Current Progress in Rheoforming of Wrought Aluminum Alloys: A Review


Abstract
:1. Introduction
2. Slurry Preparation of Wrought Al Alloys
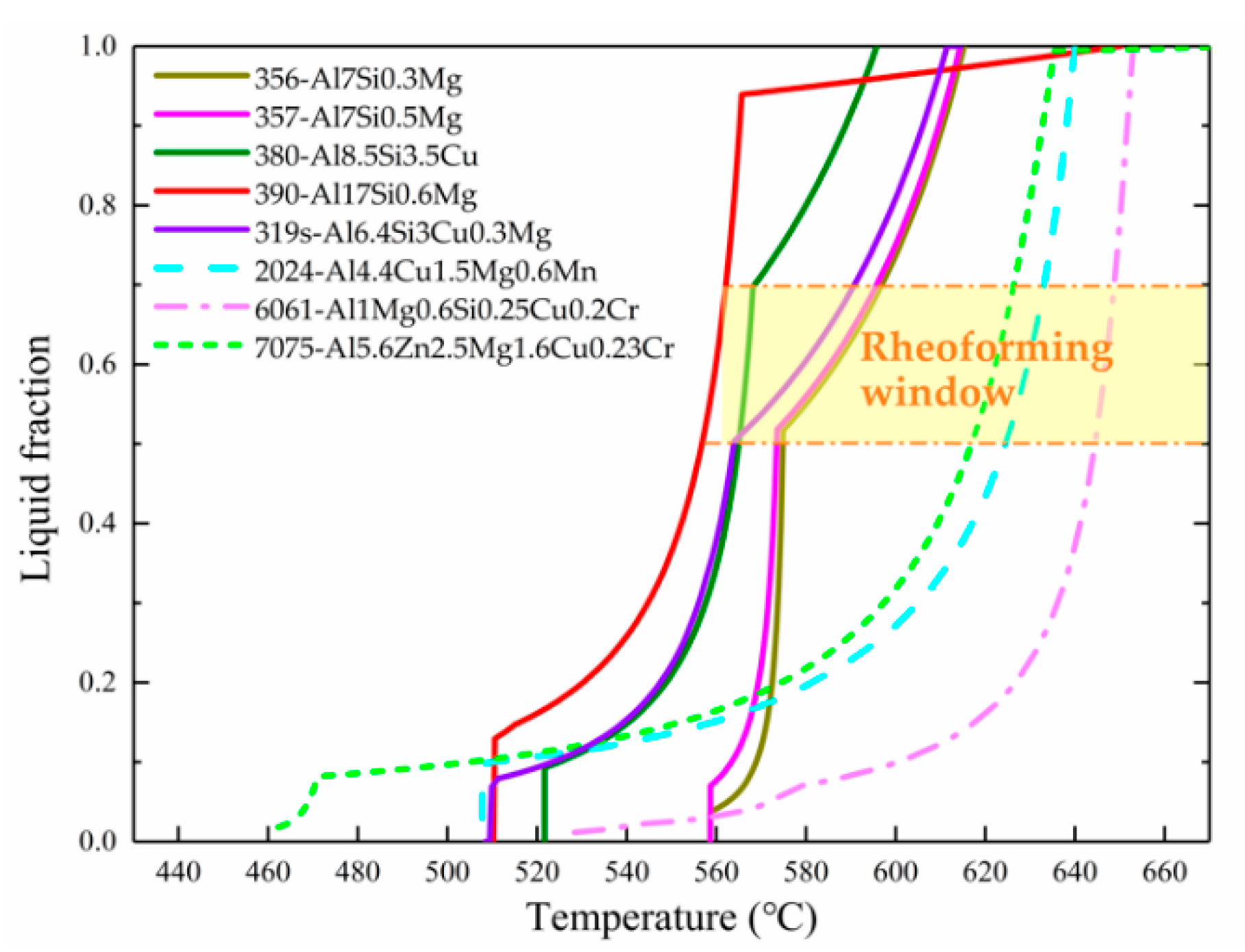
2.1. Possibility Analysis of Slurry Preparation
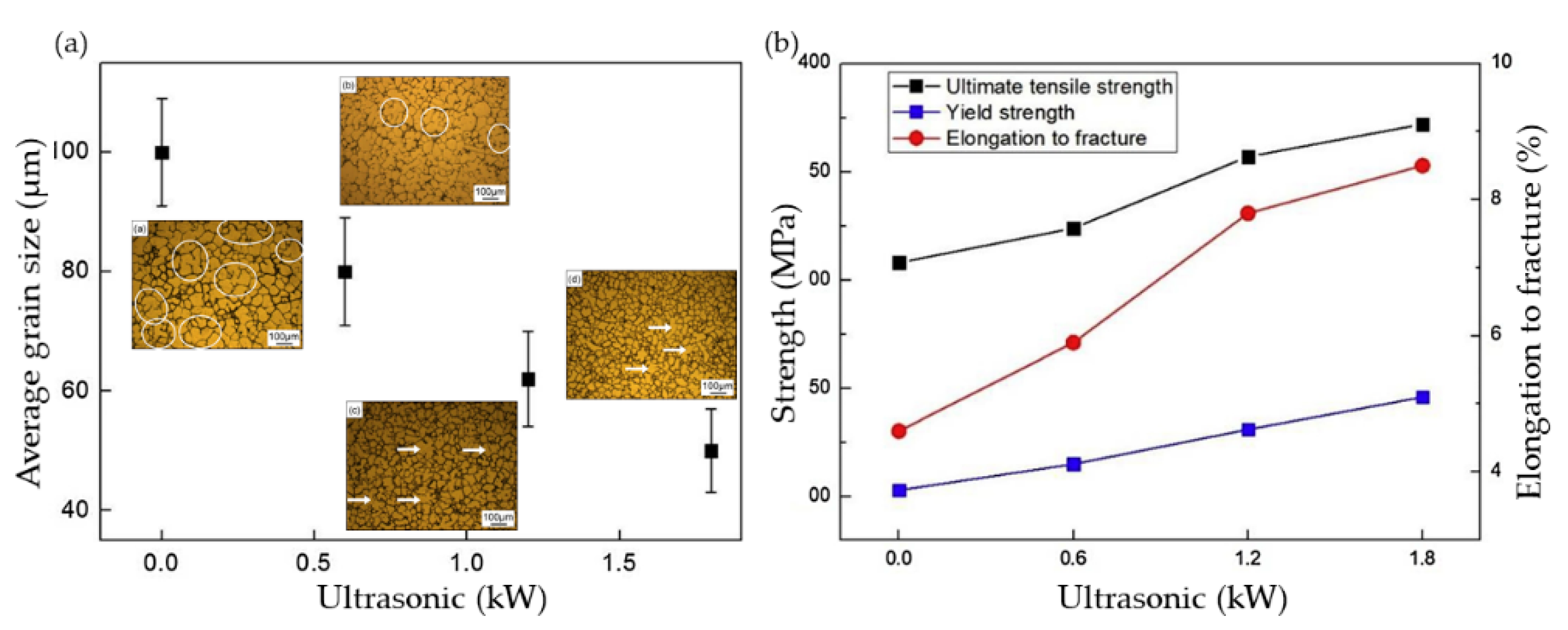
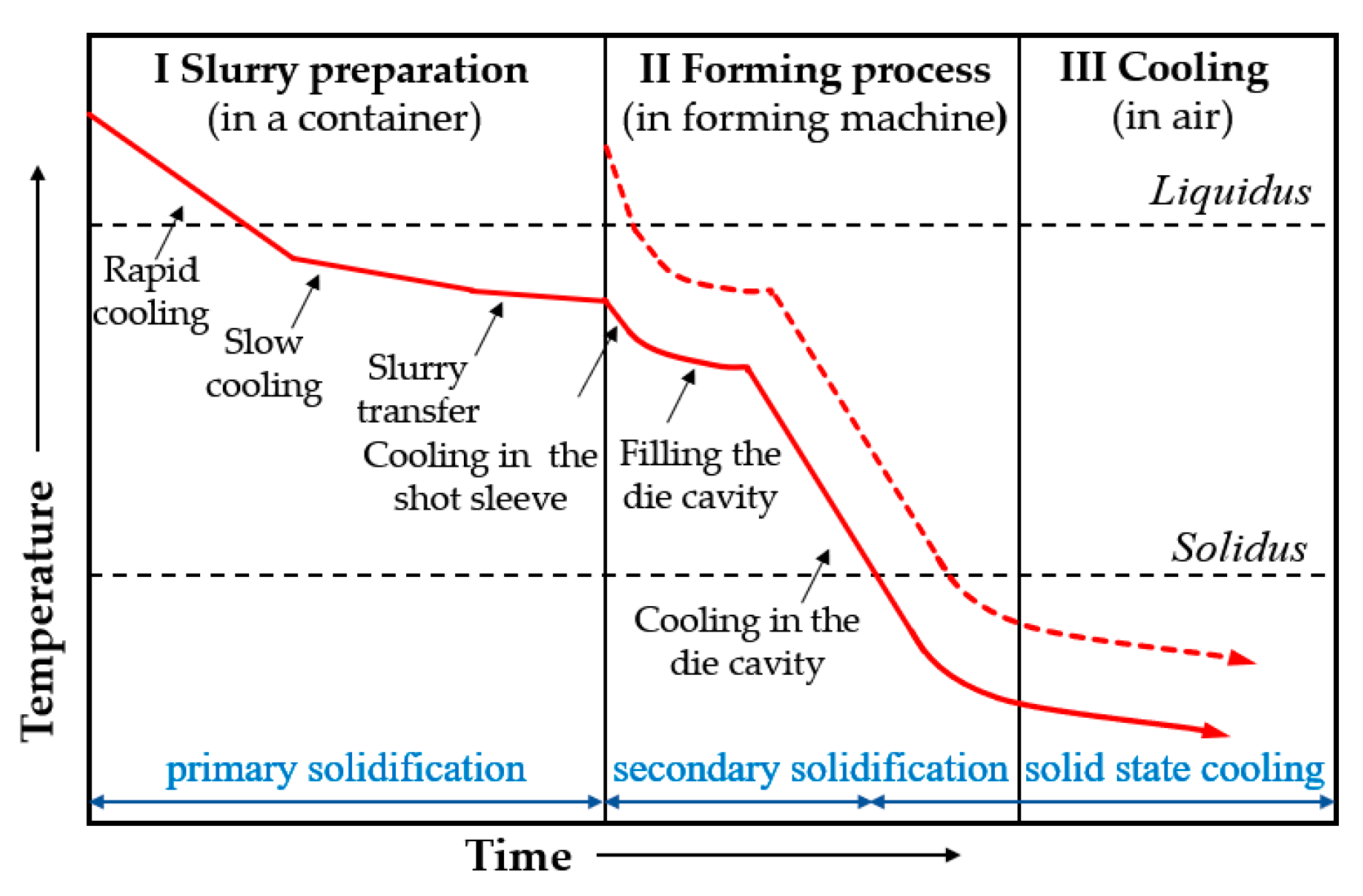
2.2. Methods of Slurry Preparation
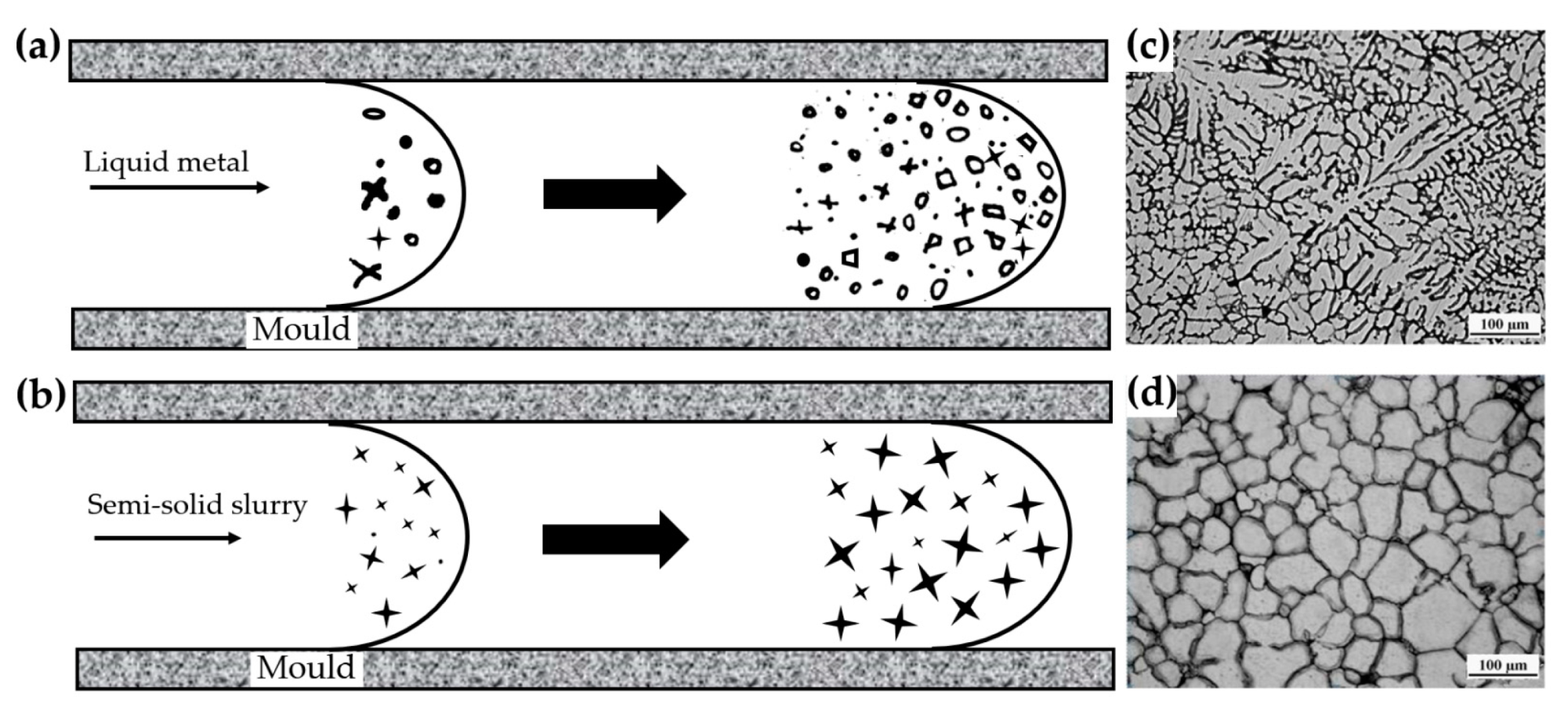
2.3. Flow Behavior and Filling Capacity
3. Performance of Rheoformed Wrought Al Alloys
3.1. Mechanical Properties
3.1.1. Tensile Behavior
3.1.2. Creep Resistance
3.2. Thermal Conductivity
4. Industrial Application and Opportunities
4.1. Automobile Parts
4.2. Communication Parts
5. Summary and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sun, W.; Zhu, Y.; Marceau, R.; Wang, L.; Zhang, Q.; Gao, X.; Hutchinson, C. Precipitation strengthening of aluminum alloys by room-temperature cyclic plasticity. Science 2019, 363, 972–975. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Sercombe, T.B.; Schaffer, G.B. Rapid Manufacturing of Aluminum Components. Science 2003, 301, 1225–1227. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Spencer, D.; Mehrabian, R.; Flemings, M.C. Rheological behavior of Sn-15 pct Pb in the crystallization range. Metall. Trans. 1972, 3, 1925–1932. [Google Scholar] [CrossRef]
- Flemings, M.C. Behavior of metal alloys in the semisolid state. Metall. Trans. B 1991, 22, 269–293. [Google Scholar] [CrossRef]
- Zhu, Q.; Midson, S.P. Semi-solid moulding: Competition to cast and machine from forging in making automotive complex components. Trans. Nonferrous Metals Soc. China 2010, 20, 1042–1047. [Google Scholar] [CrossRef]
- Wannasin, J.; Canyook, R.; Burapa, R.; Sikong, L.; Flemings, M.C. Evaluation of solid fraction in a rheocast aluminum die casting alloy by a rapid quenching method. Scr. Mater. 2008, 59, 1091–1094. [Google Scholar] [CrossRef]
- Wu, S.; Xie, L.; Zhao, J.; Nakae, H. Formation of non-dendritic microstructure of semi-solid aluminum alloy under vibration. Scr. Mater. 2008, 58, 556–559. [Google Scholar] [CrossRef]
- Janudom, S.; Wannasin, J.; Basem, J.; Wisutmethangoon, S. Characterization of flow behavior of semi-solid slurries containing low solid fractions in high-pressure die casting. Acta Mater. 2013, 61, 6267–6275. [Google Scholar] [CrossRef]
- Qi, M.F.; Kang, Y.L.; Qiu, Q.Q. Industrialized Application of Rheo-HPDC Process for the Production of Large Thin-Walled Aluminum Alloy Parts. Solid State Phenom. 2019, 285, 453–458. [Google Scholar] [CrossRef]
- Flemings, M.; Riek, R.; Young, K. Rheocasting. Mater. Sci. Eng. 1976, 25, 103–117. [Google Scholar] [CrossRef]
- Atkinson, H.V. Modelling the semisolid processing of metallic alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef] [Green Version]
- Modigell, M.; Pola, A.; Tocci, M. Rheological Characterization of Semi-Solid Metals: A Review. Metals 2018, 8, 245. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.G.; Zhu, Q.; Atkinson, H.V.; Lu, H.X.; Zhang, F.; Dong, H.B.; Kang, Y.L. A time-dependent power law viscosity model and its application in modelling semi-solid die casting of 319s alloy. Acta Mater. 2017, 124, 410–420. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.G.; Zhu, Q.; Midson, S.P.; Atkinson, H.V.; Dong, H.B.; Zhang, F.; Kang, Y.L. Blistering in semi-solid die casting of aluminium alloys and its avoidance. Acta Mater. 2017, 124, 446–455. [Google Scholar] [CrossRef] [Green Version]
- Lu, H.; Zhu, Q.; Li, D.; He, Y.; Zhang, F. Semi-solid High Pressure Die Casting of High Quality and Complex Shape Aluminum Components. In Proceedings of the International Conference HIGH TECH DIE CASTING 2016, Venice, Italy, 22–23 June 2016. [Google Scholar]
- Lu, H.; He, Y.; Midson, S.; Li, D.; Zhu, Q. Controlling and minimizing blistering during T6 heat treating of semi-solid castings. Solid State Phenom. 2016, 256, 192–198. [Google Scholar] [CrossRef]
- Lu, H.X.; Zhu, Q.; He, Y.; Zhang, F.; Li, D.Q. Study of forming mechanism of non-filling holes in blades of semi-solid cast impellers. Solid State Phenom. 2016, 256, 314–318. [Google Scholar] [CrossRef]
