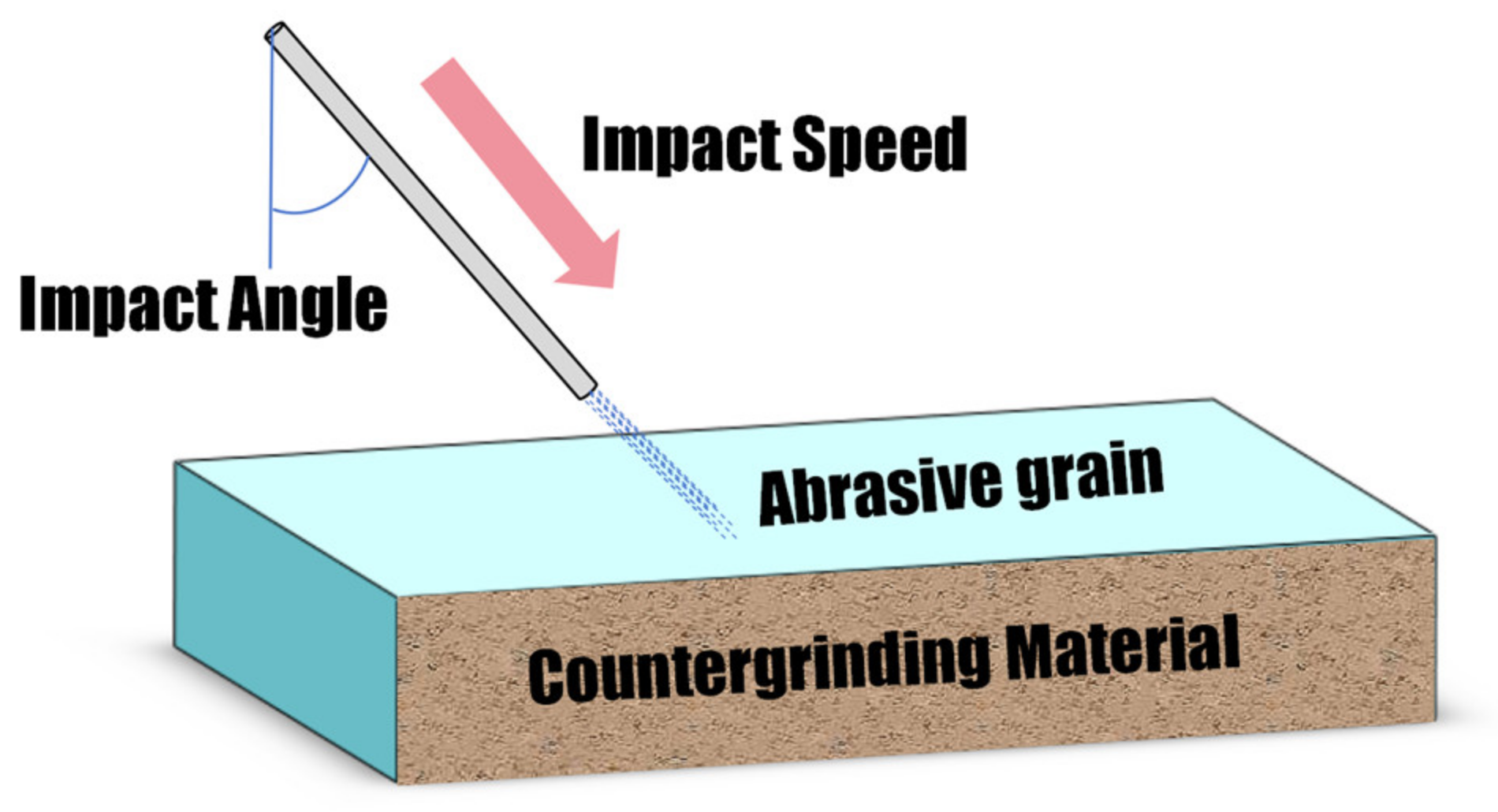
3.2.3. Impact Angle
3.2.4. Impact Speed
3.3. Three-Body Wet Abrasive Wear
3.3.1. Materials
3.3.2. Abrasive Grain
3.3.3. Load
3.3.4. Sliding Speed
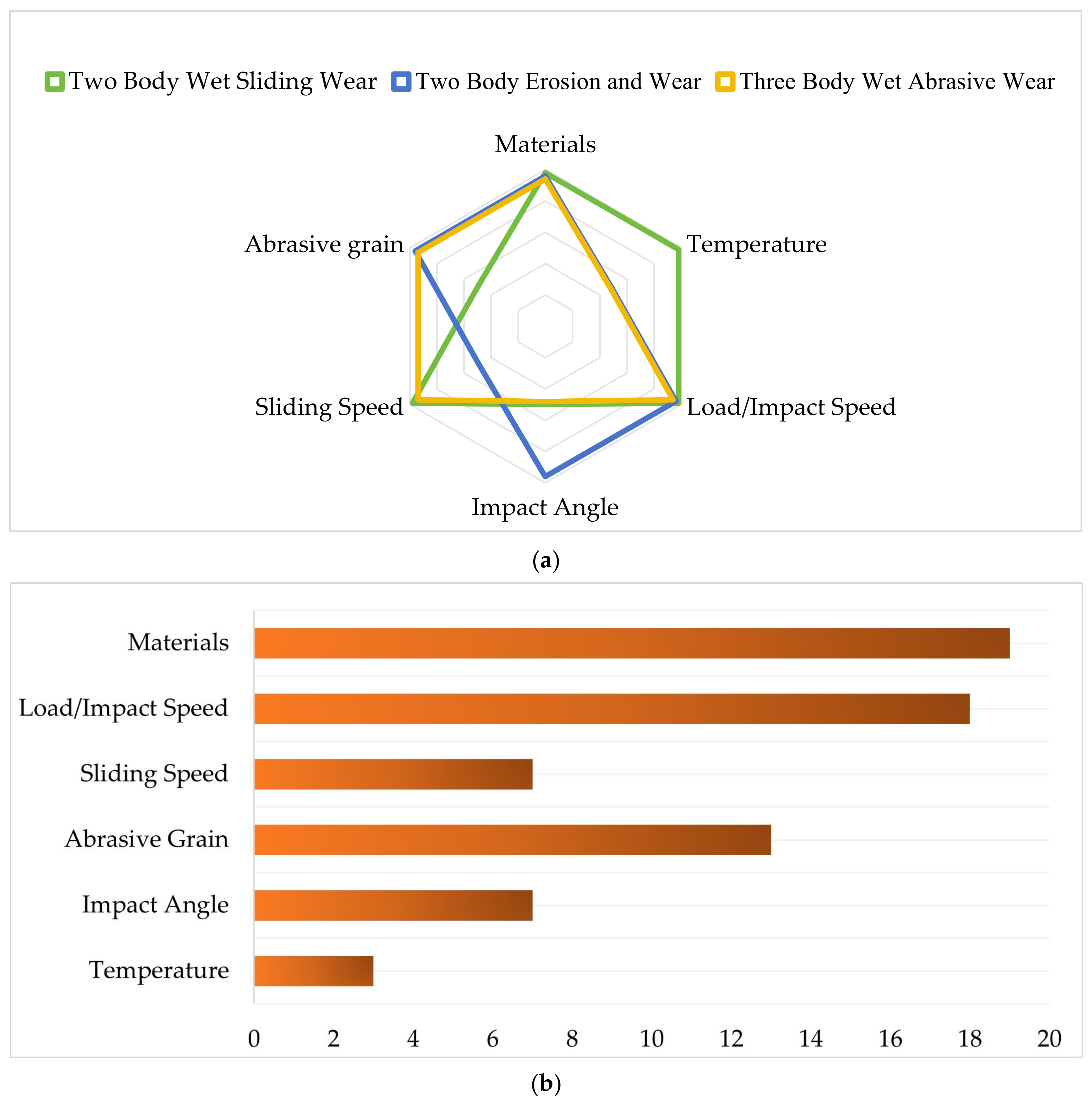
4. Discussion
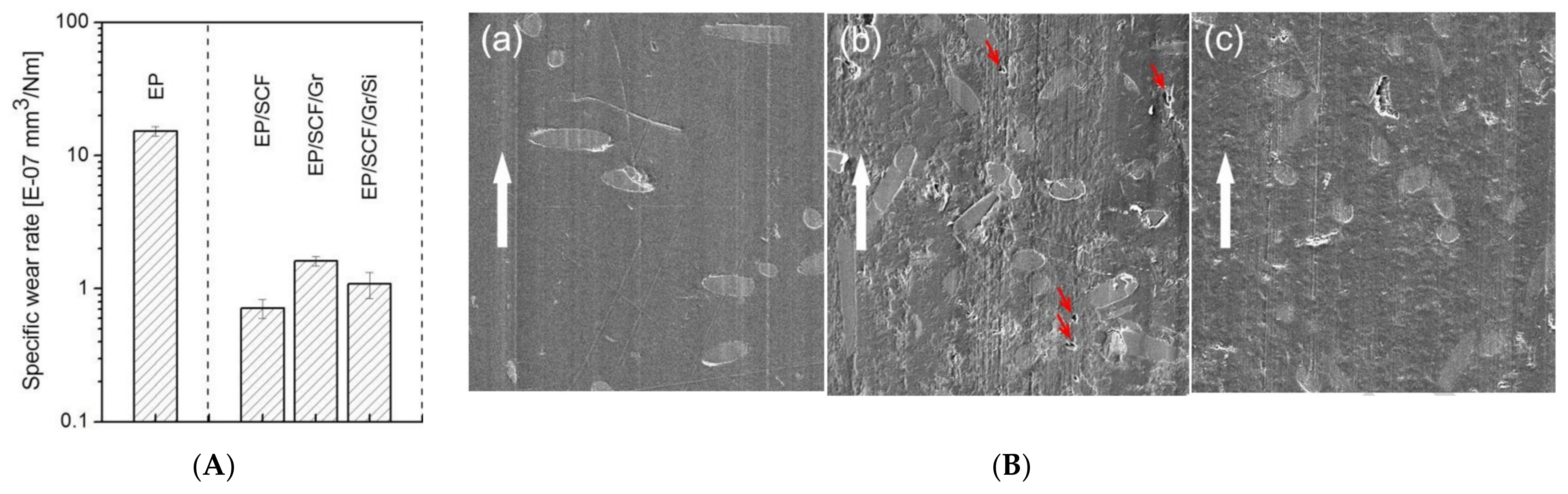
4.1. Material
4.2. Work-Related Condition
4.2.1. Load
4.2.2. Sliding Speed
4.2.3. Impact Angle
4.2.4. Abrasive Grain
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Abishek, S.; Bhuvandev, V.; Cibhi, B.; Kishore, S.; Shantanu, B. Novel ultra high impact strength light weight transparent polycarbonate laminated composite for aviation and defence. J. Polym. Res. 2023, 30, 413. [Google Scholar]
- Ding, G.; Wang, F.; Gao, X.; Jiang, S. Research on Deformation Reconstruction Based on Structural Curvature of CFRP Propeller with Fiber Bragg Grating Sensor Network. Photonic Sens. 2022, 12, 220412. [Google Scholar] [CrossRef]
- Zhang, F.; Qin, Y.; Xu, H.; Wu, F.; Chu, X.; Wang, K. Multi-angle analysis of the mechanism of polymer materials to improve the sealing quality of boreholes. Energy Sources Part A 2022, 44, 3205–3222. [Google Scholar] [CrossRef]
- Ain, Q.U.I.; Wani, M.F.; Sehgal, R.; Singh, M.K. Tribological and mechanical characterization of carbon-nanostructures based PEEK nanocomposites under extreme conditions for advanced bearings: A molecular dynamics study. Tribol. Int. 2024, 196, 109702. [Google Scholar] [CrossRef]
- Wei, W.; Su, Y.; Fan, H.; Song, J.; Zhang, Y.; Hu, L. Rolling friction and wear characteristics and damage behavior of Silicon nitride ceramic Bearing Ball. Tribology 2024, 44, 1–12. [Google Scholar] [CrossRef]
- Han, T.; Zhang, C.; Luo, J. Macroscale Superlubricity Enabled by Hydrated Alkali Metal Ions. Langmuir 2018, 34, 11281–11291. [Google Scholar] [CrossRef] [PubMed]
- Moritz, H.; Felicitas, M.; Bogna, S. Influence of different surface finishing procedures of strength-gradient multilayered zirconia crowns on two-body wear and fracture load: Lithium silicate or leucite glazing versus polishing? J. Mech. Behav. Biomed. Mater. 2024, 150, 106307. [Google Scholar]
- Budinski, G.K.; Budinski, T.S. On replacing three-body abrasion testing with two-body abrasion testing. Wear 2017, 376–377, 1859–1865. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.; Wang, B.; Zhang, J.; Zheng, Y.; Qiao, L. The effect of temperature on the dry sliding wear behavior of HVOF sprayed nanostructured WC-CoCr coatings. Ceram. Int. 2017, 43, 458–462. [Google Scholar] [CrossRef]
- Meena, A.; Mali, S.H.; Patnaik, A.; Kumar, R.S. Investigation of wear behavior of nanoalumina and marble dust-reinforced dental composites. Sci. Eng. Compos. Mater. 2018, 26, 84–96. [Google Scholar] [CrossRef]
- Jiao, J.; Gu, Y.; Ding, X.; Guo, H.; Zhang, J.; Lian, Y.; Feng, B.; Feng, X.; Zheng, K.; Pan, F. Corrosion characteristics and mechanism of 6082/AZ31/6082 laminated metal composites in tropical marine atmospheric environments. J. Mater. Res. Technol. 2024, 295, 214–5224. [Google Scholar] [CrossRef]
- Ravishankar, K.; Ramesh, S.P.; Sadhasivam, B.; Raghavachari, D. Wear-induced mechanical degradation of plastics by low-energy wet-grinding. Polym. Degrad. Stab. 2018, 158, 212–219. [Google Scholar] [CrossRef]
- Dong, F.; Shen, M.; Peng, X.; Zhang, Z.; Meng, X.; Wang, Y. Study on the friction and wear behavior of rubber sealing materials on rough surfaces in a depleted oil environment. Tribology 2016, 36, 687–694. [Google Scholar]
- Hernández, A.E.; González, J.A.R.; González, C.R.; Pérez, A.I.M.; Cárdenas, E.E.V. Effect of seawater aging on the erosive wear response of aramid fiber reinforced composites. J. Compos. Mater. 2024, 58, 1167–1178. [Google Scholar] [CrossRef]
- Ma, L.; He, J.; Hou, K.; Wang, J.; Yang, S. Advances in physicochemical properties, preparative modifications and tribological studies of fluorinated graphene. Tribology 2024, 44, 854–870. [Google Scholar] [CrossRef]
- Sun, F.; Xu, H. A review of biomimetic research for erosion wear resistance. Bio-Des. Manuf. 2020, 3, 331–347. [Google Scholar] [CrossRef]
- Bahramnia, H.; Semnani, H.M.; Habibolahzadeh, A.; Abdoos, H. Epoxy/polyurethane nanocomposite coatings for anti-erosion/wear applications: A review. J. Compos. Mater. 2020, 54, 3189–3203. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabu, V. A review on erosion studies of fiber-reinforced polymer composites. J. Reinf. Plast. Compos. 2017, 36, 1019–1027. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, J.; Zhu, B.; Niu, S.; Han, Z.; Ren, L. Progress in Bio-inspired Anti-solid Particle Erosion Materials: Learning from Nature but Going beyond Nature. Chin. J. Mech. Eng. 2020, 33, 1516–1541. [Google Scholar] [CrossRef]
