
Hot Deformation Behavior of a Ni-Based Superalloy with Suppressed Precipitation

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Compression Tests
2.3. Microstructure Characterization
3. Results
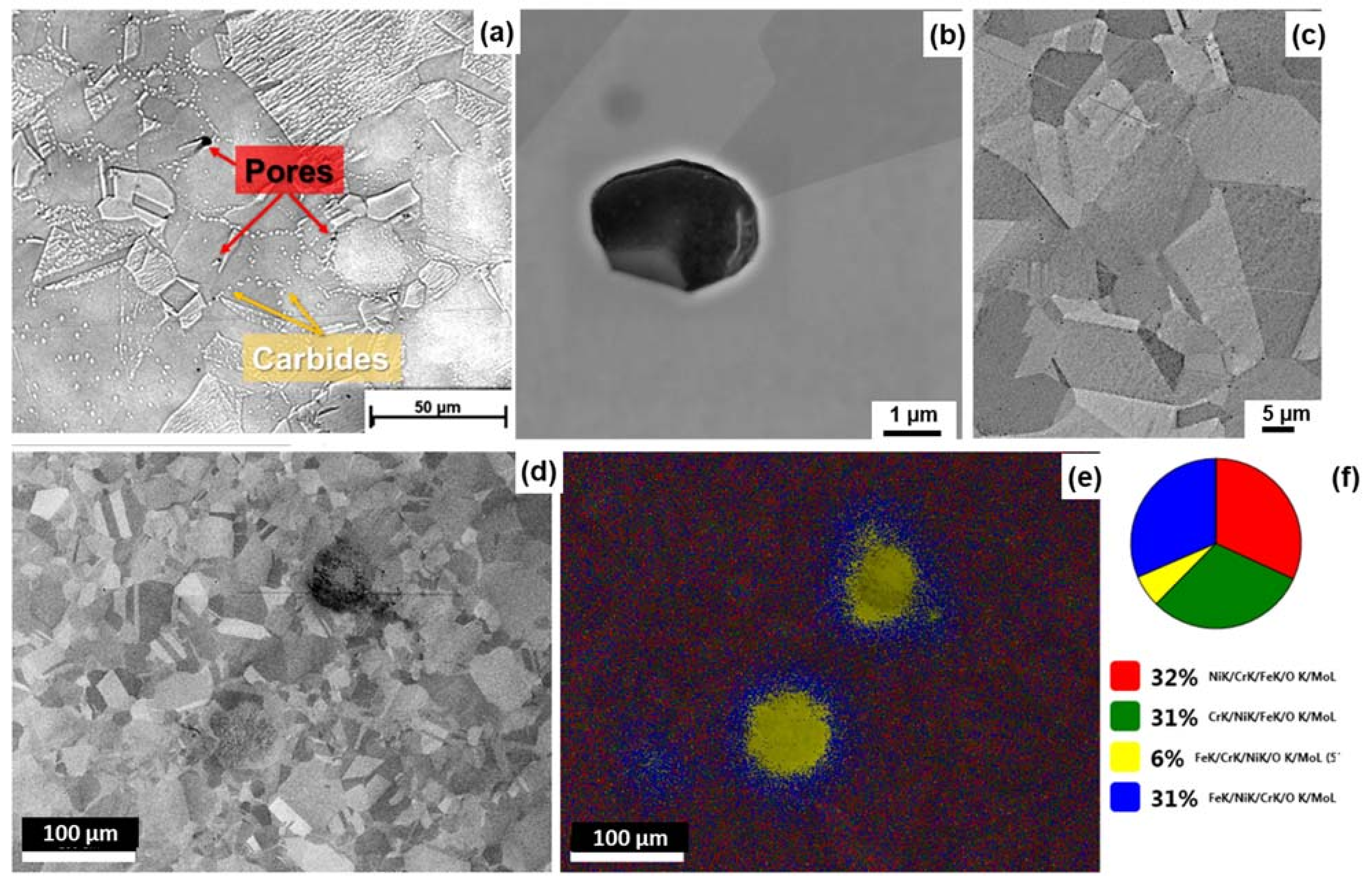
3.1. Initial Microstructure
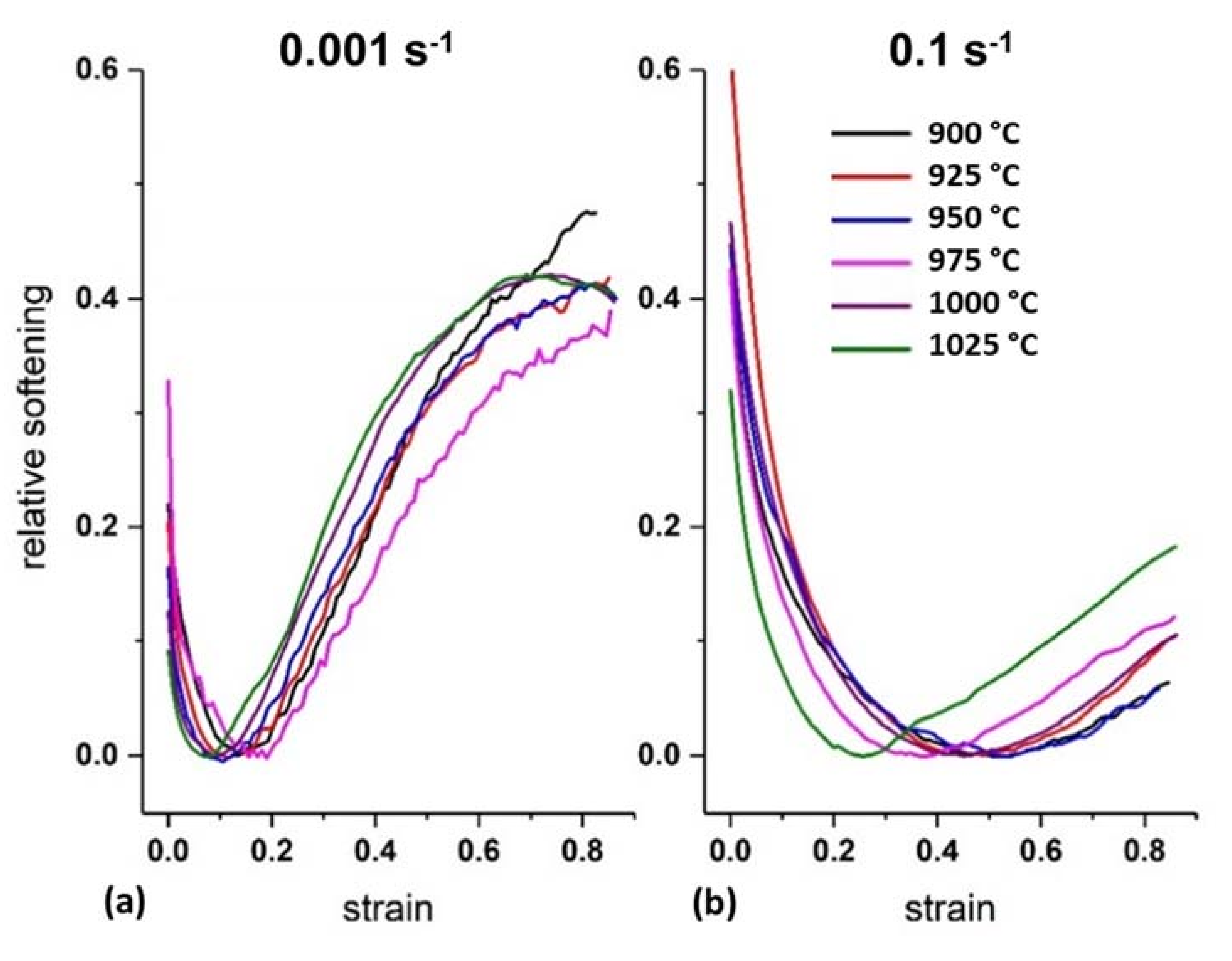
3.2. Flow Curves
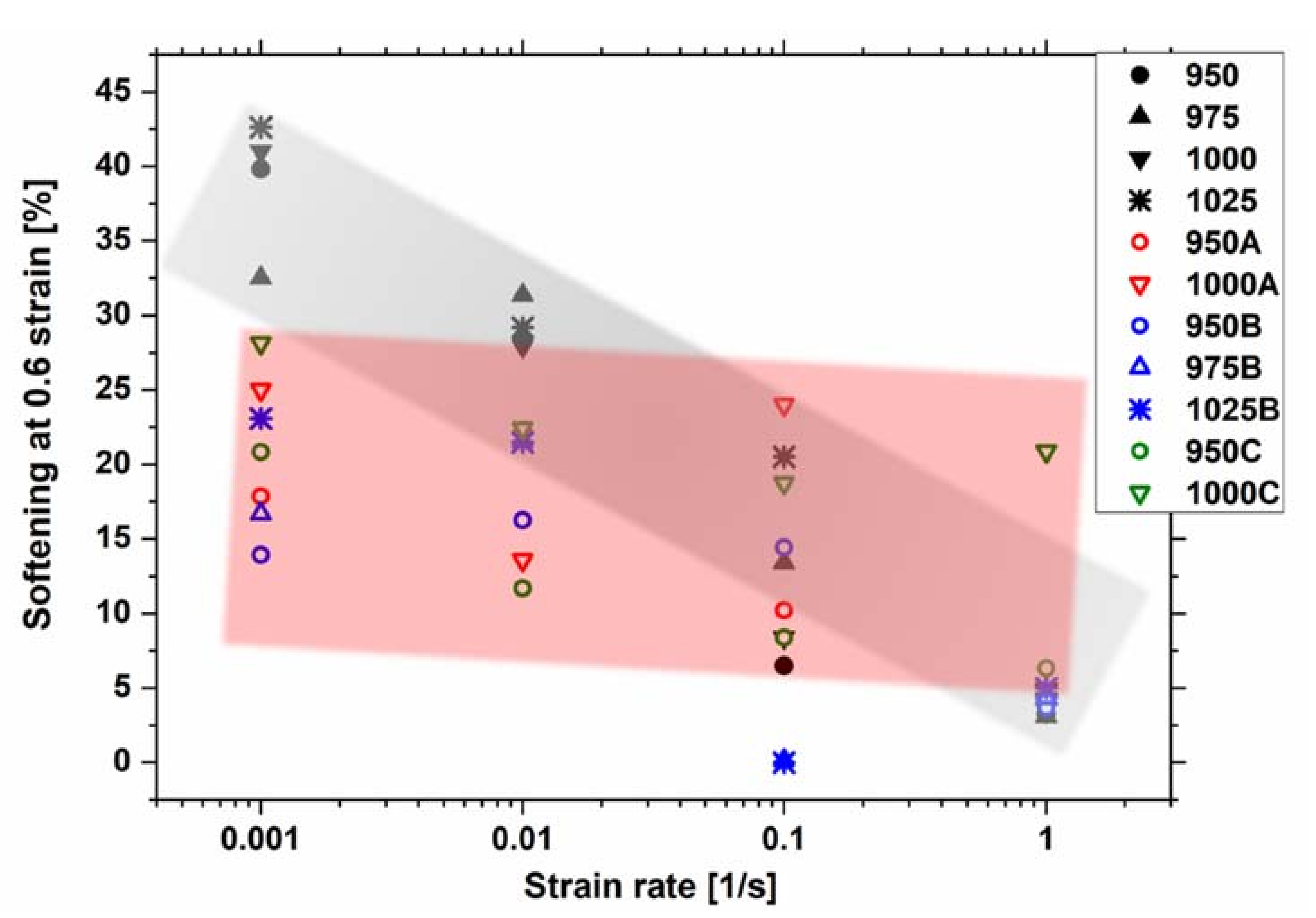
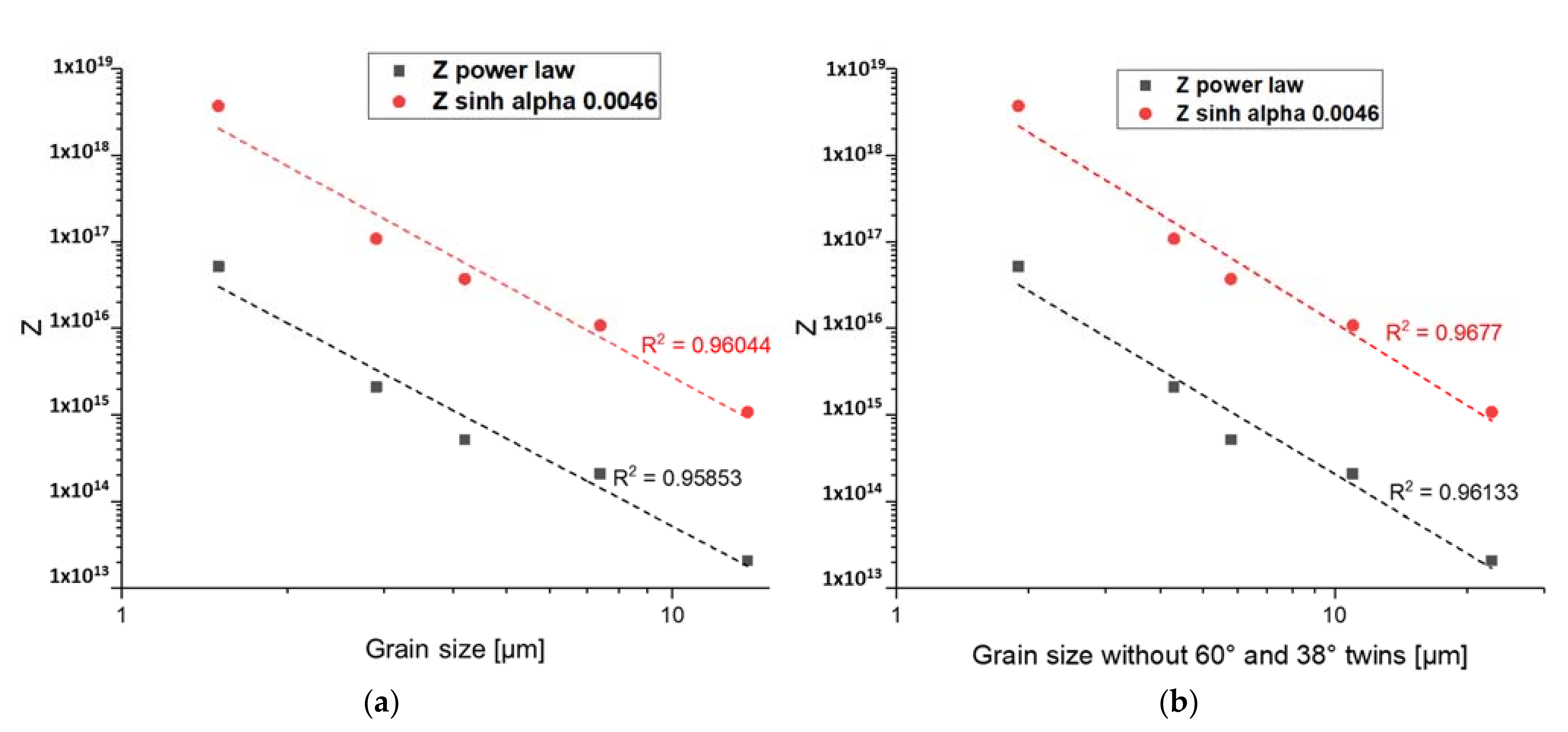
3.3. Phenomenological Relationships
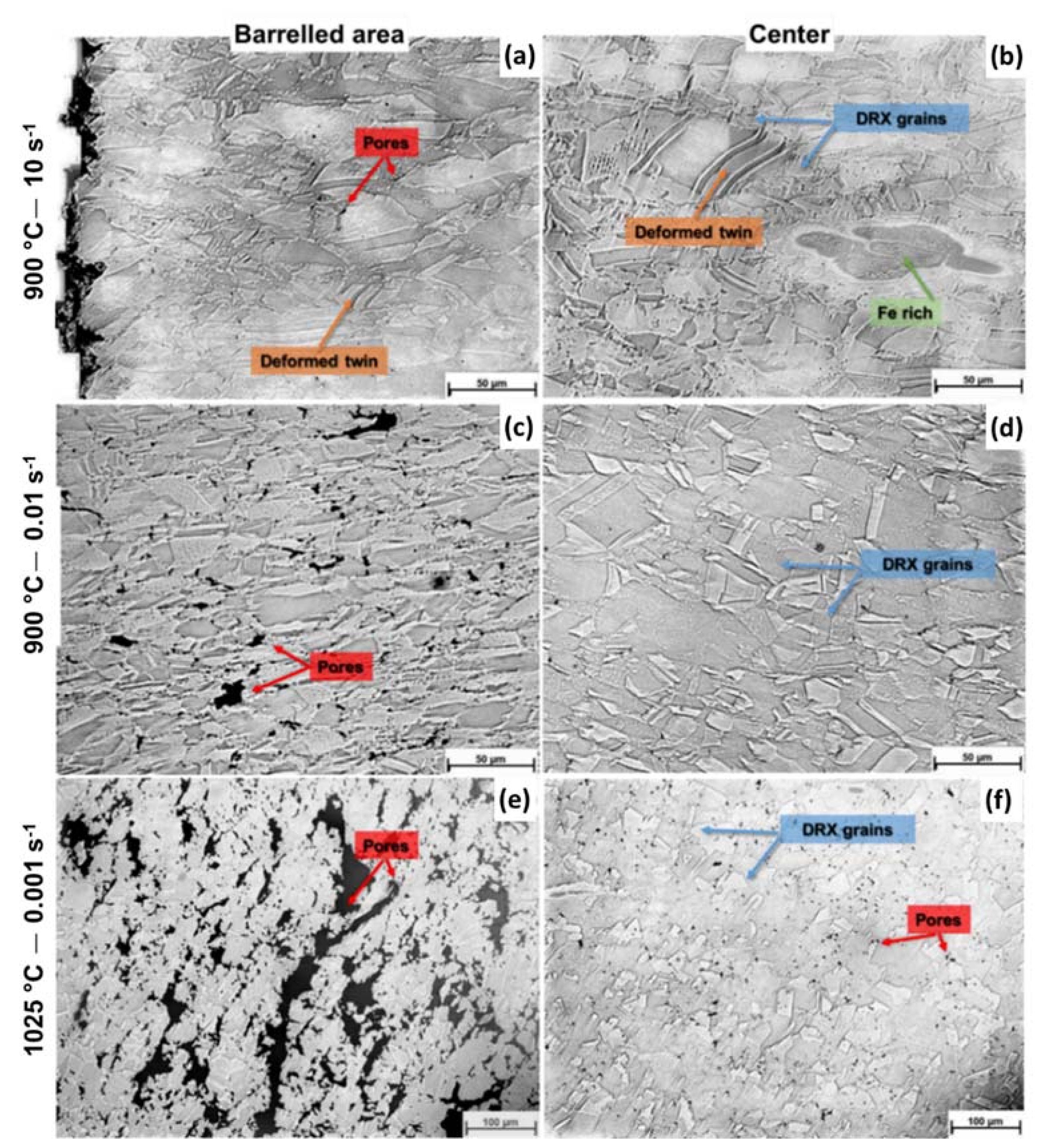
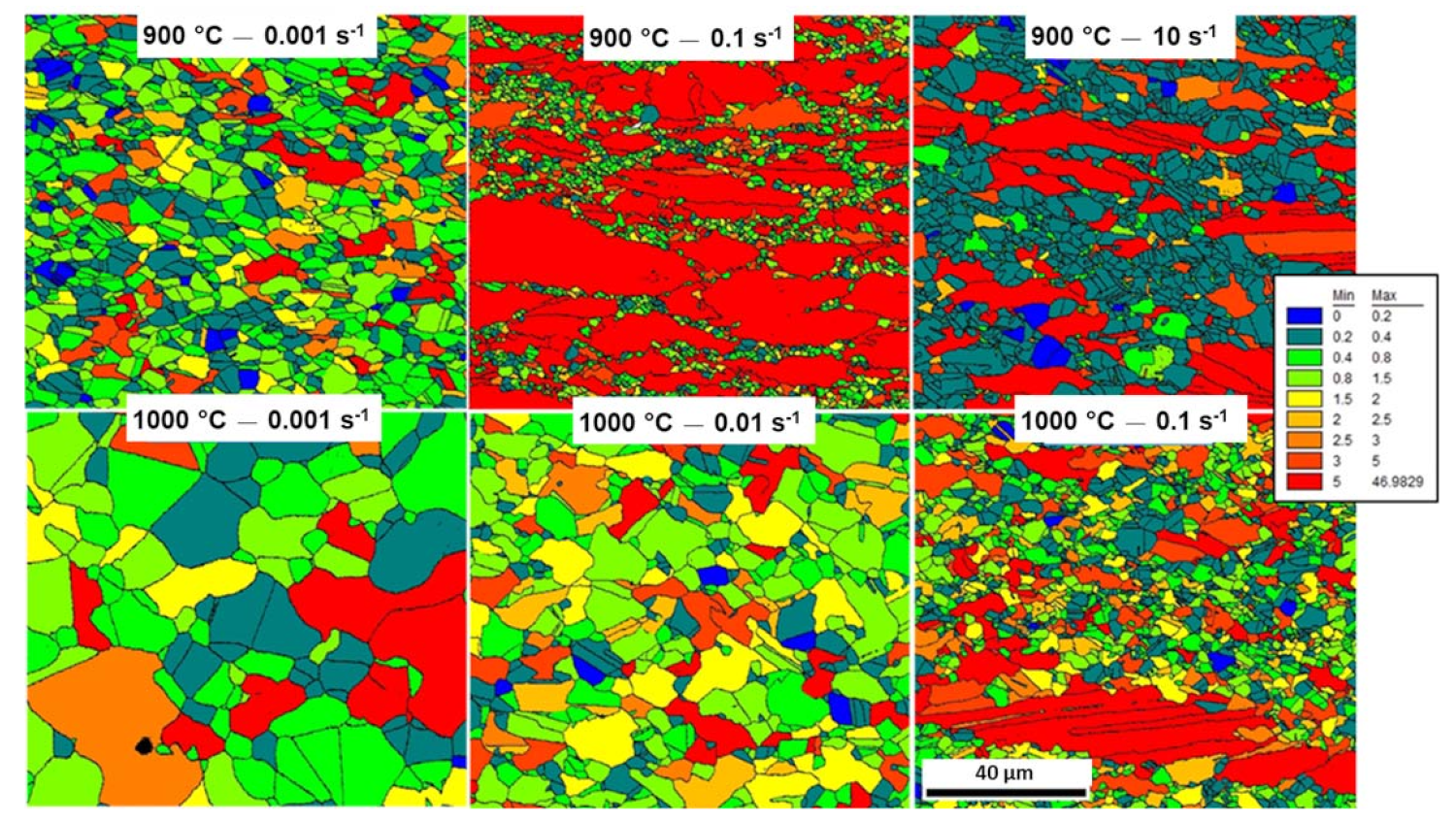
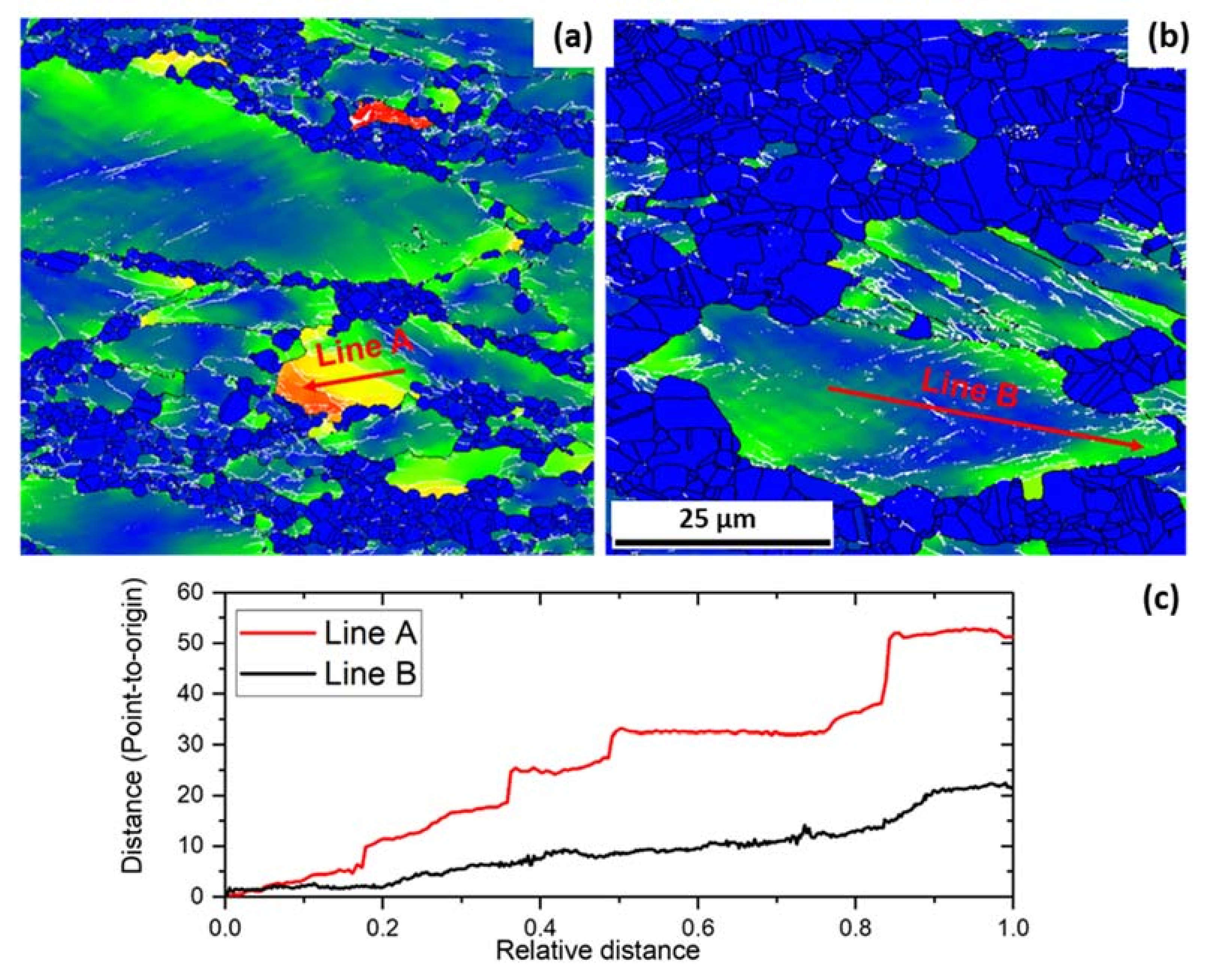
3.4. Microstructure after Deformation and Damage
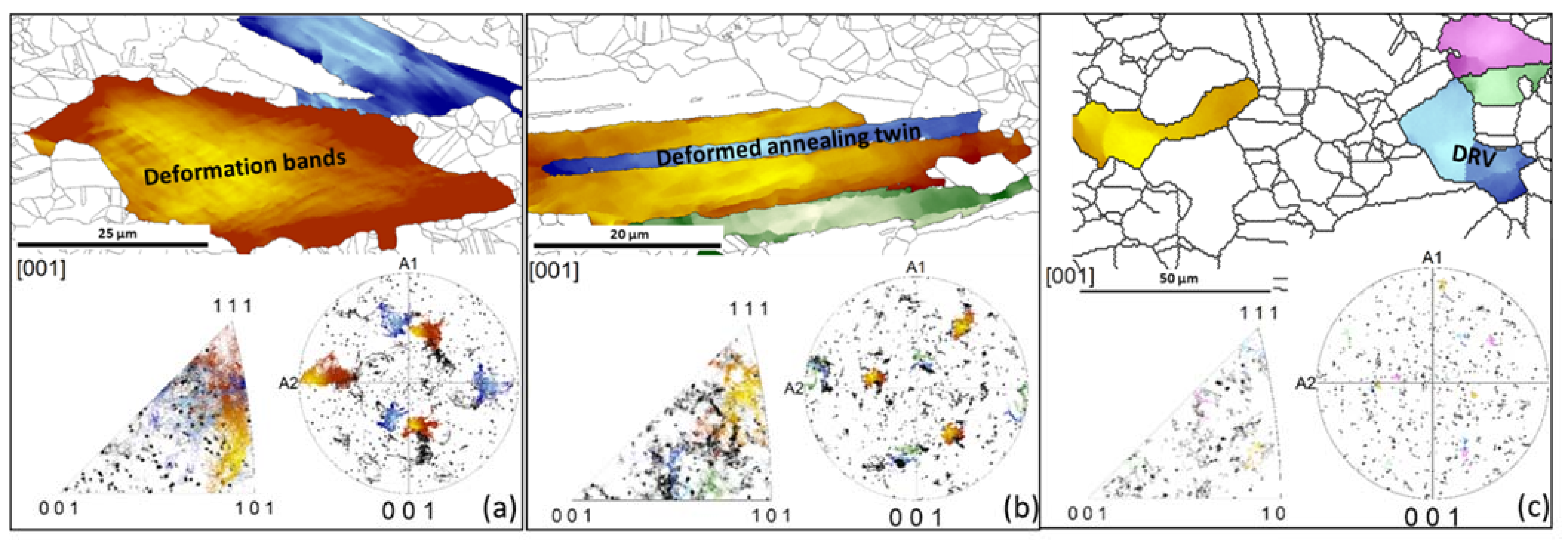
4. Discussion on the Deformation Mechanisms
5. Summary and Conclusions
- The material IN718WP deforms similarly to Inconel®718: after reaching peak stress, the stresses soften due to DRX;
- Lower stress values and larger softening than Inconel®718 may be related to the lack of precipitates;
- The relative stress softening is independent of the temperature, meaning that the growth is only dependent on the strain rate. The large stress softening at a low strain rate may be related to two phenomena: the fast recrystallization rate, and the coarsening of pores driven by diffusion;
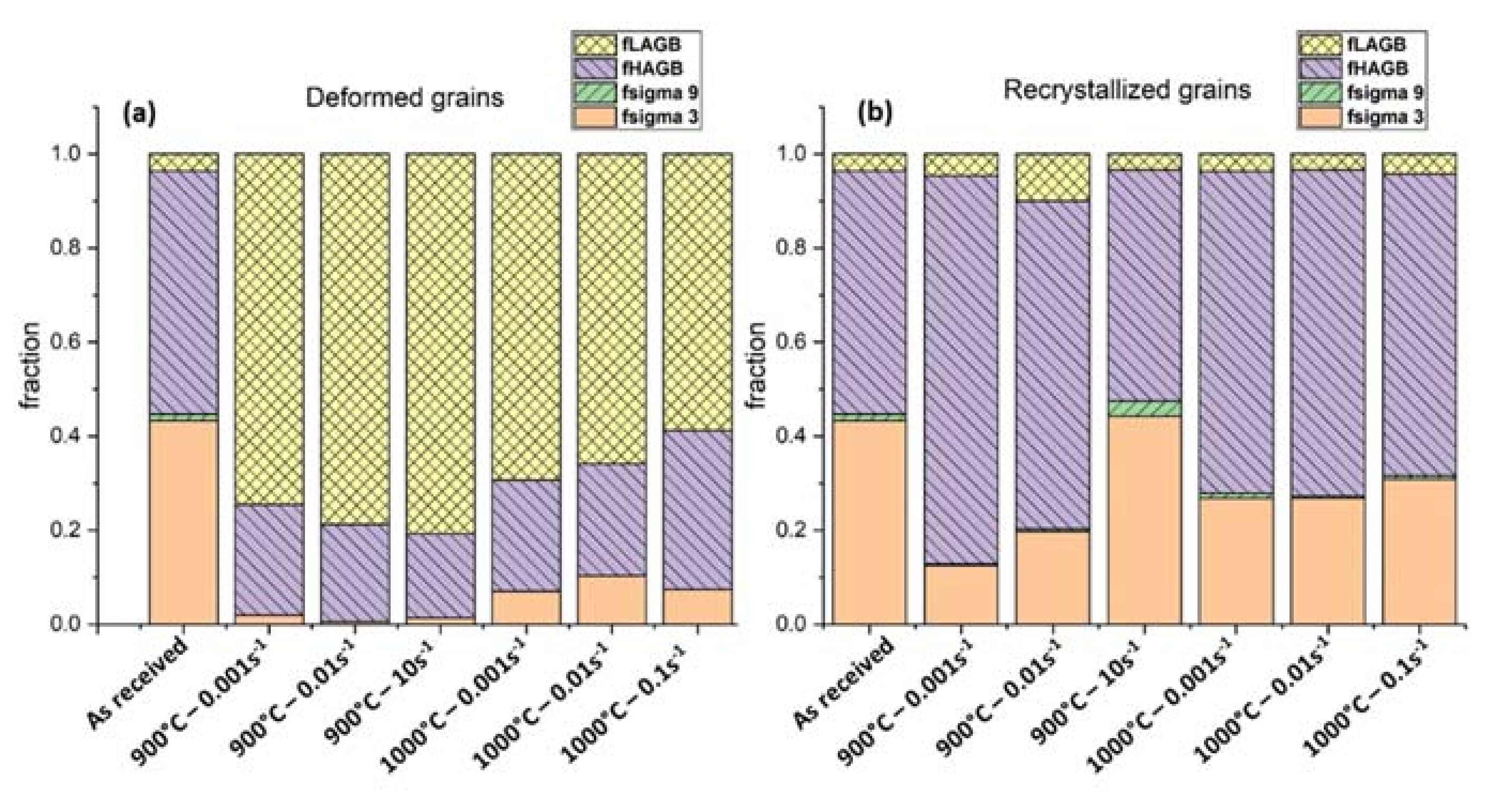
