Effect of Environmentally Friendly Oil on Ni-Ti Stent Wire Using Ultraprecision Magnetic Abrasive Finishing


Abstract
:1. Introduction
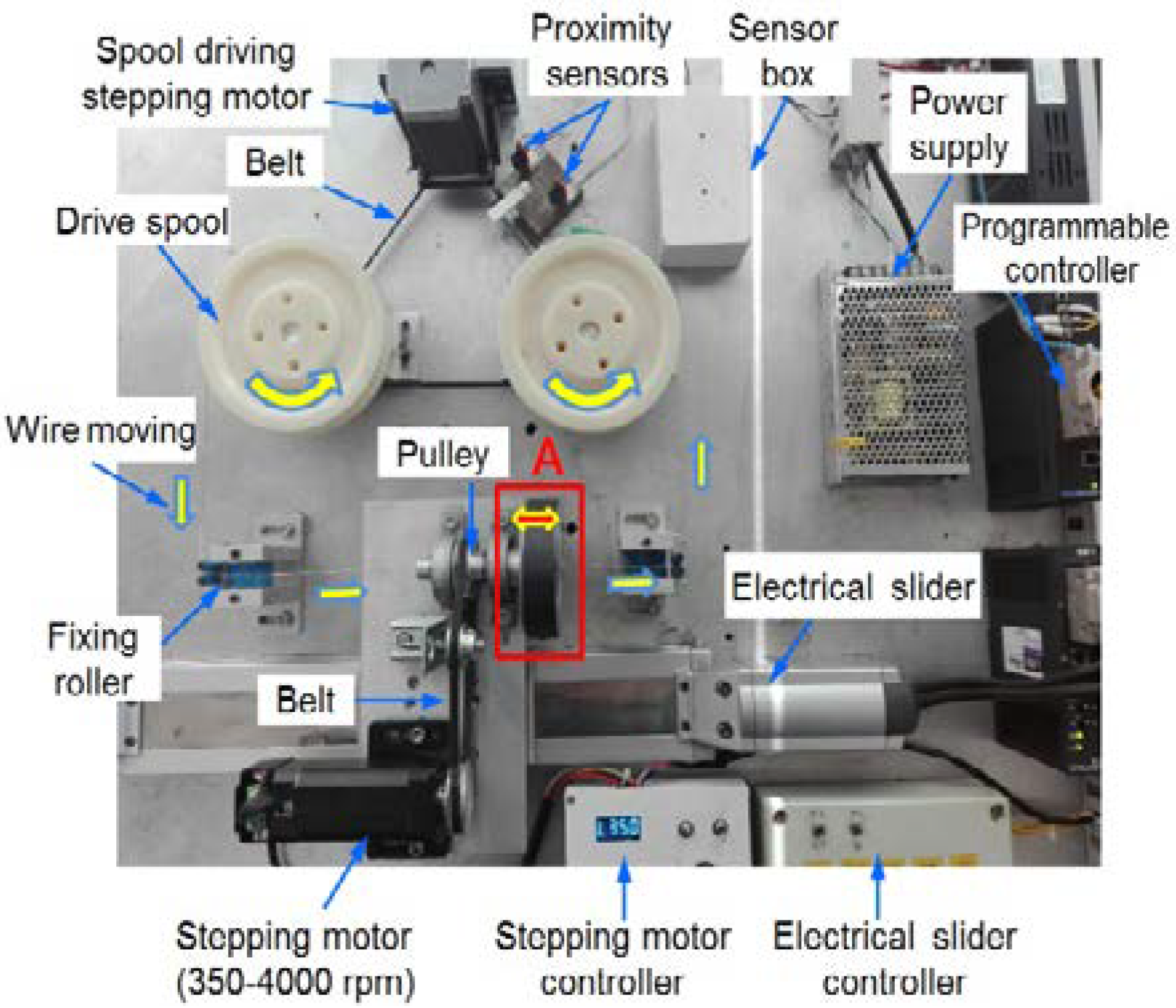
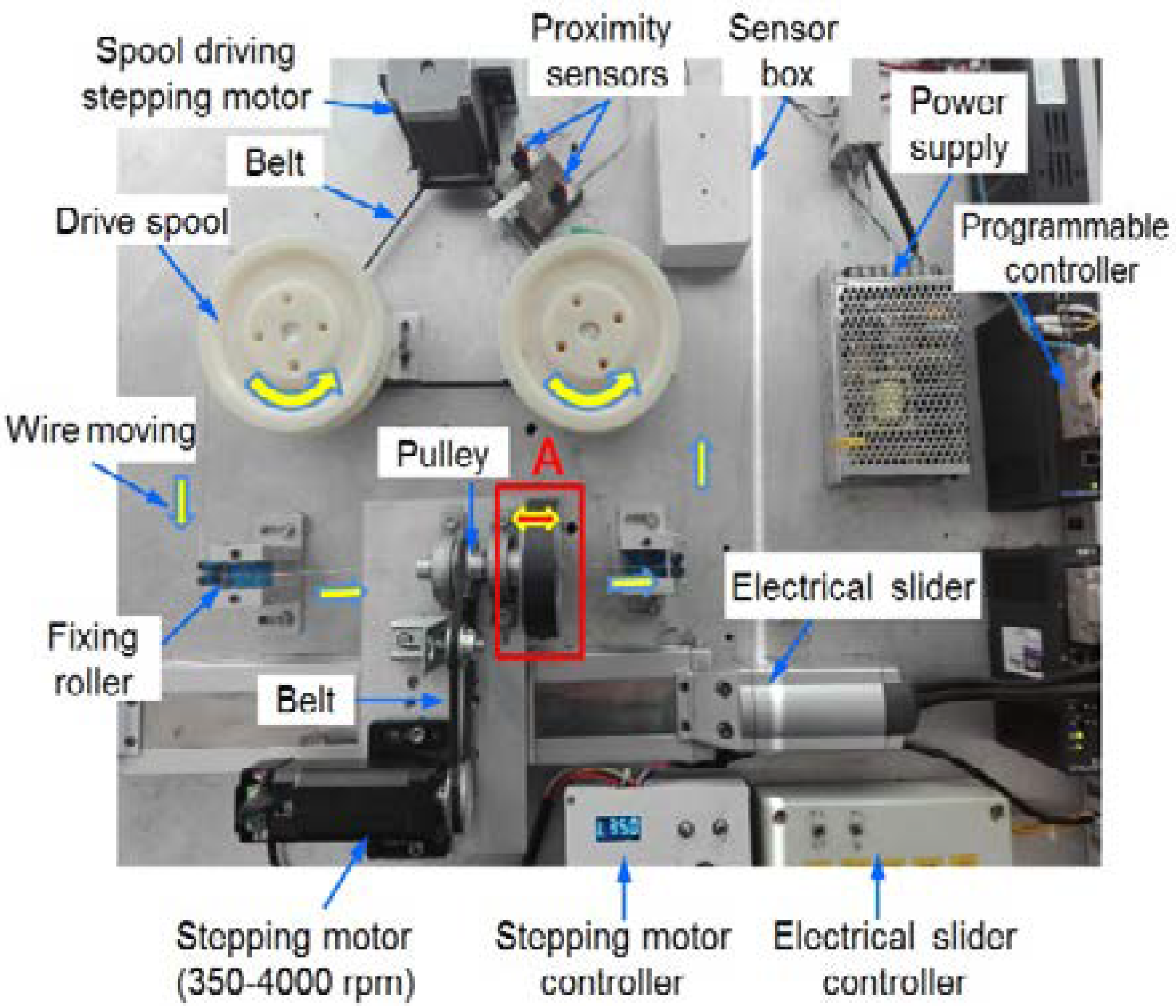
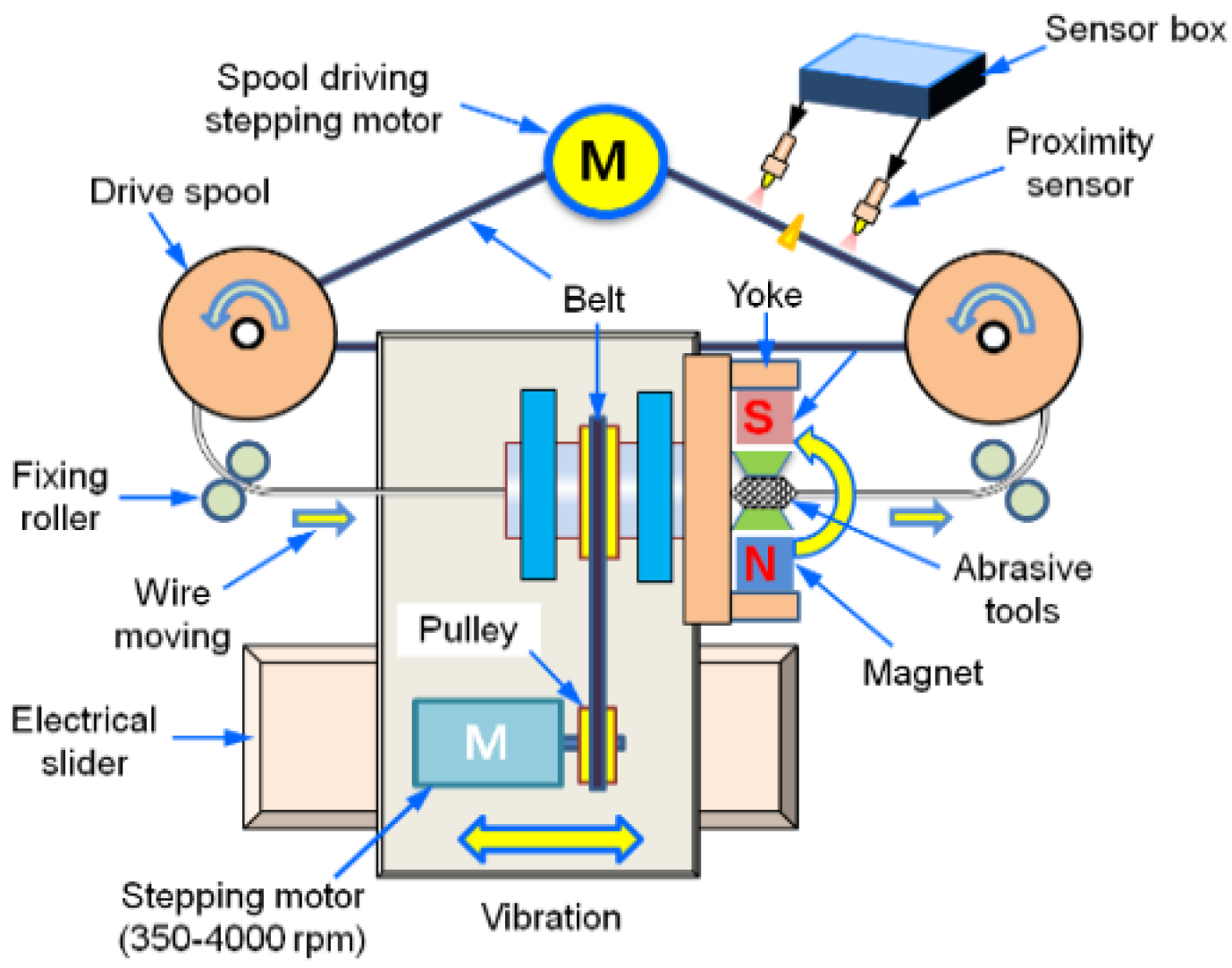
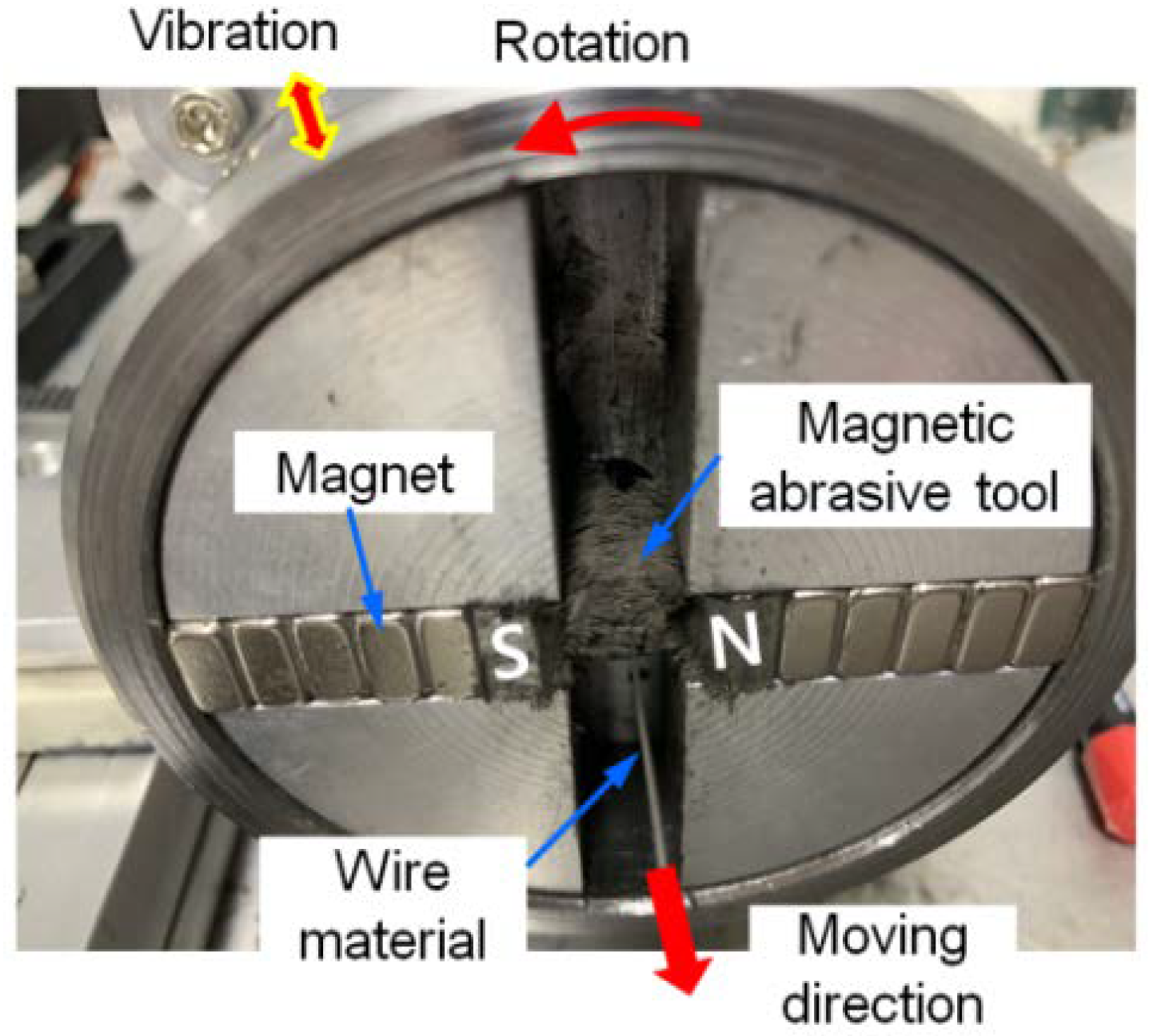