- Zhu, Q.; Midson, S.P.; Ming, C.W.; Atkinson, H.V. Casting and heat treatment of turbocharger impellers thixocast from alloy 201. Solid State Phenom. 2012, 192–193, 556–561. [Google Scholar] [CrossRef]
- Atkinson, H.V. Alloys for semi-solid processing. Solid State Phenom. 2013, 192, 16–27. [Google Scholar] [CrossRef]
- Rogal, Ł. Critical assessment: Opportunities in developing semi-solid processing: Aluminium, magnesium, and high-temperature alloys. Mater. Sci. Technol. 2017, 33, 759–764. [Google Scholar] [CrossRef] [Green Version]
- Liu, D.; Atkinson, H.V.; Kapranos, P.; Jirattiticharoean, W.; Jones, H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys. Mater. Sci. Eng. A 2003, 361, 213–224. [Google Scholar] [CrossRef]
- Fan, Z. Semisolid metal processing. Int. Mater. Rev. 2002, 47, 49–85. [Google Scholar] [CrossRef]
- Brochu, M.; Verreman, Y.; Ajersch, F.; Bucher, L. Fatigue behavior of semi-solid cast aluminum: A critical review. Solid State Phenom. 2008, 141, 725–730. [Google Scholar] [CrossRef]
- Czerwinski, F. Thermomechanical Processing of Metal Feedstock for Semisolid Forming: A Review. Metall. Mater. Trans. B 2018, 49, 3220–3257. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and properties of semi-solid aluminum alloys: A Literature review. Metals 2018, 8, 181. [Google Scholar] [CrossRef] [Green Version]
- Pola, A. Correlation between microstructure and properties of semi-solid products. Solid State Phenom. 2019, 285, 12–23. [Google Scholar] [CrossRef]
- Kapranos, P. Current state of semi-solid net-shape die casting. Metals 2019, 9, 1301. [Google Scholar] [CrossRef] [Green Version]
- Atkinson, H. Current status of semi-solid processing of metallic materials. In Advances in Material Forming; Springer: Berlin/Heidelberg, Germany, 2007; pp. 81–98. [Google Scholar]
- Mohammed, M.N.; Omar, M.Z.; Salleh, M.S.; Alhawari, K.S.; Kapranos, P. Semisolid metal processing techniques for nondendritic feedstock production. Sci. World J. 2013, 2013, 752175. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nafisi, S.; Ghomashchi, R. Semi-Solid Processing of Aluminum Alloys; Springer-Vaelag: New York, NY, USA, 2016. [Google Scholar]
- Deepak, S.; Diran, A.; Rathindra, D. SSM Processing of Hypereutectic Al-Si Alloys-An Overview. In Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites, Limassol, Cyprus, 21–23 September 2004; pp. 855–864. [Google Scholar]
- Nafisi, S.; Ghomashchi, R. Semi-solid metal processing routes: An overview. Can. Metall. Q. 2005, 44, 289–304. [Google Scholar] [CrossRef]
- Tzimas, E.; Zavaliangos, A. Evaluation of volume fraction of solid in alloys formed by semisolid processing. J. Mater. Sci. 2000, 35, 5319–5330. [Google Scholar] [CrossRef]
- Liu, D.; Atkinson, H.V.; Jones, H. Thermodynamic prediction of thixoformability in alloys based on the Al-Si-Cu and Al-Si-Cu-Mg systems. Acta Mater. 2005, 53, 3807–3819. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.G.; Hu, Z.H.; Qu, W.Y.; Li, X.W.; Li, Z.; Zhou, Y.; Midson, S.P.; Zhu, Q. A novel criterion for assessing the processability of semi-solid alloys: The enthalpy sensitivity of liquid fraction. Materialia 2019, 8, 100422. [Google Scholar] [CrossRef]
- Curle, U.A.; Möller, H.; Wilkins, J.D. Shape rheocasting of unmodified Al–Si binary eutectic. Mater. Lett. 2011, 65, 1469–1472. [Google Scholar] [CrossRef]
- Curle, U.; Möller, H.; Wilkins, J. Shape rheocasting of high purity aluminium. Scr. Mater. 2011, 64, 479–482. [Google Scholar] [CrossRef]
- Zhang, D.; Dong, H.; Atkinson, H. What is the process window for semi-solid processing? Metall. Mater. Trans. A 2016, 47, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Pan, Q.; Findon, M.; Apelian, D. The Continuous Rheoconversion Process (CRP): A Novel SSM Approach. In Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites, Limassol, Cyprus, 21–23 September 2004; p. 56. [Google Scholar]
- Mitsuru, A.; Hiroto, S.; Yasunori, H.; Tatsuo, S.; Satoru, S.; Atsushi, Y. Method and Apparatus for Shaping Semisolid Metals. EP Patent 745694, 29 May 1996. [Google Scholar]
- Yurko, J.A.; Martinez, R.A.; Flemings, M.C. The Use of Semi-Solid Rheocasting (SSR) for Aluminum Automotive Castings. In Proceedings of the SAE 2003 World Congress & Exhibition, Detroit, Michigan, 3–6 March 2003. [Google Scholar]
