Performance of Thermo-Mechanically Processed AA7075 Alloy at Elevated Temperatures—From Microstructure to Mechanical Properties

 , ,
, ,
Abstract
:1. Introduction
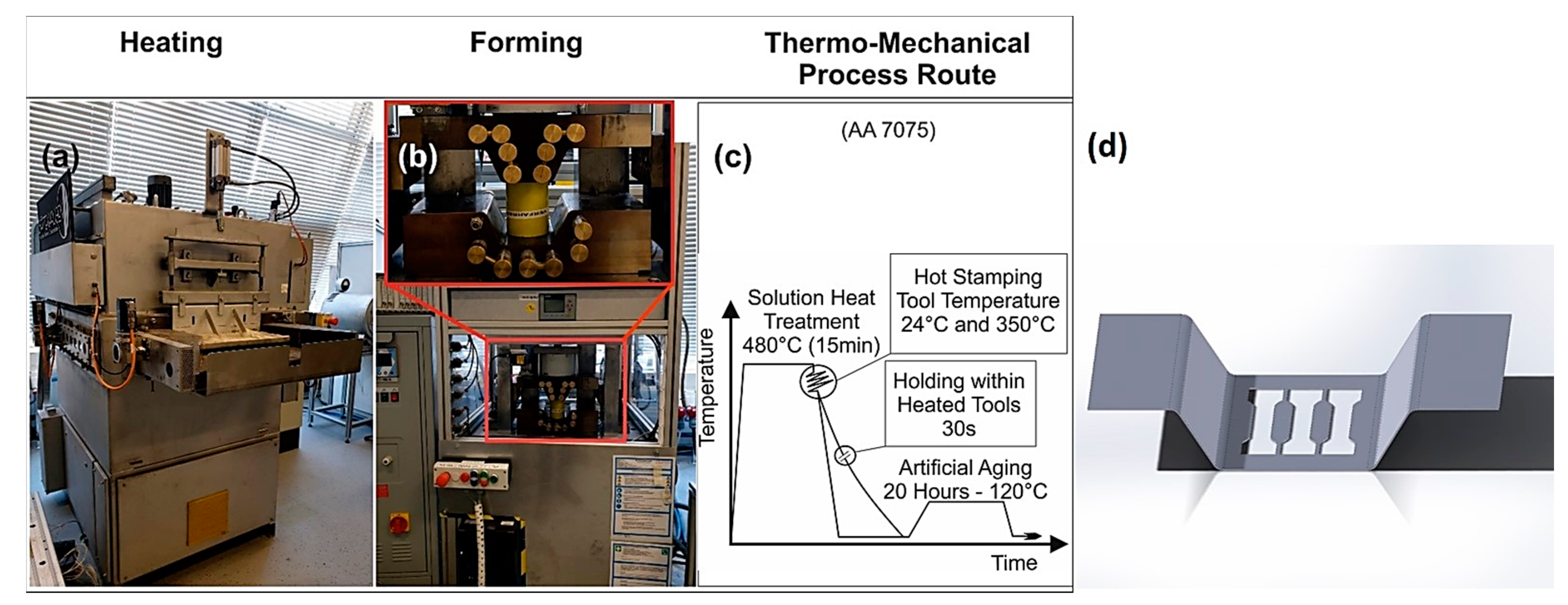
2. Materials and Methods
3. Results and Discussion
3.1. Room Temperature Mechanical Properties and Microstructure of Thermo-Mechanically Processed AA7075 Alloy
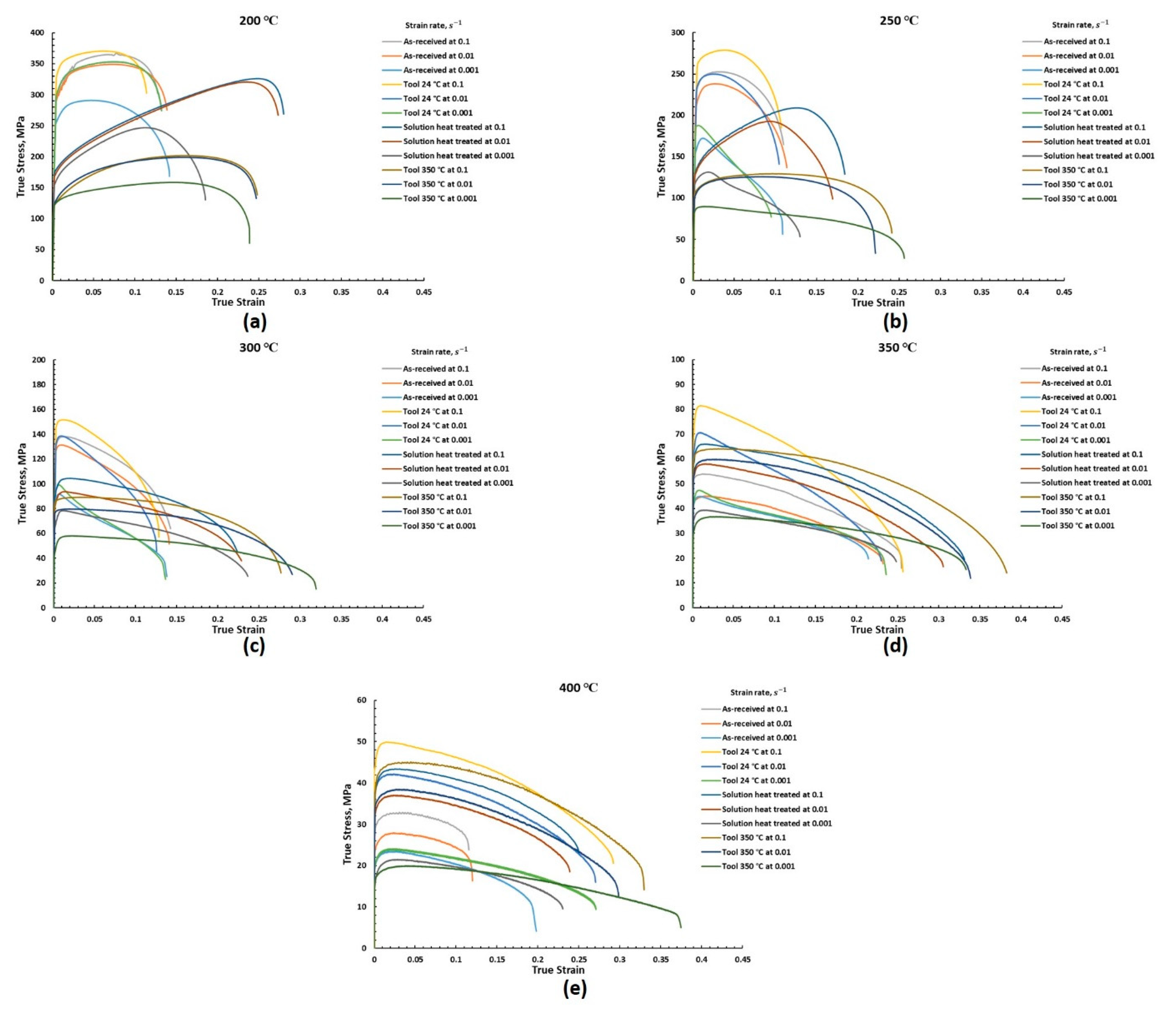
3.2. Elevated Temperature Flow Behavior of Thermo-Mechanically Processed AA7075 Alloy
