Influencing Microstructure of Vanadium Carbide Reinforced FeCrVC Hardfacing during Gas Metal Arc Welding



Abstract
1. Introduction
2. Materials and Methods
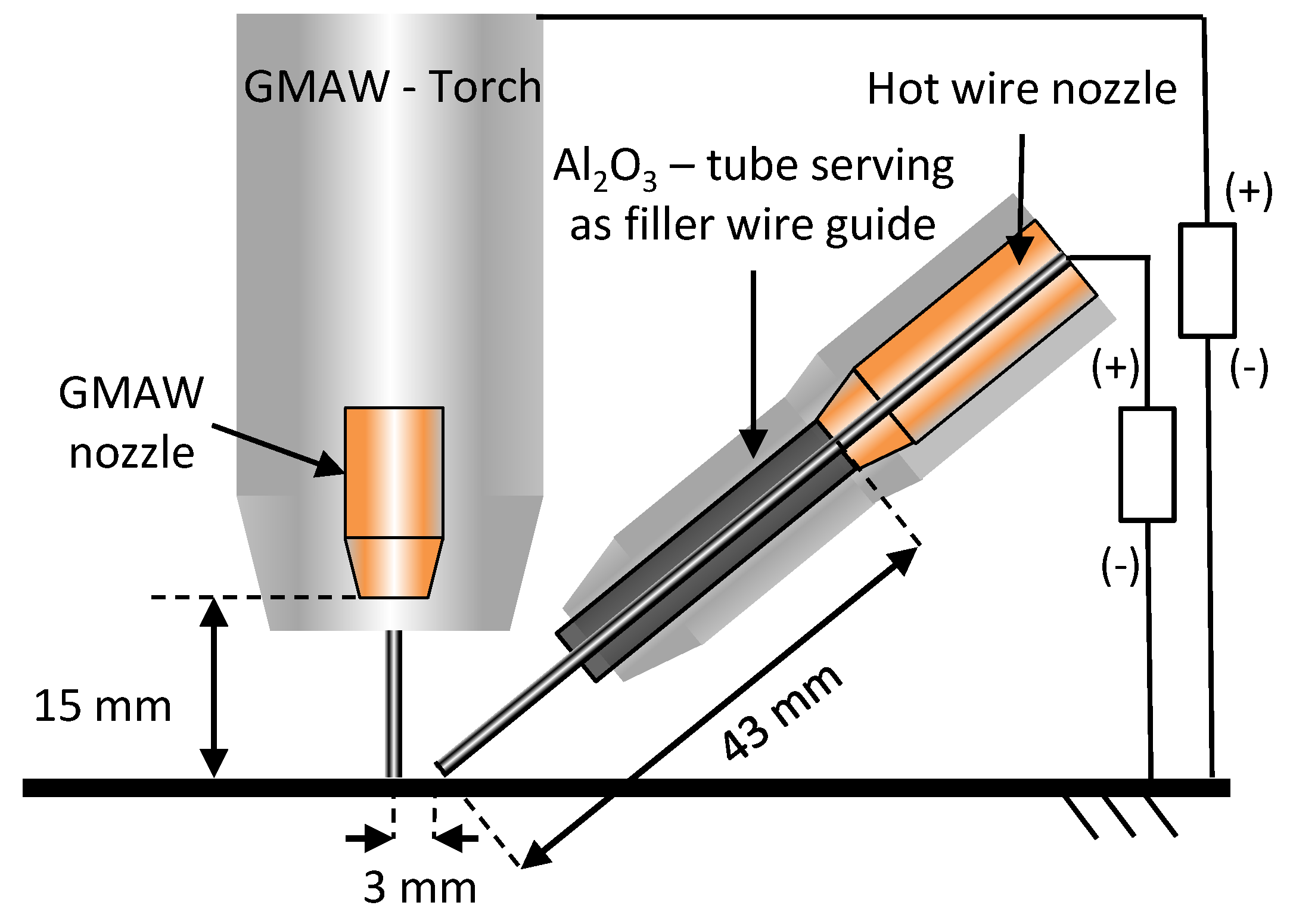
2.1. Welding Equipment and Materials
2.2. Electrical Welding Parameters
2.3. Metallographic Investigations and Image Processing
3. Results
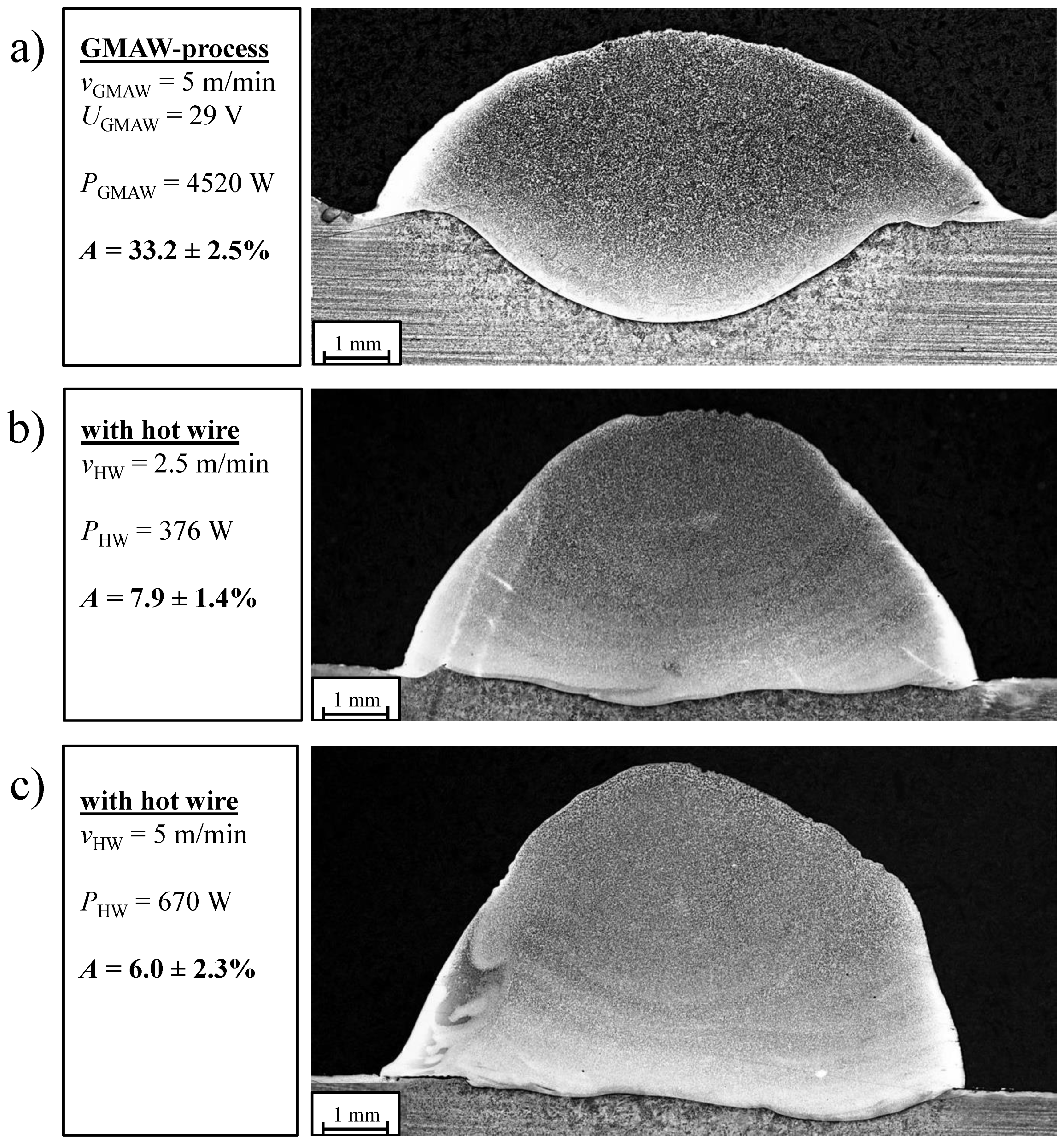
3.1. Macroscopic Weld Seam Characteristics and XRF Measurements
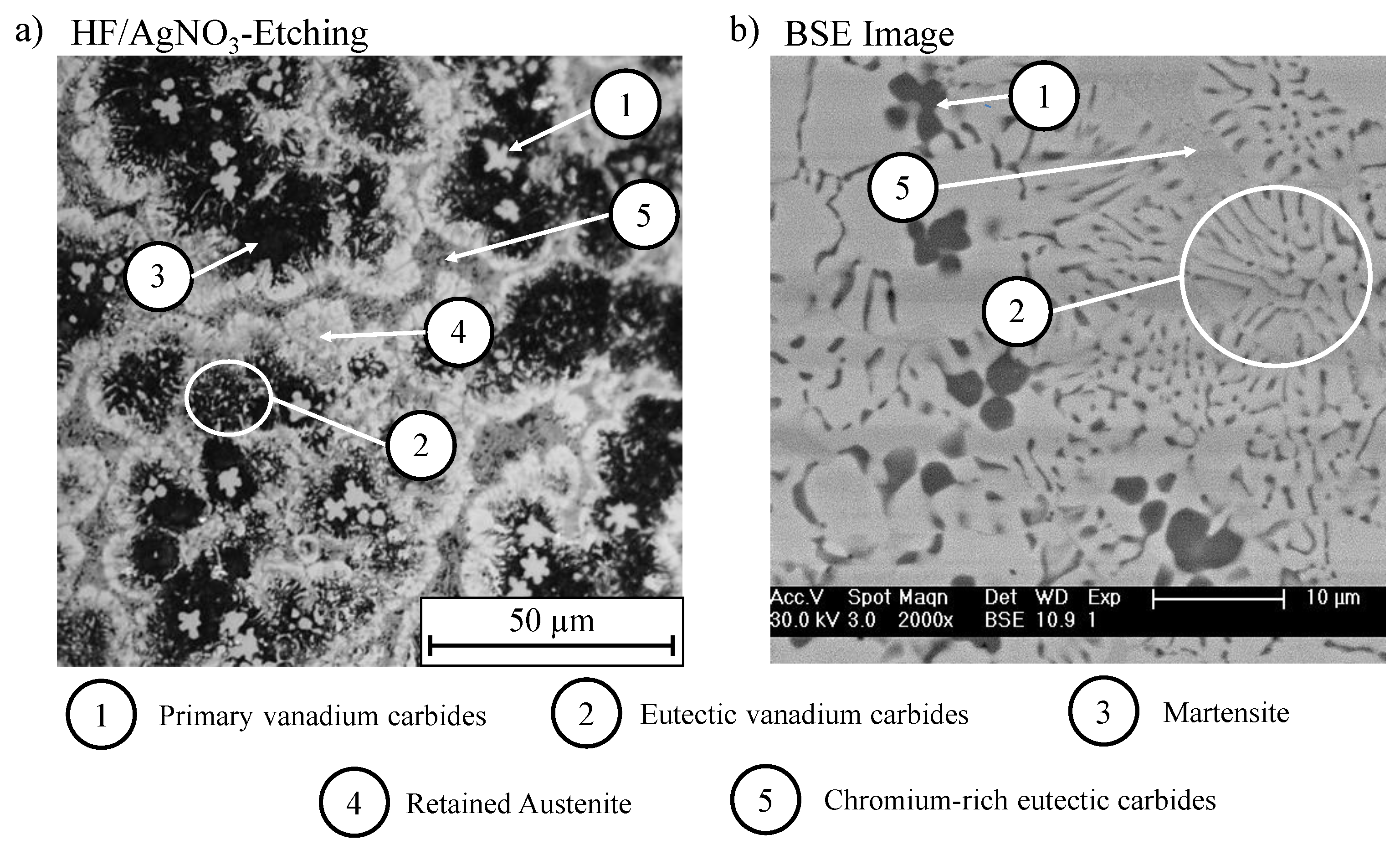
3.2. Basic Microstructural Investigations
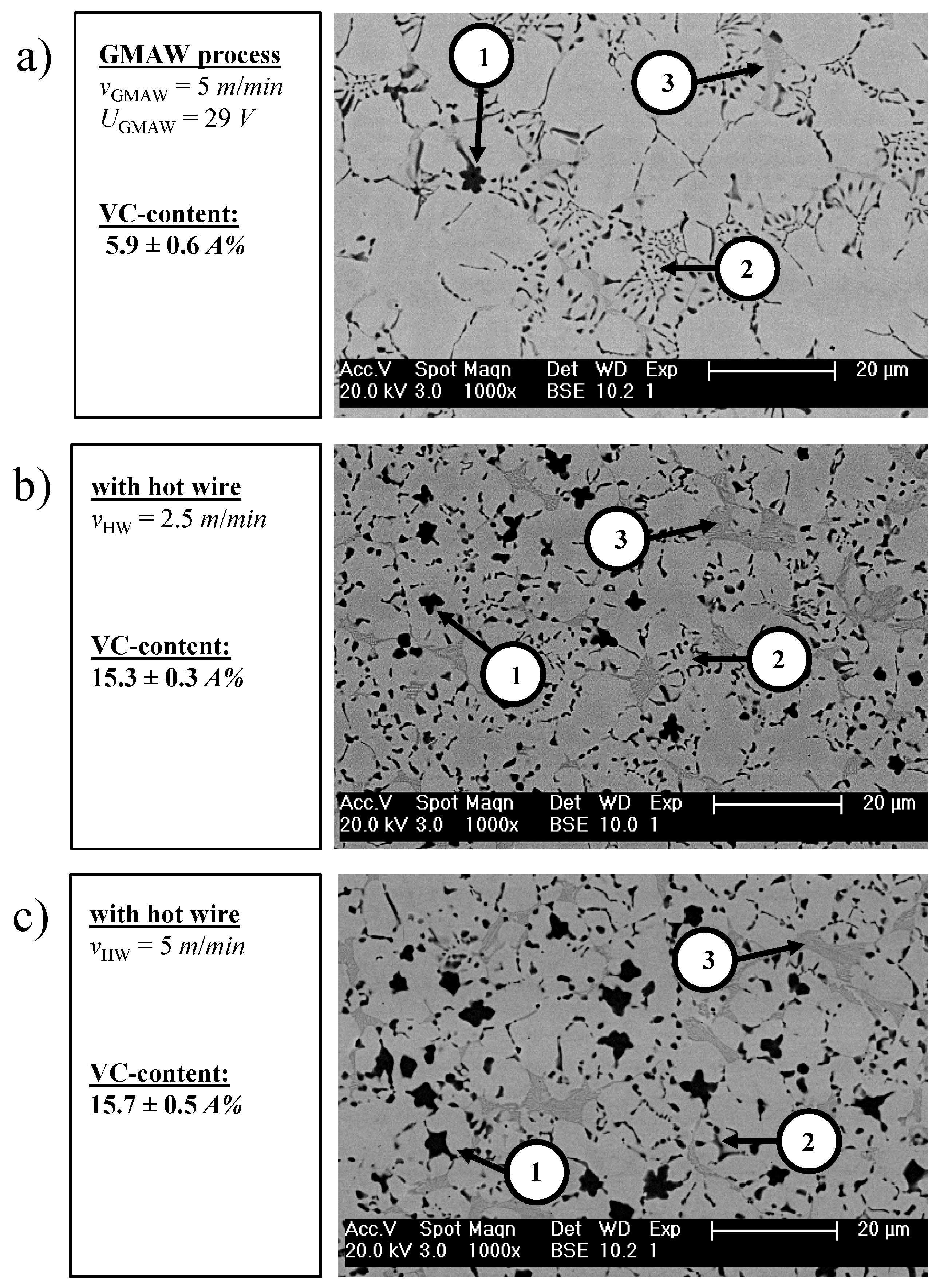
3.3. Influence of An Additional Hot Wire on the Microstructure
4. Discussion
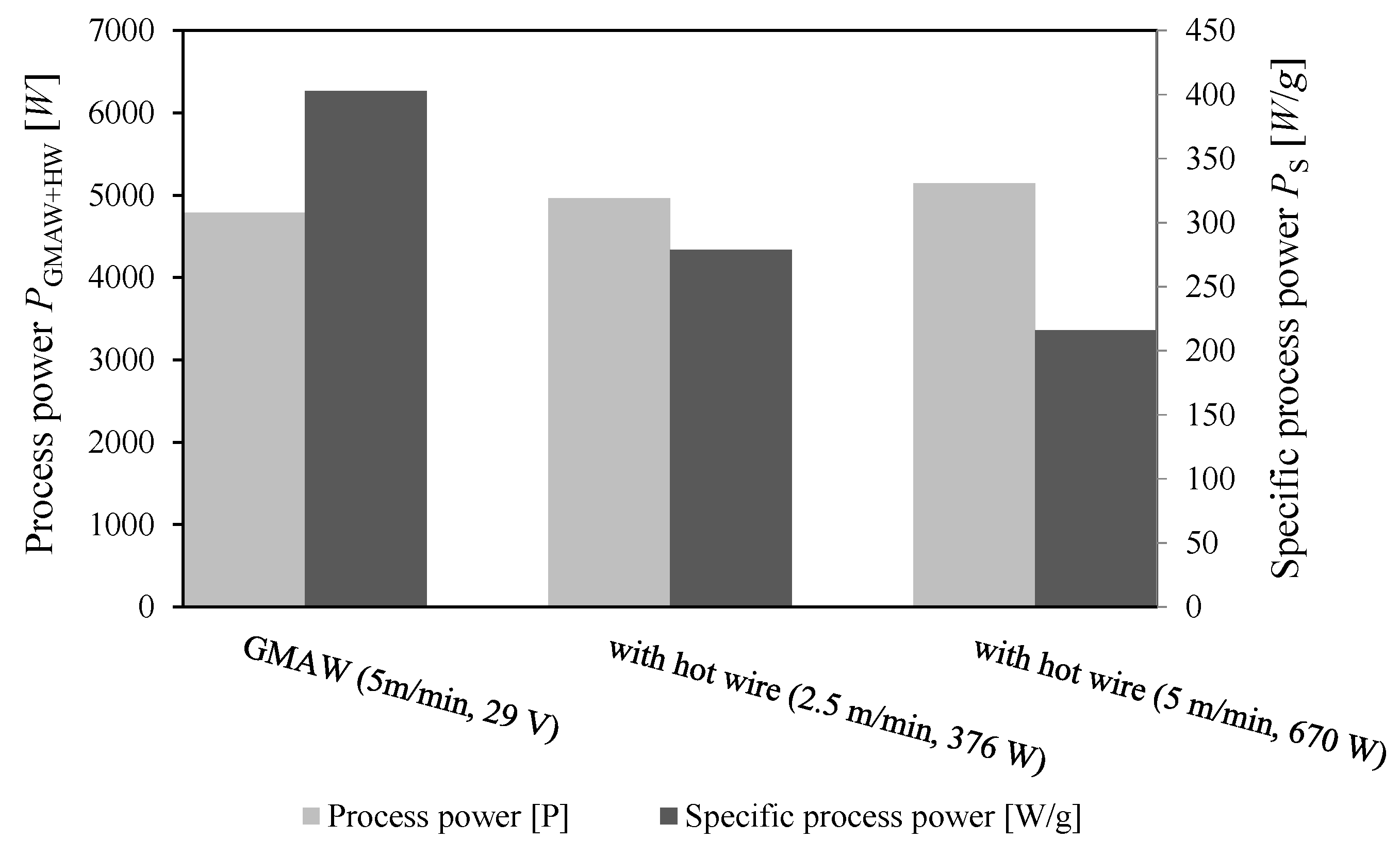
4.1. Separation of the Energy and Material Input
4.2. Microstructural Features of FeV12
4.3. Microstructural Modifications and Driving Forces
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bouaifi, B.; Bartzsch, J.; Gebert, A.; Heinze, H. Untersuchungen zum Plasma-Auftragschweißen von verschleißfesten Hartstoffschichten mit Vanadium-carbiden. Investigations on PTA-surfacing of wear resistant layers reinforced with vanadium carbides. Schweiss. Schneid. 