- Flemings, M.; Martinez, R.A. Principles of microstructural formation in semi-solid metal processing. Solid State Phenom. 2006, 116, 1–8. [Google Scholar] [CrossRef]
- Jorstad, J. SSM Provides Important Advantages; So, why has SSM Failed to Achieve Greater Market Share? Solid State Phenom. 2015, 217, 481–486. [Google Scholar] [CrossRef]
- Li, D.Q.; Zhang, F.; Midson, S.P.; Liang, X.K.; Yao, H. Recent developments of rheo-diecast components for transportation markets. Solid State Phenom. 2019, 258, 417–422. [Google Scholar] [CrossRef]
- Lu, H. Research on Forming Mechanism and Controlling of Defects of Al-Si Alloy Semi-Solid Die Casting Products. Ph.D. Thesis, General Research Institute for Nonferrous Metals, Beijing, China, June 2017. [Google Scholar]
- Guo, H.M.; Zhang, L.W.; Yang, X.J. Two unique issues in rheoforming processes. Chin. J. Nonferrous Metals 2016, 26, 516–525. [Google Scholar]
- Lashkari, O.; Nafisi, S.; Ghomashchi, R.; Charette, A.; Langlais, J.; Kulunk, B. Impact of Swirling and Superheat on Microstructural Evolution of 356 Alloy in SEED Slurry on-Demand Process. In Proceedings of the 43rd International Conference of Metallurgists, Hamilton, ON, Canada, 22–25 August 2004; p. 33. [Google Scholar]
- Curle, U.A.; Govender, G. Semi-solid rheocasting of grain refined aluminum alloy 7075. Trans. Nonferrous Metals Soc. China 2010, 20, s832–s836. [Google Scholar] [CrossRef]
- Guo, H.M.; Yang, X.J.; Wang, J.X. Pressurized solidification of semi-solid aluminum die casting alloy A356. J. Alloys Compd. 2009, 485, 812–816. [Google Scholar] [CrossRef]
- Li, M.; Li, Y.D.; Yang, W.L.; Zhang, Y.; Wang, Z.G. Effects of forming processes on microstructures and mechanical properties of A356 aluminum alloy prepared by self-inoculation method. Mater. Res. 2019, 22. [Google Scholar] [CrossRef]
- Qi, M.F.; Kang, Y.L.; Zhu, G.M.; Li, Y.D.; Li, W.R. A new Rheo-HPDC process with air-cooled stirring rod device for wireless base station shells of Al-8Si alloy. Solid State Phenom. 2016, 256, 303–308. [Google Scholar] [CrossRef]
- Nan, L.; Shuming, X.; Peiwei, B.; Shuqing, Y. Notice of Retraction: A Research on Mechanical Property and Structure of 7075 Wrought Aluminum Alloy Through Pressure Rheocasting. In Proceedings of the 2010 2nd International Conference on Computer Engineering and Technology, Chengdu, China, 16–18 April 2010; pp. 442–446. [Google Scholar]
- Curle, U.A. Semi-solid near-net shape rheocasting of heat treatable wrought aluminum alloys. Trans. Nonferrous Metals Soc. China 2010, 20, 1719–1724. [Google Scholar] [CrossRef]
- Curle, U.A. Rheocasting an engine mounting bracket in commercial 7075. Mater. Sci. Forum 2011, 690, 133–136. [Google Scholar] [CrossRef]
- Li, G.; Lu, H.X.; Hu, X.G.; Zhu, Q. Numerical simulation of slurry making process of 7075 aluminum alloy under electromagnetic field in Rheocasting process. Solid State Phenom. 2019, 285, 373–379. [Google Scholar] [CrossRef]
- Li, G. Development of Semi-Solid Slurry Making Process and Equipment of 7075 Aluminum Alloy. Master’s Thesis, Harbin Institute and Technology, Harbin, Heilongjiang Province, China, 30 June 2019. [Google Scholar]
- Zhao, J.W.; Guo, A.; Li, H.; Zhang, X.; Han, J.; Wu, S.S. Semisolid slurry of 7A04 aluminum alloy prepared by electromagnetic stirring and Sc, Zr additions. China Foundry 2017, 14, 188–193. [Google Scholar] [CrossRef]
- Canyook, R.; Wannasin, J.; Wisuthmethangkul, S.; Flemings, M.C. Characterization of the microstructure evolution of a semi-solid metal slurry during the early stages. Acta Mater. 2012, 60, 3501–3510. [Google Scholar] [CrossRef]
- Chucheep, T.; Wannasin, J.; Canyook, R.; Rattanochaikul, T.; Janudom, S.; Wisutmethangoon, S.; Flemings, M.C. Characterization of flow behavior of semi-solid slurries with low solid fractions. Metall. Mater. Trans. A 2013, 44, 4754–4763. [Google Scholar] [CrossRef]
- Zhao, Q. Study on the Rheoformability of Semi-Solid 7075 Wrought Aluminum Alloy Using SEED Process. Master’s Thesis, University of Quebec at Chicoutimi, Saguenay, QC, Canada, April 2016. [Google Scholar]