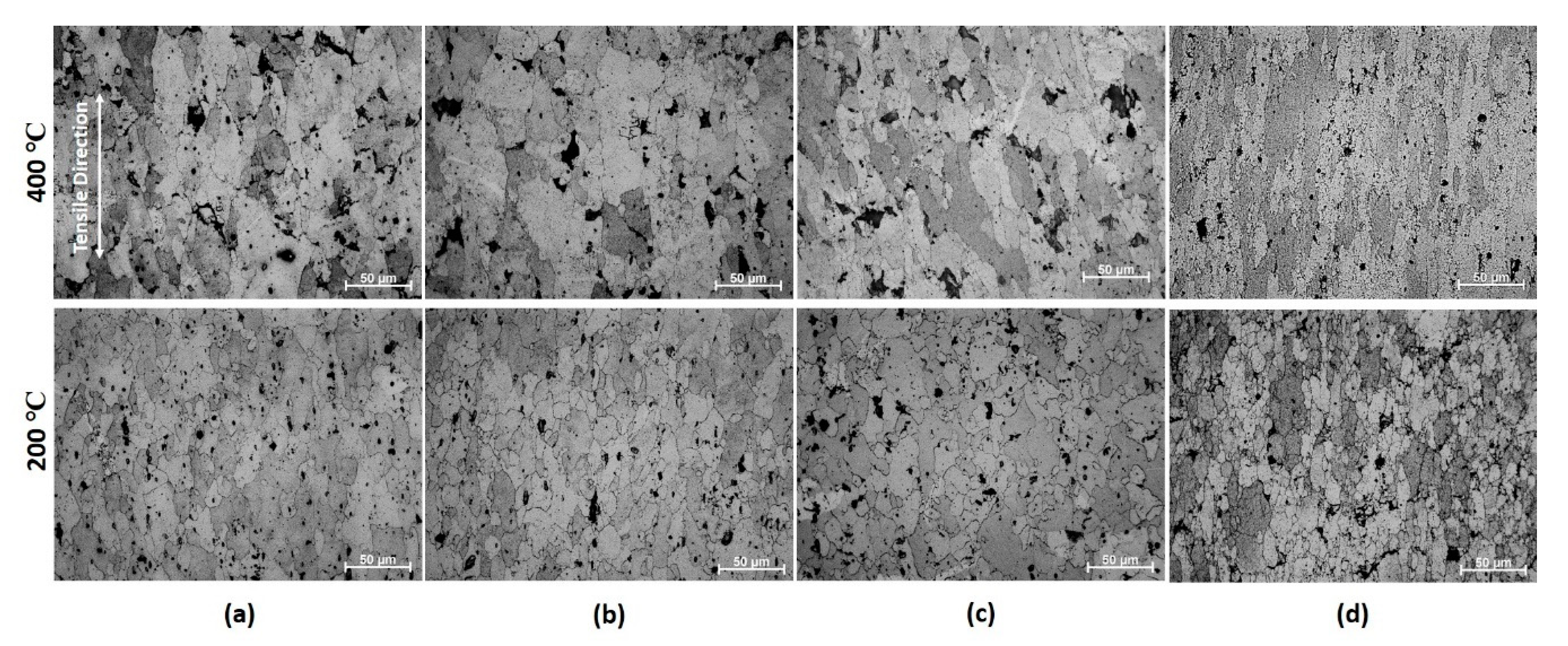
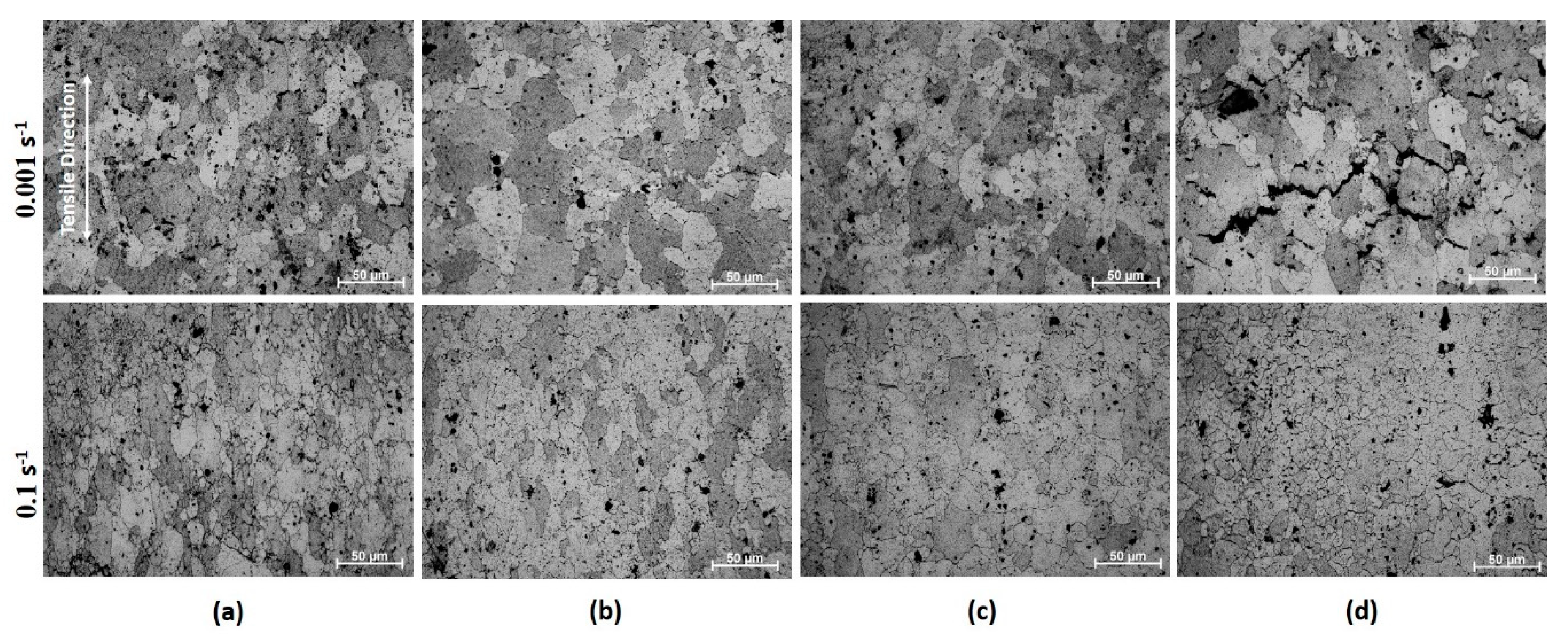
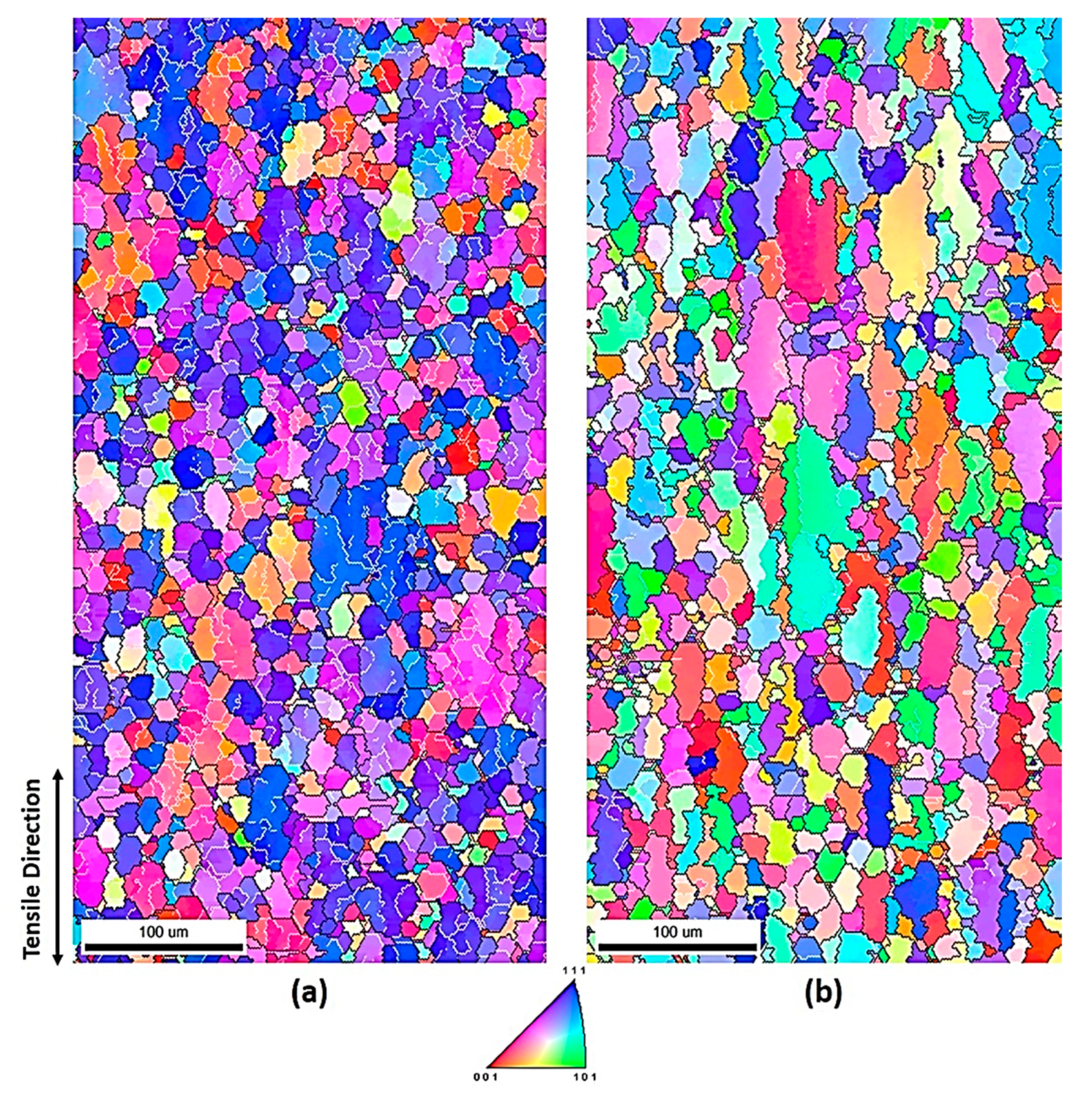
3.3. Effects of Temperature and Deformation Rate on the Microstructural Evolution of Thermo-Mechanically Processed AA7075 Alloy
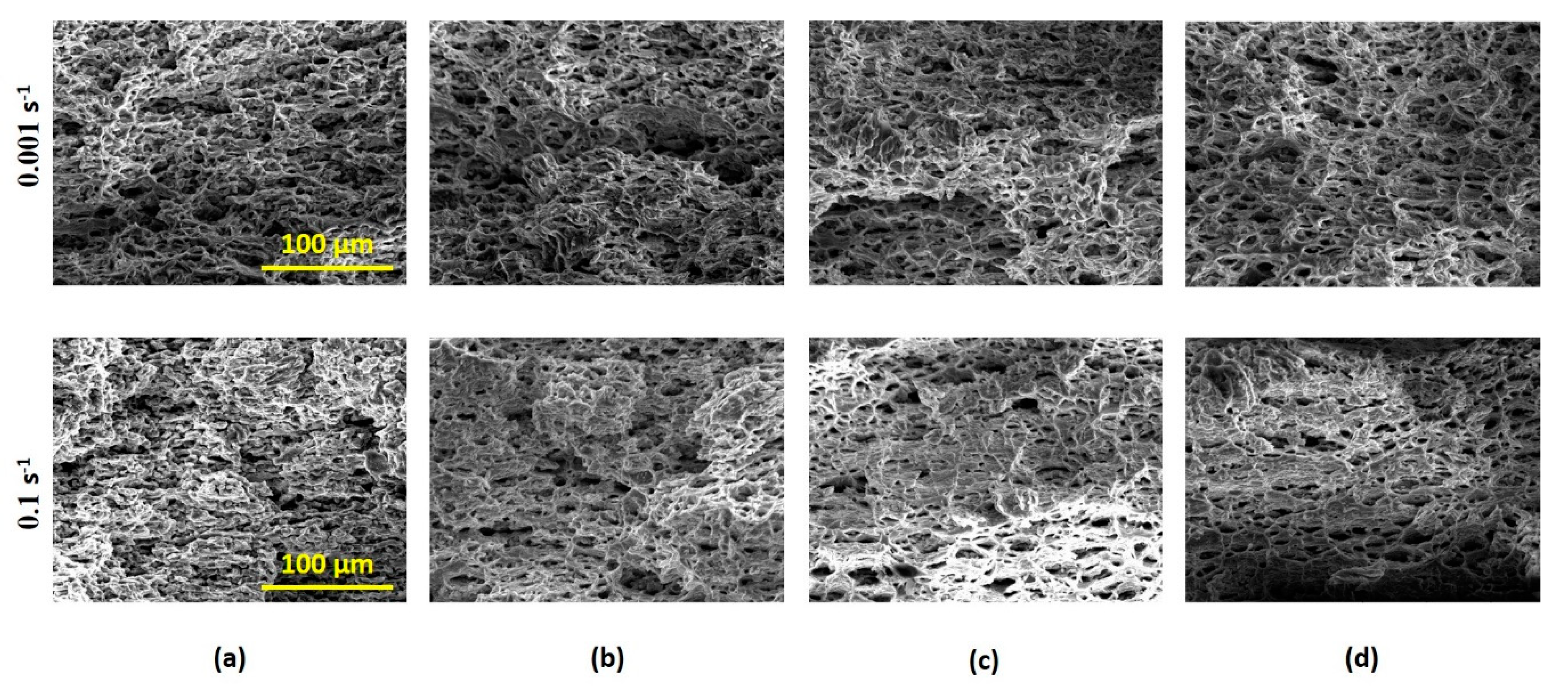
3.4. Fractography
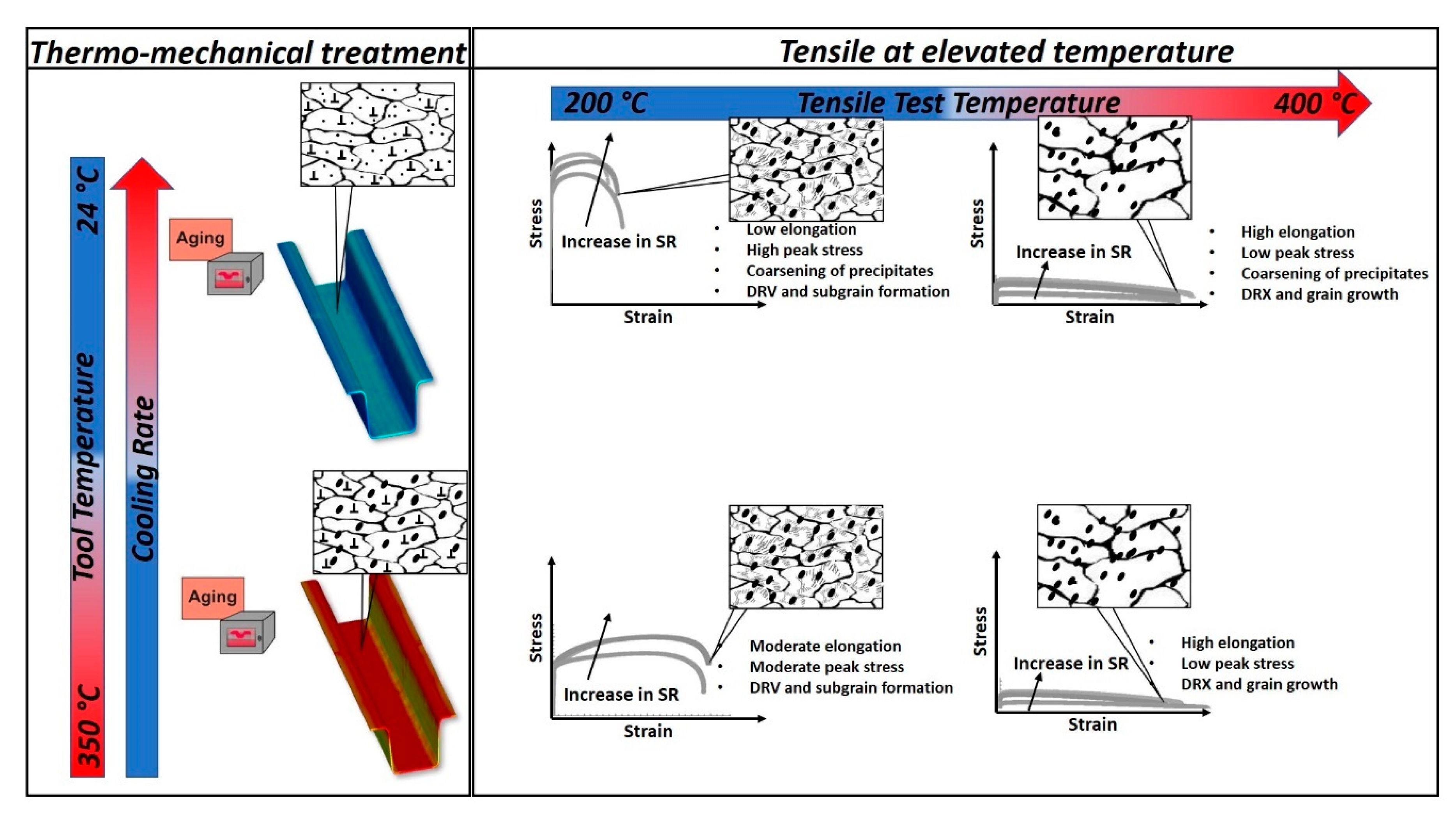
3.5. Process-Microstructure-Property-Damage Relationships
4. Conclusions
- (i)
- Room temperature tensile tests and microstructural analysis reveal that the die temperature in the forming process of AA7075 alloy substantially affects the strength and ductility because of the formation of precipitates with different sizes and morphologies. Higher die temperatures resulted in the formation and segregation of coarse precipitates alongside the grain boundaries and, hence, precipitates formed were found not to be suitable for strengthening of the material. On the contrary, the material formed in a cold die showed mechanical properties similar to those of the T6 condition due to the formation of fine and well-dispersed precipitates in the subsequent aging treatment.
- (ii)
- The flow behavior of AA7075 alloy in all processing states was significantly affected by the deformation temperature and strain rate. Higher deformation temperatures and lower strain rates led to the drop of tensile strength values, attesting the occurrence of softening mechanisms at elevated temperature.
- (iii)
- OM and SEM analysis of specimens revealed that DRV is the dominant softening mechanism at lower deformation temperature, while DRX took place in case of samples deformed at 400 °C. Besides, a higher deformation temperature promotes the growth of dynamically recrystallized grains. Fracture analysis also showed that the sizes of microvoids and dimples are enlarged with the increase in deformation temperature and decrease in deformation rate.
