Abstract
In this work, wire electrical discharge machining (WEDM) of aluminum (LM25) reinforced with fly ash and boron carbide (B4C) hybrid composites was performed to investigate the influence of reinforcement wt% and machining parameters on the performance characteristics. The hybrid composite specimens were fabricated through the stir casting process by varying the wt% of reinforcements from 3 to 9. In the machinability studies, the WEDM process control parameters such as gap voltage, pulse-on time, pulse-off time, and wire feed were varied to analyze their effects on machining performance including volume removal rate and surface roughness. The WEDM experiments were planned and conducted through the L27 orthogonal array approach of the Taguchi methodology, and the corresponding volume removal rate and surface roughness were measured. In addition, the multi-parametric ANOVA was performed to examine the statistical significance of the process control parameters on the volume removal rate and surface roughness. Furthermore, the spatial distribution of the parameter values for both the responses were statistically analyzed to confirm the selection of the range of the process control parameters. Finally, the quadratic multiple linear regression models (MLRMs) were formulated based on the correlation between the process control parameters and output responses. The Grass–Hooper Optimization (GHO) algorithm was proposed in this work to identify the optimal process control parameters through the MLRMs, in light of simultaneously maximizing the volume removal rate and minimizing the surface roughness. The effectiveness of the proposed GHO algorithm was tested against the results of the particle swarm optimization and moth-flame optimization algorithms. From the results, it was identified that the GHO algorithm outperformed the others in terms of maximizing volume removal rate and minimizing the surface roughness values. Furthermore, the confirmation experiment was also carried out to validate the optimal combination of process control parameters obtained through the GHO algorithm.
1. Introduction
In general, metal matrix composite (MMC) materials are fabricated by mixing two or more micro-level constituents that are not soluble and varying in material composition. The hard phase of these materials may embed in a soft phase or vice versa during the fabrication of composites. Usually, the strength and modulus of the composite materials are based on the bonding of the matrix (soft phase) and reinforcement (hard phase) materials. Particularly in structural applications, lighter metallic materials like aluminum, nickel, magnesium, titanium, etc. are being used as a matrix material, and these materials are giving support to the reinforcement materials. In addition to the structural properties, the specific mechanical, thermal, and physical properties of metal matrix composite materials mainly depend on the category of reinforcement materials. The MMCs consist of a metallic matrix material such as aluminum, copper, ferrous, magnesium, etc., with an evenly dispersed ceramic reinforcement in the form of carbides, nitrides, andoxides, or metallic phase materials like lead, molybdenum, tungsten, etc.
The preferable base metal for the preparation of MMCs was aluminum and its alloys [1]. Applications like the fabrication of different components of aerospace vehicles, automobiles, etc. have been carried out using aluminum-based MMCs [2]. More research works have been carried out in recent years on the mechanical characterization of MMCs prepared via ceramic particles reinforcement with aluminum and its alloys. Ceramic particles such as silicon carbide and alumina were utilized as a reinforcement material in most of the studies. However, studies related to B4C reinforced composites are seldom found. Since the properties like stiffness and hardness of B4C are excellent, along with the minor variation in density between B4C and aluminum/Al-based alloys, it makes B4C an unavoidable reinforcement material [3]. Fly ash is another option as reinforcement to fabricate aluminum alloy based MMCs since it has good wear resistance. Furthermore, the excellent damping capacity, low density, better abrasive resistance, and low cost [4] were the desirable properties to opt fly ash as a reinforcement. In addition, the availability of fly ash is huge, since it is the by-product while burning coal in thermal power plants. Therefore, the MMCs with the combination of fly ash and Al-based alloys are used to fabricate the automobile body and engine components.
The manufacturing industries have practiced several fabrication methodologies such as squeeze casting, stir casting, powder metallurgy and spray deposition, etc. [5]. Therefore, selecting the appropriate manufacturing process concerning the requirement will be helpful to fabricate MMCs effectively and economically. Among the several manufacturing technologies, stir casting is one of the well-established processes for the fabrication of MMCs due to their operational flexibility and cost-effectiveness. Furthermore, the high-volume production of MMCs is possible through lower particle volume of reinforcements [6]. On the other hand, the traditional machining methods are not good enough to machine the MMCs due to the extreme abrasive characteristics of the reinforced materials [7,8,9,10]. Hence, in this circumstance, alternative methods like non-traditional machining processes, namely abrasive water jet machining (AWM), electrical discharge machining (EDM), wire electrical discharge machining (WEDM), laser beam machining (LBM), etc., can be used [11]. However, LBM and AWM were not advisable due to high process cost and poor quality [12]. Furthermore, compared with EDM, WEDM outperformed while machining complex shapes on MMCs with relatively less cost [13]. In WEDM, the surface layer of the workpiece material is eradicated using a sequence of sparks produced between the workpiece and electrode. The workpiece and electrode are kept separately and are entirely immersed in dielectric liquid [14]. While machining through WEDM, electrical conductivity is the primary factor for machining materials [15,16,17,18].
For improved machining performance, it is necessary to select the optimal values for various process parameters of EDM. Researchers have successfully implemented several mathematical approaches such as grey relational analysis, Pareto optimality, desirability function, simulated annealing, etc., [19] for selecting the optimal parameters. The stir casting method was used to fabricate the aluminum (LM25)/fly ash/B4C hybrid composites in this work. Three different specimens were prepared by varying weight percentages of the compositions of hybrid composites. The WEDM method was used to test the machinability of the prepared specimens. The machining processes were executed based on the model by the design of experiments. However, the optimal input process parameters to simultaneously minimize the SR and maximize the VRR were identified using the Grass–Hooper optimization (GHO) algorithm, particle swarm optimization algorithm (PSO), and moth-flame optimization (MFO) algorithms. The details about the experimental work and further analysis are presented in the next section.
2. Materials and Methods
The LM25 alloy is an aluminum casting alloy with good mechanical properties in fulfilling the requirement of cast products. LM25 alloys exhibit an enhanced mechanical strength along with improved wear and corrosive resistance. However, a moderately high rate of tool wear is expected while machining this alloy using conventional methods because of the silicon. Making cylinder blocks and heads and other castings of the engine and body are the vital applications of the LM25 alloy. In this present investigation, the LM25 alloy was considered as the matrix material to prepare the hybrid composites and its chemical composition is presented in Table 1.

Table 1.
Chemical composition of LM25 alloy.
This section may be divided into subheadings. However, it should provide a concise and precise description of the experimental results, their interpretation, and the experimental conclusions that can be drawn.
In order to reduce the density of aluminum present in hybrid composites, fly ash is to be added in the form of a precipitate to enhance the mechanical properties of composite specimens and minimize the material cost. The aluminum and fly ash combinations were used to fabricate complex shapes like engine manifolds, covers, and brake drums. The chemical composition of fly ash is listed in Table 2.
