
Numerical and Experimental Analysis of Hardening Distortions of Drawpieces Produced in Hot Stamping Process


Abstract
:1. Introduction
- Flexure—flexure of the drawpiece after removal from the stamping die belongs to dominant form of the distortion;
- Torsion (skewing)—torsion of the drawpiece around imaginable axis of the drawpiece, after removal from the stamping die also belongs to dominant form of the distortion.
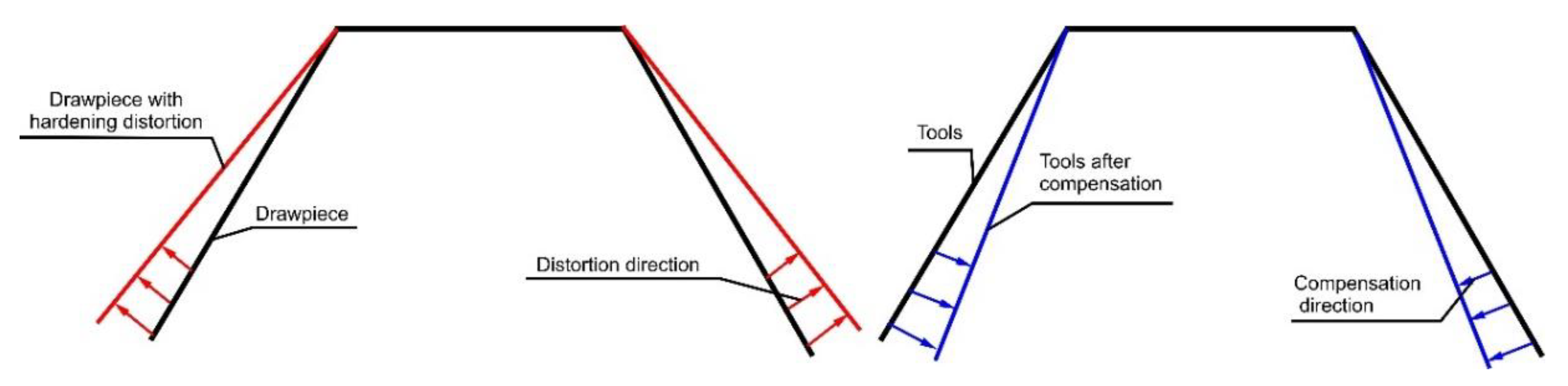
2. Hardening Distortions—Source of Origin
3. Torsional Form of the Hardening Distortions
3.1. FEA Models and Materials
- –
- Stamping speed 80 mm/s,
- –
- Ambient temperature 20 °C,
- –
- Thermal conductivity coefficient from the blank to the stamping die 3.5 , this coefficient was scaled depending on value of the pressure between the punch, the stamping die, and the blank,
- –
- Thermal conductivity coefficient from the blank, the punch, and the stamping die to the environment, linearly variable and dependent on temperature of the blank and the stamping die (for 20 °C equal to 0.02 ), for 950 °C equal to 0.075 ),
- –
- Temperature of the stamping die—150 °C,
- –
- Pressure force to the drawpiece during quenching 1500 kN,
- –
- Quenching time 8 s.