2. Experimental Method and Setup
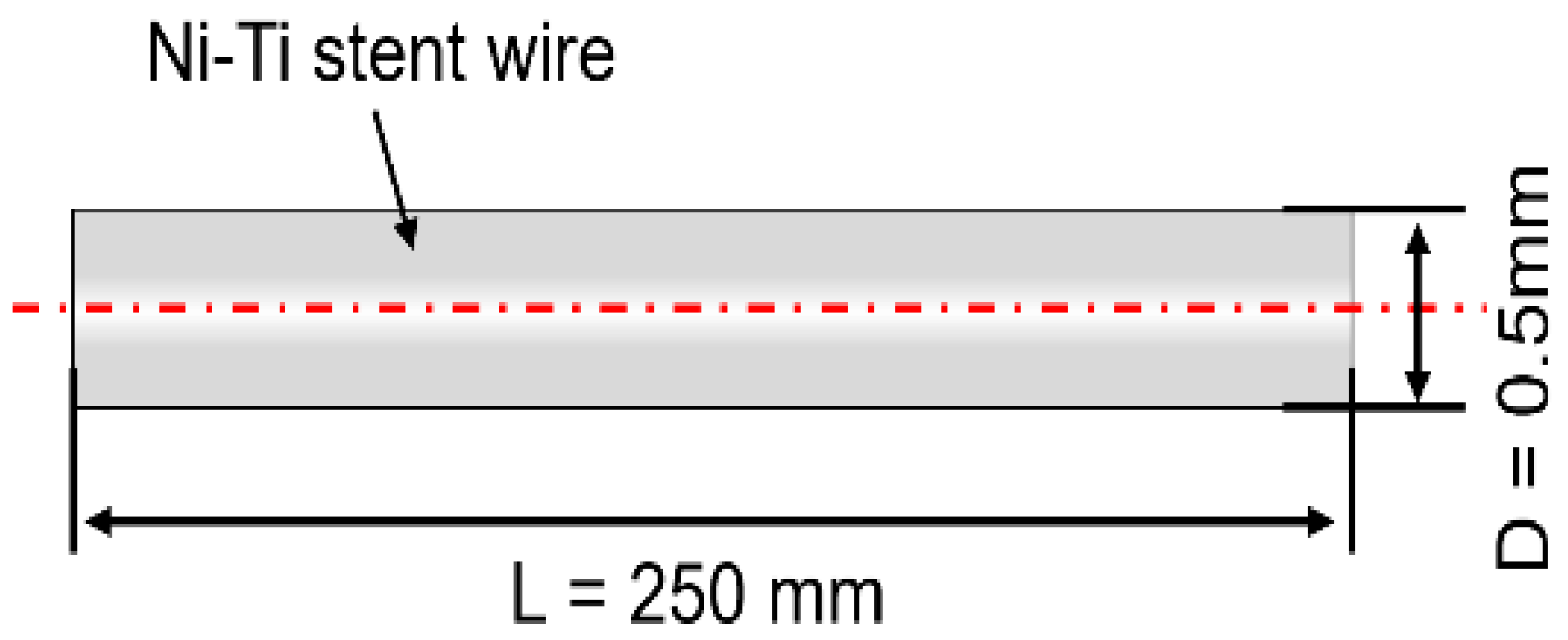
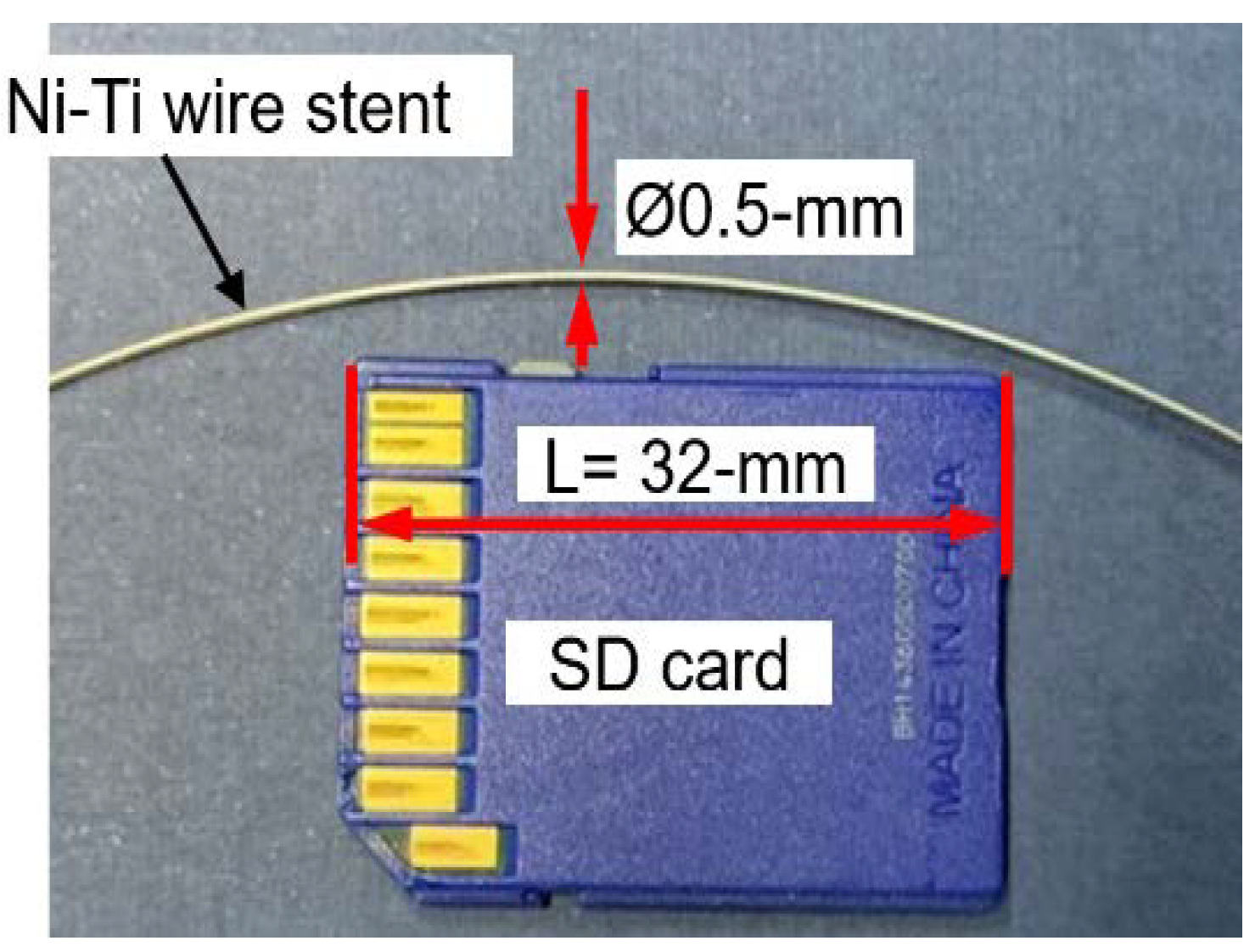
2.1. Materials
2.2. Typical Processing Oils
2.3. Experimental Conditions
3. Result and Discussion
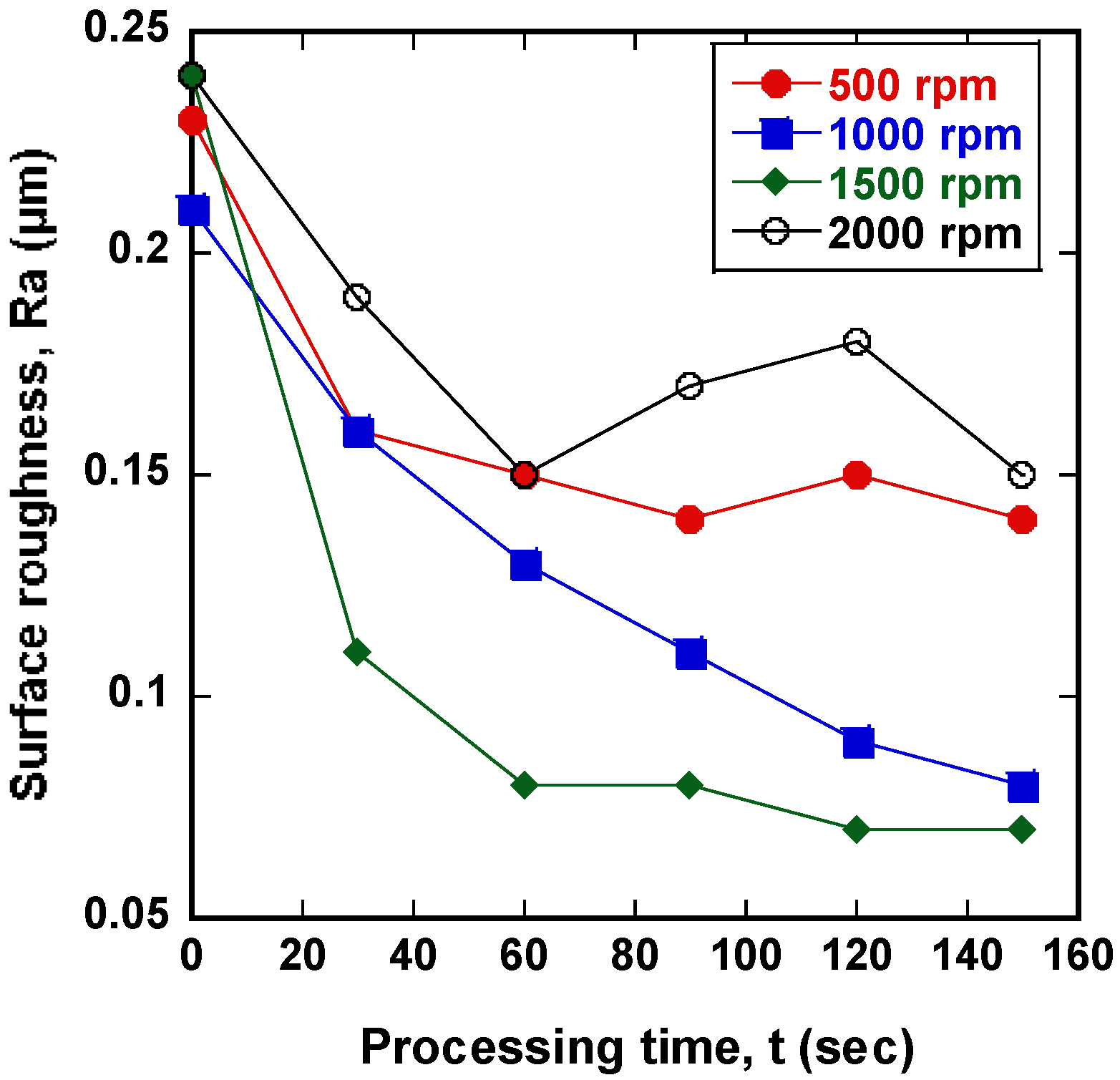
3.1. Effect of Light Oil on Finishing Characteristics