Table 2.
Chemical composition of fly ash.
B4C is one of the hardest materials after diamond and cubic boron nitride due to the presence of boron material (maximum wt% is 79). Low density, good chemical resistance, difficulty to sinter, and good nuclear properties are vital properties of B4C. B4C powder is being used as an abrasive material in lapping and polishing applications. As a loose abrasive, it is also used in water jet cutting. Furthermore, the dressing of diamond tools is also carried out using B4C abrasive particles. In this work, aluminum alloy (LM25) was used as a matrix material and fly ash and B4C were used as reinforcement materials for making hybrid composites. The fabrication setup and procedure are briefed in this section.
2.1. Fabrication of Al (LM25)/Fly Ash/B4C Hybrid Composites
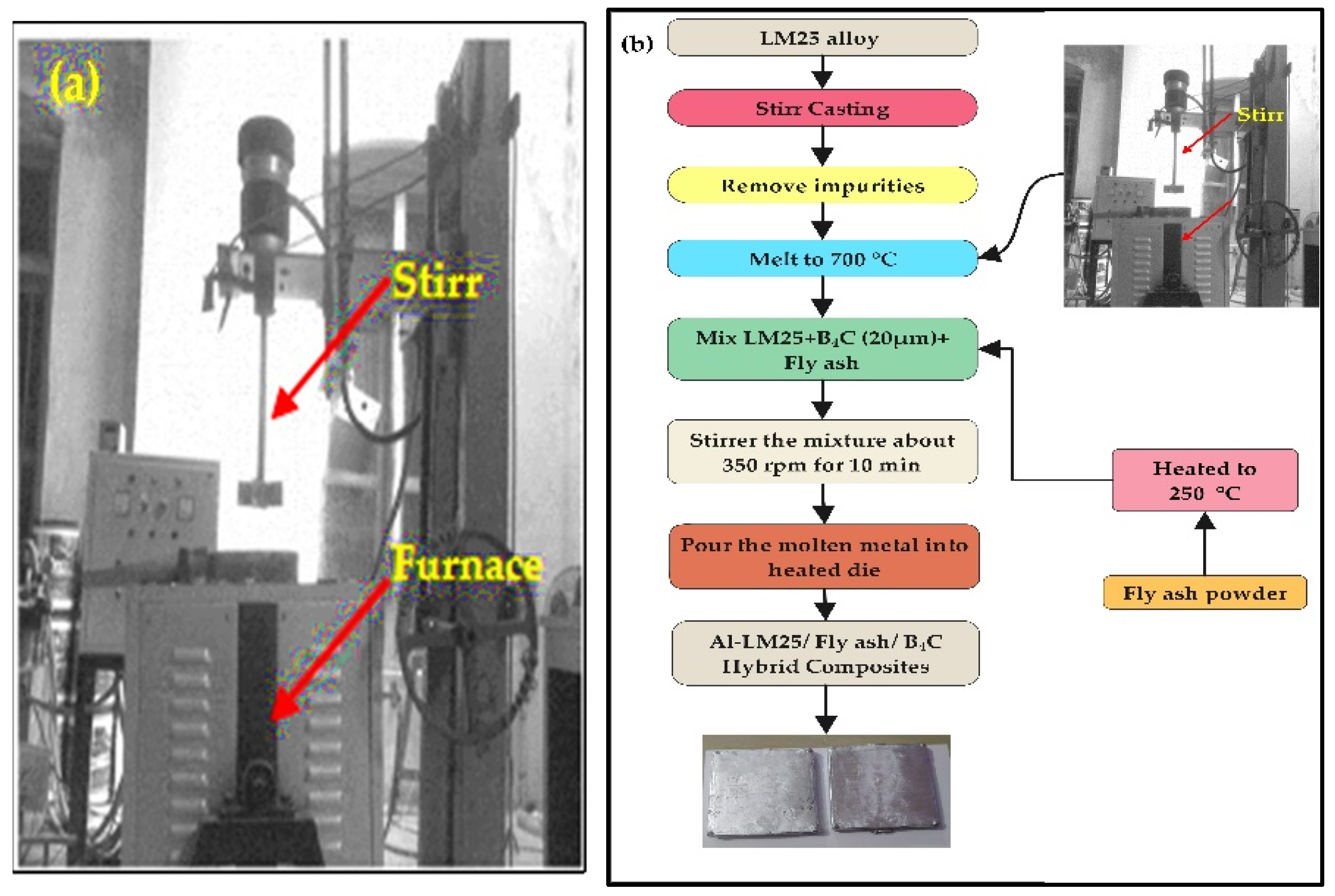
Al (LM25)/fly ash/B4C hybrid composites were prepared using the stir casting method. Stir casting is one of the economical methods in which reinforcing phases are introduced by mechanical stirring into the molten metal of the LM25 alloy. A crucible furnace was used to melt the Al (LM25) ingots. The ingots were heated to the desired temperature of 700 °C. The graphite crucible was covered with flux to prevent oxidation of the molten metal. The small quantity of magnesium available in molten metal was used to improve the wettability of aluminum alloys and reinforcements.
After the melting of ingots, the preheated (around 250 °C) fly ash particles and B4C of size 20 microns were added to the molten metal. In order to ensure the uniform distribution of particles, the mechanical stirrer (Hanuman Power Transmission Eqpt. P. Ltd , Chennai, India) was used for continuous mixing by rotating it with the speed of 350 r.p.m for about 10 min. Finally, the composite metal was transferred into a cast-iron mold to obtain a cuboid shape specimen of size 100 mm × 100 mm × 10 mm. As a result, the hybrid composites were prepared for different weight compositions, as given in Table 3. Figure 1 shows the (a) stir casting process setup and (b) the flow chart of the Al-LM25/fly ash/B4C hybrid composites.
Table 3.
Weight compositions of hybrid composites.
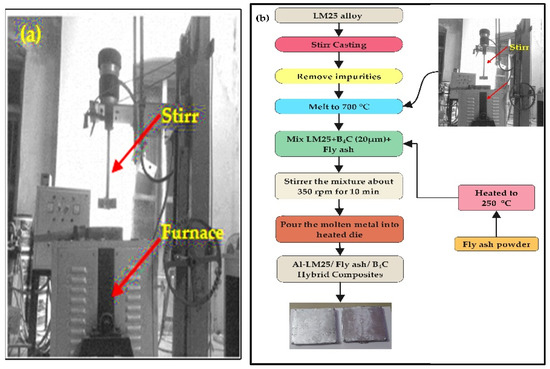
Figure 1.
(a) Stir casting process setup. (b) Flow chart of Al-LM25/fly ash/B4C hybrid composites.