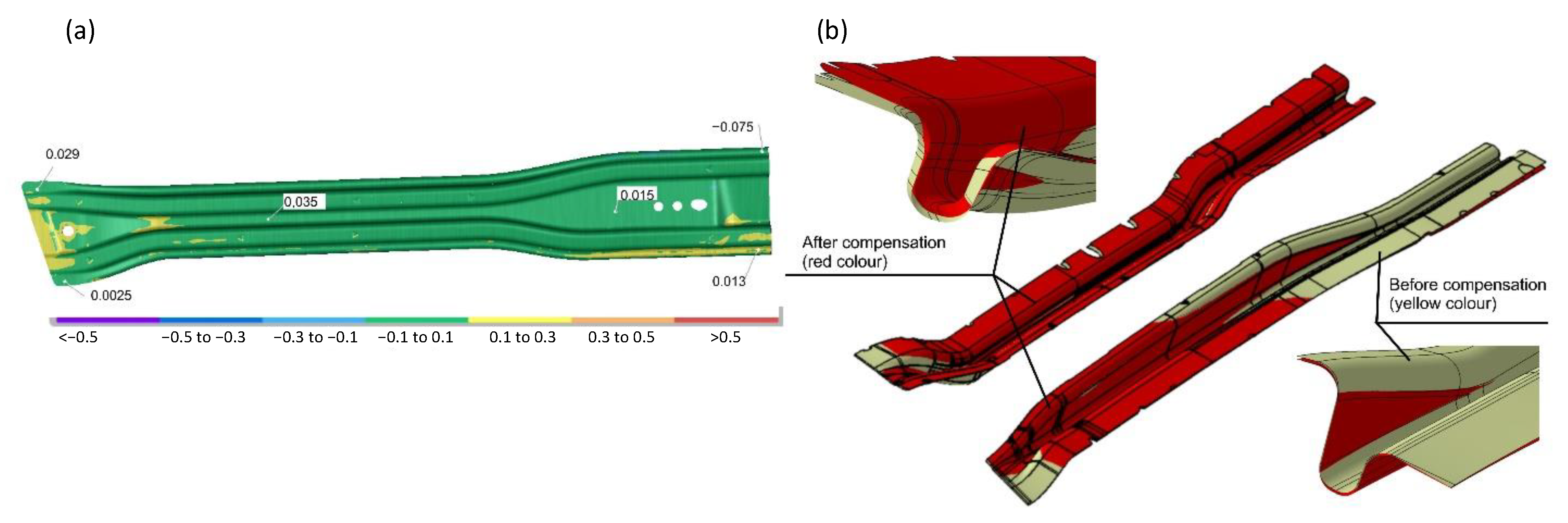
3.2. Analysis Results
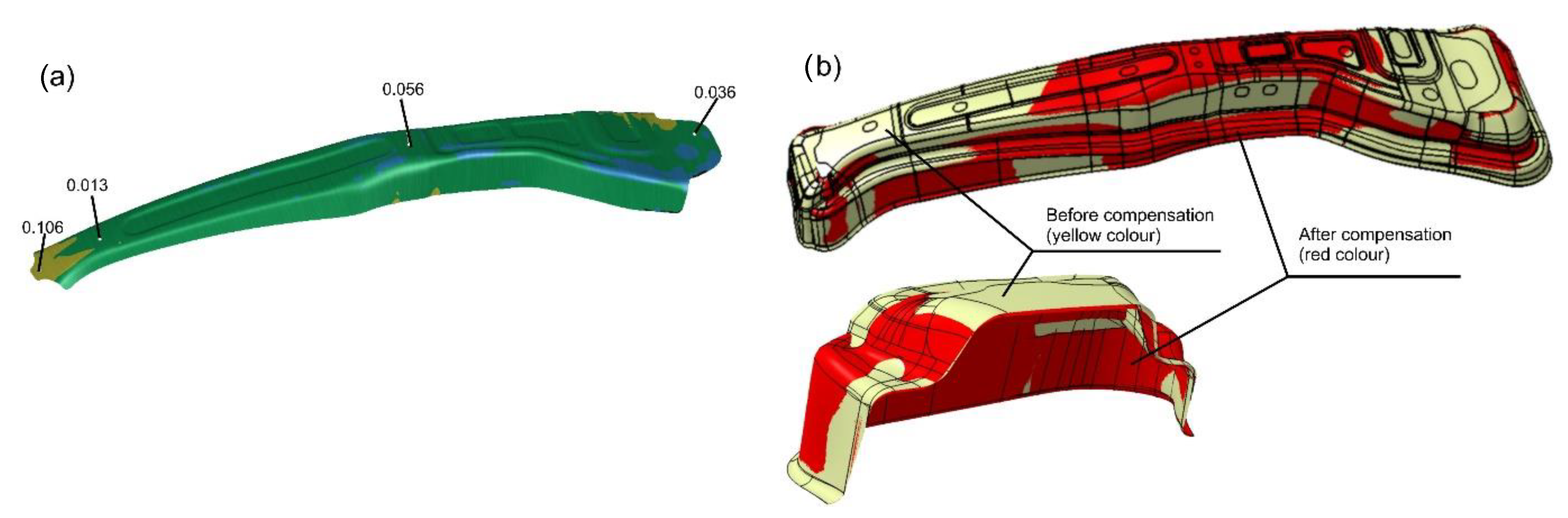
4. Hardening Distortions Having Form of Flexure
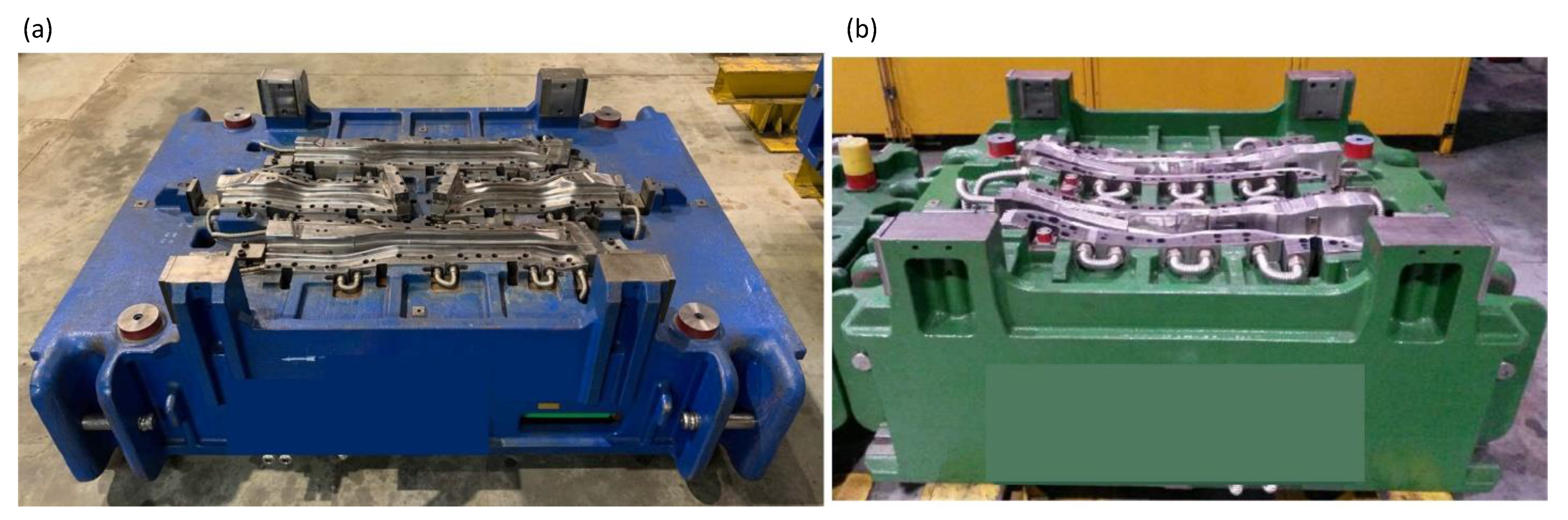
5. Experimental Verification of Results of the Analysis and Discussion
5.1. Testing of the Shape-Dimensional Accuracy
5.2. Testing of the Mechanical Parameters
- From the measurement points in each, the material of the both drawpieces has reached its required hardness, which was within assumed range from 400 to 550 HV;
- The yield strength in each from the measurement points has the required values, from 950 to 1200 MPa;
- The tensile strength has also reached the required value in range of 1300–1650 MPa in each from the measurement points.