- The growth rate of recrystallization is only dependent on the strain rate at the deformed conditions. This results in larger amounts of Σ3 boundaries within recrystallized grains at high strain rate for a given strain;
- The recrystallization grade %DRX increases from 45% at low strain rates up to 85% at the slowest deformation;
- The recrystallization grade reaches a minimum of 70% at 950 °C due to the competition of dynamic recovery and dynamic recrystallization occurring at low strain rates;
- Deformation takes place by first increasing the amount of low angle grain boundaries, while the Σ3 boundaries become mobile and their fraction decreases with deformation. Recrystallized grains have a large number of Σ3 boundaries, and their fraction increases with increasing strain rate and temperature;
- The apparent activation energy of 450 kJ/mol found for IN718WP and the strain rate exponent (n = 4.76) value are in agreement with the values found for Inconel®718 when deforming above the solvus temperature, suggesting similar deformation mechanisms.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akca, E.; Gursel, A. A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy. Period. Eng. Nat. Sci. 2015, 1. [Google Scholar] [CrossRef]
- Mouritz, A.M. (Ed.) Superalloys for Gas Turbine Engines. In Introduction to Aerospace Materials; Woodhead Publishing: Cambridge, UK, 2012; Chapter 12; pp. 251–267. [Google Scholar]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Schafrik, R.E.; Ward, D.D.; Groh, J.R. Application of Alloy 718 in GE Aircraft Engines: Past, Present and Next Five Years. In Superalloys 718, 625, 706 and Various Derivatives; TMS: Pittsburgh, PA, USA, 2001; pp. 1–11. [Google Scholar]
- Ahmadi, M.R.; Povoden-Karadeniz, E.; Whitmore, L.; Stockinger, M.; Falahati, A.; Kozeschnik, E. Yield strength prediction in Ni-base alloy 718Plus based on thermo-kinetic precipitation simulation. Mater. Sci. Eng. A 2014, 608, 114–122. [Google Scholar] [CrossRef]
- Cozar, R.; Pineau, A. Morphology of y’ and y” precipitates and thermal stability of inconel 718 type alloys. Metall. Trans. 1973, 4, 47–59. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Some aspects of the precipitation of metastable intermetallic phases in INCONEL 718. Metall. Trans. A 1992, 23, 2015–2028. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.Z.Z.; Zhen, L.; Zhang, B.Y.Y. Hot deformation behavior of delta-processed superalloy 718. Mater. Sci. Eng. A 2011, 528, 3218–3227. [Google Scholar] [CrossRef]