1997, 49, 213–219. [Google Scholar]
- Wei, S.; Zhu, J.; Xu, L. Research on wear resistance on high speed steel with high vanadium content. Mater. Sci. Eng. A 2005, 404, 138–145. [Google Scholar] [CrossRef]
- Nishida, M.; Araki, T.; Fujita, H. Effect of TiC-Cr3C2 particles content on abrasive resistance of Co-base overlay weld alloy. Trans. Jpn. Weld. Soc. 1993, 24, 107–112. [Google Scholar]
- Lampman, J.R.; Peters, A.T. Ferroalloys and Other Additives to Liquid Iron and Steel: A Symposium; ASTM International: Baltimore, MD, USA, 1981. [Google Scholar]
- Kvidahl, L.G. The Practical Reference Guide for Hardfacing; American Welding Society: Miami, FL, USA, 2002. [Google Scholar]
- Borle, S.D.; le Gall, I.; Mendez, P.F. Primary chromium carbide fraction control with variable polarity SAW. Weld. J. 2015, 94, 1–7. [Google Scholar]
- Bucheley, M.F.; Gutierrez, J.C.; Leon, L.M.; Toro, A. The effect of micro-structure on abrasive wear of hardfacing alloys. Wear 2005, 259, 52–61. [Google Scholar] [CrossRef]
- Kah, P.; Suorante, R.; Martikainen, J. Advanced gas metal arc welding processes. Int. J. Adv. Manuf. Technol. 2013, 67, 655–674. [Google Scholar] [CrossRef]
- Badisch, E.; Kirchgassner, M. Influence of welding parameters on microstructure and wear behaviour of a typical NiCrBSi hardfacing alloy reinforced with tungsten carbide. Surf. Coat. Technol. 2008, 202, 6016–6022. [Google Scholar] [CrossRef]
- Sorour, A.A.; Chronik, R.R.; Gauvin, R.; Jung, I.H.; Brochu, M. Understanding the solidification and microstructure evolution during CSC-MIG welding of Fe-Cr-B-based alloy. Mater. Charact. 2013, 86, 127–138. [Google Scholar] [CrossRef]
- Günther, K.; Schulze, R.; Bergmann, J.P. Hot wire assisted gas metal arc welding of Ni-TC hardfacings. Weld. J. 2013, 12, 382–387. [Google Scholar]