- Luo, M.; Li, D.; Qu, W.; Liang, X.; Fan, J. Effects of Cooling Rate and Grain Refiner on Semi-solid Rheocasting Slurries of Al–Zn–Mg Alloy. In Proceedings of the Advances in Materials Processing, Singapore, 6–12 July 2018; pp. 829–837. [Google Scholar]
- Wu, S.; Lü, S.; Ping, A.; Nakae, H. Microstructure and property of rheocasting aluminum-alloy made with indirect ultrasonic vibration process. Mater. Lett. 2012, 73, 150–153. [Google Scholar] [CrossRef]
- Lü, S.; Wu, S.; Lin, C.; Hu, Z.; An, P. Preparation and rheocasting of semisolid slurry of 5083 Al alloy with indirect ultrasonic vibration process. Mater. Sci. Eng. A 2011, 528, 8635–8640. [Google Scholar] [CrossRef]
- Guo, H.M.; Yang, X.J. Preparation of semi-solid slurry containing fine and globular particles for wrought aluminum alloy 2024. Trans. Nonferrous Metals Soc. China 2007, 17, 799–804. [Google Scholar] [CrossRef]
- Guo, H.M.; Yang, X.J.; Wang, J.X.; Hu, B.; Zhu, G.L. Effects of rheoforming on microstructures and mechanical properties of 7075 wrought aluminum alloy. Trans. Nonferrous Metals Soc. China 2010, 20, 355–360. [Google Scholar] [CrossRef]
- Li, Y.L.; Li, Y.D.; Li, C.; Wu, H.H. Microstructure characteristics and solidification behavior of wrought aluminum alloy 2024 rheo-diecast with self-inoculation method. China Foundry 2012, 9, 328–336. [Google Scholar]
- Li, M.; Li, Y.D.; Zheng, H.Q.; Huang, X.F.; Chen, T.J.; Ma, Y. Solidification behavior of 6061 wrought aluminum alloy during rheo-diecasting process with self-inoculation method. Trans. Nonferrous Metals Soc. China 2018, 28, 879–889. [Google Scholar] [CrossRef]
- Zhou, B.; Kang, Y.-L.; Zhu, G.-M.; Gao, J.-Z.; Qi, M.-F.; Zhang, H.-H. Forced convection rheoforming process for preparation of 7075 aluminum alloy semisolid slurry and its numerical simulation. Trans. Nonferrous Met. Soc. China 2014, 24, 1109–1116. [Google Scholar] [CrossRef]
- Qi, M.; Kang, Y.; Zhou, B.; Liao, W.; Zhu, G.; Li, Y.; Li, W. A forced convection stirring process for Rheo-HPDC aluminum and magnesium alloys. J. Mater. Process. Technol. 2016, 234, 353–367. [Google Scholar] [CrossRef]
- Yang, B. Preparation of Semi-Solid 7075 Aluminum Alloy Slurry by Inverted Cone-Shaped Pouring Channel Process and Rheo-Diecasting. Ph.D. Thesis, University of Science and Technology, Beijing, China, June 2014. [Google Scholar]
- Yang, B.; Mao, W.M.; Song, X.J. Microstructure evolution of semi-solid 7075 Al alloy slurry during temperature homogenization treatment. Trans. Nonferrous Met. Soc. China 2013, 23, 3592–3597. [Google Scholar] [CrossRef]
- Zhu, G.; Xu, J.; Zhang, Z.; Bai, Y.; Shi, L. Annular electromagnetic stirring—A new method for the production of semi-solid A357 aluminum alloy slurry. Acta Metall. Sin. 2009, 22, 408–414. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.H.; Xu, J.; Zhang, Z.F.; Tang, M.O. Effect of annular electromagnetic stirring on microstructure and mechanical property of 7075 aluminium alloy. Mater. Sci. Forum 2013, 749, 75–81. [Google Scholar] [CrossRef]
- Chen, Z.Z.; Mao, W.M.; Wu, Z.C. Influence of serpentine channel pouring process parameters on semi-solid A356 aluminum alloy slurry. Trans. Nonferrous Metals Soc. China 2011, 21, 985–990. [Google Scholar] [CrossRef]
- Zhu, W.Z.; Mao, W.M.; Tu, Q. Preparation of semi-solid 7075 aluminum alloy slurry by serpentine pouring channel. Trans. Nonferrous Met. Soc. China 2014, 24, 954–960. [Google Scholar] [CrossRef]
- Zhang, L.; Li, W.; Yao, J.P.; Qiu, H. Effects of pulsed magnetic field on microstructures and morphology of the primary phase in semisolid A356 Al slurry. Mater. Lett. 2012, 66, 190–192. [Google Scholar] [CrossRef]
- Zhang, L.; Li, W.; Yao, J.P. Microstructures and thermal stability of the semi-solid 2024 aluminum alloy prepared using the pulsed magnetic field process: Effects of technological parameters. J. Alloys Compd. 2013, 554, 156–161. [Google Scholar] [CrossRef]
- Fan, Z.; Fang, X.; Ji, S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminium alloys. Mater. Sci. Eng. A 2005, 412, 298–306. [Google Scholar] [CrossRef]