- Gasson, P.C. The Superalloys: Fundamentals and Applications. Aeronaut. J. 2008, 112, 291. [Google Scholar] [CrossRef]
- Zhou, L.; Baker, T. Effects of strain rate and temperature on deformation behaviour of IN 718 during high temperature deformation. Mater. Sci. Eng. A 1994, 177, 1–9. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Zhang, S.H.; Li, Z.X.; Cheng, M. Hot die forging process optimization of superalloy IN718 turbine disc using processing map and finite element method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 224, 103–110. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.M.; Calvo, J. Dynamic recrystallization mechanisms and twining evolution during hot deformation of Inconel 718. Mater. Sci. Eng. A 2016, 678, 137–152. [Google Scholar] [CrossRef] [Green Version]
- Madeleine Durand-Charre, The Microstructure of Superalloys; CRC Press: Boca Raton, FL, USA, 1998.
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.; Calvo, J. Microstructural evolution and constitutive equations of Inconel 718 alloy under quasi-static and quasi-dynamic conditions. Mater. Des. 2016, 94, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.X.; Baker, T.N. Effects on dynamic and metadynamic recrystallization on microstructures of wrought IN-718 due to hot deformation. Mater. Sci. Eng. A 1995, 196, 89–95. [Google Scholar] [CrossRef]
