
Twin Roll Casting and Secondary Cooling of 6.0 wt.% Silicon Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Processing
2.2. Materials Characterization
3. Results and Discussion
3.1. The Casting Process
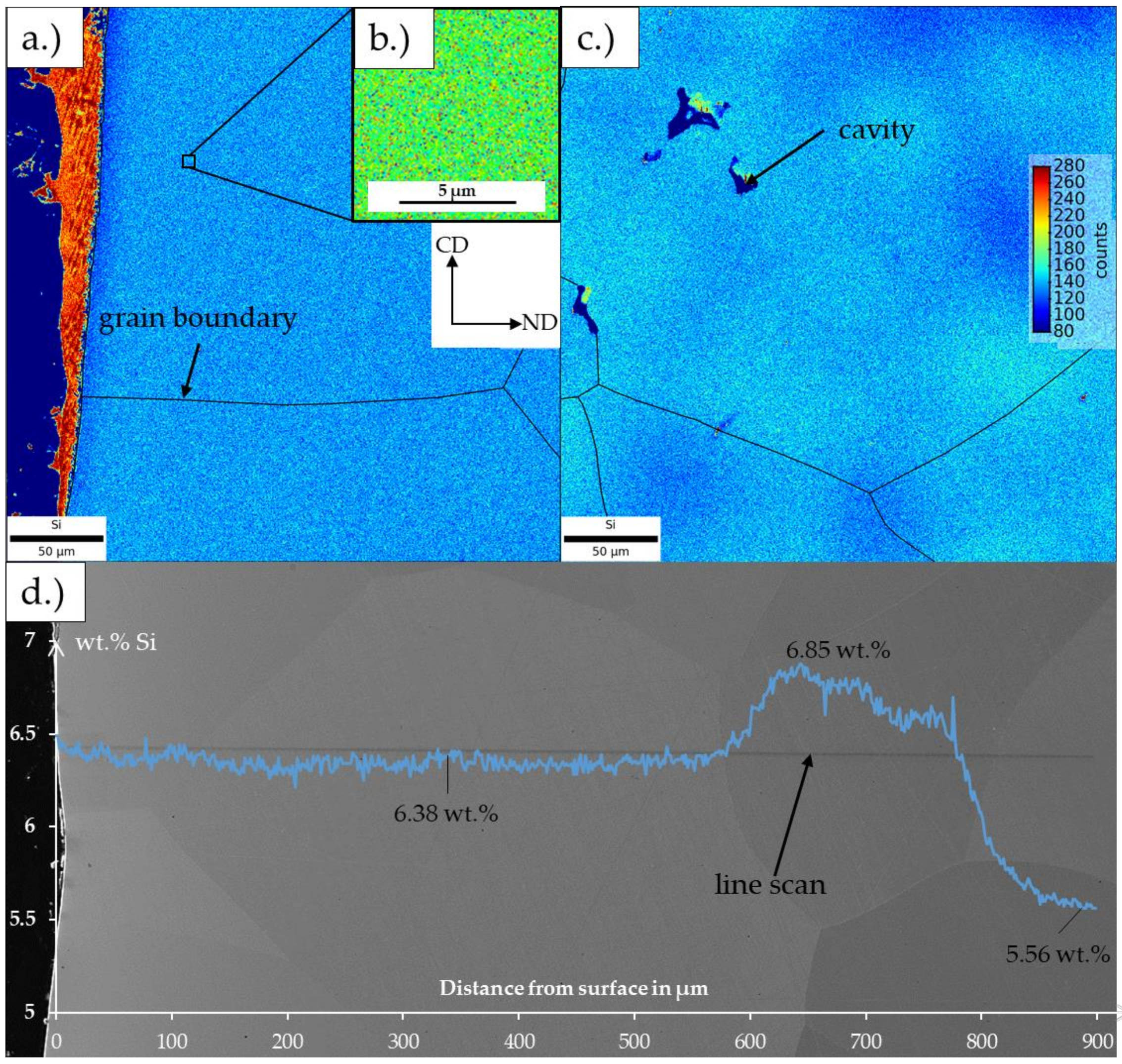
3.2. Segregation
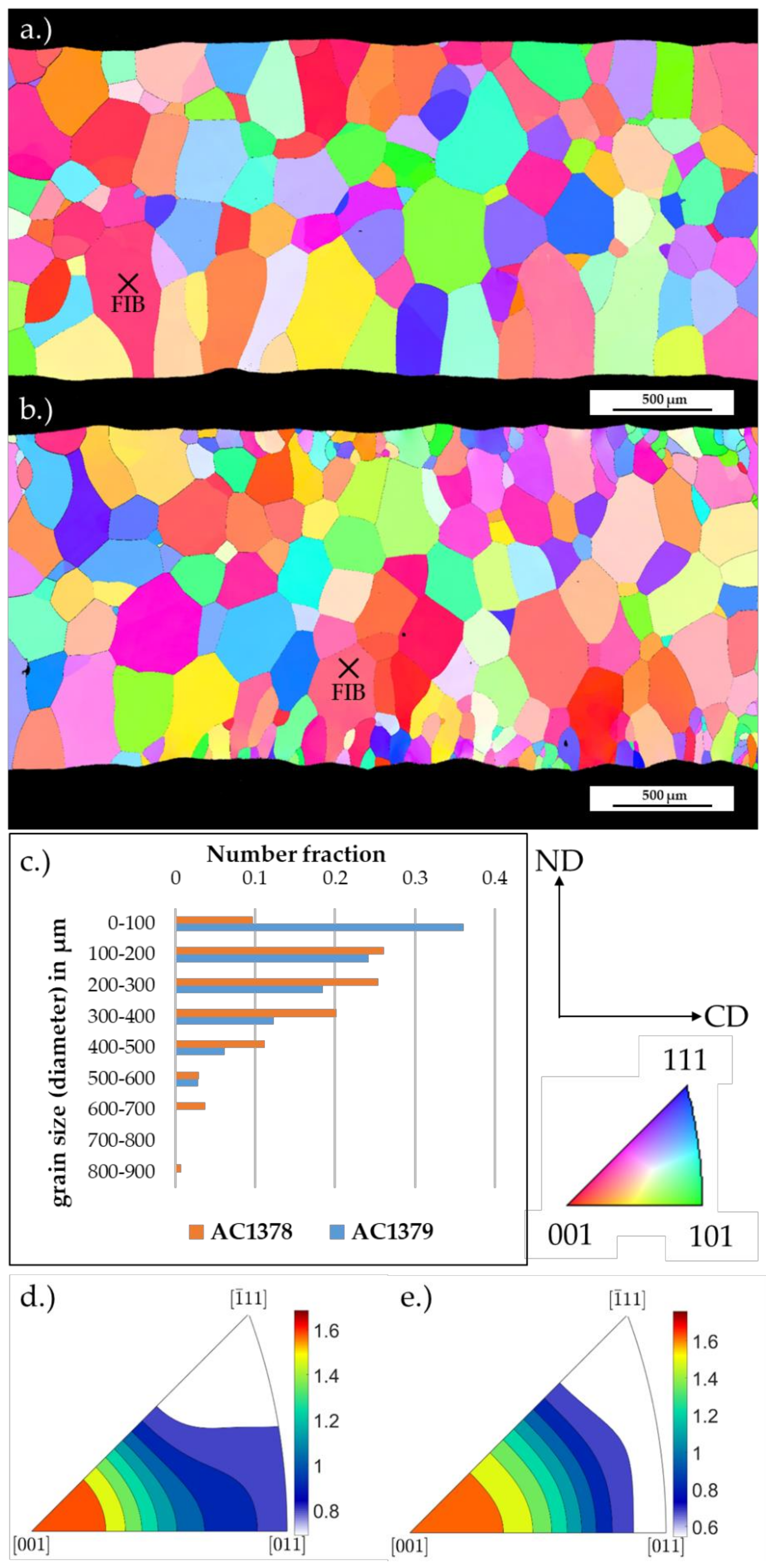
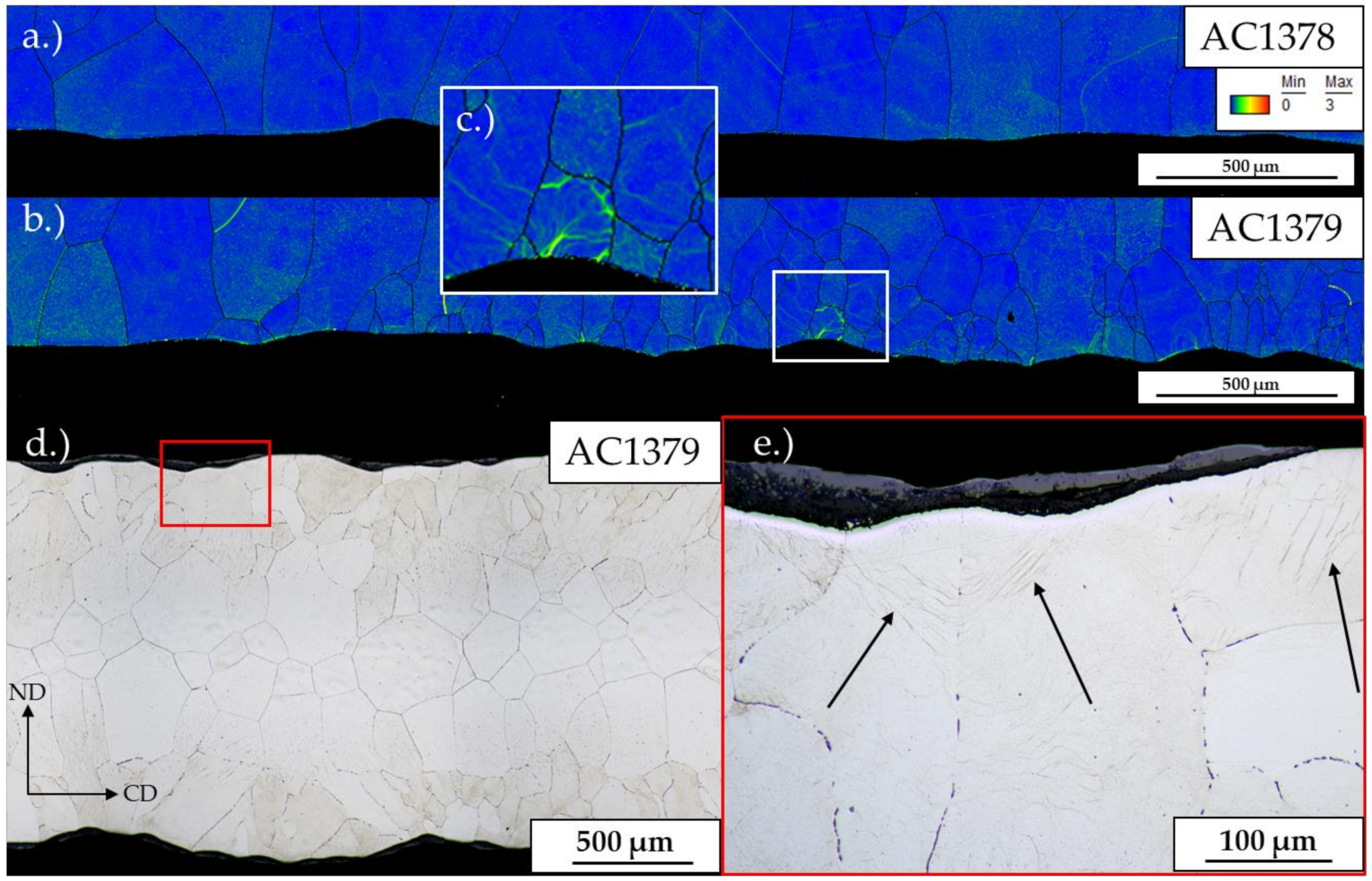
3.3. Microstructure and Microtexture
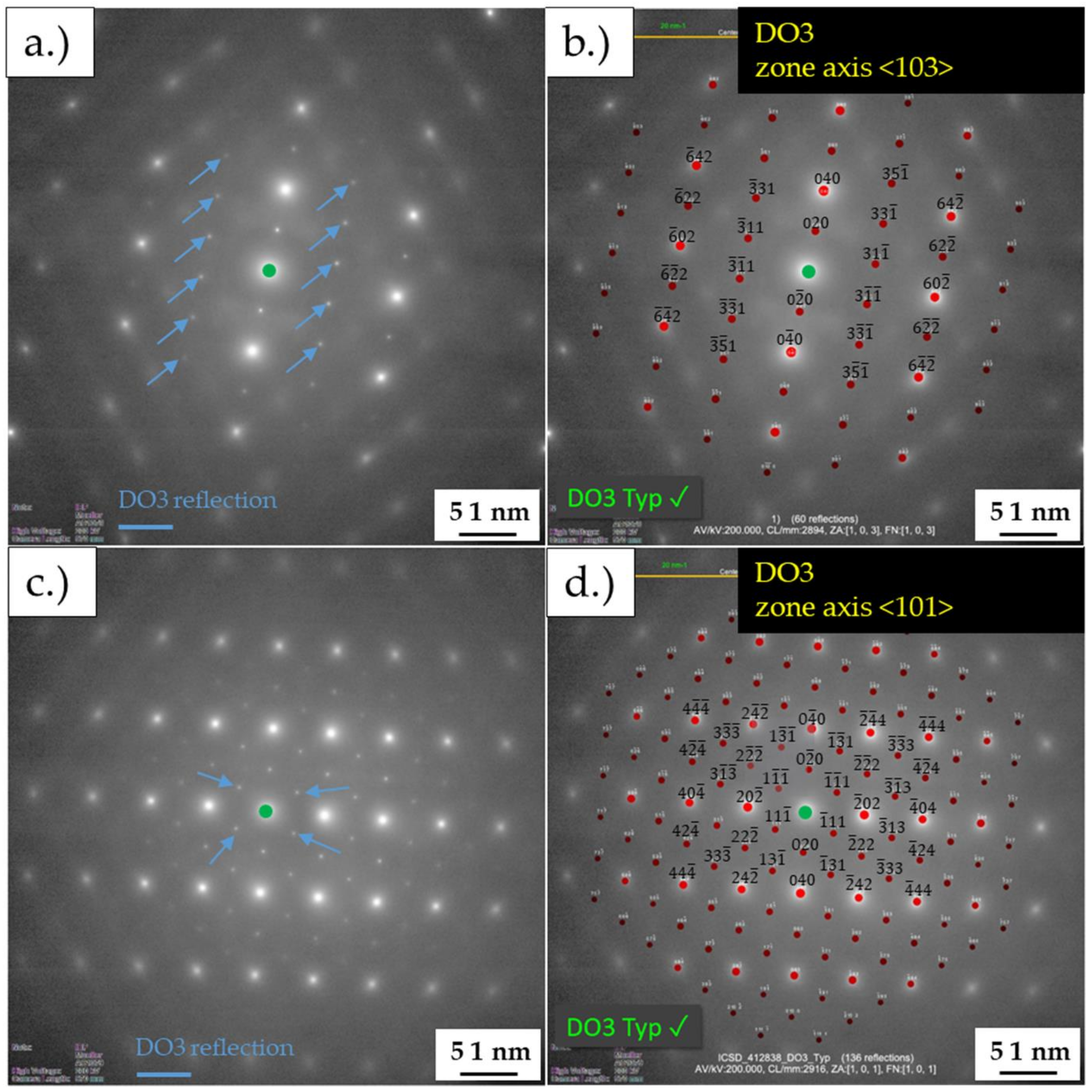