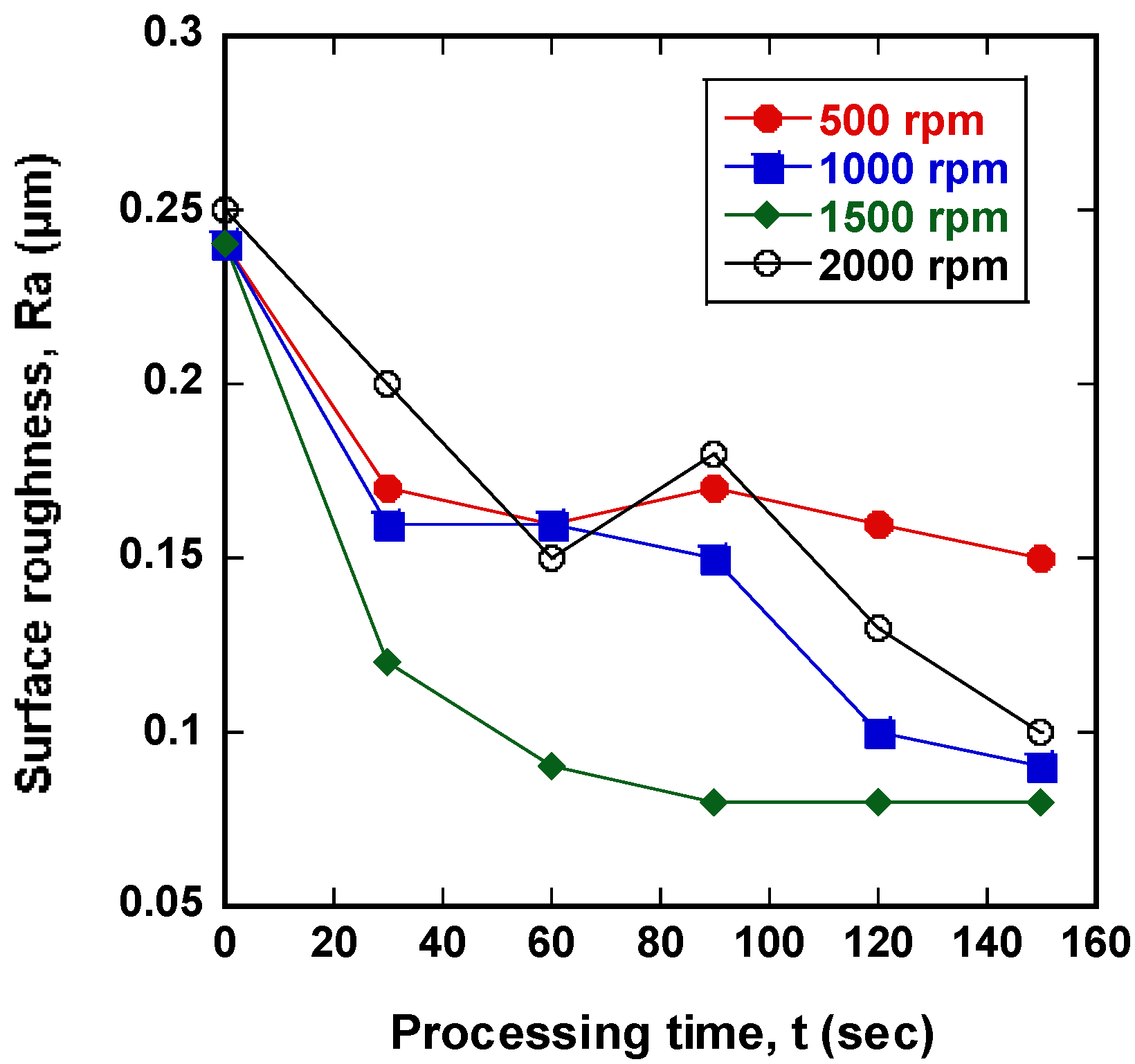
3.2. Effect of Olive oil on Finishing Characteristics
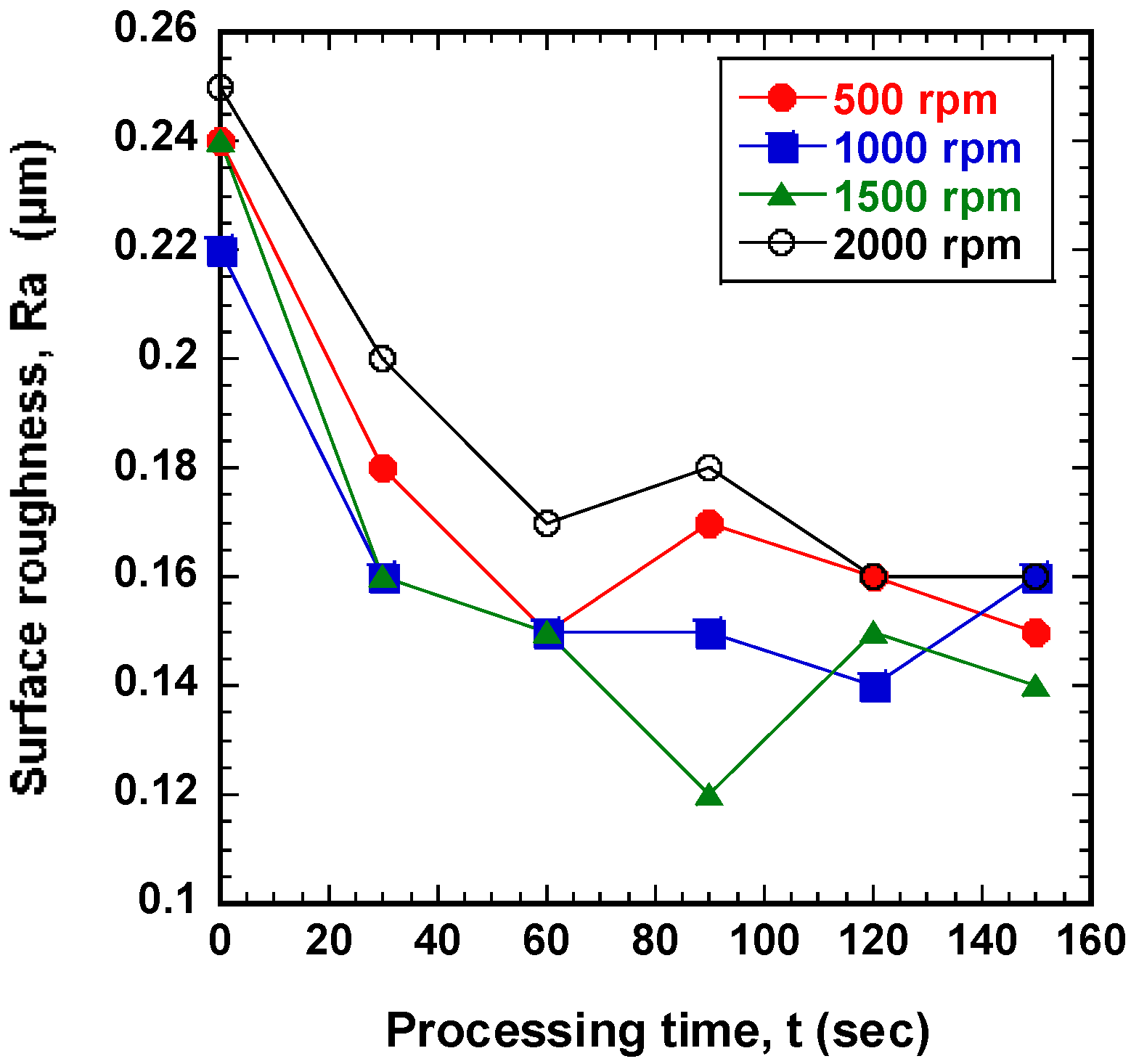
3.3. Effect of Castor Oil on Finishing Characteristics
3.4. Percentage Improvement in Surface Roughness (PIISR)
4. Conclusions
- 1.