- Oradei-Basile, A.; Radavich, J.F. A current T-T-T diagram for wrought alloy 718. In Superalloys 718, 625 and Various Derivates; Loria, E.A., Ed.; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1991; pp. 325–335. [Google Scholar]
- Renhof, L.; Krempaszky, C.; Werner, E.; Stockinger, M. Analysis of Microstructural Properties of IN 718 after High Speed Forging. Proc. Int. Symp. Superalloys Var. Deriv. 2005. [Google Scholar] [CrossRef]
- Cai, D.Y.; Zhang, W.H.; Nie, P.L.; Liu, W.C.; Yao, M. Dissolution kinetics and behavior of δ phase in Inconel 718. Trans. Nonferrous Met. Soc. China 2003, 13, 1338–1341. [Google Scholar]
- Lin, Y.C.; He, D.G.; Chen, M.S.; Chen, X.M.; Zhao, C.Y.; Ma, X.; Long, Z.L. EBSD analysis of evolution of dynamic recrystallization grains and δ phase in a nickel-based superalloy during hot compressive deformation. Mater. Des. 2016, 97, 13–24. [Google Scholar] [CrossRef]
- Páramo-Kañetas, P.; Özturk, U.; Calvo, J.; Cabrera, J.M.; Guerrero-Mata, M. High-temperature deformation of delta-processed Inconel 718. J. Mater. Process. Technol. 2018, 255, 204–211. [Google Scholar] [CrossRef]