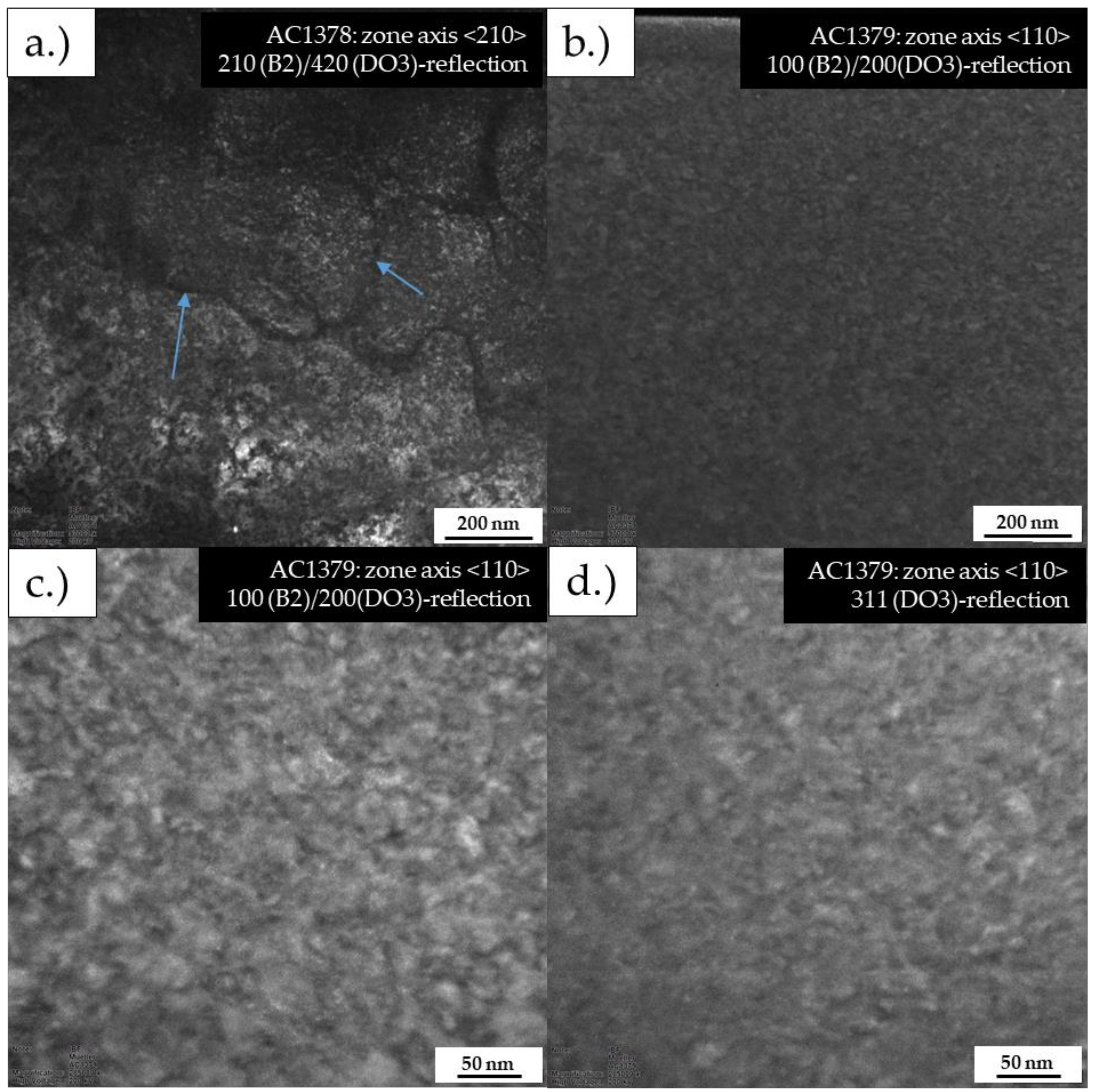
3.4. Superlattice Structure
3.5. Rollability
4. Conclusions
- It was shown that a Fe–6.0Si alloy can in principle be processed by means of twin roll casting. In both trials, strips with a stable process point free of process oscillations could be produced.
- With the aid of the EPMA measurements, a largely homogeneous Si distribution was measured over 70% of the cross-section of the strip. Furthermore, no dendritic solidification could be observed. Nevertheless, microsegregations occur, especially in the center of the strip with maximum measured Si contents of 6.85 wt.%.