- Ye, S.; Yu, Q.; Li, K.; Tan, F.; Fan, Q.; Tan, G.; Huang, X. The Tribological and Sealing Properties of PFA Composites. Int. J. Polym. Sci. 2018, 2018, 2302407. [Google Scholar]
- Wu, Y.; Zhou, Y.; Li, J.; Zhou, H.; Zhao, H.; Chen, J. Influence of fillers dispersion on friction and wear performance of solution styrene butadiene rubber composites. J. Appl. Polym. Sci. 2016, 133, 43589. [Google Scholar] [CrossRef]
- Talib, A.A.A.; Jumahat, A.; Jawaid, M.; Sapiai, N.; Nagarajan, R. Wear properties of nanoclay modified basalt fibre composites under dry adhesive sliding, two-body abrasive, and slurry pot erosive. Polym. Bull. 2022, 79, 10823–10840. [Google Scholar] [CrossRef]
- Toshiaki, N.; Takeshi, Y.; Kei, S.; Yuhei, I.; Kazuo, H. Wear behavior of thermoplastic urethane for the outer soles of spike shoes. Wear 2022, 490–491, 204105. [Google Scholar]
- Wang, Q.; Wang, H.; Wang, Y.; Yan, F. Influence of surface roughness on the microdynamic friction and wear performance of UHMWPE. Tribology 2015, 35, 441–447. [Google Scholar]
- Wu, B.; Xiao, G.; An, B.; Wu, T.; Shen, Q. Numerical study of wheel/rail dynamic interactions for high-speed rail vehicles under low adhesion conditions during traction. Eng. Fail. Anal. 2022, 137, 106266. [Google Scholar] [CrossRef]
- Ali, E.; Giovanni, R.; Ramirez, G.; Eryilmaz, O.L.; Narayanan, B.; Liao, Y.; Kamath, G.; Sankaranarayanan, S.K.R.S. Carbon-based tribofilms from lubricating oils. Nature 2016, 536, 67–71. [Google Scholar]
- Marko, M.D.; Kyle, J.P.; Wang, Y.S.; Terrell, E.J. Tribological investigations of the load, temperature, and time dependence of wear in sliding contact. PLoS ONE 2017, 12, e0175198. [Google Scholar] [CrossRef]
- Fan, L.; Wang, Y.; Chen, Q.; Liu, X.; Guo, P.; Yang, S.; Cai, M.; Bai, Y.; Zhou, F. Study on the film-forming mechanism of thermoreversible supramolecular gel lubricants under elasto-fluid lubrication. Tribology 2024, 44, 585–596. [Google Scholar] [CrossRef]
- Liu, Y.; Gao, G.; Jiang, D. Experimental Research of Abnormal Wear for Water-Lubricated Polymer Bearings under Low Speed, Heavy Pressure, and High-Water Temperature. Polymers 2023, 15, 1227. [Google Scholar] [CrossRef]
- Chen, J.; Fang, L.; Chen, H.; Sun, K.; Dang, S.; Han, J. The loading speed facilitating stress relaxation behaviors of surface-modified silicon: A molecular dynamics study. J. Mol. Model. 2022, 28, 160. [Google Scholar] [CrossRef]
- Zhu, H.; Chen, J.; Chen, H.; Fang, L.; Sun, K. Loading Direction-Dependent Mechanical Properties of Columnar Polycrystal: A Molecular Dynamics Study. J. Mater. Eng. Perform. 2021, 30, 1970–1980. [Google Scholar] [CrossRef]
- Chen, J.; Fang, L.; Zhang, M.; Peng, W.; Sun, K.; Han, J. Stress Relaxation Behaviors of Monocrystalline Silicon Coated with Amorphous SiO2 Film: A Molecular Dynamics Study. Acta Mech. Solida Sin. 2021, 34, 506–515. [Google Scholar] [CrossRef]
- Sun, K.; Chen, J.; Wu, B.; Wang, L.; Fang, L. Size-Dependent Mechanical Properties of Amorphous SiO2 Nanowires: A Molecular Dynamics Study. Materials 2020, 13, 5110. [Google Scholar] [CrossRef]
- Liu, X.; Huang, J.; Yang, C.; Xing, S.; Wang, P.; Zhou, X. Molecular dynamics simulations probing the effects of interfacial interactions on the tribological properties of nitrile butadiene rubber/nano-SiO2 under water lubrication. Mater. Today Commun. 2022, 32, 104165. [Google Scholar] [CrossRef]
- Rajdeep, P.; Sumit, B. Adhesive wear behaviour of surface modified bamboo filler reinforced polymer composite under different contact condition. J. Nat. Fibers 2022, 19, 12208–12223. [Google Scholar]
- Yang, C.; Zhou, X.; Huang, J.; Kuang, F.; Liu, X. Effects of sediment size and type on the tribological properties of NBR in water. Wear 2021, 477, 203800. [Google Scholar] [CrossRef]
- Liu, S.; Tan, G.; Wang, D. Microbubble Phenomenon in Contact Area Between Soft Tribological Interfaces in Sliding Contact. Tribol. Lett. 2015, 57, 17. [Google Scholar] [CrossRef]
- Lv, X.; Song, S.; Wang, H.; Wang, S. Effect of CO2 Gas on the Swelling and Tribological Behaviors of NBR Rubber in Water. J. Mater. Sci. Technol. 2015, 31, 1282–1288. [Google Scholar] [CrossRef]
- Gao, C.; Guo, G.; Zhao, F.; Wang, M.; Jim, B.; Wetzel, B.; Zhang, G.; Wang, Q. Tribological behaviors of epoxy composites under water lubrication conditions. Tribol. Int. 2016, 95, 333–341. [Google Scholar] [CrossRef]