2.2. Machining of Hybrid Composites Using WEDM
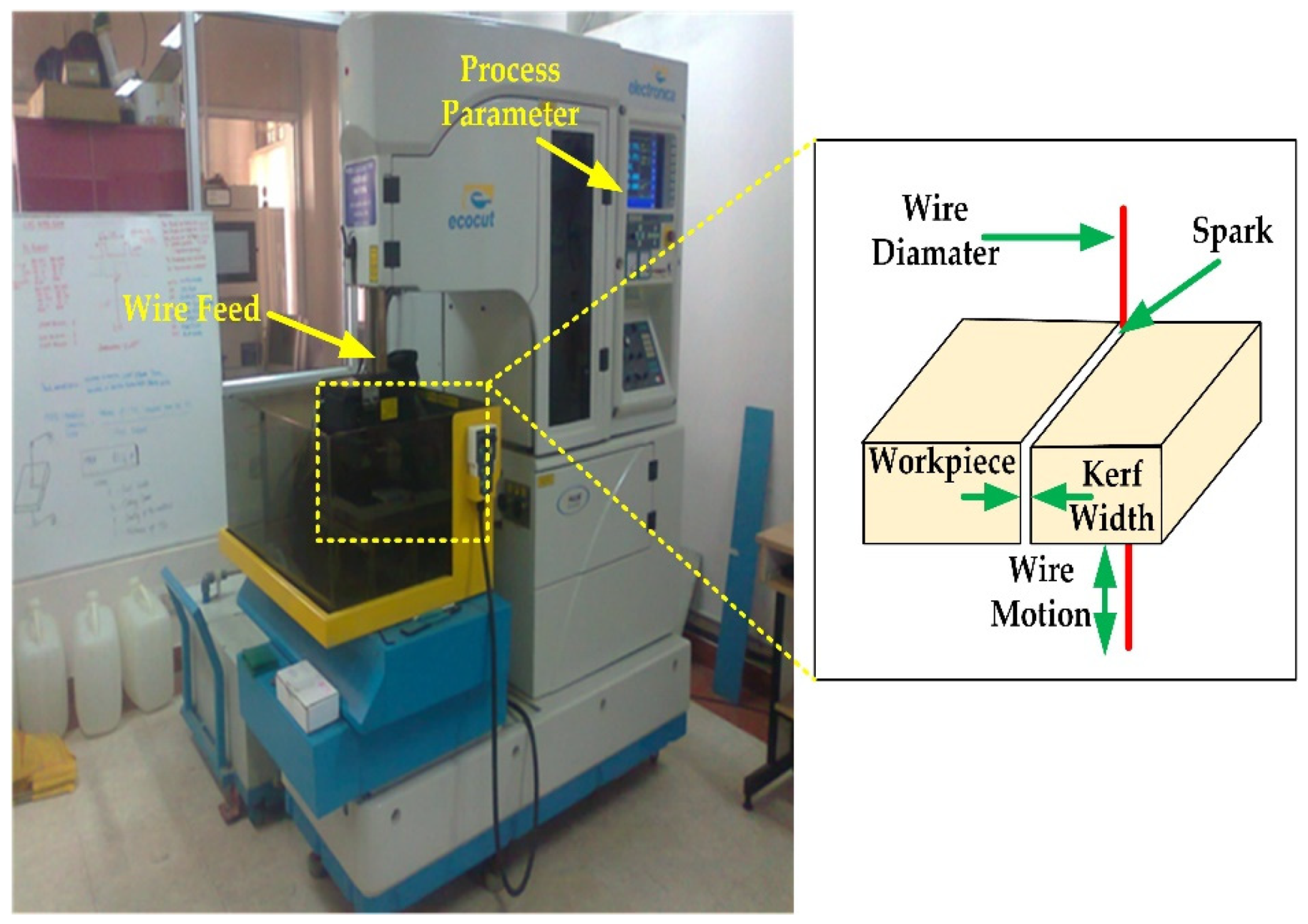
The machining of fabricated hybrid composites was carried out on a WEDM machine (ECOCUT CNC Machine, Bengaluru, India), as shown in Figure 2. The specifications of the WEDM machine tool parameters are given in Table 4.
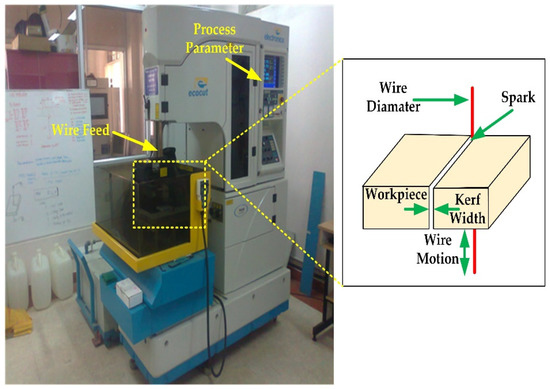
Figure 2.
WEDM setup.
Table 4.
Specification of WEDM machine tool parameters.
The ranges of the machining process control parameters were decided by conducting screening experiments. Three levels of individual parameters within its range were selected and are tabulated in Table 5.
Table 5.
Levels of the machining process control parameters.
2.3. Measurement and Calculation of Output Responses
The selected process control factors were varied based on three levels, and machining experiments were carried out using the WEDM process. Each parameter had an impact on output responses such as VRR and SR. The output responses VRR and SR were measured as per the following procedure. The calculation of the VRR value is expressed in Equation (1).
where CS is the cutting speed in mm/min; W is the width of the cut in mm; and T is the thickness of the workpiece in mm
VRR = CS × W × T
SR is the irregularity in the machined surface. The average value of the heights of all peaks and valleys on the machined surface was measured as SR. This was measured using the Mitutoyo Surface Roughness Tester (Chennai, India). The experimental design for conducting the machinability study as per the L27 orthogonal array, corresponding output responses, namely VRR (in mm3/min) and SR (in microns), are briefed in the next section.
3. Experimental Observations and Analysis
The different combinations of process control parameters as per the L27 orthogonal array were set on WEDM to conduct the machining experiments on the fabricated specimens of Al (LM25)/fly ash/B4C hybrid composites. Furthermore, VRR and SR values were recorded as per the procedure explained in Section 2.3. The experimental observations and output responses are presented in Table 6.
Table 6.
Experimental observation and evaluated results.
The analysis of variance (ANOVA) was carried out using Minitab software (Minitab v18, Chennai, India) for the SR and VRR values, and the details are given in Table 7 and Table 8, respectively. The ANOVA analyses infer that the P-value of linear, square, and 2-way interaction models was less than 0.05 for SR and VRR. Hence, all the input parameters considered in this work were statistically significant.