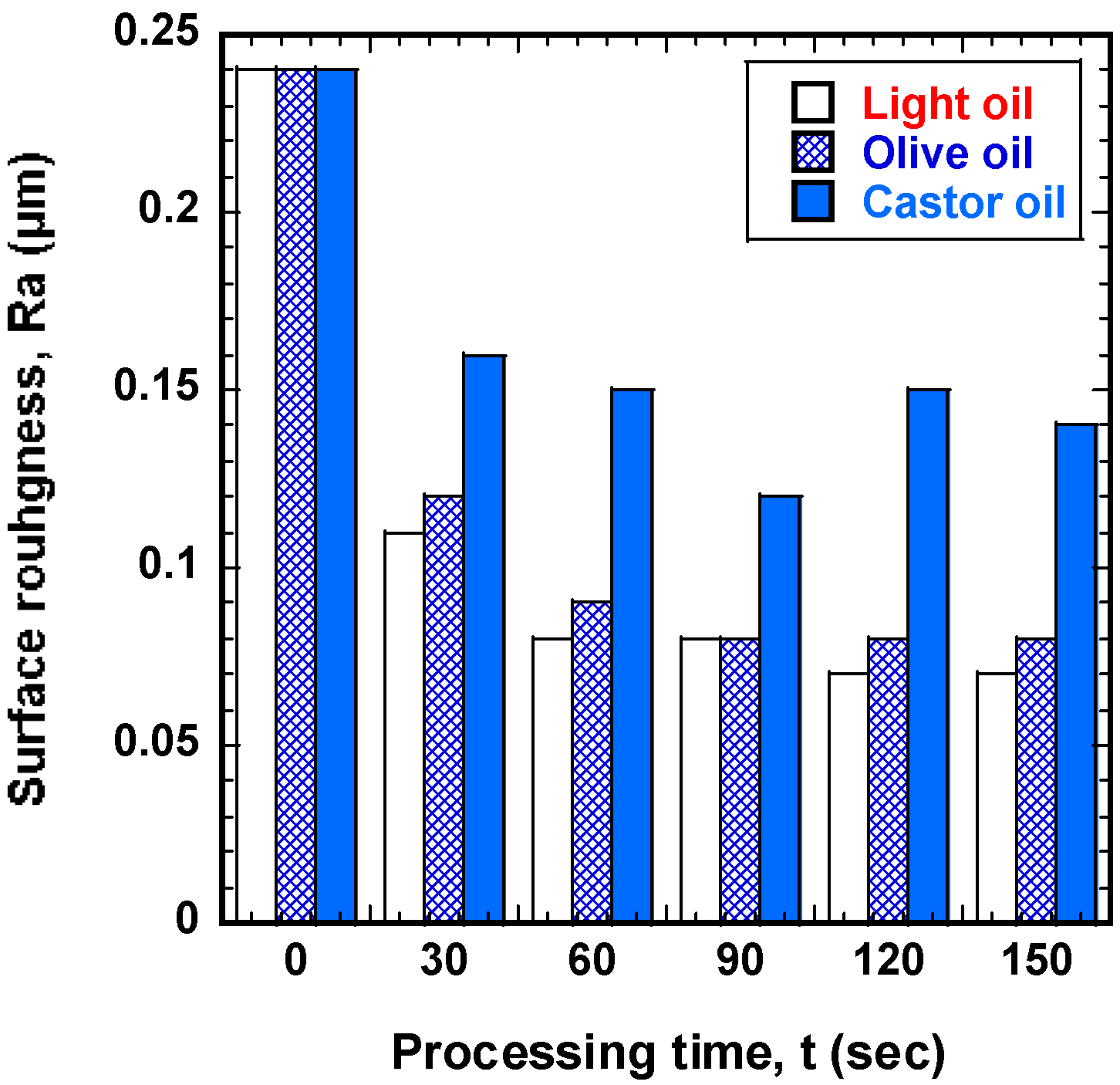
- To study the characteristics of different processing oils, two types of vegetable oil (olive oil and castor oil) were used and compared with industrial light oil. The improvements in Ra with light oil, olive oil, and castor oil were equivalent to treatment at 0.07 μm, 0.08 μm, and 0.12 μm, respectively. In the cases of light oil and olive oil, the deviation in improvement was not significantly different. Therefore, the industrial oil that has been widely used in the finishing process for Ni-Ti wire can be replaced by olive oil.
- 2.