- Hedayati, H.; Mofidi, A.; Fadhli, A.A.; Aramesh, M. Solid Lubricants Used in Extreme Conditions Experienced in Machining: A Comprehensive Review of Recent Developments and Applications. Lubricants 2024, 12, 69. [Google Scholar] [CrossRef]
- Tobar, G.M.; Urgiles, C.W.R.; Cordero, J.B.; Matute, J.G. Nanotechnology in Lubricants: A Systematic Review of the Use of Nanoparticles to Reduce the Friction Coefficient. Lubricants 2024, 12, 166. [Google Scholar] [CrossRef]
- Han, T.; Zhang, S.; Zhang, C. Unlocking the secrets behind liquid superlubricity: A state-of-the-art review on phenomena and mechanisms. Friction 2022, 10, 1137–1165. [Google Scholar] [CrossRef]
- Han, T.; Zhang, C.; Chen, X.; Li, J.; Wang, W.; Luo, J. Contribution of a Tribo-Induced Silica Layer to Macroscale Superlubricity of Hydrated Ions. J. Phys. Chem. C 2019, 123, 20270–20277. [Google Scholar] [CrossRef]
- Han, T.; Yi, S.; Zhang, C.; Li, J.; Chen, X.; Luo, J.; Banquy, X. Superlubrication Obtained with Mixtures of Hydrated Ions and Polyethylene Glycol Solutions in the Mixed and Hydrodynamic Lubrication Regimes. J. Colloid Interface Sci. 2020, 579, 479–488. [Google Scholar] [CrossRef] [PubMed]
- Han, T.; Zhang, C.; Li, J.; Yuan, S.; Chen, X.; Zhang, J.; Luo, J. Origins of Superlubricity Promoted by Hydrated Multivalent Ions. J. Phys. Chem. Lett. 2020, 11, 184–190. [Google Scholar] [CrossRef] [PubMed]
- Han, T.; Zhao, M.; Sun, C.; Zhao, R.; Xu, W.; Zhang, S.; Singh, S.; Luo, J.; Zhang, C. Macroscale Superlubricity of Hydrated Anions in the Boundary Lubrication Regime. ACS Appl. Mater. Interfaces 2023, 15, 42094–42103. [Google Scholar] [CrossRef]
- Han, T.; Cao, W.; Xu, Z.; Adibnia, V.; Olgiati, M.; Valtiner, M.; Ma, L.; Zhang, C.; Ma, M.; Luo, J. Hydration layer structure modulates superlubrication by trivalent La3+ electrolytes. Sci. Adv. 2023, 9, eadf3902. [Google Scholar] [CrossRef]
- Zhao, R.; Han, T.; Zhang, C.; Yu, Q. Disparate External Electric Field Effect on the Adsorption and Shear Behavior of Monovalent and Trivalent Ions in Electrolyte Solution. Nano Lett. 2024, 24, 7941–7947. [Google Scholar] [CrossRef]
- Luo, L.; He, L.; Shi, Y.; Li, X.; Tan, G. Friction Performance of Self-Emulsifying Esters and Organic Phosphate Esters Mixed Aqueous Solution on the Surface of TB6 Titanium Alloy. Lubricants 2023, 11, 276. [Google Scholar] [CrossRef]
- Gao, T.; Li, J.; Wang, W.; Luo, J. Extremely low friction on gold surface with surfactant molecules induced by surface potential. Friction 2022, 11, 513–523. [Google Scholar] [CrossRef]
- Wang, Z.; Li, J.; Liu, Y.; Luo, J. Macroscale superlubricity achieved between zwitterionic copolymer hydrogel and sapphire in water. Mater. Des. 2020, 188, 108441. [Google Scholar] [CrossRef]
- Wang, Q.; Zheng, Q.; Luo, Y.; Huang, W. Torsion Wear Behavior of PEEK-on-UHMWPE as an All-Polymer Joint Combination in Total Knee Replacement. Tribol. Trans. 2022, 65, 375–387. [Google Scholar] [CrossRef]
- Michael, K.; Martin, D.; René, F.; Marie-Theres, W.; Niels, M. Sliding friction and wear of human teeth against biocompatible polyether ether ketone (PEEK) under various wear conditions. Wear 2021, 486–487, 204110. [Google Scholar]
- Felix, S.; Fee, A.; Hendrik, R.; Felicitas, M.; Marcel, R.; Bogna, S. Methodology investigation: Impact of crown geometry, crown, abutment and antagonist material and thermal loading on the two-body wear of dental materials. Dent. Mater. 2021, 38, 266–280. [Google Scholar]
- Rodriguez, V.; Sukumaran, J.; Schlarb, A.; Baets, P.D. Reciprocating sliding wear behaviour of PEEK-based hybrid composites. Wear 2016, 362–363, 161–169. [Google Scholar] [CrossRef]
- Saravanan, I.; Perumal, E.A.; Issac, F.R. Wear study of cross linked UHMWPE hybrid composite-TiN interface. Surf. Interfaces 2016, 4, 42–50. [Google Scholar] [CrossRef]
- Wang, R.; Qu, J.; Huang, H.; Lu, W.; Shen, D. Tribological anisotropic behavior of oriented carbon nanotube/styrene-butadiene rubber composites. J. Mater. Eng. 2024, 52, 179–187. [Google Scholar] [CrossRef]
- Damijan, Z.; Jože, T.; Roman, š.; Zoran, B. Investigation of the durability and performance of autoclave-cured, woven carbon fiber-reinforced polymer composite gears in mesh with a steel pinion. Compos. Struct. 2021, 273, 204110. [Google Scholar]
- Bahçe, E.; Emir, E. Investigation of wear of ultra high molecular weight polyethylene in a soft tissue behaviour knee joint prosthesis wear test simulator. J. Mater. Res. Technol. 2019, 8, 4642–4650. [Google Scholar] [CrossRef]