- Günther, K.; Bergmann, J.P.; Suchodoll, D. Hot wire-assisted gas metal arc welding of hypereutectic FeCrC hardfacing alloys: Microstructure and wear properties. Surf. Coat. Technol. 2018, 334, 420–428. [Google Scholar] [CrossRef]
- Günther, K.; Bergmann, J.P.; Zhang, C.; Rosenberger, M.; Notni, G. Hot wire-assisted gas metal arc welding of Ni-based hardfacing. Weld. J. 2018, 97, 99–107. [Google Scholar]
- Guest, S.D. Depositing Ni-WC Wear Resistant Overlays with Hot-Wire Assist Technology. Ph.D. Thesis, University of Alberta, Edmonton, AB, Canada, 2014. [Google Scholar]
- Hori, K.; Watanabe, H.; Myobo, T. Development of hot wire TIG welding methods using pulsed current to heat filler wire—Research on pulse heated hot wire TIG welding processes. Weld. Int. 2003, 18, 456–468. [Google Scholar] [CrossRef]
- Voort, G.F.V. Applied Metallography; Van Nostrand Reinhold Company: New York, NY, USA, 1986. [Google Scholar]
- Füssel, U.; Bergmann, J.P. Tandem-GMAW with an Additionally Inserted Filler Wire in Order to Realize Graded Wear Resistant Hardfacings; Report 18.008 BR of the AiF Reseach Association; AiF Reseach Association: Dresden, Germany, 2016. [Google Scholar]
- Okamoto, H.; Schlesinger, M.E.; Mueller, E.M. Alloy phase diagrams. In A.S.M. Handbook; ASM International: Novelty, OH, USA, 1992; Volume 3. [Google Scholar]
- Lee, B.; Lee, D. A thermodynamic evaluation of the Fe-Cr-V-C system. J. Phase Equilib. 1992, 13, 349–364. [Google Scholar] [CrossRef]
- Filipovic, M.; Romhanji, E.; Kamberovic, Z.; Korac, M. Matrix microstructure and its microanalysis of consitutent phases in as-cast Fe-Cr-C-V alloys. Mater. Trans. 2009, 50, 2488–2492. [Google Scholar] [CrossRef]
- Siewert, E. Experimental Analyses of the Metal Transfer in Pulsed GMAW. Ph.D. Thesis, Universität der Bundeswehr München, München, Germany, 2014. [Google Scholar]
- Günther, K.; Schröder, T.; Bergmann, J.P. AC hot wire assisted gas metal arc welding—Potentials and challenges. In Proceedings of the Welding Conference “Große Schweißtechnische Tagung”, Berlin, Germany, 15–16 September 2014. [Google Scholar]