- Song, K.; Aindow, M. Grain growth and particle pinning in a model Ni-based superalloy. Mater. Sci. Eng. A 2008, 479, 365–372. [Google Scholar] [CrossRef]
- John, S.R.; Tien, K. (Eds.) Refractory Alloying Elements in Superalloys; American Society for Metals and Associacao Brasileira de Metais: Araxá, Brazil, 1984. [Google Scholar]
- Charpagne, M.-A.; Billot, T.; Franchet, J.-M.; Bozzolo, N. Heteroepitaxial recrystallization: A new mechanism discovered in a polycrystalline γ-γ’ nickel based superalloy. J. Alloy. Compd. 2016, 688, 685–694. [Google Scholar] [CrossRef] [Green Version]
- Drexler, A.; Oberwinkler, B.; Primig, S.; Turk, C.; Povoden-Karadeniz, E.; Heinemann, A.; Ecker, W.; Stockinger, M. Experimental and numerical investigations of the γ” and γ’ precipitation kinetics in Alloy 718. Mater. Sci. Eng. A 2018, 723, 314–323. [Google Scholar] [CrossRef]
- Special Metals INCONEL® Alloy 718. 2007. Available online: https://www.specialmetals.com/ (accessed on 18 March 2021).
- Goetz, R.L.; Semiatin, S.L. The adiabatic correction factor for deformation heating during the uniaxial compression test. J. Mater. Eng. Perform. 2001, 10, 710–717. [Google Scholar] [CrossRef]
- Yan, L.; Shen, J.; Li, Z.; Li, J.; Yan, X. Microstructure evolution of Al-Zn-Mg-Cu-Zr alloy during hot deformation. Rare Met. 2010, 29, 426–432. [Google Scholar] [CrossRef]