Author Contributions
Funding
Conflicts of Interest
References
- Starke, E.; Staley, J. Application of Modern Aluminum Alloys to Aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Jayaganthan, R.; Brokmeier, H.-G.; Schwebke, B.; Panigrahi, S. Microstructure and texture evolution in cryorolled Al 7075 alloy. J. Alloys Compd. 2010, 496, 183–188. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.; García-Infanta, J.; Ruano, O.A.; Carreño, F. Mechanical properties at room temperature of an Al–Zn–Mg–Cu alloy processed by equal channel angular pressing. J. Alloys Compd. 2011, 509, 8649–8656. [Google Scholar] [CrossRef] [Green Version]
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Light. Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Z.; Wang, Z.; Zhu, B.; Wang, Y.; Zhang, Y. Formability and lubrication of a B-pillar in hot stamping with 6061 and 7075 aluminum alloy sheets. Procedia Eng. 2017, 207, 723–728. [Google Scholar] [CrossRef]
- Harrison, N.R.; Luckey, S.G. Hot Stamping of a B-Pillar Outer from High Strength Aluminum Sheet AA7075. SAE Int. J. Mater. Manuf. 2014, 7, 567–573. [Google Scholar] [CrossRef]
- Poznak, A.; Freiberg, D.; Sanders, P. Automotive Wrought Aluminium Alloys. Fundam. Alum. Metall. 2018, 333–386. [Google Scholar] [CrossRef]
- Li, X.-M.; Starink, M. Effect of compositional variations on characteristics of coarse intermetallic particles in overaged 7000 aluminium alloys. Mater. Sci. Technol. 2001, 17, 1324–1328. [Google Scholar] [CrossRef] [Green Version]
- Feng, A.; Chen, D.; Ma, Z. Microstructure and Cyclic Deformation Behavior of a Friction-Stir-Welded 7075 Al Alloy. Met. Mater. Trans. A 2010, 41, 957–971. [Google Scholar] [CrossRef]
- Kumar, P.V.; Gankidi, M.R.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds – Effect of post weld heat treatment. Def. Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Senthil, K.; Iqbal, M.; Chandel, P.; Gupta, N. Study of the constitutive behavior of 7075-T651 aluminum alloy. Int. J. Impact Eng. 2017, 108, 171–190. [Google Scholar] [CrossRef]
- Maikranz-Valentin, M.; Weidig, U.; Schoof, U.; Becker, H.-H.; Steinhoff, K. Components with Optimised Properties due to Advanced Thermo-mechanical Process Strategies in Hot Sheet Metal Forming. Steel Res. Int. 2008, 79, 92–97. [Google Scholar] [CrossRef]
- Ma, W.-Y.; Wang, B.; Lin, J.; Tang, X.-F. Influence of process parameters on properties of AA6082 in hot forming process. Trans. Nonferr. Met. Soc. China 2017, 27, 2454–2463. [Google Scholar] [CrossRef]
- Shao, Z.T.; Bai, Q.; Lin, J.G. A Novel Experimental Design to Obtain Forming Limit Diagram of Aluminium Alloys for Solution Heat Treatment, Forming and In-Die Quenching Process. Key Eng. Mater. 2014, 622, 241–248. [Google Scholar] [CrossRef]
- Shao, Z.; Jiang, J.; Lin, J. Feasibility study on direct flame impingement heating applied for the solution heat treatment, forming and cold die quenching technique. J. Manuf. Process. 2018, 36, 398–404. [Google Scholar] [CrossRef]
- Xiao, W.; Wang, B.; Zheng, K.; Zhou, J.; Lin, J. A study of interfacial heat transfer and its effect on quenching when hot stamping AA7075. Arch. Civ. Mech. Eng. 2018, 18, 723–730. [Google Scholar] [CrossRef]
- Scharifi, E.; Sajadifar, S.V.; Moeini, G.; Weidig, U.; Böhm, S.; Niendorf, T.; Steinhoff, K. Dynamic Tensile Deformation of High Strength Aluminum Alloys Processed Following Novel Thermomechanical Treatment Strategies. Adv. Eng. Mater. 2020. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Effect of Tool Temperature on Mechanical Properties and Microstructure of Thermo-Mechanically Processed AA6082 and AA7075 Aluminum Alloys. HTM J. Heat Treat. Mater. 2020, 75, 177–191. [Google Scholar] [CrossRef]
- Li, L.-T.; Lin, Y.; Zhou, H.-M.; Jiang, Y.-Q. Modeling the high-temperature creep behaviors of 7075 and 2124 aluminum alloys by continuum damage mechanics model. Comput. Mater. Sci. 2013, 73, 72–78. [Google Scholar] [CrossRef]
- Shojaei, K.; Sajadifar, S.V.; Yapici, G. On the mechanical behavior of cold deformed aluminum 7075 alloy at elevated temperatures. Mater. Sci. Eng. A 2016, 670, 81–89. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Zheng, K.; Dai, D. Thermal deformation behavior and processing maps of 7075 aluminum alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Cerri, E.; Evangelista, E.; Forcellese, A.; McQueen, H. Comparative hot workability of 7012 and 7075 alloys after different pretreatments. Mater. Sci. Eng. A 1995, 197, 181–198. [Google Scholar] [CrossRef]