- Keränen, M. Effect of Welding Parameters of Plasma Transferred Arc Welding Method on Abrasive Wear Resistance of 12V Tool Steel Deposit. Ph.D. Thesis, Aalto University, Espoo, Finland, 2010. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Composition (wt.%) | |||||||
|---|---|---|---|---|---|---|---|
| C | Si | Cr | Ni | Mo | V | Mn | Fe |
| 2.7 | 0.6 | 11.5 | 0.45 | 1.2 | 12.0 | 0.3 | Balance |
| Detected Element | Element Composition of the Examined Positions (wt.%) | |||
|---|---|---|---|---|
| Position 1 Primary Vanadium Carbides | Position 2 Eutectic Vanadium Carbides | Position 3 and 4 Iron-Rich Matrix (Martensite and Retained Austenite) | Position 5 Chromium-Rich Eutectic Carbides | |
| C K | 20.21 | 8.52 | 4.69 | 8.80 |
| O K | 0.00 | 0.00 | 0.00 | 0.00 |
| Si K | 0.49 | 0.69 | 0.85 | 0.49 |
| S K | 0.10 | 0.00 | 0.15 | 0.00 |
| V K | 61.91 | 8.32 | 4.20 | 6.39 |
| Cr K | 5.30 | 9.85 | 7.60 | 19.86 |