- Wang, P.; Hogrefe, K.; Piot, D.; Montheillet, F.; Poletti, M.C. A flow instability criterion for alloys during hot deformation. Proced. Manuf. 2019, 37, 319–326. [Google Scholar] [CrossRef]
- Tan, G.; Li, H.Z.; Wang, Y.; Yang, L.; Huang, Z.Q.; Qiao, S.C.; Liu, M.X. Physical-Based Constitutive Modeling of Hot Deformation in a Hot-Extruded Powder Metallurgy Nickel-Based Superalloy. J. Mater. Eng. Perform. 2021, 30, 794–804. [Google Scholar] [CrossRef]
- Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot deformation mechanisms in a powder metallurgy nickel-base superalloy IN 625. Metall. Mater. Trans. A 2000, 31, 2317–2325. [Google Scholar] [CrossRef]
- Poletti, C.; Dieringa, H.; Warchomicka, F. Local deformation and processing maps of as-cast AZ31 alloy. Mater. Sci. Eng. A 2009, 516. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Gabrielli, F.; Spigarelli, S. Hot workability in process modeling of a bearing steel by using combined constitutive equations and dynamic material model. Mater. Des. 2014, 53, 398–404. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- ASTM E112-12 Standard Test Methods for Determining Average Grain Size; ASTM International: Conshohocken, PA, USA, 2012.