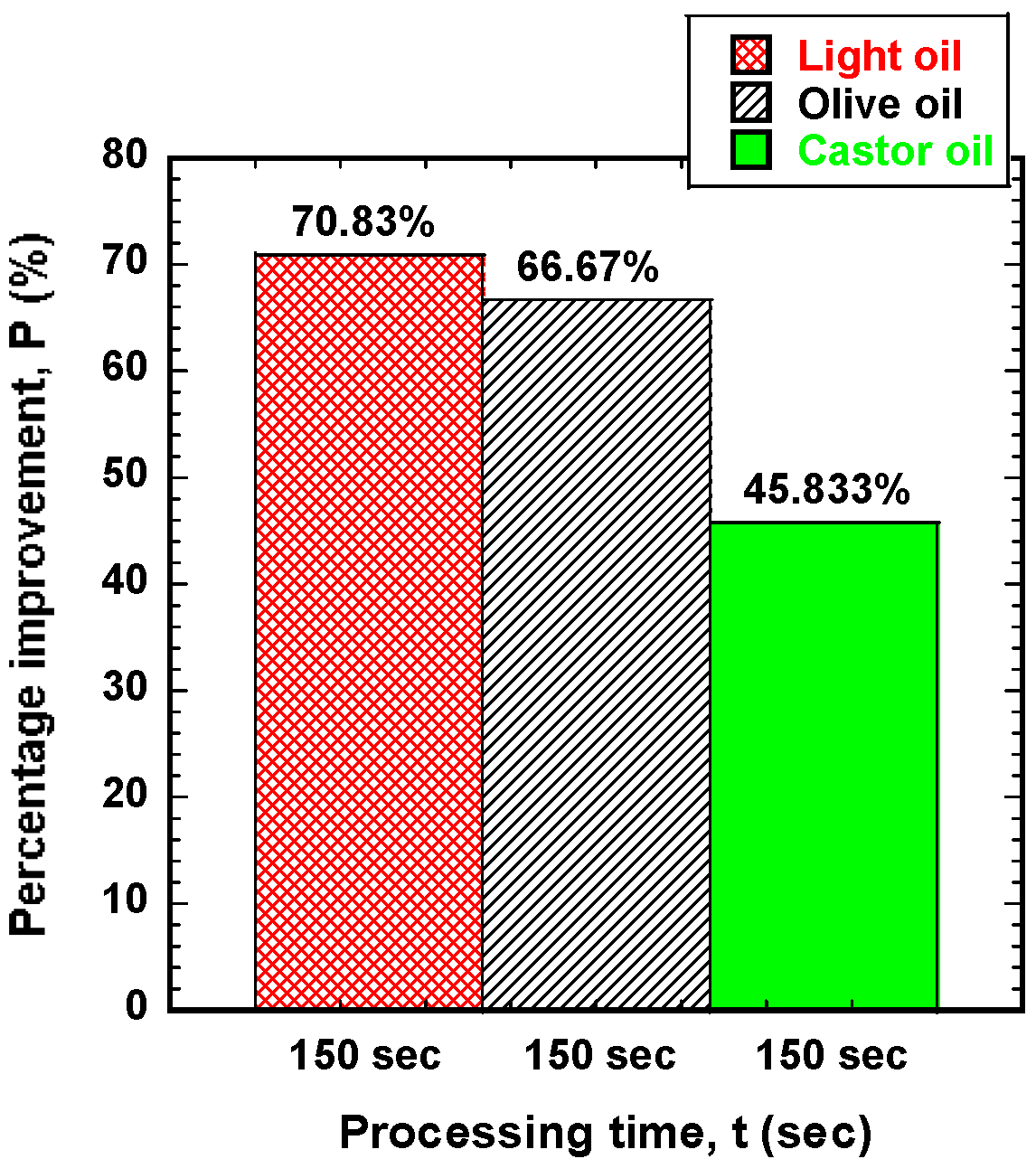
- Light oil, olive oil, and castor oil improved Ra values by 70.83%, 66.67%, and 45.83%, respectively. In each case the improvement was greater than 45.83%. The different results of improvement in surface roughness Ra can be explained based on the different value of the finishing oil’s viscosity. As the lowest viscosity is that of light oil (0.005 Pa·s), the Ra value obtained by this condition should be much better than olive oil. However, the Ra value is difficult to improve to 0.07 μm. This is probably due to the effect of another parameter such as 0.5 μm of abrasive on Ra improvement, which cannot enhance the Ra value less than 0.07 μm.
- 3.
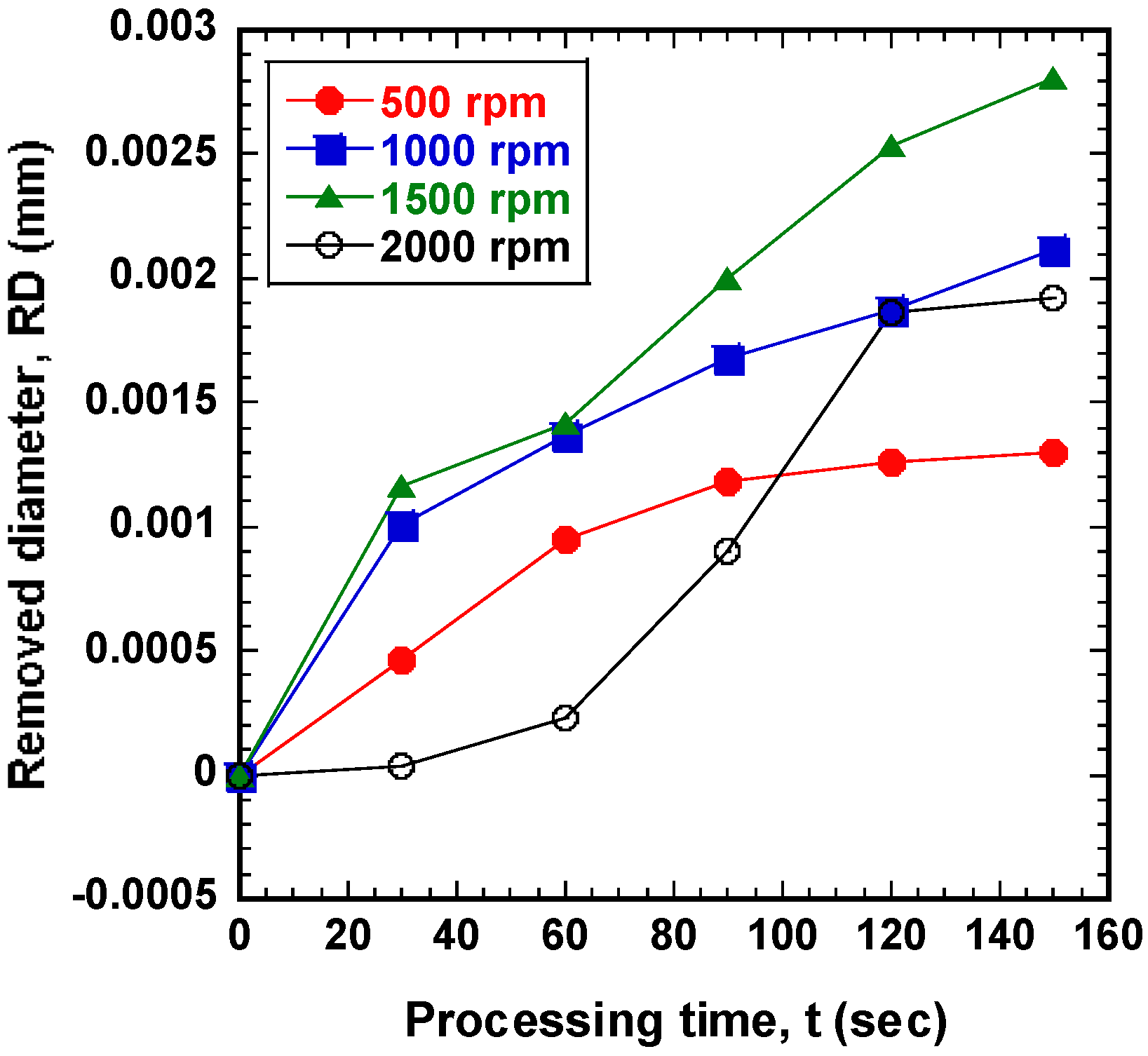
- In terms of the removed diameter, environmentally friendly oil can reduce the diameter of Ni-Ti stent wires by 0.00281 mm after 150 s while improving the surface roughness Ra from 0.24 μm to 0.08 μm. This can be confirmed that an ultraprecision magnetic abrasive finishing process with environmentally friendly oil can reduce the surface roughness value and diameter of Ni-Ti stent wire simultaneously.
- 4.