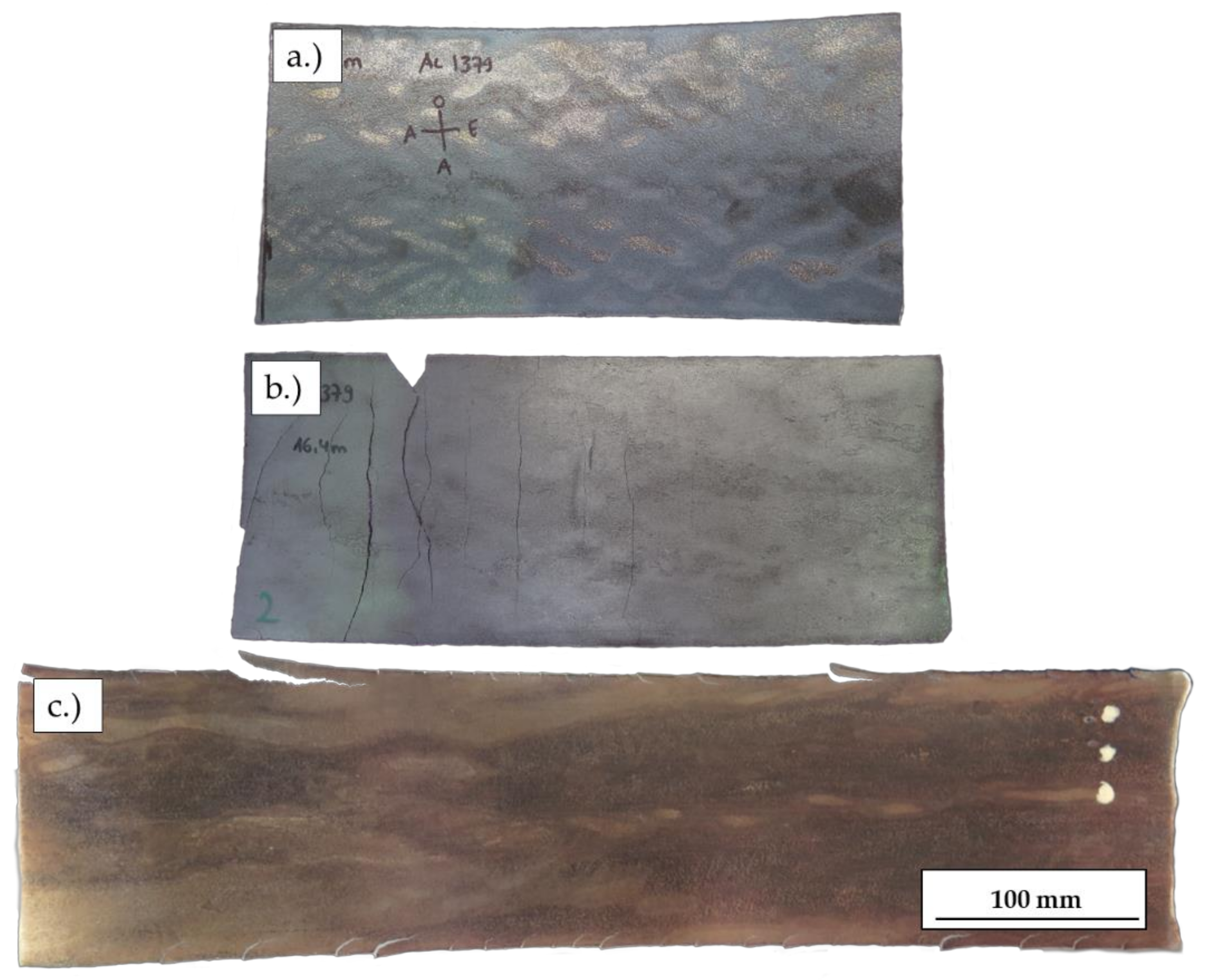
- The microstructure is refined by water-cooling, especially in the area close to the surface. However, too severe water-cooling induces thermal stresses in the sheet that lead to plastic deformations.
- Both cooling strategies led to a predominantly <001>//ND texture, which is desirable for electrical steels.