- Khafidh, M.; Setiyana, B.; Jamari, J.; Masen, M.A.; Schipper, D.J. Understanding the occurrence of a wavy wear track on elastomeric materials. Wear 2018, 412–413, 23–29. [Google Scholar] [CrossRef]
- Daniel, J.D.; Panneerselvam, K. Investigation on Thermal and Tribological Properties of Polypropylene/Spheri Glass 3000 Composites Processed by Melt Intercalation Method. Silicon 2019, 11, 2885–2894. [Google Scholar] [CrossRef]
- Zhao, G.; Hussainova, I.; Antonov, M.; Wang, Q.; Wang, T.; Yung, D. Effect of temperature on sliding and erosive wear of fiber reinforced polyimide hybrids. Tribol. Int. 2015, 82, 525–533. [Google Scholar] [CrossRef]
- Song, S.; Nie, R.; Wang, S.; Li, Y. Tribological properties of swollen nitrile rubber under dry and wet sliding conditions. Mater. Res. Express 2019, 7, 015311. [Google Scholar] [CrossRef]
- Paveena, T.; Sirinthorn, T.; Narongrit, S. Cure and mechanical properties and abrasive wear behavior of natural rubber, styreneâ butadiene rubber and their blends reinforced with silica hybrid fillers. Mater. Des. 2014, 53, 856–864. [Google Scholar]
- Yang, J.; Feng, X.; Nie, S.; Dong, J.; Jiang, L.; Xu, Y. Simultaneously enhanced friction and wear resistances of epoxy nanocomposites modified by nickel phyllosilicate nanoflowers under wet sliding conditions. Polym. Compos. 2023, 44, 3054–3067. [Google Scholar] [CrossRef]
- Bicer, A.Z.Y.; Karakis, D.; Dogan, A.; Mert, F. A comparison of wear rate of direct and indirect resin composites: A two-body wear abrasion test. J. Compos. Mater. 2015, 49, 2599–2607. [Google Scholar] [CrossRef]
- Wu, J.; Chen, L.; Chen, D.; Wang, Y.; Su, B.; Cui, Z. Experiment and Simulation Research on the Fatigue Wear of Aircraft Tire Tread Rubber. Polymers 2021, 13, 1143. [Google Scholar] [CrossRef]
- Hu, K.; Yang, J. Aging and tribological behavior of styrene butadiene rubber conveyor belts under combined seawater dry-wet conditions. Mater. Res. Express 2022, 9, 095305. [Google Scholar] [CrossRef]
- Yang, J.; Liu, Z.; Cheng, Q.; Liu, X.; Deng, T. The effect of wear on the frictional vibration suppression of water-lubricated rubber slat with/without surface texture. Wear 2019, 426–427, 1304–1317. [Google Scholar] [CrossRef]
- Budi, S.; Muhammad, K.; Mohammad, T.; Rifky, I.; Jamari; Jan, S.D. Friction and Wear Pattern of Silica-Reinforced Styrene-Butadiene Rubber (SBR) in Sliding Contact with a Blade Indenter. Lubricants 2021, 9, 110. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, Y.; Li, J.; Zhou, H.; Chen, J.; Zhao, H. A comparative study on wear behavior and mechanism of styrene butadiene rubber under dry and wet conditions. Wear 2016, 356–357, 1–8. [Google Scholar] [CrossRef]
- Hua, C.; Zhao, S.; Lin, L.; Schlarb, A.K. Tribological performance of a polyethersulfone (PESU)-based nanocomposite with potential surface changes of the metallic counterbody. Appl. Surf. Sci. 2023, 636, 095305. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, X.; Ren, E. Friction and Wear Mechanism between Rubber and Nickel for Water Lubricated Bearings. Adv. Mater. Res. 2012, 1838, 91–94. [Google Scholar] [CrossRef]
- Wu, J.; Luo, H.; Li, H.; Su, B.; Wang, Y.; Li, Z. The Influence of Hydrothermal Aging on the Dynamic Friction Model of Rubber Seals. Polymers 2020, 12, 102. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, J.; Fan, J.; Gao, J. Research on erosion wear of high-pressure pipes during hydraulic fracturing slurry flow. J. Loss Prev. Process Ind. 2016, 43, 438–448. [Google Scholar] [CrossRef]
- Liu, B.; Bao, L.; Xu, A. Effect of fabric orientation and impact angle on the erosion behavior of high-performance thermoplastic composites reinforced with ductile fabric. Wear 2016, 352–353, 24–30. [Google Scholar] [CrossRef]
- Pradhan, S.; Acharya, K.S. Solid particle erosive wear behaviour of Eulaliopsis binata fiber reinforced epoxy composite. Proc. Inst. Mech. Eng. Part J 2020, 235, 135065012093164. [Google Scholar] [CrossRef]
- Zhao, F.; Chen, H.; Ren, J.; Wang, C.; Ma, B. Erosive wear of in-situ transformed carbon fiber toughened alumina ceramic composites. Chin. J. Eng. 2016, 38, 1596–1602. [Google Scholar]
- Shen, M.; Dong, F.; Zhang, Z.; Meng, X.; Peng, X. Effect of abrasive size on friction and wear characteristics of nitrile butadiene rubber (NBR) in two-body abrasion. Tribol. Int. 2016, 103, 1–11. [Google Scholar] [CrossRef]