- Gupta, R.K.; Kumar, V.A.; Krishnan, A.S.; Niteshraj, J. Hot Deformation Behavior of Aluminum Alloys AA7010 and AA7075. J. Mater. Eng. Perform. 2019, 28, 5021–5036. [Google Scholar] [CrossRef]
- Lin, Y.; Li, L.-T.; Fu, Y.-X.; Jiang, Y.-Q. Hot compressive deformation behavior of 7075 Al alloy under elevated temperature. J. Mater. Sci. 2011, 47, 1306–1318. [Google Scholar] [CrossRef]
- McQueen, H.; Ryan, N. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Xiao, W.; Wang, B.; Wu, Y.; Yang, X. Constitutive modeling of flow behavior and microstructure evolution of AA7075 in hot tensile deformation. Mater. Sci. Eng. A 2018, 712, 704–713. [Google Scholar] [CrossRef]
- Zhu, D.Y.; Zhen, L.; Lin, C.; Shao, W.-Z. High Temperature Deformation Mechanism of 7075 Aluminum Alloy. Key Eng. Mater. 2007, 353, 691–694. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S. Hot Working Guide: A Compendium of Processing Maps, 2nd ed.; ASM International: Geauga County, OH, USA, 2015; ISBN 978-1-62708-091-0. [Google Scholar]
- Khamei, A.A.; Dehghani, K. Effects of strain rate and temperature on hot tensile deformation of severe plastic deformed 6061 aluminum alloy. Mater. Sci. Eng. A 2015, 627, 1–9. [Google Scholar] [CrossRef]
- Khamei, A.A.; Dehghani, K. Hot Ductility of Severe Plastic Deformed AA6061 Aluminum Alloy. Acta Met. Sin. Engl Lett. 2015, 28, 322–330. [Google Scholar] [CrossRef] [Green Version]
- Khamei, A.A.; Dehghani, K.; Mahmudi, R. Modeling the Hot Ductility of AA6061 Aluminum Alloy After Severe Plastic Deformation. JOM 2015, 67, 966–972. [Google Scholar] [CrossRef] [Green Version]
- Leo, P.; Cerri, E.; McQueen, H. Hot Tensile Behaviour and Constitutive Analysis of Al-5,5Zn-l,2Mg/Zr Alloys. In Supplemental Proceedings; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011; Volume 2, pp. 157–165. [Google Scholar]
- Sang, D.; Fu, R.; Li, Y. The Hot Deformation Activation Energy of 7050 Aluminum Alloy under Three Different Deformation Modes. Metals 2016, 6, 49. [Google Scholar] [CrossRef]
- Miller, M.; McDowell, D. Modeling large strain multiaxial effects in FCC polycrystals. Int. J. Plast. 1996, 12, 875–902. [Google Scholar] [CrossRef]
- Scharifi, E.; Knoth, R.; Weidig, U. Thermo-mechanical forming procedure of high strength Aluminum sheet with improved mechanical properties and process efficiency. Procedia Manuf. 2019, 29, 481–489. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Moeini, G.; Scharifi, E.; Lauhoff, C.; Böhm, S.; Niendorf, T. On the Effect of Quenching on Postweld Heat Treatment of Friction-Stir-Welded Aluminum 7075 Alloy. J. Mater. Eng. Perform. 2019, 28, 5255–5265. [Google Scholar] [CrossRef]
- Starink, M. Reduced fracturing of intermetallic particles during crack propagation in age hardening Al-based alloys due to PFZs. Mater. Sci. Eng. A 2005, 390, 260–264. [Google Scholar] [CrossRef]
- Rhodes, C.; Mahoney, M.; Bingel, W.; Spurling, R.; Bampton, C. Effects of friction stir welding on microstructure of 7075 aluminum. Scr. Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Leo, P.; McQueen, H.J.; Cerri, E.; Spigarelli, S. Properties, Microstructure and Hot Deformation Behaviour of Different Al-Zn-Mg (Zr) Alloys. In ICAA13 Pittsburgh; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2012; pp. 1635–1641. [Google Scholar]
- Lin, Y.; Yang, H.; He, D.-G.; Chen, J. A Physically-Based Model Considering Dislocation–Solute Atom Dynamic Interactions for A Nickel-Based Superalloy at Intermediate Temperatures. Mater. Des. 2019, 183, 108122. [Google Scholar] [CrossRef]
- Nourani, M.; Sajadifar, S.V.; Ketabchi, M.; Milani, A.S.; Yannacopoulos, S. On the microstructural evolution of 4130 steel during hot compression. Recent Patents Mater. Sci. 2012, 5, 74–83. [Google Scholar]
- Sakai, T.; Jonas, J. Overview no. 35 Dynamic recrystallization: Mechanical and microstructural considerations. Acta Met. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Sakai, T. Dynamic recrystallization microstructures under hot working conditions. J. Mater. Process. Technol. 1995, 53, 349–361. [Google Scholar] [CrossRef]