- The coexistence of B2 + DO3 structures was proven both in the air-cooled state and in the water-cooled and coiled state. However, a state far from equilibrium with finely distributed domains was set.
- Rollability at room temperature is poor and can be significantly improved by raising the rolling temperature to 500 °C. The maximum achievable sheet thickness before catastrophic failure was 0.5 mm by warm rolling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Büchner, A.R. Untersuchung der Eigenschaften von FeSiAl-Elektroblechen. Steel Res. 1986, 57, 677–681. [Google Scholar] [CrossRef]
- Pepperhoff, W.; Pitsch, W. Eisen-Silicium-Legierungen mit höheren Siliciumgehalten als Werkstoffe für die Elektrotechnik. Arch. Eisenhüttenwesen 1976, 47, 685–690. [Google Scholar] [CrossRef]
- Wittig, J.E.; Frommeyer, G. Deformation and Fracture Behavior of Rapidly Solidified and Annealed Iron-Silicon Alloys. Metall. Mater. Trans. A 2008, 39, 252–265. [Google Scholar] [CrossRef] [Green Version]
- Fischer, O.; Schneider, J. Influence of deformation process on the improvement of non-oriented electrical steel. J. Magn. Magn. Mater. 2003, 254–255, 302–306. [Google Scholar] [CrossRef]
- Shin, J.S.; Bae, J.S.; Kim, H.J.; Lee, H.M.; Lee, T.D.; Lavernia, E.J.; Lee, Z.H. Ordering–disordering phenomena and micro-hardness characteristics of B2 phase in Fe–(5–6.5%)Si alloys. Mater. Sci. Eng. A 2005, 407, 282–290. [Google Scholar] [CrossRef]
- Swann, P.R.; Grånäs, L.; Lehtinen, B. The B2 and DO3 Ordering Reactions in Iron–Silicon Alloys in the Vicinity of the Curie Temperature. Met. Sci. 1975, 9, 90–96. [Google Scholar] [CrossRef]
- Viala, B.; Degauque, J.; Fagot, M.; Baricco, M.; Ferrara, E.; Fiorillo, F. Study of the brittle behaviour of annealed Fe-6.5 wt%Si ribbons produced by planar flow casting. Mater. Sci. Eng. A 1996, 212, 62–68. [Google Scholar] [CrossRef]
- Yu, J.H.; Shin, J.S.; Bae, J.S.; Lee, Z.-H.; Lee, T.D.; Lee, H.M.; Lavernia, E.J. The effect of heat treatments and Si contents on B2 ordering reaction in high-silicon steels. Mater. Sci. Eng. A 2001, 307, 29–34. [Google Scholar] [CrossRef]
- Ouyang, G.; Jensen, B.; Tang, W.; Dennis, K.; Macziewski, C.; Thimmaiah, S.; Liang, Y.; Cui, J. Effect of wheel speed on magnetic and mechanical properties of melt spun Fe-6.5 wt.% Si high silicon steel. AIP Adv. 2018, 8, 56111. [Google Scholar] [CrossRef]
- Shin, J.-S.; Lee, Z.-H.; Lee, T.-D.; Lavernia, E.J. The effect of casting method and heat treating condition on cold workability of high-Si electrical steel. Scr. Mater. 2001, 45, 725–731. [Google Scholar] [CrossRef]
- Daamen, M.; Wietbrock, B.; Richter, S.; Hirt, G. Strip Casting of a High-Manganese Steel (FeMn22C0.6) Compared with a Process Chain Consisting of Ingot Casting and Hot Forming. Steel Res. Int. 2011, 82, 70–75. [Google Scholar] [CrossRef]
- Hirt, G.; Klos, W.; Gräf, G.; Obieglo, A. Twin-Roll Casting of Strip with Tailored Thickness Variation. Prod. Eng. 2006, 13, 91. [Google Scholar]
- Badowski, M.; Hentschel, L.; Kopp, R.; Schmitz, W.; Senk, D. Strip formation and process stability in twin roll strip casting. Steel Res. 2001, 72, 484–489. [Google Scholar] [CrossRef]