- Reddy, P.A.; Krishna, V.P.; Rao, R. Two-body abrasive wear behaviour of AA6061-2SiC-2Gr hybrid nanocomposite fabricated through ultrasonically assisted stir casting. J. Compos. Mater. 2019, 53, 2165–2180. [Google Scholar] [CrossRef]
- Kumar, R.S.; Amit, T.; Satyabrata, D. Microstructure, mechanical properties and two-body abrasive wear behaviour of hypereutectic Al-Si-SiC composite. Trans. Nonferrous Met. Soc. China 2020, 30, 65–75. [Google Scholar]
- Savaş, S.; Gurbanov, N.; Doğan, M. Effect of fiber type, fiber content, and compatibilizer on two-body abrasive wear performance of HDPE matrix composites. J. Compos. Mater. 2019, 53, 2743–2760. [Google Scholar] [CrossRef]
- Manoj, P.; Prakash, O.M.; Raghavendra, G.; Shakuntala, O.; Somaiah, M.C.; Alamgir, M. Study of environmental behavior and its effect on solid particle erosion behavior of hierarchical porous activated carbon–epoxy composite. Polym. Compos. 2022, 43, 2276–2287. [Google Scholar]
- Xu, H.; An, L.; Dong, L.; Fan, R. Advances in tribology of materials for service in polar marine environments. Surf. Technol. 2023, 52, 260–273. [Google Scholar]
- Balasubramanian, V.; Niksan, O.; Jain, M.C.; Golovin, K.; Zarifi, M.H. Non-destructive erosive wear monitoring of multi-layer coatings using AI-enabled differential split ring resonator based system. Nat. Commun. 2023, 14, 4916. [Google Scholar] [CrossRef] [PubMed]
- Nie, R.; Song, S.; Wang, S. Interaction between swelling behavior and erosion resistance of nitrile-butadiene rubber vulcanizates in sodium chloride solution. Mater. Res. Express 2019, 6, 075330. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, Y.; Zhao, W. Constructing PANI@CF hybrids enhanced epoxy coatings with integrated functionalities of interfacial enhancement, erosion wear resistance and anti-corrosion. Chem. Eng. J. 2024, 488, 150933. [Google Scholar] [CrossRef]
- Xu, L.; Shen, D.; Yang, H.; Lu, L.; Deng, Z. Study on erosion wear characteristics of toughened epoxy resin based on bionics. Surf. Technol. 2024, 53, 118–127+138. [Google Scholar] [CrossRef]
- Jiang, L.; Yang, Y.; Fu, J.; Teng, W.; Wang, H. Erosive wear analysis of bamboo fiber-reinforced high-density polyethylene composites: Effect of aluminum oxide. Polym. Compos. 2022, 43, 3823–3830. [Google Scholar] [CrossRef]
- Patnaik, K.P.; Biswas, S. Effect of blast furnace slag content on mechanical and slurry abrasion behavior of needle-punched nonwoven fabric reinforced epoxy composites. Adv. Polym. Technol. 2018, 37, 1764–1773. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Minkkinen, J.; Kuokkala, V.T. Edge and particle embedment effects in low-and high-stress slurry erosion wear of steels and elastomers. Wear 2017, 388–389, 126–135. [Google Scholar] [CrossRef]
- Suihkonen, R.; Lindgren, M.; Siljander, S.; Sarlin, E.; Vuorinen, J. Erosion wear of vinylester matrix composites in aqueous and acidic environments at elevated temperatures. Wear 2016, 358–359, 7–16. [Google Scholar] [CrossRef]
- Padmaraj, N.H.; Vijaya, K.M.; Shreepannaga; Amritha, U.; Dayananda, P. Slurry erosion behaviour of carbon/epoxy quasi-isotropic laminates based on Taguchi’s optimization method. Eng. Fail. Anal. 2021, 123, 105274. [Google Scholar] [CrossRef]
- Pankaj, A.; Mukesh, K.; Ankush, S.; Mahavir, C.; Deepika, S.; Amar, P. Experimental and numerical investigation on slurry erosion performance of hybrid glass/steel fiber reinforced polymer composites for marine applications. Polym. Compos. 2022, 43, 5592–5610. [Google Scholar]
- Wichain, C.; Liu, Y.; Vince, C.; Chris, B.; Alan, B. Development of slurry-jet erosion test for elastomeric materials. Wear 2022, 488–489, 204125. [Google Scholar]
- Yang, J.; Zhou, Y.; Li, L.; Wang, E.; Wang, L. Study of the erosive wear behavior of chlorinated rubber coatings. Tribology 2016, 36, 110–116. [Google Scholar]
- Prakash, M.O.; Raghavendra, G.; Ojha, S.; Kumar, D. Investigation of tribological properties of biomass developed porous nano activated carbon composites. Wear 2020, 466–467, 203523. [Google Scholar] [CrossRef]
- Panchal, M.; Raghavendra, G.; Prakash, M.O.; Ojha, S. Effects of Environmental Conditions on Erosion Wear of Eggshell Particulate Epoxy Composites. Silicon 2018, 10, 627–634. [Google Scholar] [CrossRef]
- Li, J.; Wang, J.; Xiao, K. Study on sand erosion wear of water lubricated rubber alloy bearings in spiral groove. Lubr. Eng. 2012, 37, 43–48+80. [Google Scholar]
- Kopchenkov, G.V. Wear Mechanism of Elastomers under the Direct Impact of Solid Particles in an Aqueous Medium. J. Frict. Wear 2018, 39, 548–552. [Google Scholar] [CrossRef]