Table 7.
ANOVA for SR.
Table 8.
ANOVA for VRR.
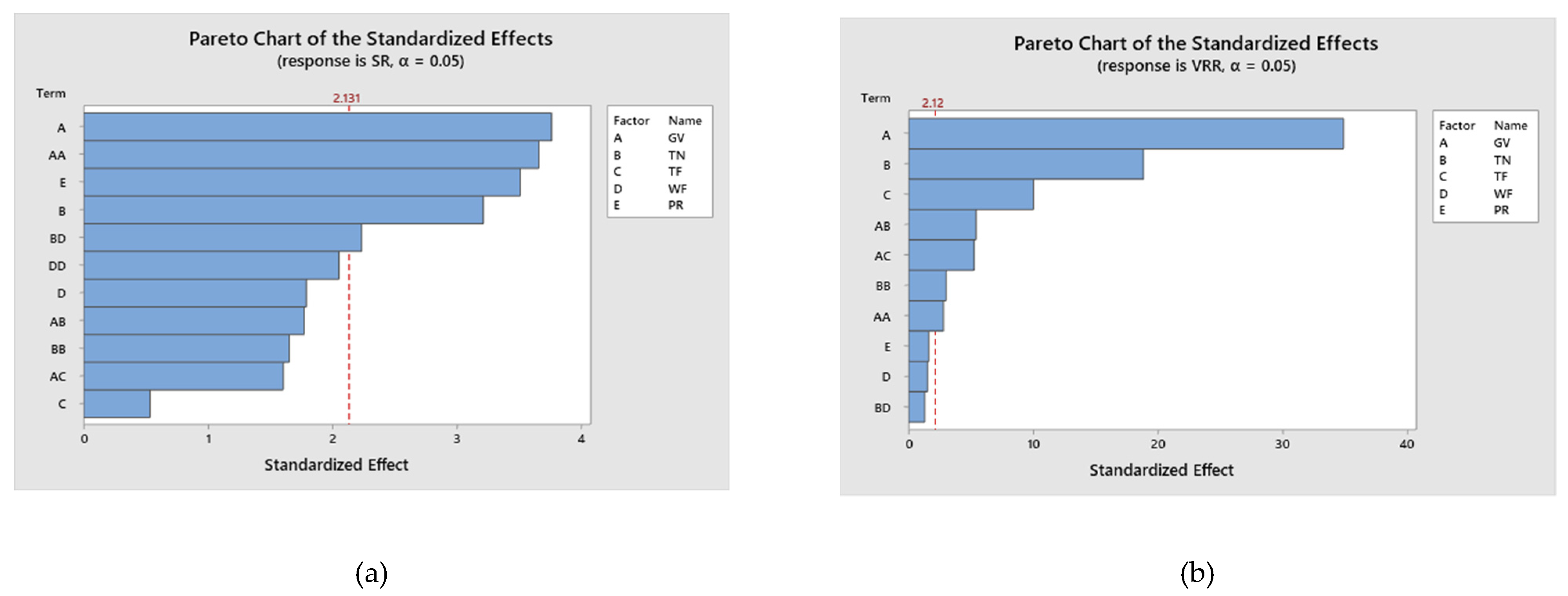
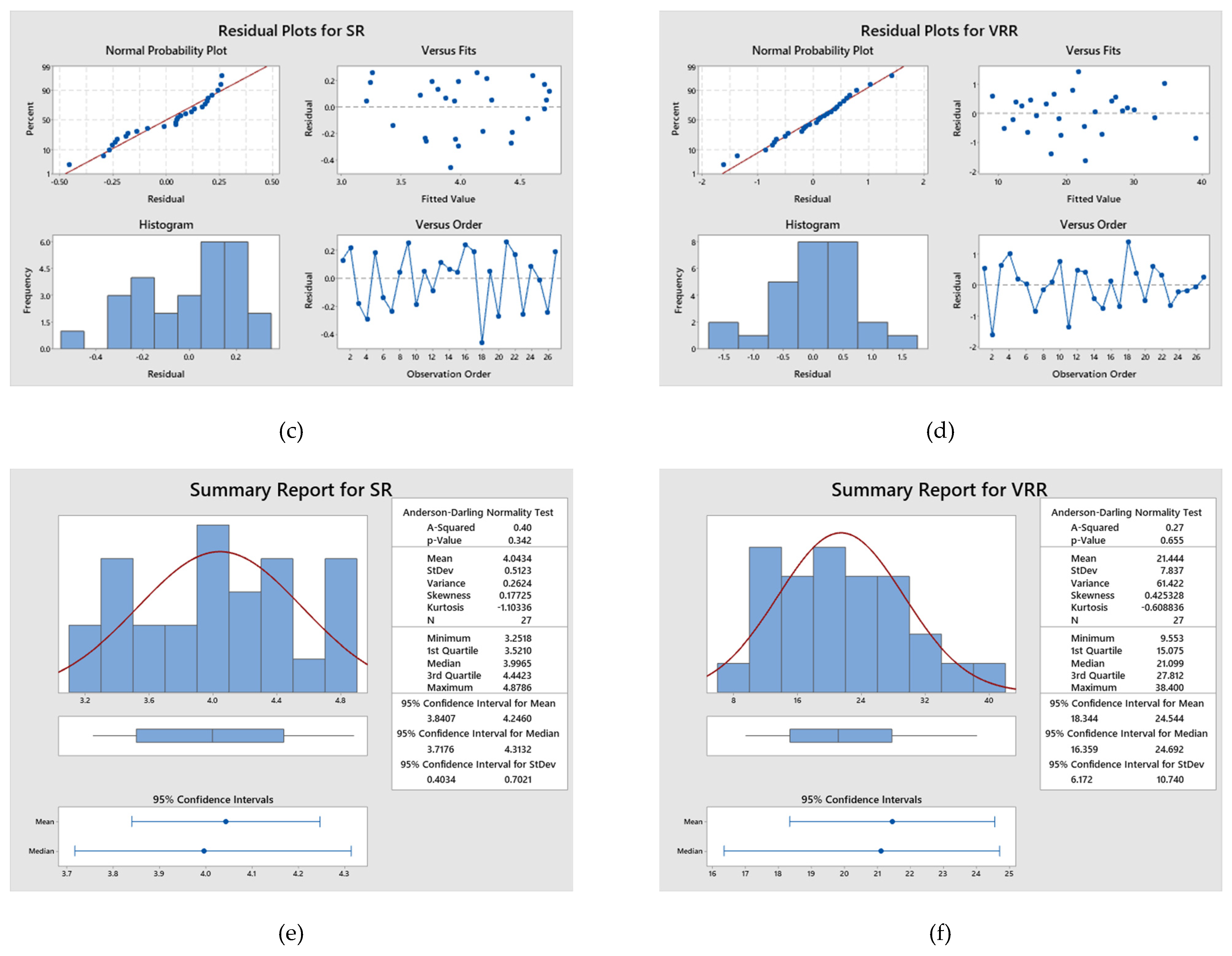
The influences of input parameters on SR and VRR were thoroughly analyzed using the Pareto charts given in Figure 3a,b, respectively. Figure 3a infers that the input parameters, namely GV, TN, and PR, were the most influencing parameters while deciding the SR value. Similarly, GV, TN, and TF were the most influential factors while deciding the VRR value. Furthermore, the spatial distribution of the parameter values for both the responses are given in Figure 3c–f. From these figures, it can be concluded that the range of the input parameters was appropriately selected to minimize the SR and maximize the VRR values.