- Zhou, M.; Lin, Y.; Deng, J.; Jiang, Y.-Q. Hot tensile deformation behaviors and constitutive model of an Al–Zn–Mg–Cu alloy. Mater. Des. 2014, 59, 141–150. [Google Scholar] [CrossRef]
- Morin, L.; Leblond, J.-B.; Benzerga, A.A. Coalescence of voids by internal necking: Theoretical Estimates and numerical results. J. Mech. Phys. Solids 2015, 75, 140–158. [Google Scholar] [CrossRef]
- Zhang, W.-P.; Li, H.-H.; Hu, Z.-L.; Hua, L. Investigation on the deformation behavior and post-formed microstructure/properties of AA7075-T6 alloy under pre-hardened hot forming process. Mater. Sci. Eng. A 2020, 139749. [Google Scholar] [CrossRef]
- Taheri-Mandarjani, M.; Zarei-Hanzaki, A.; Abedi, H. Hot ductility behavior of an extruded 7075 aluminum alloy. Mater. Sci. Eng. A 2015, 637, 107–122. [Google Scholar] [CrossRef]
- Humphreys, F. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Met. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| AA7075 (Wt. %) | 0.10 | 0.11 | 1.49 | 0.03 | 2.38 | 0.20 | 5.57 | 0.03 | 0.04 | Balanced |
| Conditions | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| As-received (T6) | 470 ± 4 | 580 ± 5 | 14 ± 1 |
| Solution heat-treated | 171 ± 6 | 393 ± 7 | 22 ± 3 |
| Die temperature 24 °C | 489 ± 8 | 576 ± 6 | 10 ± 2 |
| Die temperature 350 °C | 164 ± 8 | 338 ± 9 | 14 ± 3 |
| Condition | Grain Size (µm) | Dimple Size (µm) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| As-received (AA7075-T6 aluminum alloy) | 24 ± 8 | - | - | - |
| Solution heat-treated material | 23 ± 7 | - | - | - |
| Sample processed in die with a temperature of 24 °C | 25 ± 10 | - | - | - |
| Sample processed in die with a temperature of 350 °C | 22 ± 8 | - | - | - |
| As-received tensioned at 200 °C under 0.01 s−1 | 26 ± 10 | 12 ± 3 | 344 ± 9 | 14 ± 2 |
| As-received tensioned at 350 °C under 0.1 s−1 | 24 ± 15 | 14 ± 3 | 54 ± 5 | 25 ± 3 |
| As-received tensioned at 350 °C under 0.001 s−1 | 30 ± 9 | 15 ± 4 | 35 ± 3 | 22 ± 2 |
| As-received tensioned at 400 °C under 0.01 s−1 | 34 ± 8 | 20 ± 5 | 28 ± 3 | 12 ± 1 |
| Solution heat-treated material tensioned at 200 °C under 0.01 s−1 | 26 ± 9 | 11 ± 4 | 321 ± 8 | 27 ± 2 |
| Solution heat-treated material tensioned at 350 °C under 0.1 s−1 | 26 ± 11 | 12 ± 4 | 66 ± 6 | 33 ± 4 |
| Solution heat-treated material tensioned at 350 °C under 0.001 s−1 | 31 ± 10 | 15 ± 5 | 39 ± 4 | 25 ± 3 |
| Solution heat-treated material tensionedat 400 °C under 0.01 s−1 | 37 ± 9 | 18 ± 7 | 37 ± 3 | 24 ± 3 |
| Sample processed in die with a temperature of 24 °C tensioned at 200 °C under 0.01 s−1 | 25 ± 9 | 13 ± 3 | 353 ± 8 | 13 ± 2 |
| Sample processed in die with a temperature of 24 °C tensioned at 350 °C under 0.1 s−1 | 23 ± 12 | 14 ± 5 | 81 ± 6 | 26 ± 2 |
| Sample processed in die with a temperature of 24 °C tensioned at 350 °C under 0.001 s−1 | 29 ± 9 | 17 ± 7 | 47 ± 5 | 24 ± 3 |
| Sample processed in die with a temperature of 24 °C tensioned at 400 °C under 0.01 s−1 | 32 ± 9 | 19 ± 6 | 42 ± 3 | 27 ± 4 |
| Sample processed in die with a temperature of 350 °C tensioned at 200 °C under 0.01 s−1 | 24 ± 8 | 21 ± 8 | 199 ± 7 | 25 ± 2 |
| Sample processed in die with a temperature of 350 °C tensioned at 350 °C under 0.1 s−1 | 23 ± 14 | 14 ± 5 | 64 ± 4 | 38 ± 3 |
| Sample processed in die with a temperature of 350 °C tensioned at 350 °C under 0.001 s−1 | 33 ± 8 | 16 ± 5 | 37 ± 2 | 33 ± 4 |
| Sample processed in die with a temperature of 350 °C tensioned at 400 °C under 0.01 s−1 | 33 ± 9 | 22 ± 7 | 39 ± 3 | 30 ± 2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Performance of Thermo-Mechanically Processed AA7075 Alloy at Elevated Temperatures—From Microstructure to Mechanical Properties. Metals 2020, 10, 884. https://doi.org/10.3390/met10070884
Sajadifar SV, Scharifi E, Weidig U, Steinhoff K, Niendorf T. Performance of Thermo-Mechanically Processed AA7075 Alloy at Elevated Temperatures—From Microstructure to Mechanical Properties. Metals. 2020; 10(7):884. https://doi.org/10.3390/met10070884
Chicago/Turabian StyleSajadifar, Seyed Vahid, Emad Scharifi, Ursula Weidig, Kurt Steinhoff, and Thomas Niendorf. 2020. "Performance of Thermo-Mechanically Processed AA7075 Alloy at Elevated Temperatures—From Microstructure to Mechanical Properties" Metals 10, no. 7: 884. https://doi.org/10.3390/met10070884