- Marlin, P.; Chahine, L.G. Erosion and heating of polyurea under cavitating jets. Wear 2018, 414–415, 262–274. [Google Scholar] [CrossRef]
- Shanmugam, V.; Uthayakumar, M.; Arumugaprabu, V.; Abdul, M.M.S.; Johnson, R.D.J. A Study on Erosion Wear Behavior of Alkaline and Silane Modified Coconut Sheath and Red Mud Reinforced Hybrid Composites. J. Nat. Fibers 2022, 19, 8135–8151. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, C.; Su, B.; Dong, J.; Wang, Y.; Gond, B.K. New method for studying the macro-micro contact properties between smooth metal and silicone rubber. Int. J. Adv. Manuf. Technol. 2018, 96, 1761–1767. [Google Scholar] [CrossRef]
- Dong, F.; Shen, M.; Peng, X.; Meng, X. Surface Roughness Effect on the Friction and Wear Behaviour of Acrylonitrile–Butadiene Rubber (NBR) Under Oil Lubrication. Tribol. Lett. 2017, 65, 10. [Google Scholar]
- Shen, M.; Zhang, J.; Meng, X.; Li, X.; Peng, X. Influence of Al2O3 particles on the friction and wear behaviors of nitrile rubber against 316L stainless steel. J. Zhejiang Univ. Sci. A 2015, 16, 151–160. [Google Scholar] [CrossRef]
- Qin, K.; Zhou, Q.; Zhang, K.; Feng, Y.; Zhang, T.; Zheng, G.; Xia, B.; Liu, B. Non-uniform abrasive particle size effects on friction characteristics of FKM O-ring seals under three-body abrasion. Tribol. Int. 2019, 136, 216–223. [Google Scholar] [CrossRef]
- Shen, M.; Li, B.; Zhang, Z.; Zhao, L.; Xiong, G. Abrasive wear behavior of PTFE for seal applications under abrasive-atmosphere sliding condition. Friction 2019, 8, 755–767. [Google Scholar] [CrossRef]
- Ray, S. Parametric Optimization and Prediction of Abrasion Wear Behavior of Marble-Particle-Filled Glass–Epoxy Composites Using Taguchi Design Integrated with Neural Network. JOM 2021, 73, 2050–2059. [Google Scholar] [CrossRef]
- Chen, S.; Shen, B.; Sun, F. The influence of normal load on the tribological performance of electrophoretic deposition prepared graphene coating on micro-crystalline diamond surface. Diam. Relat. Mater. 2017, 76, 50–57. [Google Scholar] [CrossRef]
- Sonber, J.; Raju, K.; Murthy, T.; Sairam, K.; Nagaraj, A.; Majumdar, S.; Kain, V. Friction and wear properties of zirconium diboride in sliding against WC ball. Int. J. Refract. Met. Hard Mater. 2018, 76, 41–48. [Google Scholar] [CrossRef]
- Lin, L.; Ecke, N.; Kamerling, S.; Sun, C.; Wang, H.; Song, X.; Wang, K.; Zhao, S.; Zhang, J.; Schlarb, A.K. Study on the impact of graphene and cellulose nanocrystal on the friction and wear properties of SBR/NR composites under dry sliding conditions. Wear 2018, 414, 43–49. [Google Scholar] [CrossRef]
- Pani, B.; Chandrasekhar, P.; Singh, S. Three Body Abrasion Wear Behavior of Iron-Mud/Glass Fiber Reinforced Epoxy Composite. Mater. Today Proc. 2018, 5, 27845–27851. [Google Scholar] [CrossRef]
- Mishra, V.; Biswas, S. Three-body abrasive wear behavior of short jute fiber reinforced epoxy composites. Polym. Compos. 2016, 37, 270–278. [Google Scholar] [CrossRef]
- Erol, F. Abrasive wear, thermal and viscoelastic behaviors of rubber seal materials used in different working conditions. Proc. Inst. Mech. Eng. 2015, 229, 64–73. [Google Scholar]
- Song, S.; Wang, S.; Nie, R.; Li, Y. Dissolution mechanism of nitrile rubber in aqueous medium and its effect on abrasive wear behavior. Tribology 2021, 41, 56–64. [Google Scholar]
- Zaghloul, M.M.Y.; Steel, K.; Veidt, M.; Heitzmann, M.T. Wear behaviour of polymeric materials reinforced with man-made fibres: A comprehensive review about fibre volume fraction influence on wear performance. J. Reinf. Plast. Compos. 2022, 41, 215–241. [Google Scholar] [CrossRef]
- Shen, M.; Li, B.; Rong, K.; Yuan, C.; Zhang, Z.; Zhang, J.; Xiong, G. Influence of abrasive particle size on the tribological behavior of rubber seals under water lubrication conditions. Tribology 2020, 40, 252–259. [Google Scholar]
- Shen, M.; Li, B.; Li, S.; Xiong, G.; Ji, D.; Zhang, Z. Effect of particle concentration on the tribological properties of NBR sealing pairs under contaminated water lubrication conditions. Wear 2020, 456–457, 203381. [Google Scholar] [CrossRef]
- Yuan, C.; Guo, Z.; Tao, W.; Dong, C.; Bai, X. Effects of different grain sized sands on wear behaviours of NBR/casting copper alloys. Wear 2017, 384–385, 185–191. [Google Scholar] [CrossRef]
- Sun, W.; Zhou, Q.; Zhang, K.; Zhou, Z.; Qin, K.; Yuan, T. Tribological behavior of ultra-high molecular weight polyethylene under abrasive environment. Tribology 2024, 44, 925–936. [Google Scholar] [CrossRef]