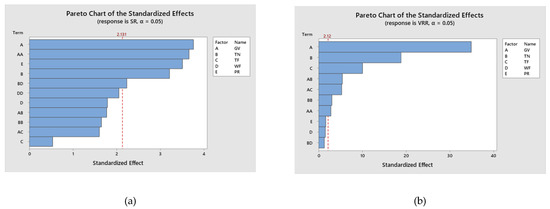
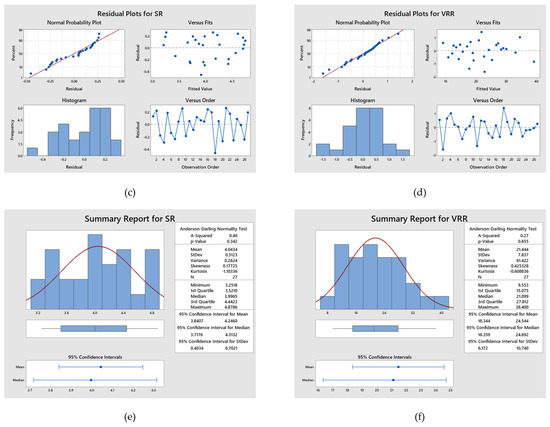
Figure 3.
(a–f) Statistical analyses of SR and VRR.
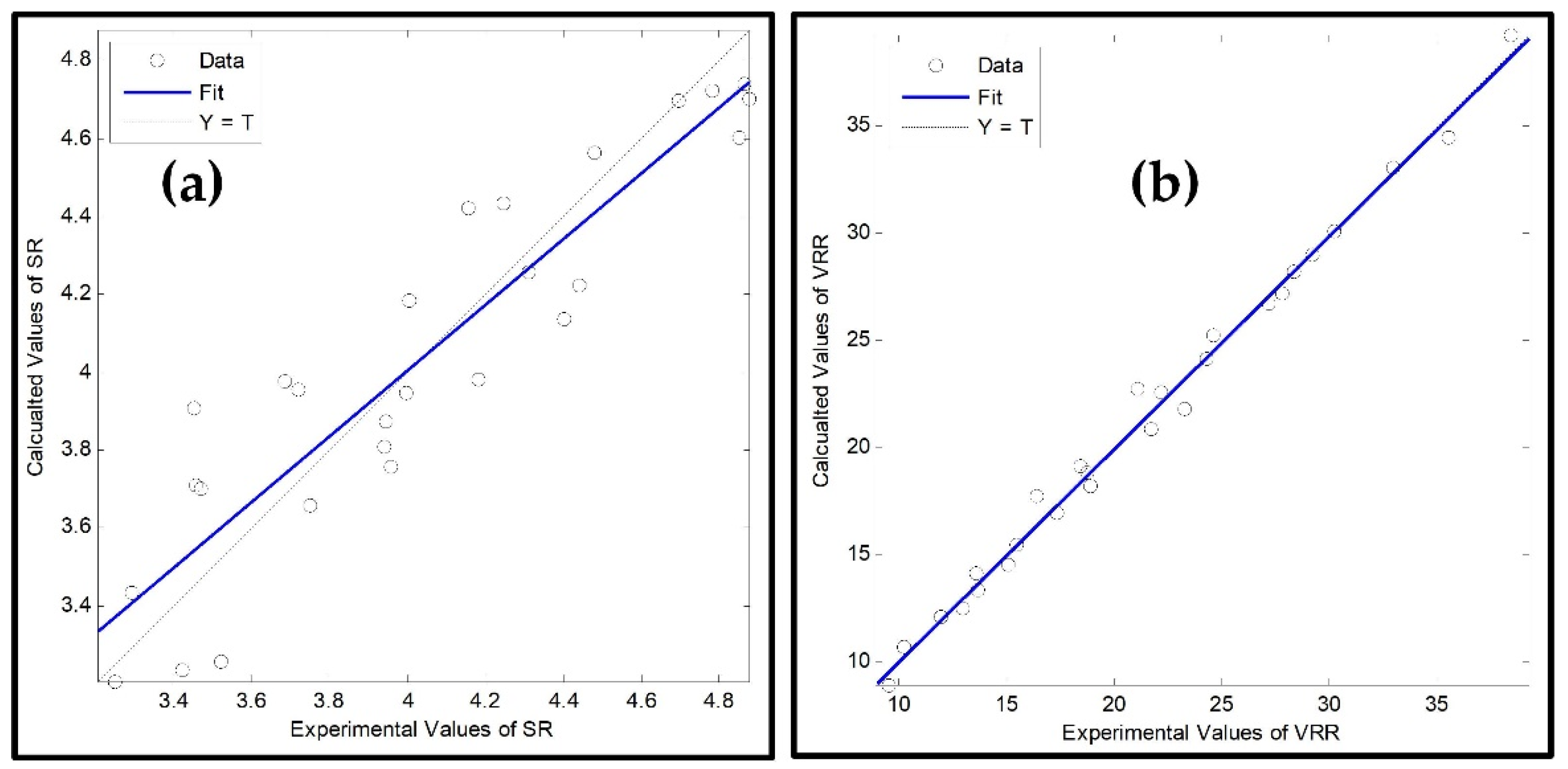
Furthermore, the quadratic type multiple linear regression models (MLRMs) for SR and VRR were formulated based on the correlation between the WEDM process parameters and the output response characteristics using Minitab™ software. The MLRM for both SR and VRR are given in Equations (2) and (3). Based on the above-said statistical analyses, the significant parameters and their interactions were alone considered in the formulation of MLRM for SR and VRR. Figure 4 indicates the curve fitting of experimental values of SR and VRR against the calculated values.