5.3. Testing of the Mechanical Parameters
6. Conclusions
- -
- The defining requirements for the dimensional and shape tolerances of the analyzed drawpieces;
- -
- Verifying if the shape of the drawpiece is technologically feasible—i.e., is possible to be produced in process of the hot stamping;
- -
- Developing a plan of technological process to produce the drawpiece, considering all requirements and restrictions of integrated processes of plastic forming and heat treatment;
- -
- Developing a method how to set datum positions of the drawpiece in the tool;
- -
- Constructing superficial CAD models of the working tools (stamping dies, die clamps, punches);
- -
- Elaborating technical assumptions of the hot stamping technology (temperature of the blank, time of transfer of the blank from furnace to press, time of stamping operation, course of speed motion of ram of the press, time of hardening, temperature of the tools, required hardness of the drawpiece, model of the material for specified thickness of drawpiece);
- -
- Defining the shape of the blank, which assures obtaining finished drawpiece in required manufacturing tolerance of external outline of the blank;
- -
- Constructing FEM models of the blank and working surfaces of stamping die, defining all its components, kinetic and thermal parameters;
- -
- Carrying out simulation and analyzing results of the simulation in view of the characteristic, which would ensure correct plastic working (FLD diagrams and thinning) and the heat treatment (distribution of the hardness and martensite);
- -
- Analyzing the results of the simulation in view of the values of the hardening distortions in the drawpiece, in relation to the requirements of the shape-dimensional tolerances specified in the technical documentation.
- -
- Creating a model to calculate the compensation of the hardening distortions and executing analysis of the hardening compensation at assumed parameters of the compensator;
- -
- Analyzing the obtained compensation results of the tool in view of the hardening distortions of the drawpiece; in the case when the hardening distortions are still too high, carrying out the next loop of the calculations. The loops are repeated till obtaining the drawpieces having the hardening distortions within the assumed field of the tolerances;
- -
- Memorizing compensated superficial CAD models of the tools, which in the course of the next steps are to be used by tool design engineers as the base surfaces to develop the manufacturing tools.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mori, K.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. CIRP Ann. Manuf. Technol. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Miyanishi, M. Manufacturing of Light Weight Cars. In Proceedings of the 13th International Conference on Metal Forming, Toyohashi, Japan, 19–22 September 2010. [Google Scholar]
- Ping, H.; Dongyong, S.; Liang, Y.; Guozhe, S.; Wenquan, L. The finite element analysis of ductile damage during hot stamping of 22MnB5 steel. Mater. Des. 2015, 69, 141–152. [Google Scholar]
- Cui, J.; Lei, V.; Xing, Z.; Li, C. Microstructure distribution and mechanical properties, prediction of boron alloy during hot forming using FE simulation. Mater. Sci. Eng. 2012, 535, 121–132. [Google Scholar] [CrossRef]
- Feuser, P.; Schweiker, T.; Merklein, M. Partially Hot-Formed Parts from 22MnB5 – Process Window, Material Characteristics and Component Test Results. In Proceedings of the 10th International Conference on Technology of Plasticity 2011, Aachen, Germany, 25–30 September 2011; pp. 408–413. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. Mater. Process Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Ping, H.; Liang, Y.; Bin, H. Hot Stamping Advanced Manufacturing Technology of Lightweight Car Body; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Gronostajski, Z.; Pater, Z.; Madej, L.; Gontarz, A.; Lisiecki, L.; Lukaszek-Solek, A.; Luksza, J.; Mróz, S.; Muskalski, Z.; Muzykiewicz, W.; et al. Recent development trends in metal forming. Arch. Civ. Mech. Eng. 2019, 19, 898–941. [Google Scholar] [CrossRef]