- Sui, P.; Anderle, S. Optimization of contact pressure profile for performance improvement of a rotary elastomeric seal operating in abrasive drilling environment. Wear 2011, 271, 2466–2470. [Google Scholar] [CrossRef]
- Farfán-Cabrera, I.L.; Gallardo-Hernández, A.E.; Pascual-Francisco, B.J.; Resendiz-Calderon, C.D.; Rosa, C.S. Experimental method for wear assessment of sealing elastomers. Polym. Test. 2016, 53, 116–121. [Google Scholar] [CrossRef]
- Zhou, Z.; Zhang, K.; Zhou, Q.; Qin, K.; Ling, X.; Sun, W.; Yuan, T. In-situ observation of particles invasion behavior into the sealing interface under vibration. Measurement 2023, 214, 112811. [Google Scholar] [CrossRef]
- Jensen, J.S.; Aghababaei, R. Experimental investigation of three-body wear for rubber seals in abrasive slurry environment. Wear 2023, 534–535, 205131. [Google Scholar] [CrossRef]
- Dong, C.; Yuan, C.; Bai, X.; Yang, Y.; Yan, X. Study on wear behaviours for NBR/stainless steel under sand water-lubricated conditions. Wear 2015, 332–333, 1012–1020. [Google Scholar] [CrossRef]
- Vishwas, M. Comparative study on three body abrasive wear behaviour of natural compliant thermoplastic composite under dry and lubricated conditions. J. Thermoplast. Compos. Mater. 2024, 37, 276–292. [Google Scholar]
- Sun, W.; Zhou, Q.; Zhang, K.; Qin, K.; Yuan, T.; Zhou, Z. Influence of rotation speed on abrasive wear behavior of the UHMWPE in lubrication environment. J. Appl. Polym. Sci. 2022, 139, e53114. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Y.; Xie, Y.; Long, S. Tribological properties of PA66 under different lubrication conditions. Tribology 2019, 39, 706–712. [Google Scholar]
- Liu, W.; Bai, X.; Yang, H.; Bao, R.; Liu, J. Tendon driven bistable origami flexible gripper for high-speed adaptive grasping. IEEE Rob. Autom. 2024, 9, 5417–5424. [Google Scholar] [CrossRef]
- Jiang, L.; He, C.; Fu, J.; Li, X. Wear Behavior of Alkali-Treated Sorghum Straw Fiber Reinforced Polyvinyl Chloride Composites in Corrosive Water Conditions. BioResources 2018, 13, 3362–3376. [Google Scholar] [CrossRef]
- Fendy Kussuma, M.H.S. Testing of mechanical characteristics of coconut fiber reinforced for composite brake pads for two-wheeled vehicles. IOP Conf. Ser. Mater. Sci. Eng. 2019, 546, 042018. [Google Scholar] [CrossRef]
- Rajasekhar, P.; Ganesan, G.; Senthilkumar, C. Wear Behavior of Coconut Fiber Reinforced Polyamide Matrix Composites. IJRTE 2017, 6, 2277–3878. [Google Scholar]
- Craciun, L.A.; Pinca-Bretotean, C.; Utu, D.; Josan, A. Tribological properties of nonasbestos brake pad material by using coconut fiber. IOP Conf. Ser. Mater. Sci. Eng. 2017, 163, 012014. [Google Scholar] [CrossRef]
- Akıncıoğlu, G.; Öktem, H.; Uygur, I.; Akıncıoğlu, S. Determination of Friction-Wear Performance and Properties of Eco-Friendly Brake Pads Reinforced with Hazelnut Shell and Boron Dusts. Arab. J. Sci. Eng. 2018, 43, 4727–4737. [Google Scholar] [CrossRef]
- Igorevna, C.N.; Vladimirovna, P.Z.; Vasil’yevna, P.D.; Lyubov, D. Synthesis and Properties of Polystyrene Composite Material with Hazelnut Shells. Polymers 2023, 15, 3212. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M.; Sharma, P.; Bapat, M.N. Influence of foaming agent on wear and mechanical properties of surface modified rice husk filled polyvinylchloride. Wear 2012, 278–279, 83–86. [Google Scholar] [CrossRef]
- Jiang, L.; Fu, J.; Liu, L.; Du, P. Wear and thermal behavior of basalt fiber reinforced rice husk/polyvinyl chloride composites. J. Appl. Polym. Sci. 2020, 138, 50094. [Google Scholar] [CrossRef]
- Chen, D.; Jiang, L.; Liu, D.; Fu, Q.; He, C. Creep and wear properties of four kinds of shell fiber/polyvinyl chloride wood-plastic composite. Acta Mater. Compos. Sin. 2018, 35, 1464–1471. [Google Scholar]
- Camporez, R.; Strey, N.; Machado, V.; Scandian, C. On the reciprocating sliding wear of polypropylene against polyamide 6 in dry and aqueous environments. Wear 2019, 426–427, 1018–1025. [Google Scholar] [CrossRef]
- Raut, A.; Nunez, E.E.; Sellers, R.; Rahman, M.S.; Polycarpou, A.A. The effect of reinforcing fillers on the tribological performance of PTFE composites for a sustainable environment. Wear 2024, 556–557, 205524. [Google Scholar] [CrossRef]
- Katheria, A.; Das, P.; Singh, H.; Nayak, J.; Paul, S.; Biswas, S.; Das, N.C. Highly flexible EMA/Fe3O4@g-C3N4 composite for thermal control and EMI shielding application. Colloids Surf. A 2024, 700, 134756. [Google Scholar] [CrossRef]