- Wang, Z. Research on Rheological Shearing Preparation Technology of 7A09 Aluminum Alloy Semi-Solid Slurry. Master’s Thesis, Harbin Institute and Technology, Harbin, Heilongjiang Province, China, June 2014. [Google Scholar]
- Rahimi, B.; Khosravi, H.; Haddad-Sabzevar, M. Microstructural characteristics and mechanical properties of Al-2024 alloy processed via a rheocasting route. Int. J. Miner. Metall. Mater. 2015, 22, 59–67. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification processing. Metall. Trans. 1974, 5, 2121–2134. [Google Scholar] [CrossRef]
- Arnberg, L.; Bäckerud, L.; Chai, G. Solidification Characteristics of Aluminum Alloys: Dendrite Coherency; American Foundrymen’s Society: Schaumburg, IL, USA, 1996. [Google Scholar]
- Bolouri, A.; Zhao, Q.; Côté, P.; Chen, X.G. Microstructure and rheological properties of semi-solid 7075 slurries using SEED rheocasting process. Solid State Phenom. 2016, 256, 288–293. [Google Scholar] [CrossRef]
- Li, Y.; Mao, W.; Zhu, W.; Yang, B. Rheological behavior of semi-solid 7075 aluminum alloy at steady state. China Foundry 2014, 11, 79–84. [Google Scholar]
- Lü, S. Study on Prepration and Rheocasting Semisolid Al Alloy Slurry with Ultrasonic Vibration. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, March 2012. [Google Scholar]
- Zhong, G.; Wu, S.; Wan, L.; Qin, B. Study on filling capacity of semi-solid Al-20%Si alloy prepared by Rheo-casting. China Foundry 2010, 59, 1044–1048. [Google Scholar]
- Mao, W.M.; Zhu, W.Z. Tensile properties and microstructure of rheo-diecast 7075 alloy prepared by serpentine channel process. Chin. Foundry 2019, 16, 161–167. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.; Zhao, J.; Guo, A.; Li, H.; Dai, G.; Zhang, X. Effects of injection velocity on microstructure, porosity and mechanical properties of a rheo-diecast Al-Zn-Mg-Cu aluminum alloy. J. Mater. Process. Technol. 2017, 249, 167–171. [Google Scholar] [CrossRef]
- Guan, R.G.; Wang, S.C.; Wen, J.L.; Liu, X.H. Continuous semisolid extending extrusion process for producing AA2017 aluminium alloy flat bar. Mater. Sci. Technol. 2006, 22, 706–712. [Google Scholar] [CrossRef]
- Guan, R.G.; Zhao, Z.Y.; Chao, R.Z.; Lian, C.; Wen, J.L. Simulation of temperature field and metal flow during continuous semisolid extending extrusion process of 6201 alloy tube. Trans. Nonferrous Met. Soc. Chin. 2012, 22, 1182–1189. [Google Scholar] [CrossRef]
- Chen, G.; Yang, M.; Jin, Y.; Zhang, H.; Han, F.; Chen, Q.; Zhao, Z. Ultrasonic assisted squeeze casting of a wrought aluminum alloy. J. Mater. Process. Technol. 2019, 266, 19–25. [Google Scholar] [CrossRef]
- Haga, T.; Kapranos, P. Simple rheocasting processes. J. Mater. Process. Technol. 2002, 130–131, 594–598. [Google Scholar] [CrossRef]
- Kim, H.H.; Kang, C.G. Study of the microstructure and mechanical properties of Al6061 aluminum alloys rheo-forged by vacuum pump. Mater. Sci. Eng. A 2008, 497, 309–321. [Google Scholar] [CrossRef]
- Möller, H.; Daswa, P.; Govender, G. The mechanical properties of Rheo-high pressure die cast Al-Mg-Si-(Cu) 6xxx series alloys. Solid State Phenom. 2015, 217–218, 61–66. [Google Scholar] [CrossRef]
- Lü, S.; Wu, S.; Wan, L.; An, P. Microstructure and tensile properties of wrought Al alloy 5052 produced by Rheo-Squeeze casting. Metall. Mater. Trans. A 2013, 44, 2735–2745. [Google Scholar] [CrossRef]
- Zhao, H. Study on Defects Control, Microstructure and Mechanical Properties of 7050 Aluminum Alloy in Semi-Solid die Casting. Master’s Thesis, General Research Institute for Nonferrous Metals, Beijing, China, 5 June 2019. [Google Scholar]
- Li, C.; Zhang, Z.F.; Fan, J. Applicaiton research on semi-solid precision forming technology of high strength aluminum alloy. Electro-Mech. Eng. 2016, 32, 49–51. [Google Scholar] [CrossRef]
- Mahathaninwong, N.; Plookphol, T.; Wannasin, J.; Wisutmethangoon, S. T6 heat treatment of rheocasting 7075 Al alloy. Mater. Sci. Eng. A 2012, 532, 91–99. [Google Scholar] [CrossRef]
- Guan, R.G.; Zhao, Z.Y.; Li, Y.D.; Chen, T.J.; Xu, S.X.; Qi, P.X. Microstructure and properties of squeeze cast A356 alloy processed with a vibrating slope. J. Mater. Process. Technol. 2016, 229, 514–519. [Google Scholar] [CrossRef]