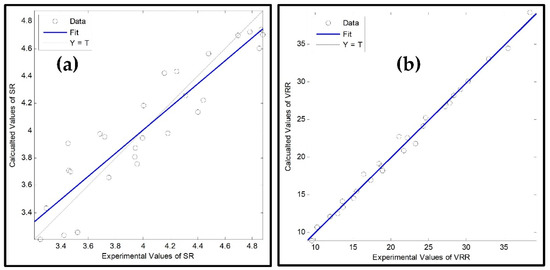
Figure 4.
Experimental vs calculated values of (a) SR and (b) VRR using MLRM.
4. Algorithmic Approach
In this work, the optimal input process parameters to simultaneously minimize the SR and maximize the VRR were identified using the Grass-Hooper optimization (GHO) algorithm. Because of the following characteristics of the GHO algorithm, as stated by Mirjalili et al. (2018) [20] and Saremi et al. (2017) [21], it was selected in this work.
- (a)
- Grasshoppers can effectively identify the assured areas of the available search space.
- (b)
- The global search by the grasshoppers is carried out by the large-scale and unexpected changes in the preliminary steps of optimization.
- (c)
- The exploitation of search space is permitted due to the local movement of grasshoppers in the final steps of optimization.
- (d)
- The gradual balance of exploration and exploitation is used to find the precise approximation of the global optimum.
- (e)
- The improvement of the average fitness of grasshoppers is used to enhance the initial random population.
- (f)
- The approximation of the global optimum is very accurate relative to the number of iterations.
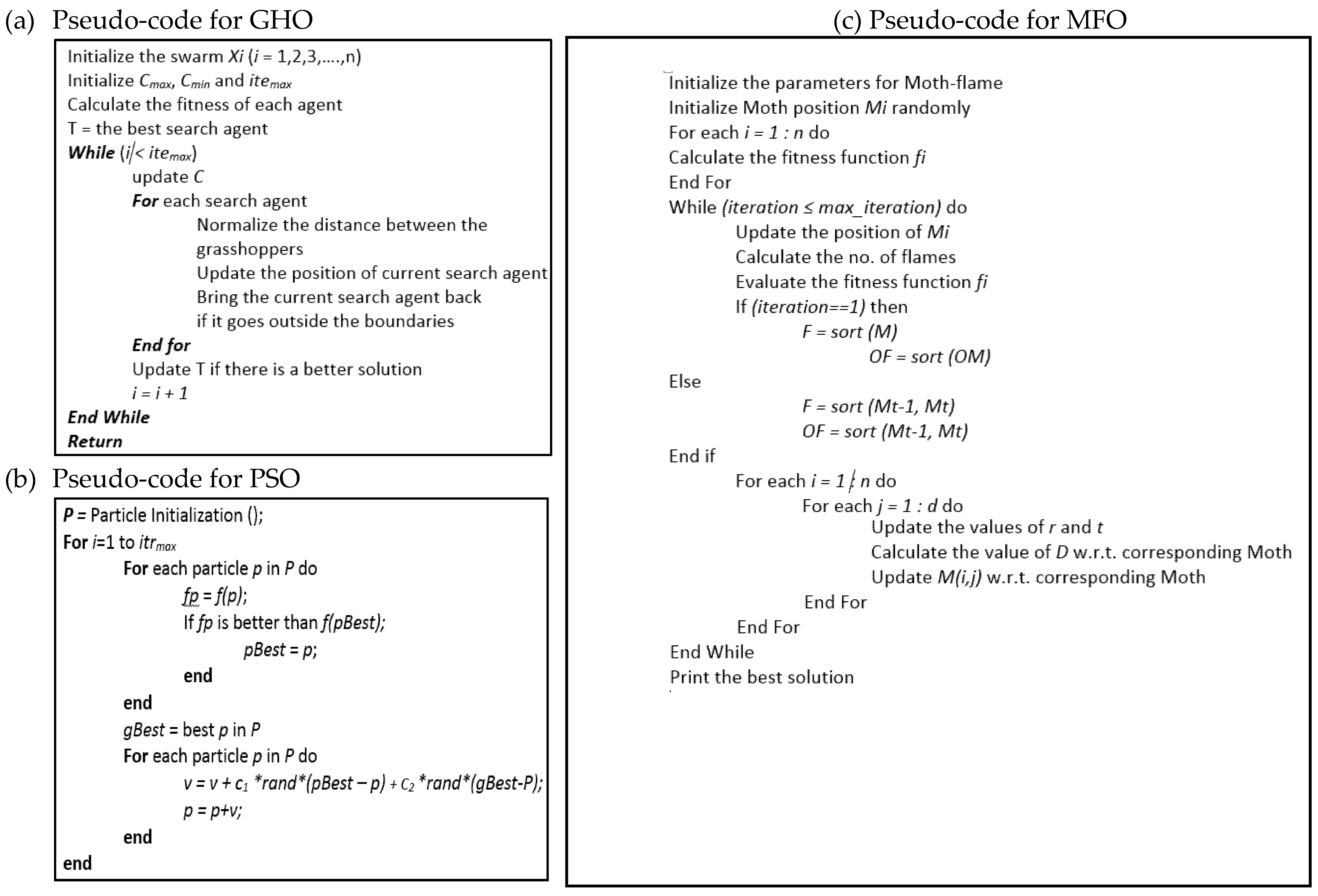
Furthermore, the effectiveness of the GHO algorithm in this work was compared with the particle swarm optimization (PSO) [22] and moth-flame optimization (MFO) [23] algorithms. The pseudo-code for all the algorithms are given in Figure 5. In addition, the parameters and their values used in the above-said algorithms are detailed in Table 9.
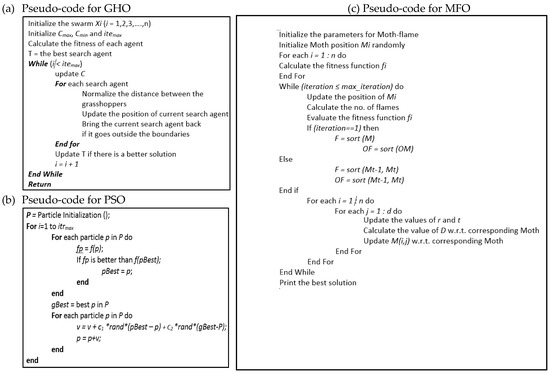
Figure 5.
Pseudo-code (a) GHO, (b) PSO, (c) MFO.
Table 9.
Parameters and its values used in GHO, PSO, and MFO algorithms.
The optimal process control parameters were identified using the above-said algorithms, and the corresponding responses are presented in Table 10. The results show that the GHO and PSO algorithms yielded the same and better results when compared with the MFO algorithm. Furthermore, the performance comparison of algorithms was carried out using the two metrics like spacing (SP) and inverted generational distance (IGD), as discussed by Khalilpourazari et al. (2020) [24]. Finally, the statistical performance of algorithms as per the metrics are given in Table 11.