| Fe K | 11.99 | 69.85 | 78.76 | 60.04 |
| Ni K | 0.00 | 0.27 | 0.35 | 0.17 |
| Mo K | 0.00 | 2.50 | 3.40 | 4.25 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Günther, K.; Bergmann, J.P. Influencing Microstructure of Vanadium Carbide Reinforced FeCrVC Hardfacing during Gas Metal Arc Welding. Metals 2020, 10, 1345. https://doi.org/10.3390/met10101345
Günther K, Bergmann JP. Influencing Microstructure of Vanadium Carbide Reinforced FeCrVC Hardfacing during Gas Metal Arc Welding. Metals. 2020; 10(10):1345. https://doi.org/10.3390/met10101345
Chicago/Turabian StyleGünther, Karsten, and Jean Pierre Bergmann. 2020. "Influencing Microstructure of Vanadium Carbide Reinforced FeCrVC Hardfacing during Gas Metal Arc Welding" Metals 10, no. 10: 1345. https://doi.org/10.3390/met10101345
APA StyleGünther, K., & Bergmann, J. P. (2020). Influencing Microstructure of Vanadium Carbide Reinforced FeCrVC Hardfacing during Gas Metal Arc Welding. Metals, 10(10), 1345. https://doi.org/10.3390/met10101345