- Mitsche, S.; Poelt, P.; Sommitsch, C. Recrystallization behaviour of the nickel-based alloy 80 a during hot forming. J. Microsc. 2007, 227, 267–274. [Google Scholar] [CrossRef]
- Shen, G.; Semiatin, S.L.; Shivpuri, R. Modeling microstructural development during the forging of Waspaloy. Metall. Mater. Trans. A 1995, 26, 1795–1803. [Google Scholar] [CrossRef]
- Dobrzanski, L.A. (Ed.) Powder Metallurgy—Fundamentals and Case Studies; InTech Open: London, UK, 2017. [Google Scholar]
- Slama, C.; Servant, C.; Cizeron, G. Aging of the Inconel 718 alloy between 500 and 750 °C. J. Mater. Res. 1997, 12, 2298–2316. [Google Scholar] [CrossRef]
- Chen, F.H.; Liu, J.; Ou, H.; Lu, B.; Cui, Z. Long Flow Characteristics and Intrinsic Workability of IN718 Superalloy; Elsevier BV: Amsterdam, The Netherlands, 2015; Volume 642, pp. 279–287. [Google Scholar]
- Gujrati, R.; Gupta, C.; Jha, J.S.; Mishra, S.; Alankar, A. Understanding activation energy of dynamic recrystallization in Inconel 718. Mater. Sci. Eng. A 2019, 744, 638–651. [Google Scholar] [CrossRef]
- Si, J.; Liao, X.; Xie, L.; Lin, K. Flow Behavior and Constitutive Modeling of Delta-Processed Inconel 718 Alloy. J. Iron Steel Res. Int. 2015, 22, 837–845. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Lu, Z.; Zhao, C.; Yang, X. Hot deformation behavior and processing map of a γ’-hardened nickel-based superalloy. Mater. Sci. Eng. A 2014, 604, 1–8. [Google Scholar] [CrossRef]
- Ahmadi, M.R.R.; Sonderegger, B.; Yadav, S.D.D.; Poletti, M.C.C. Modelling and Simulation of Diffusion Driven Pore Formation in Martensitic Steels during Creep. Mater. Sci. Eng. A 2018, 712, 466–477. [Google Scholar] [CrossRef]
- Higashi, M.; Kanno, N. Effect of initial powder particle size on the hot workability of powder metallurgy Ni-based superalloys. Mater. Des. 2020, 108926. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.Z.; Zhen, L.; Lin, L.; Cui, Y.X. Investigation on Dynamic Recrystallization Behavior in Hot Deformed Superalloy Inconel 718. Mater. Sci. Forum 2007, 546–549, 1297–1300. [Google Scholar] [CrossRef]
- Zouari, M.; Logé, R.; Bozzolo, N. In Situ Characterization of Inconel 718 Post-Dynamic Recrystallization within a Scanning Electron Microscope. Metals 2017, 7, 476. [Google Scholar] [CrossRef] [Green Version]
- Nicolaÿ, A.; Fiorucci, G.; Franchet, J.M.; Cormier, J.; Bozzolo, N. Influence of strain rate on subsolvus dynamic and post-dynamic recrystallization kinetics of Inconel 718. Acta Mater. 2019, 174, 406–417. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Elemental Composition (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Cr | Fe | Mo | Al | Co | Si | Nb | C | Mn | Ti | |
| IN718WP | 50.18 | 23 | 22.07 | 3.71 | max 0.28 | 0.22 | 0.1 | max 0.28 | max 0.03 | 0.1 | max 0.03 |
| Inconel®718 | 50–55 | 17–21 | bal. | 2.8–3.3 | 0.2–0.8 | 1 | 0.35 | 4.75–5.5 | 0.08 | 0.35 | 0.7–1.3 |
| Alloy | α [MPa−1] | Q [kJ/mol] | n | Source |
|---|---|---|---|---|
| IN718WP | 0.0046 | 450 | 4.76 | Equation (1) |
| - | 400 | 6 | Equation (2) | |
| Inconel®718 | 0.0042 | 364 | 4.57 | [43] |
| 0.006104 | 461 | 3.52 (960 °C) 4.23 (1020 °C) | [23] | |
| NA | 467 | 7.3, 6.3, 5.4 and 5.2 | [8] (n varies with temperature) | |
| 0.0054 | 468 | 5.2 | [44] (at the peak) | |
| 0.0054 | 427.6 | 4.12 | [45] (above solvus) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lizzi, F.; Pradeep, K.; Stanojevic, A.; Sommadossi, S.; Poletti, M.C. Hot Deformation Behavior of a Ni-Based Superalloy with Suppressed Precipitation. Metals 2021, 11, 605. https://doi.org/10.3390/met11040605
Lizzi F, Pradeep K, Stanojevic A, Sommadossi S, Poletti MC. Hot Deformation Behavior of a Ni-Based Superalloy with Suppressed Precipitation. Metals. 2021; 11(4):605. https://doi.org/10.3390/met11040605
Chicago/Turabian StyleLizzi, Franco, Kashyap Pradeep, Aleksandar Stanojevic, Silvana Sommadossi, and Maria Cecilia Poletti. 2021. "Hot Deformation Behavior of a Ni-Based Superalloy with Suppressed Precipitation" Metals 11, no. 4: 605. https://doi.org/10.3390/met11040605