- Büchner, A.R.; Schmitz, J.W. Thin-strip casting of steel with a twin-roll caster—Discussion of product defects of ≍ 1 mm-Fe6%Si-strips. Steel Res. 1992, 63, 7–11. [Google Scholar] [CrossRef]
- Rudolphi, U. Beitrag zur Beurteilung der Qualität von Direkt Gegossenen Stahlbändern, Hergestellt nach dem Zweirollen-Bandgiessverfahren, Als Ms. gedr; Shaker: Aachen, Germany, 1998; ISBN 9783826539060. [Google Scholar]
- Daamen, M.; Schweinichen, P.; Richter, S.; Senk, D.; Hirt, G. Strip Casting and Ingot Casting: Comparison of Different Cooling Conditions Regarding the As-cast Quality. In Proceedings of the Conference: 8th European Continuous Casting Conference, ECCC 2014, Graz, Austria, 23–26 June 2014. [Google Scholar]
- Rabkin, E.; Straumal, B.; Semenov, V.; Gust, W.; Predel, B. The influence of an ordering transition on the interdiffusion in Fe-Si alloys. Acta Metall. Mater. 1995, 43, 3075–3083. [Google Scholar] [CrossRef]
- Park, J.Y.; Oh, K.H.; Ra, H.Y. The Eftects of Superheating on Texture and Microstructure of Fe-4.5 wt%Si Steel Strip by Twin-roll Strip Casting. ISIJ Int. 2001, 41, 70–75. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.T.; Liu, Z.Y.; Qiu, Y.Q.; Cao, G.M.; Li, C.G.; Wang, G.D. Characterization of the solidification structure and texture development of ferritic stainless steel produced by twin-roll strip casting. Mater. Charact. 2009, 60, 79–82. [Google Scholar] [CrossRef]
- Liu, H.; Liu, Z.; Li, C.; Cao, G.; Wang, G. Solidification structure and crystallographic texture of strip casting 3 wt.% Si non-oriented silicon steel. Mater. Charact. 2011, 62, 463–468. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial Number | C | Si | Mn | Al | P | S | N |
|---|---|---|---|---|---|---|---|
| unit | ppm | wt.% | wt.% | ppm | ppm | ppm | ppm |
| method | CA | ICP-OES | S-OES | S-OES | S-OES | S-OES | TCA |
| AC1378 | 56 | 6.04 | 0.06 | 40 | 46 | 48 | 30 |
| AC1379 | 43 | 6.03 | 0.06 | 20 | 39 | 42 | 31 |
| Trial Number | RSF (kN) | Strip Thickness (Mm) | Melt Superheat (°C) | Heat Flux Density (MW/m2) | Contact Time (s) | Roll Nip Exit Temperature (°C) | Secondary Cooling | Coiling Temperature (°C) |
|---|---|---|---|---|---|---|---|---|
| AC1378 | 10 | 1.7 | 50 | 6.4 | 0.45 | 1230 | Air | No coiling |
| AC1379 | 10 | 1.7 | 80 | 7.9 | 0.39 | 1200 | Water/air | 700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Müller, M.; Czempas, D.; Bailly, D.; Hirt, G. Twin Roll Casting and Secondary Cooling of 6.0 wt.% Silicon Steel. Metals 2021, 11, 1508. https://doi.org/10.3390/met11101508
Müller M, Czempas D, Bailly D, Hirt G. Twin Roll Casting and Secondary Cooling of 6.0 wt.% Silicon Steel. Metals. 2021; 11(10):1508. https://doi.org/10.3390/met11101508
Chicago/Turabian StyleMüller, Max, Dorothea Czempas, David Bailly, and Gerhard Hirt. 2021. "Twin Roll Casting and Secondary Cooling of 6.0 wt.% Silicon Steel" Metals 11, no. 10: 1508. https://doi.org/10.3390/met11101508
APA StyleMüller, M., Czempas, D., Bailly, D., & Hirt, G. (2021). Twin Roll Casting and Secondary Cooling of 6.0 wt.% Silicon Steel. Metals, 11(10), 1508. https://doi.org/10.3390/met11101508