Table 10.
Optimized parameters and its responses.
Table 11.
Statistical performance of algorithms.
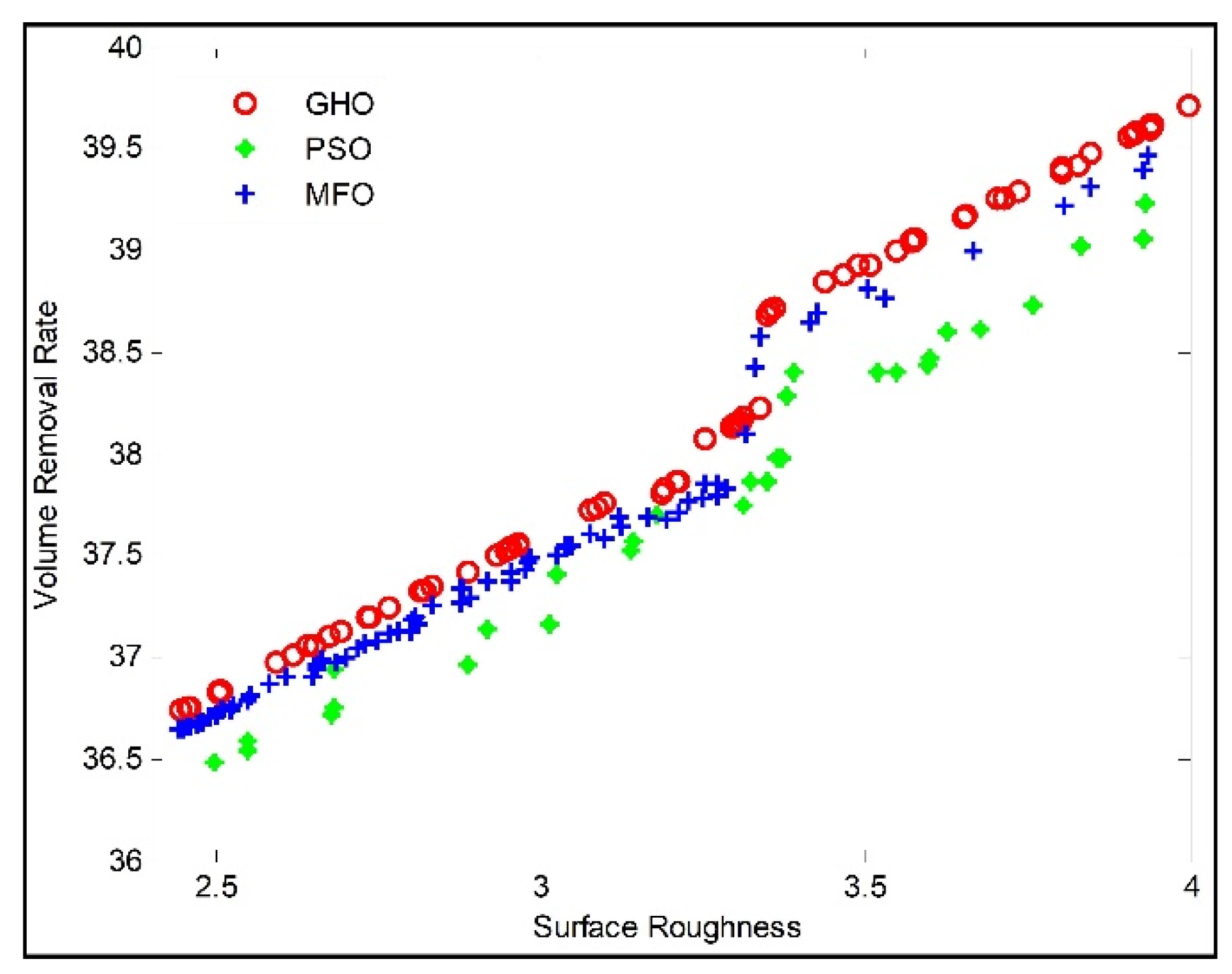
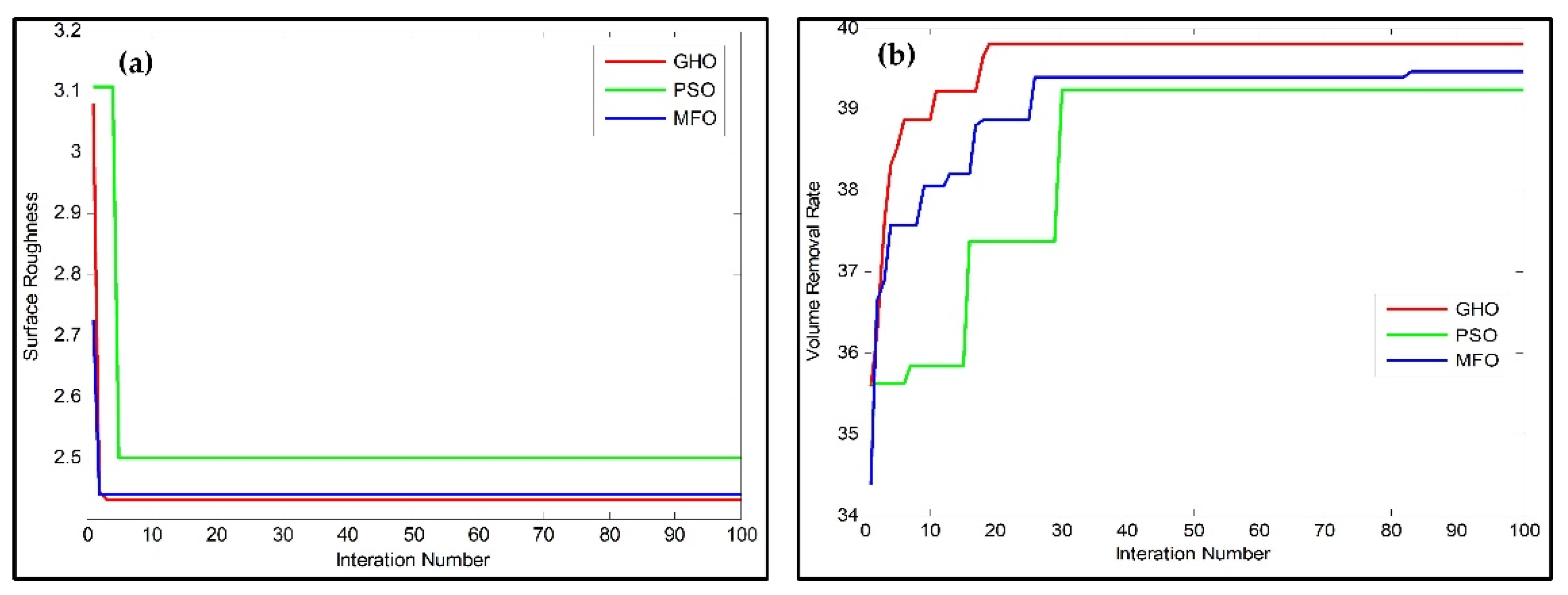
From Table 10, it can be seen that the mean and standard deviation for both the metrics were the minimum in GHO compared with the other two algorithms. In addition to that, the Pareto front diagram for SR vs. VRR, as given in Figure 6, showed a better performance of the GHO algorithm compared with the others. Furthermore, the convergence plots for SR and VRR in Figure 7 showed the effectiveness of GHO. Hence, it is concluded that GHO outperformed the PSO and MFO.