- Chen, Z.Z.; Mao, W.M.; Wu, Z.C. Mechanical properties and microstructures of Al alloy tensile samples produced by serpentine channel pouring rheo-diecasting process. Trans. Nonferrous Met. Soc. Chin. 2011, 21, 1473–1479. [Google Scholar] [CrossRef]
- MÖLler, H.; Govender, G.; Stumpf, W.E. Application of shortened heat treatment cycles on A356 automotive brake calipers with respective globular and dendritic microstructures. Trans. Nonferrous Met. Soc. Chin. 2010, 20, 1780–1785. [Google Scholar] [CrossRef] [Green Version]
- Thanabumrungkul, S.; Janudom, S.; Burapa, R.; Dulyapraphant, P.; Wannasin, J. Industrial development of gas induced semi-solid process. Trans. Nonferrous Met. Soc. Chin. 2010, 20, s1016–s1021. [Google Scholar] [CrossRef]
- Moller, H.; Curle, U.A.; Masuku, E.P. Characterization of surface liquid segregation in SSM-HPDC aluminium alloys 7075, 2024, 6082 and A201. Trans. Nonferrous Met. Soc. Chin. 2010, 20, s847–s851. [Google Scholar] [CrossRef]
- Yang, B.; Mao, W.M.; Song, X.J. Microstructure characteristics and mechanical properties of rheocasting 7075 aluminum alloy. Chin. Foundry 2013, 10, 277–281. [Google Scholar]
- ASM International Handbook Committee. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Cleveland, OH, USA, 1990. [Google Scholar]
- Jiang, J.; Wang, Y. Microstructure and mechanical properties of the semisolid slurries and rheoformed component of nano-sized SiC/7075 aluminum matrix composite prepared by ultrasonic-assisted semisolid stirring. Mater. Sci. Eng. A 2015, 639, 350–358. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Esgandari, B.A.; Nami, B.; Shahmiri, M.; Abedi, A. Effect of Mg and semi solid processing on microstructure and impression creep properties of A356 alloy. Trans. Nonferrous Met. Soc. Chin. 2013, 23, 2518–2523. [Google Scholar] [CrossRef]
- Mahathaninwong, N.; Zhou, Y.; Babcock, S.E.; Plookphol, T.; Wannasin, J.; Wisutmethangoon, S. Creep rupture behavior of semi-solid cast 7075-T6 Al alloy. Mater. Sci. Eng. A 2012, 556, 107–113. [Google Scholar] [CrossRef]
- Thongkam, S.; Wisutmethangoon, S.; Wannasin, J.; Chantaramanee, S.; Plookphol, T. Creep of Rheocast 7075 aluminum alloy at 300 °C. Appl. Mech. Mater. 2013, 372, 288–291. [Google Scholar] [CrossRef]
- Qi, M.; Kang, Y.; Qiu, Q.; Tang, W.; Li, J.; Li, B. Microstructures, mechanical properties, and corrosion behavior of novel high-thermal-conductivity hypoeutectic Al-Si alloys prepared by rheological high pressure die-casting and high pressure die-casting. J. Alloys Compd. 2018, 749, 487–502. [Google Scholar] [CrossRef]
- Jarfors, A.E.W.; Zheng, J.C.; Chen, L.; Yang, J. Recent advances in commercial application of the rheometal process in china and europe. Solid State Phenom. 2019, 285, 405–410. [Google Scholar] [CrossRef]
- Liu, J.; Wu, S.; Zheng, J. Microstructure and Properties of Semi-solid Die Casting of High Silicon Aluminum Alloy with High Thermal Conductivity. In Proceedings of the Seventh Asia International Symposium on Mechatronics, Xi’an China, 19–22 September 2019; pp. 463–470. [Google Scholar]
- Haga, T.; Fuse, H. Semisolid Casting of Product with Thin Fins by Using Al-25% Si. Key Eng. Mater. 2015, 651–653, 1551–1556. [Google Scholar] [CrossRef]
- Haga, T.; Fuse, H. Die-casting of product with thin fins by Al-25% Si. Adv. Mater. Process. Technol. 2018, 4, 234–243. [Google Scholar] [CrossRef]
- Haga, T.; Fuse, H.; Terao, M. Fabrication of thin heat sinks by the die casting of semisolid Al-25% Si. Solid State Phenom. 2019, 285, 423–428. [Google Scholar] [CrossRef]
- Wannasin, J. SSM Slurry Making Process by GISS Technology. In Proceedings of the 2nd International GISS Technology Forum, Shanghai, China, 15–16 July 2019. [Google Scholar]
- Shin, J.S.; Ko, S.H.; Kim, K.T. Development and characterization of low-silicon cast aluminum alloys for thermal dissipation. J. Alloys Compd. 2015, 644, 673–686. [Google Scholar] [CrossRef]
- Lumley, R.N.; Polmear, I.J.; Groot, H.; Ferrier, J. Thermal characteristics of heat-treated aluminum high-pressure die-castings. Scr. Mater. 2008, 58, 1006–1009. [Google Scholar] [CrossRef]