- Neugebauer, R.; Schieck, F.; Polster, S.; Mosel, A.; Rautenstrauch, A. Press hardening-An innovative and challenging technolog. Arch. Civ. Mech. Eng. 2012, 12, 113–118. [Google Scholar] [CrossRef]
- Chen, J.; Gong, P.; Liu, Y.; Zheng, X.; Ren, F. Optimization of hot stamping cooling system using segmented model. Int. J. Adv. Manuf. Technol. 2017, 93, 1357–1365. [Google Scholar] [CrossRef]
- Merklein, M.; Lechler, J.; Stoehr, T. Investigations on the thermal behavior of ultra high strength boron manganese steels within hot stamping. Int. J. Mater. Form 2009, 2, 259–262. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.; Maeno, T. Springback-free mechanism in hot stamping of ultra-high-strength steel parts and deformation behaviour and quenchability for thin sheet. Int. J. Adv. Manuf. Technol. 2018, 95, 459–467. [Google Scholar] [CrossRef]
- Liu, H.; Liu, W.; Bao, J.; Xing, Z.; Song, B.; Lei, C. Numerical and Experimental Investigation into Hot Forming of Ultra High Strength Steel Sheet. ASM Int. 2011, 20, 1–10. [Google Scholar] [CrossRef]
- Dunwen, Z.; Chuanzhen, H.; Ming Ch Jun, L.; Guo, J. Hot Forming Springback and Control of 22MnB5 Boron and Magnesium Alloy Sheet. Key Eng. Mater. 2012, 499, 96–101. [Google Scholar]
- Hongsheng, L.; Jun, B.; Zhongwen, X.; Baoyu, S.; Yuying, Y. Analysis of Mechanism of Springback in 22MnB5 Super-high Strength Steel Forming. Acta Aeronaut. Austronautica Sin. 2010, 31, 865–870. [Google Scholar]
- Bao, J.; Liu, H.; Xing, Z.; Song, B.; Yang, Y. Springback of hot stamping and die quenching with ultra-high-strength boron steel. Eng. Rev. 2013, 3, 151–156. [Google Scholar]
- Yu, W.; Hodges, D.H.; Volovoi, V.V. Asymptotic generalization of Reissner–Mindlin theory: Accurate three-dimensional recovery for composite shells. Comput. Methods Appl. Mech. Eng. 2002, 191, 5087–5510. [Google Scholar] [CrossRef]
- Yanagida, A.; Azushima, A. Evaluation of coefficients of friction in hot stamping by hot flat drawing test. CIRP Ann. Manuf. Technol. 2009, 58, 247–250. [Google Scholar] [CrossRef]
- Bibek, R.; Shenglan, L. RPS Alignment of Automotive Body Parts in Virtual Assembly and Deviation Analyses. Int. J. Sci. Eng. Res. 2016, 7, 562–570. [Google Scholar]
- Arámbula, K.; Siller, H.R.; De Chiffre, L.; Rodríguez, C.A.; Cantatore, A. Evaluation of metrology technologies for free form surfaces. Int. J. Metrol. Qual. Eng. 2012, 3, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Autoform. In Autoform Built-In Help System; Olivier Leteurtre: Zurich, Swiss, 2021.
- Available online: https://www.izfp.fraunhofer.de/content/dam/izfp/de/documents/aktuelles/2015/Themenflyer/3MA-presshaerten-en.pdf (accessed on 1 February 2021).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inner Panel of B Pillar | Door Beam | |||||
|---|---|---|---|---|---|---|
| Tolerance field | −0.5 +0.5 | −0.7 +0.7 | −0.2 −0.7 | −0.3 +0.3 | −0.5 +0.5 | −0.2 −0.5 |
| Maximal value | +0.42 | +0.55 | −0.11 | 0.15 | 0.42 | −0.14 |
| Minimal value | −0.40 | −0.55 | −0.62 | −0.25 | −0.21 | −0.45 |
| Standard deviation | 0.027 | 0.031 | 0.024 | 0.021 | 0.036 | 0.054 |
| Max | Min | Average | Std Deviation | |||||
|---|---|---|---|---|---|---|---|---|
| Beam | B Pillar | Beam | B Pillar | Beam | B Pillar | Beam | B Pillar | |
| hardness HV | 546 | 533 | 464 | 450 | 510.6 | 492.2 | 10.2 | 12.5 |
| Ra MPa | 1151 | 1142 | 984 | 953 | 1087.4 | 1076.7 | 10.8 | 18.7 |
| Rm MPa | 1559 | 1616 | 1372 | 1296 | 1504.8 | 1495.1 | 9.4 | 10.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wróbel, I. Numerical and Experimental Analysis of Hardening Distortions of Drawpieces Produced in Hot Stamping Process. Metals 2021, 11, 457. https://doi.org/10.3390/met11030457
Wróbel I. Numerical and Experimental Analysis of Hardening Distortions of Drawpieces Produced in Hot Stamping Process. Metals. 2021; 11(3):457. https://doi.org/10.3390/met11030457
Chicago/Turabian StyleWróbel, Ireneusz. 2021. "Numerical and Experimental Analysis of Hardening Distortions of Drawpieces Produced in Hot Stamping Process" Metals 11, no. 3: 457. https://doi.org/10.3390/met11030457