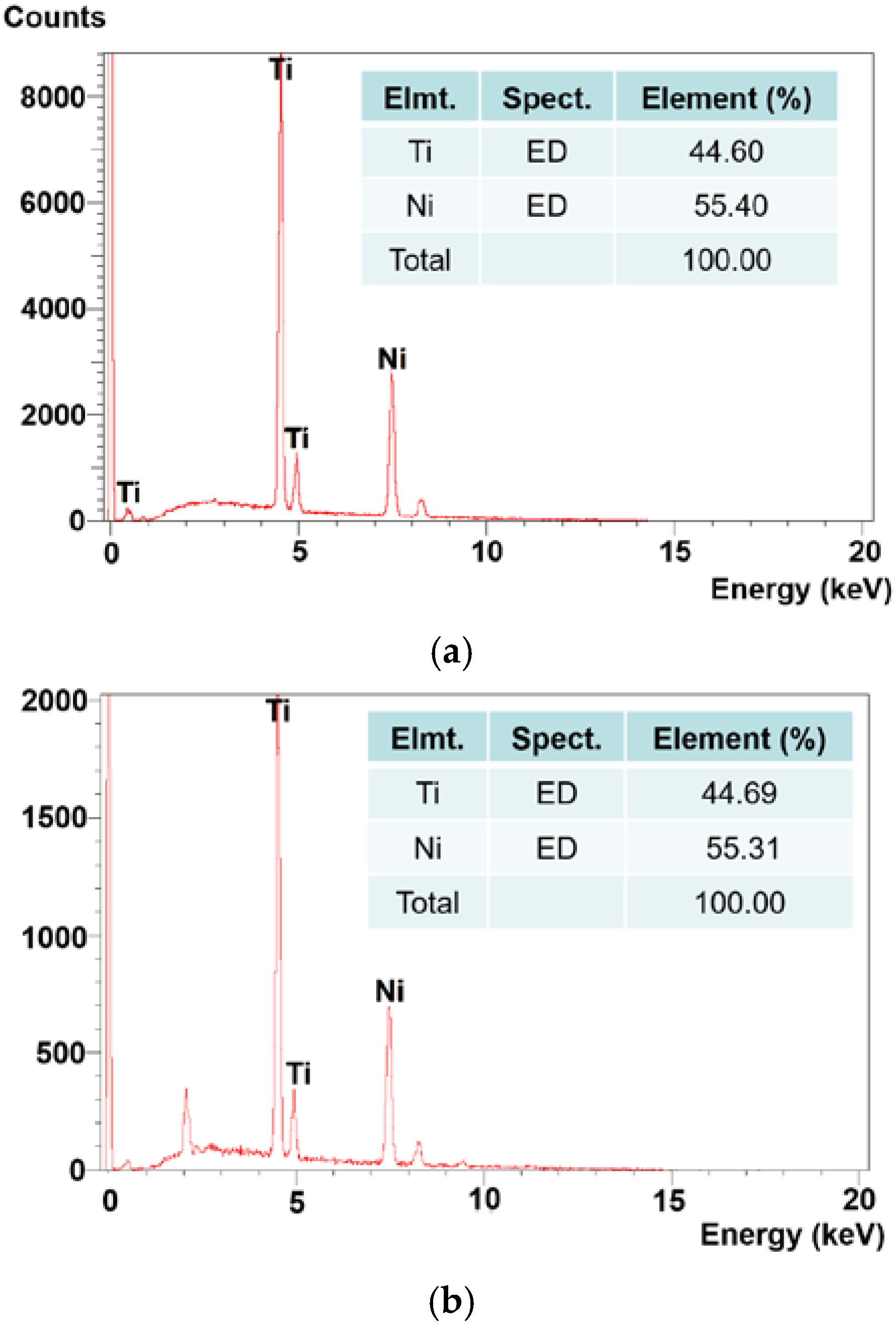
- Olive oil exhibited excellent performance in terms of Ra and removed diameter. An EDX analysis found no components of the processing oil and or toxic substances on the surface finish of the Ni-Ti stent wire, indicating that olive oil can be applied to ultraprecision surface finishing.
Author Contributions
Funding
Conflicts of Interest
References
- Guo, Y.; Klink, A.; Fu, C.; Snyder, J. Machinability and surface integrity of Nitinol shape memory alloy. Cirp Ann. 2013, 62, 83–86. [Google Scholar] [CrossRef]
- Duerig, T.; Pelton, A.; Stöckel, D. An overview of nitinol medical applications. Mater. Sci. Eng. A 1999, 273, 149–160. [Google Scholar] [CrossRef]
- Shabalovskaya, S.; Anderegg, J.; Van Humbeeck, J. Critical overview of Nitinol surfaces and their modifications for medical applications. Acta Biomater. 2008, 4, 447–467. [Google Scholar] [CrossRef] [PubMed]
- Shabalovskaya, S.; Rondelli, G.; Rettenmayr, M. Nitinol surfaces for implantation. J. Mater. Eng. Perform. 2009, 18, 470–474. [Google Scholar] [CrossRef]
- Hassel, A.W. Surface treatment of NiTi for medical applications. Minim. Invasive Ther. Allied Technol. 2004, 13, 240–247. [Google Scholar] [CrossRef]
- Heng, L.; Kim, Y.J.; Mun, S.D. Review of Superfinishing by the Magnetic Abrasive Finishing Process. High Speed Mach. 2017, 3, 42–55. [Google Scholar] [CrossRef]
- Heng, L.; Yin, C.; Han, S.H.; Song, J.H.; Mun, S.D. Development of a New Ultra-High-Precision Magnetic Abrasive Finishing for Wire Material Using a Rotating Magnetic Field. Materials 2019, 12, 312. [Google Scholar] [CrossRef] [Green Version]
- Chang, G.W.; Yan, B.H.; Hsu, R.T. Study on cylindrical magnetic abrasive finishing using unbonded magnetic abrasives. Int. J. Mach. Tools Manuf. 2002, 42, 575–583. [Google Scholar] [CrossRef]
- Heng, L.; Kim, J.S.; Tu, J.F.; Mun, S.D. Fabrication of precision meso-scale diameter ZrO2 ceramic bars using new magnetic pole designs in ultra-precision magnetic abrasive finishing. Ceram. Int. 2020. [CrossRef]
- Singh, D.K.; Jain, V.K.; Raghuram, V. Parametric study of magnetic abrasive finishing process. J. Mater. Process. Technol. 2004, 149, 22–29. [Google Scholar] [CrossRef]
- Yin, C.; Heng, L.; Kim, J.; Kim, M.; Mun, S. Development of a New Ecological Magnetic Abrasive Tool for Finishing Bio-Wire Material. Materials 2019, 12, 714. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amini, S.; Baraheni, M.; Esmaeili, S.J. Experimental comparison of MO40 steel surface grinding performance under different cooling techniques. Int. J. Lightweight Mater. Manuf. 2019, 2, 330–337. [Google Scholar] [CrossRef]
- Park, K.H.; Olortegui-Yume, J.; Yoon, M.C.; Kwon, P. A study on droplets and their distribution for minimum quantity lubrication (MQL). Int. J. Mach. Tools Manuf. 2010, 50, 824–833. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Li, K.; Aghazadeh, F.; Hatipkarasulu, S.; Ray, T.G. Health risks from exposure to metal-working fluids in machining and grinding operations. Int. J. Occup. Saf. Ergon. 2003, 9, 75–95. [Google Scholar] [CrossRef] [PubMed]
- Jabbari, Y.S.A.; Fehrman, J.; Barnes, A.C.; Zapf, A.M.; Zinelis, S.; Berzins, D.W. Titanium nitride and nitrogen ion implanted coated dental materials. Coatings 2012, 2, 160–178. [Google Scholar] [CrossRef]
- Krishnan, M.; Saraswathy, S.; Sukumaran, K.; Abraham, K.M. Effect of ion-implantation on surface characteristics of nickel titanium and titanium molybdenum alloy arch wires. Indian J. Dent. Res. 2013, 24, 411–417. [Google Scholar] [CrossRef]