- Tzeng, Y.C.; Chengn, V.S.; Nieh, J.K.; Bor, H.Y.; Lee, S.L. Microstructure and thermal stability of A357 Alloy with and without the addition of Zr. J. Mater. Eng. Perform. 2017, 26, 5511–5518. [Google Scholar] [CrossRef]
- Yang, Z.; Shao, S.; Li, C.; Yang, L. Alleviating the misallocation of R&D inputs in China’s manufacturing sector: From the perspectives of factor-biased technological innovation and substitution elasticity. Technol. Forecast. Soc. 2020, 151, 119878. [Google Scholar]
- Wojan, T.R.; Crown, D.; Rupasingha, A. Varieties of innovation and business survival: Does pursuit of incremental or far-ranging innovation make manufacturing establishments more resilient? Res. Policy 2018, 47, 1801–1810. [Google Scholar] [CrossRef]
- Kirkwood, D.H.; Suéry, M.; Kapranos, P.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer-Vaelag: New York, NY, USA, 2010. [Google Scholar]
- Jorstad, J.L. Semi-Solid Metal Processing from an Industrial Perspective; The Best is yet to Come! Solid State Phenom. 2016, 256, 9–14. [Google Scholar] [CrossRef]
- Winklhofer, J. Semi-solid casting of aluminium from an industrial point of view. Solid State Phenom. 2019, 285, 24–30. [Google Scholar] [CrossRef]
- Jarfors, A.E.W. Recent Advances in Commercial Application of the Rheometal Process in China and Europe. In Proceedings of the 15th International Conference on Semi-Solid Processing of Alloys and Composites, Shenzhen, China, 22–24 October 2018. [Google Scholar]
- Chauke, L.; Möller, H.; Curle, U.A.; Govender, G. Anodising of Al-Mg-Si-(Cu) alloys produced by R-HPDC. Mater. Sci. Forum 2013, 765, 658–662. [Google Scholar] [CrossRef]
- Iewkitthayakorn, I.; Janudom, S.; Mahathaninwong, N.; Karrila, S.; Wannasin, J. Anodizing parameters for superheated slurry cast 7075 aluminum alloys. Trans. Nonferrous Met. Soc. Chin. 2019, 29, 1200–1210. [Google Scholar] [CrossRef]
- Patel, J.B.; Liu, Y.Q.; Shao, G.; Fan, Z. Rheo-processing of an alloy specifically designed for semi-solid metal processing based on the Al–Mg–Si system. Mater. Sci. Eng. A 2008, 476, 341–349. [Google Scholar] [CrossRef]
- Govender, G.; Möller, H.; Curle, U.A. Alloy design for semi solid metal forming. Mater. Sci. Forum 2014, 783–786, 136–141. [Google Scholar] [CrossRef]
- Liu, Y.; Fan, Z. Application of thermodynamic calculation to the aluminium alloy design for semi-solid metal processing. Mater. Sci. Forum 2002, 396–402, 717–722. [Google Scholar] [CrossRef]
- Proni, C.T.W.; Brollo, G.L.; Zoqui, E.J. A Comparison of the use of ultrasonic melt treatment and mechanical vibration in the manufacture of Al5Si5Zn alloy feedstock for thixoforming. Metall. Mater. Trans. B 2019, 51, 306–317. [Google Scholar] [CrossRef]
- Saikia, P.; Baruah, R.D.; Singh, S.K.; Chaudhuri, P.K. Artificial Neural Networks in the domain of reservoir characterization: A review from shallow to deep models. Comput. Geosci. 2020, 135, 104357. [Google Scholar] [CrossRef]
- Belayadi, A.; Bourahla, B. Neural network model for 7000 (Al-Z) alloys: Classification and prediction of mechanical properties. Phys. B 2019, 554, 114–120. [Google Scholar] [CrossRef]
- Li, H.J.; Qi, L.H.; Han, H.M.; Guo, L.J. Neural network modeling and optimization of semi-solid extrusion for aluminum matrix composites. J. Mater. Process. Technol. 2004, 151, 126–132. [Google Scholar] [CrossRef]
- Seo, P.K.; Park, K.J.; Kang, C.G. Semi-solid die casting process with three steps die system. J. Mater. Process. Technol. 2004, 153–154, 442–449. [Google Scholar] [CrossRef]
- Kang, C.G.; Seo, P.K.; Kang, S.S. The effect of injection velocity on liquid segregation and mechanical properties in arm part fabricated by semi-solid die casting process. J. Mater. Process. Technol. 2006, 176, 32–40. [Google Scholar] [CrossRef]
- Chen, S.; Li, D.Q.; Zhang, F.; He, Y.F.; Zhu, Q.; Li, Y.; Cui, H.X. Development of semi-solid die casting process technology for aluminium alloy clamp. Mater. Sci. Forum 2016, 850, 642–648. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, F.; He, Y.F.; Li, D.Q.; Zhu, Q. Development of semi-solid die casting product design and die design technology for aluminium alloy clamp. Solid State Phenom. 2016, 256, 334–339. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