- Gorokhovsky, A.; Zherdetsky, N.; Burmistrov, I.; Mostovoy, A.; Borisov, R.; Atlasov, V. Wear resistant composites based on polypropylene filled with potassium polytitanate and their utilization by autocatalytic cracking. J. Polym. Res. 2024, 31, 250. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, T.; Yang, Y.; Qu, D. Mechanical and tribological properties of fluororubber enhanced by three carbon nanomaterials at a high temperature: A molecular simulation approach. J. Polym. Res. 2024, 31, 248. [Google Scholar] [CrossRef]
- Shi, X.; Kidaand, K.; Kashima, Y. Surface crack and wear of PPS polymer thrust bearings under rolling contact fatigue in water. Mater. Res. Innov. 2014, 18, S5-42–S5-47. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Load (N) | Ref. | Other Parameters | |||
|---|---|---|---|---|---|---|
| Sliding Speed (m/s) | Temperature (°C) | Materials | ||||
| Rubber | 0–50 | 10 | [64] | 0.1 | Room Temperature | NR, SBR, NR/SBR |
| 1.0, 1.5, 2.0 | [70] | 0.05 | Room Temperature | SBR | ||
| 50 | [74] | 0–0.1 | 20, 40, 60, 80 | Rubber | ||
| 10, 50, 100 | [68] | 0.00083 | 25 ± 3 | SBR | ||
| 50–100 | 50, 60, 70, 80, 90, 100 | [21] | 20 0 (r/min) | 15–25 | SSBR | |
| 60, 70, 80, 90 | [71] | 200 (r/min) | 15–25 | SBR | ||
| >100 | 200 | [63] | 1.4 | Room Temperature | NBR | |
| 100, 200, 300 | [67] | 0.06 | Room Temperature | Rubber | ||
| 300 | [73] | 900 (r/min) | 20 | Rubber | ||
| Plastic/Resin/Fiber | 0–50 | 50 | [54] | 0.0026 | 5, 37, 55 | PMMA, PEEK |
| 15 | [66] | 0.6 | 25 ± 3 | Resins | ||
| 20–40 | [35] | 200–2000 (m) | Room Temperature | Bamboo Filler | ||
| 50–100 | 100 | [53] | 0.1, 0.5, 1 | 18.8 ± 0.63 | PEEK | |
| 100 | [39] | 0.1, 0.2, 0.6, 1.0, 1.8, 3.0 | Room Temperature | EP | ||
| >100 | 120 | [65] | 100, 125, 150, 175, 200 (r/min) | Room Temperature | EP | |
| Type | Impact Speed (m/s) | Ref. | Other Parameters | |||
|---|---|---|---|---|---|---|
| Impact Angle (°) | Abrasive Grain (μm) | Materials | ||||
| Rubber | 0–10 | 3 | [96] | 0°, 22.5°, 45°, 67.5° | Quicksand (Hainan, CHN) | CR |
| 10–50 | 14 | [91] | 45, 90 | 100–600, 8000–10,000 | Rubber Polyurethane | |
| 22.8 | [86] | 45 | 380–830 | NBR | ||
| 15 | [100] | 45 | 4000 | Rubber | ||
| 30 | [95] | 10, 15, 20, 30, 45, 60, 90 | 392 | CR | ||
| Plastic/Resin/Fiber | 0–10 | 3.13 | [87] | 90 | 150 | EP |
| 4.8, 7.2 | [92] | 45 | 50–600 | FRP | ||
| 4.7 | [14] | 90 | 400 | EP/Aramid Fiber | ||
| 3.4 | [89] | 0–90 | 149 | HDPE/Bamboo Fiber | ||
| 10–50 | 10–50 | [94] | 30–90 | 160–265 (g/min) | EP | |
| >50 | 86, 101, 119 | [98] | 30, 45, 60, 90 | 200 ± 50 | EP | |
| 101, 119, 148 | [97] | 30, 45, 60, 90 | 1.467 ± 0.02 (g/min) | EP | ||
| 70, 100, 130 | [102] | 30, 60, 90 | 3–5 (g/min) | Modified Coconut Sheath and Red Mud-Reinforced Hybrid Composites/EP | ||
| 300 r/min | [22] | 90 | 200–630 | BFRP | ||
| 500/1000/1500 r/min | [93] | 15, 30, 45 | 230 ± 35.061 | C/EP | ||
| Type | Load (N) | Ref. | Other Parameters | |||
|---|---|---|---|---|---|---|
| Sliding Speed (m/s) | Abrasive Grain (μm) | Materials | ||||
| Rubber | 0–50 | 10 | [117] | 0.06 | 5.6–164 | NBR |
| 10 | [118] | 0.06 | 2.8–212 | NBR | ||
| 1.5 | [122] | 0.11 ± 0.01 | 4 | Silicone Rubber | ||
| 5–15 | [124] | 2900–4500 (r/min) | 133 | TPU, NBR, LSR | ||
| 10, 20, 30, 40 | [126] | 200 (r/min) | AFS60 | Jute/Natural Rubber, Flexible Green Composite | ||
| 7.85, 23.55, 39.25, 54.95, 70.65 | [125] | 0.11, 0.33, 0.55, 0.77, 1.1, 2.2 | 5–60 | NBR | ||
| 50–100 | 100 | [115] | 0.93 | 420–850 | NBR | |
| 54.53, 70.11, 85.69 | [119] | 0.11, 0.55, 1.1 | 4.5, 23, 48, 75 | NBR | ||
| >100 | 100–300 | [36] | 0.05–0.91 | 0–200 | NBR | |
| Plastic/Resin/Fiber | 0–50 | 10 | [24] | 0.005 | 120 | UHMWPE |
| 30 | [120] | 300 (r/min) | 5–100 | UHMWPE | ||
| 5 | [116] | 0.026–0.115 | 500, 714, 1430 | Man-made Fibers | ||
| 30 | [127] | 240, 300, 360, 420, 480 (r/min) | 25 | UHMWPE | ||
| >100 | 225, 250, 275, 300 | [128] | 0.12, 0.51, 0.90, 1.29 | 0.1 wt% | PA66 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, S.; Zhu, Z.; Du, S.; Li, Y.; Liu, C. Research on Polymer Wear under Water Conditions: A Review. Lubricants 2024, 12, 312. https://doi.org/10.3390/lubricants12090312
Song S, Zhu Z, Du S, Li Y, Liu C. Research on Polymer Wear under Water Conditions: A Review. Lubricants. 2024; 12(9):312. https://doi.org/10.3390/lubricants12090312
Chicago/Turabian StyleSong, Shuyuan, Zehan Zhu, Shaonan Du, Yunlong Li, and Changfu Liu. 2024. "Research on Polymer Wear under Water Conditions: A Review" Lubricants 12, no. 9: 312. https://doi.org/10.3390/lubricants12090312