- Vavilov, V.S. Possibilities and limitations of ion implantation in diamond, and comparison with other doping methods. Physics-Uspekhi 1994, 37, 407–411. [Google Scholar] [CrossRef]
- Rahman, M.; Haider, J.; Hashmi, M.J. Health and Safety Issues in Emerging Surface Engineering Techniques. Compr. Mater. Process. 2014, 8, 35–47. [Google Scholar]
- Djavanroodi, F. Artificial neural network modeling of surface roughness in magnetic abrasive finishing process. Res. J. Appl. Sci. Eng. Technol. 2013, 6, 1976–1983. [Google Scholar] [CrossRef]
- Yara-Varón, E.; Li, Y.; Balcells, M.; Canela-Garayoa, R.; Fabiano-Tixier, A.S.; Chemat, F. Vegetable oils as alternative solvents for green oleo-extraction, purification and formulation of food and natural products. Molecules 2017, 22, 1474. [Google Scholar] [CrossRef] [PubMed]
- Kala, P.; Pandey, P.M. Comparison of finishing characteristics of two paramagnetic materials using double disc magnetic abrasive finishing. J. Manuf. Process. 2015, 17, 63–77. [Google Scholar] [CrossRef]
- Jain, V.K. Magnetic field assisted abrasive based micro-/nano-finishing. J. Mater. Process. Technol. 2009, 209, 6022–6038. [Google Scholar] [CrossRef]
- Alfred, T.; Matthäus, B.; Fiebig, H.J. Fats and fatty oils. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2000; pp. 1–84. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value of Properties |
|---|---|
| Density | 6.45 g/cm3 |
| Tensile strength | 800–1500 MPa |
| Tensile yield strength | 100–800 MPa |
| Poisson’s ratio | 0.33 |
| Elastic modulus | 70–110 GPa |
| Elongation at failure | 1–20% |
| Element | Spect. | Chemical Element (%) | Atomic |
|---|---|---|---|
| Ti K | ED | 44.69 | 49.76 |
| Ni K | ED | 55.31 | 50.24 |
| Total | 100.00 | 100.00 |
| Processing Oil | Temperature (°C) | Viscosity (Pa·s) | Density (g/cm3) | Surface Tension (dyne/cm) |
|---|---|---|---|---|
| Castor oil | 26 | 0.3115 | 0.956 | 14.89 ± 1.12 |
| Olive oil | 26 | 0.0341 | 0.857 | 10.00 ± 0.66 |
| Light oil | 26 | 0.005 | 0.8–0.82 | 31 |
| Workpiece material | Ni-Ti wire stent (L = 250 mm, D = 0.5 mm) |
| Electrolytic iron powder | 0.8 g (Fe#200) |
| Diamond paste | 0.5 μm (0.3 g) |
| Processing oil | 0.2 mL (light oil, olive oil, castor oil) |
| Magnet type | Nd-Fe-B permanent magnet (size: 20 × 10 × 10 mm3) |
| Magnetic pole shape | 1 mm square edge |
| Amplitude | 5 mm |
| Workpiece moving feed | 80 mm/min |
| Rotational speed | 500 rpm, 1000 rpm, 1500 rpm, 2000 rpm |
| Processing time | 0 s, 30 s, 60 s, 90 s, 120 s, 150 s |
| Frequency | 10 Hz |
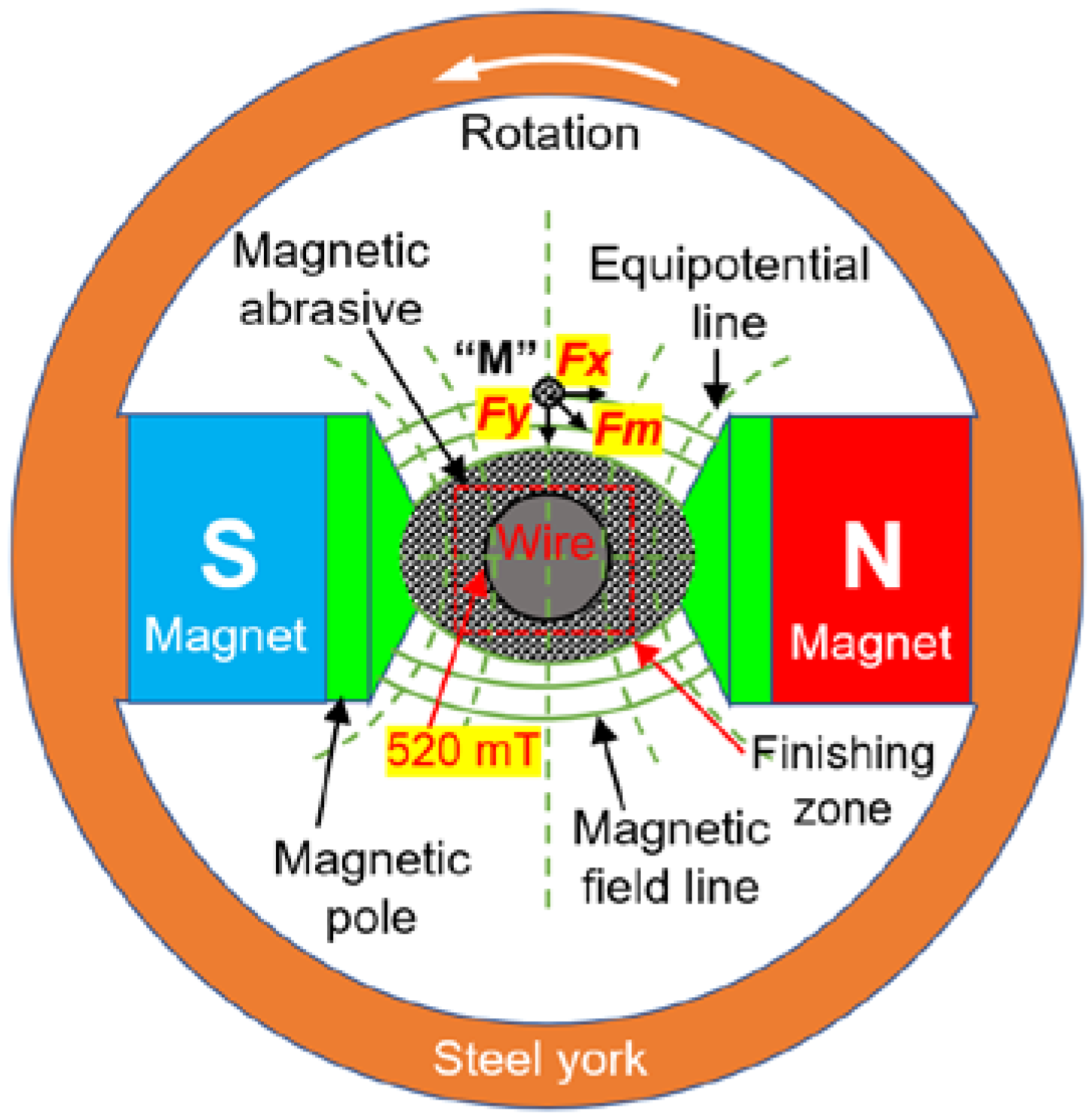
| Magnetic flux density in finishing zone | 520 mT |
| Working gap | 2.25 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.S.; Nam, S.S.; Heng, L.; Kim, B.S.; Mun, S.D. Effect of Environmentally Friendly Oil on Ni-Ti Stent Wire Using Ultraprecision Magnetic Abrasive Finishing. Metals 2020, 10, 1309. https://doi.org/10.3390/met10101309
Kim JS, Nam SS, Heng L, Kim BS, Mun SD. Effect of Environmentally Friendly Oil on Ni-Ti Stent Wire Using Ultraprecision Magnetic Abrasive Finishing. Metals. 2020; 10(10):1309. https://doi.org/10.3390/met10101309
Chicago/Turabian StyleKim, Jeong Su, Sung Sik Nam, Lida Heng, Byeong Sam Kim, and Sang Don Mun. 2020. "Effect of Environmentally Friendly Oil on Ni-Ti Stent Wire Using Ultraprecision Magnetic Abrasive Finishing" Metals 10, no. 10: 1309. https://doi.org/10.3390/met10101309