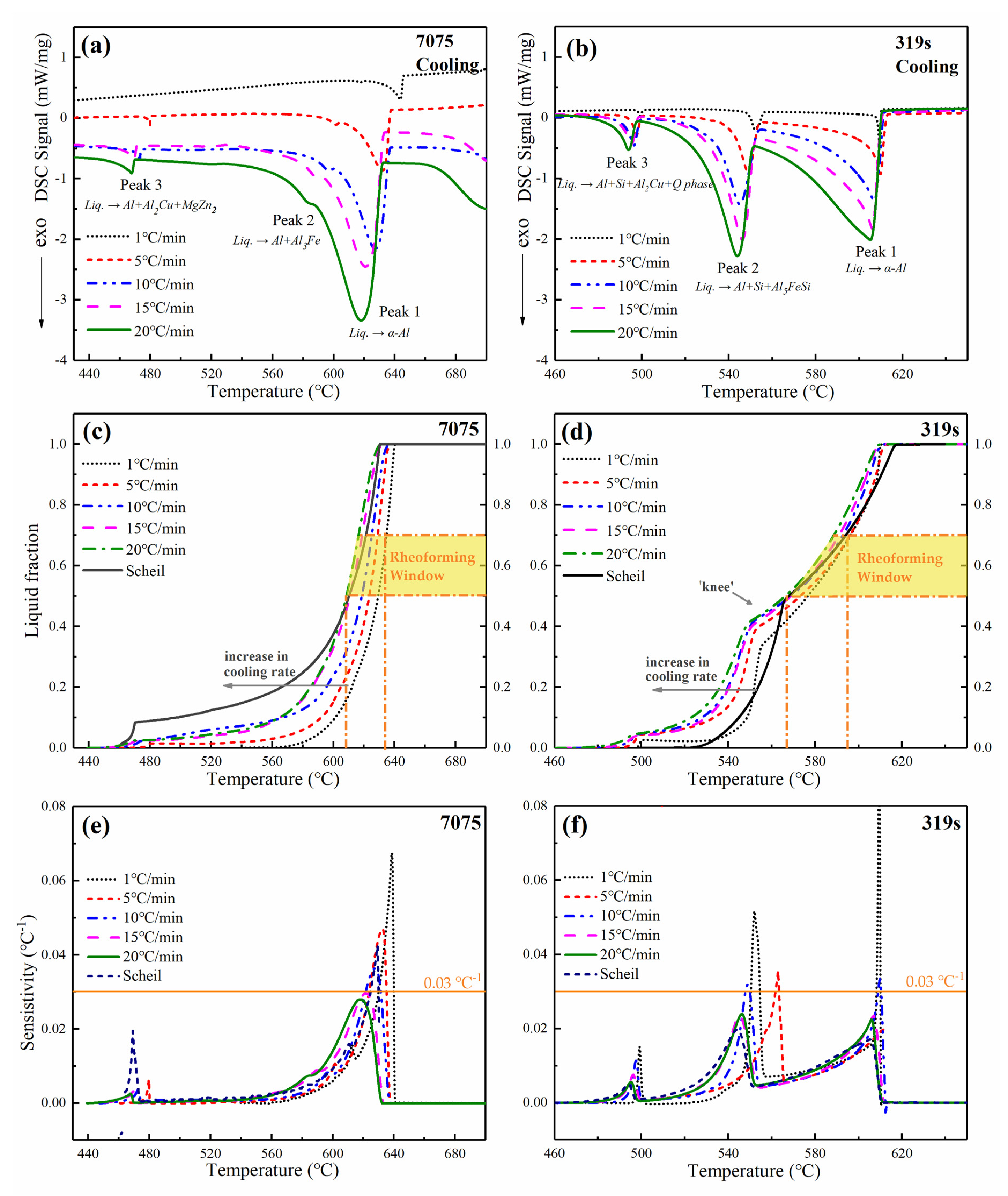
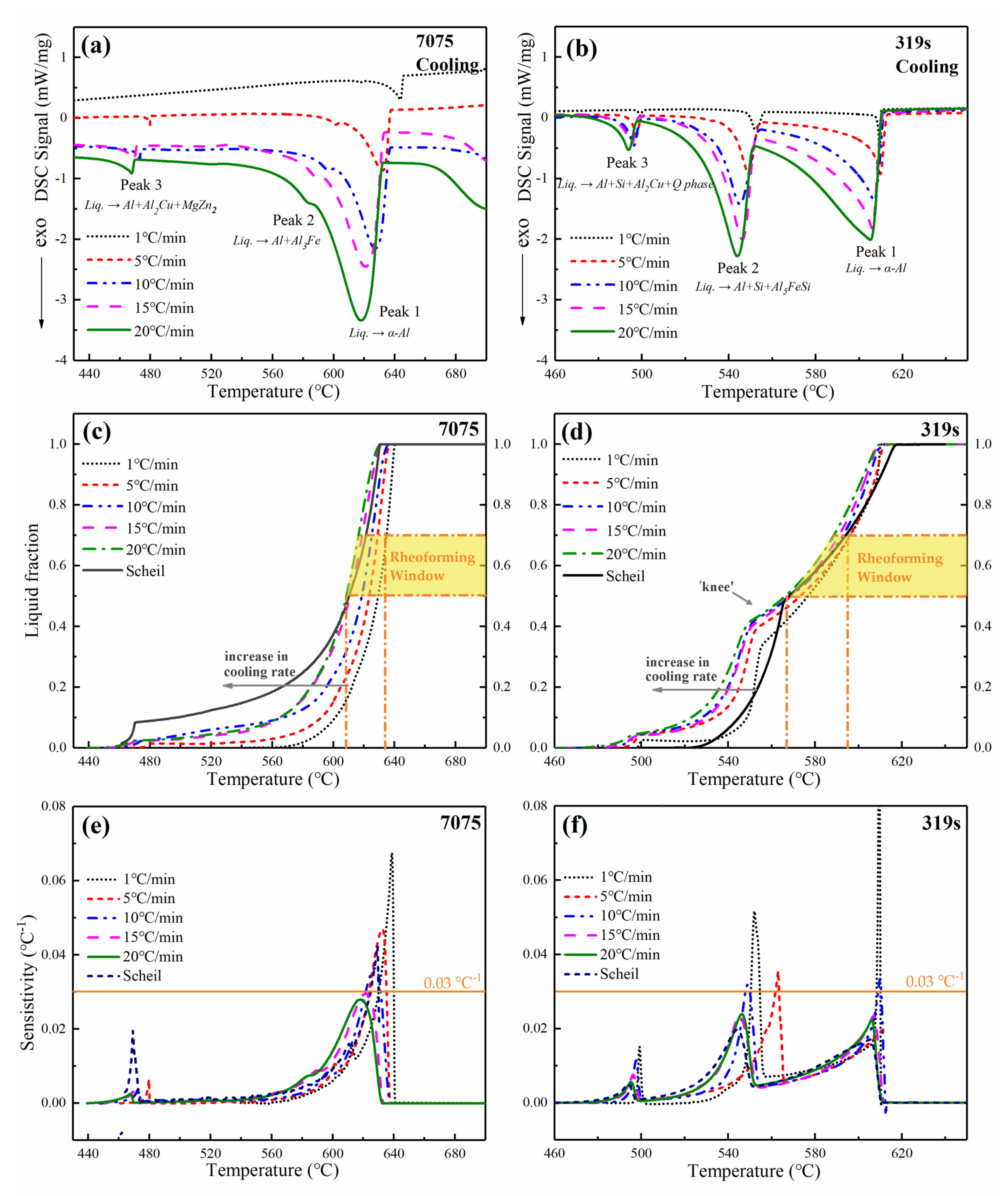
| Alloy | Cooling Rate | Solidus | Liquidus | Solidification Range | Rheoforming Window | Time Window |
|---|---|---|---|---|---|---|
| (°C/s) | (°C) | (°C) | (°C) | (°C) | (s) | |
| 7075 | Scheil | 461.3 | 630.3 | 169 | 10.9 | - |
| 1 | - | 644.7 | - | 4.6 | 276 | |
| 5 | 478.6 | 634.8 | 156.2 | 5.5 | 66 | |
| 10 | 470.9 | 633.5 | 162.6 | 6.5 | 39 | |
| 15 | 464.5 | 627.4 | 162.9 | 5.5 | 36 | |
| 20 | 463.0 | 626.5 | 163.5 | 7.9 | 23.7 | |
| 319s | Scheil | 508.4 | 611.5 | 103.1 | 26.1 | - |
| 1 | 498.0 | 609.9 | 111.9 | 19.6 | 1176 | |
| 5 | 494.8 | 612.4 | 117.6 | 22.8 | 273.6 | |
| 10 | 492.1 | 609.6 | 117.5 | 23.6 | 141.6 | |
| 15 | 490.6 | 609.4 | 118.8 | 22.1 | 88.4 | |
| 20 | 489.3 | 608.4 | 119.1 | 22.4 | 67.2 |
| Process | Affiliation (Country) | Alloy | Fs (%) | Dp (μm) | SF | Time | Mass |
|---|---|---|---|---|---|---|---|
| 1 Gas Induced Semi-solid (GISS) | Massachusetts Institute of Technology (USA) | A356 [63] | 0–14.6 | 7.3–68.4 | 0.79–0.73 | 5–45 s | 2 kg |
| 7075 [64] | 13.3–27.2 | 29.3–44.7 | - | 5–20 s | 1 kg | ||
| 2 Swirled Enthalpy Equilibration Device (SEED) | Aluminum Company of Canada (Canada) | A356 [51] | 30–45 | 70–110 | - | 30–60 s | 1–6 kg |
| 7075 [65] | 45 | 106.65 | 0.61 | - | 1 kg | ||
| 7108 [66] | ~55 | 800 | - | ~220 s | 2.3 kg | ||
| 3 Indirect Ultrasonic Vibration (IUV) | Huazhong University of Sci. & Tech. (China) | A356 [67] | 22.2 | 74 | 0.62 | 50 s | ~450 g |
| 5083 [68] | 25 | 60 | 0.54 | 50 s | ~450 g | ||
| 4 Low Superheat Pouring with a Shear Field (LSPSF) | Nanchang University (China) | A356 [53] | 41 | 65 | 0.84 | - | - |
| 2024 [69] | 55 | 73 | 0.79 | ~25 s | 1.5 kg | ||
| 7075 [70] | ~3 | 62 | 0.78 | - | - | ||
| 5 Self-inoculation method (SIM) | Lanzhou University of Technology (China) | A356 [54] | 27 | 54.58 | 0.75 | 3 min | - |
| 2024 [71] | ~25 | 70.8 | 0.76 | 3 min | - | ||
| 6061 [72] | 40 | 76 | 0.8 | 5 min | - | ||
| 6 Forced convection stirring (FCS) | University of Sci. & Tech. Beijing (China) | 7075 [73] | - | 77 | 0.76 | 30 s | 2 kg |
| 7075 [74] | - | 64 | 0.88 | 15 s | 5.3 kg | ||
| 7 Inverted Cone-Shaped Pouring Channel | University of Sci. & Tech. Beijing (China) | 7075 [75] | ~15 | 60 | 0.86 | ~1 min | - |
| 7075 [76] | 46 | 78 | 0.85 | - | - | ||
| 8 Annular Electromagnetic Stirring (A-EMS) | General Research Institute for Nonferrous | A357 [77] | - | 44 | - | 10 s | - |
| Metals (China) | 7075 [78] | - | 49 | 0.51 | - | - | |
| 9 Serpentine Channel Pouring (SCP) | University of Sci. & Tech. Beijing (China) | A356 [55] | ~15 | 50 | 0.89 | 10 s | 3.5 kg |
| 7075 [79] | ~20 | 64 | 0.78 | 4 s | 1.6 kg | ||
| 10 Pulsed magnetic field process (PMF) | Nanchang Hangkong University (China) | A356 [80] | ~20 | 79 | 0.58 | 4 min | 600 g |
| 2024 [81] | - | 78 | 0.6 | - | ~1 kg | ||
| 11 Rheo-diecasting process (RDC) | Brunel University (UK) | A357 [82] | 42 | 41 | 0.87 | 30 s | - |
| 2014 [82] | - | 50 | - | 30 s | - | ||
| 12 Rotate Casting Method | Harbin Institute of Technology (China) | 7A09 [83] | - | 52 | 0.67 | - | - |
| 13 A self-developed stirring method | Ferdowsi University of Mashhad (Iran) | 2024 [84] | 30 | 46 | 0.77 | - | 350 g |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Lu, H.; Hu, X.; Lin, F.; Li, X.; Zhu, Q. Current Progress in Rheoforming of Wrought Aluminum Alloys: A Review. Metals 2020, 10, 238. https://doi.org/10.3390/met10020238
Li G, Lu H, Hu X, Lin F, Li X, Zhu Q. Current Progress in Rheoforming of Wrought Aluminum Alloys: A Review. Metals. 2020; 10(2):238. https://doi.org/10.3390/met10020238
Chicago/Turabian StyleLi, Gan, Hongxing Lu, Xiaogang Hu, Feng Lin, Xinwei Li, and Qiang Zhu. 2020. "Current Progress in Rheoforming of Wrought Aluminum Alloys: A Review" Metals 10, no. 2: 238. https://doi.org/10.3390/met10020238
APA StyleLi, G., Lu, H., Hu, X., Lin, F., Li, X., & Zhu, Q. (2020). Current Progress in Rheoforming of Wrought Aluminum Alloys: A Review. Metals, 10(2), 238. https://doi.org/10.3390/met10020238