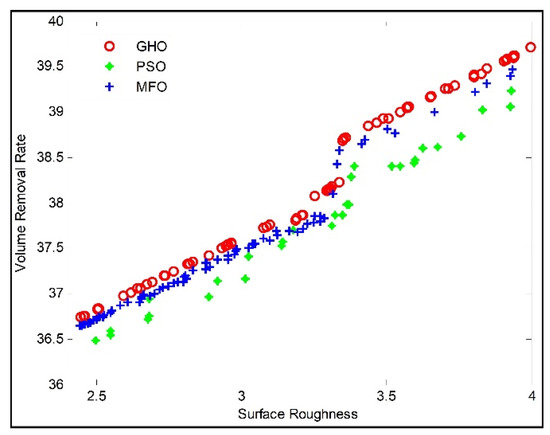
Figure 6.
Pareto front diagram for SR vs. VRR.
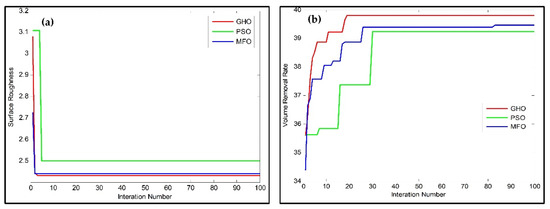
Figure 7.
Convergence plot for (a) SR and (b) VRR.
The confirmation experiment was carried out based on the optimum process control parameters obtained from the GHO algorithm. The results of the confirmation experiment are presented in Table 12. The percentage of the deviation of results of the confirmation experiment with the results of the GHO algorithm is also given in Table 12.
Table 12.
Results of the confirmation experiments.
4.1. Influence of WEDM Parameters on VRR
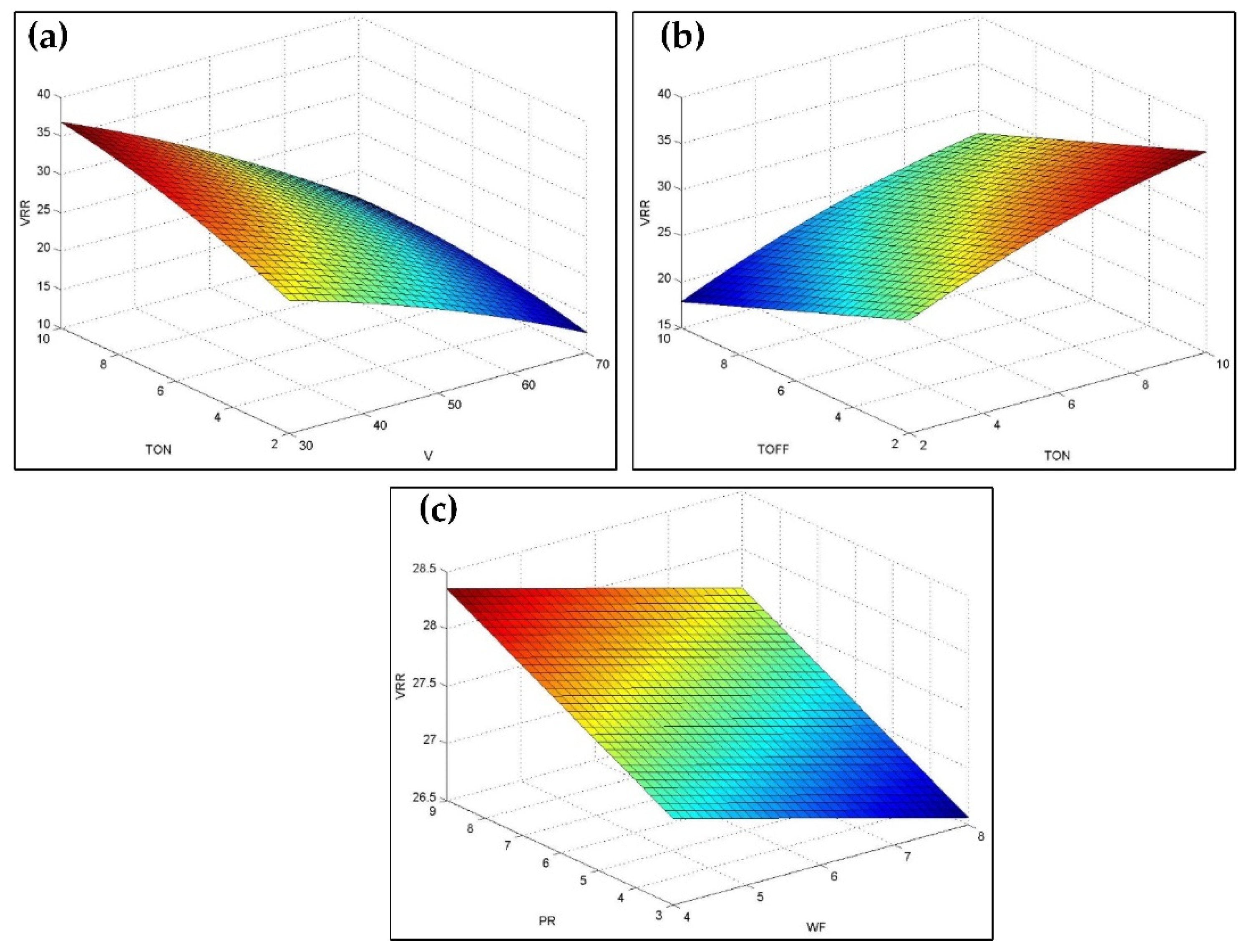
The volume of material removal significantly influences the processing cost and rate of production during machining processes. Therefore, industries are always looking for an improved VRR to meet the demands and minimize the production cost. The statistical analysis perceives that the considered process parameters significantly influence the VRR of processed nanocomposites. Therefore, it is substantial to investigate the interaction effects of these parameters to understand the mechanism of VRR during WEDM. The consequences of the WEDM process parameters and wt% of B4C reinforcement on the VRR is represented in response surface plots (Figure 8a–c).
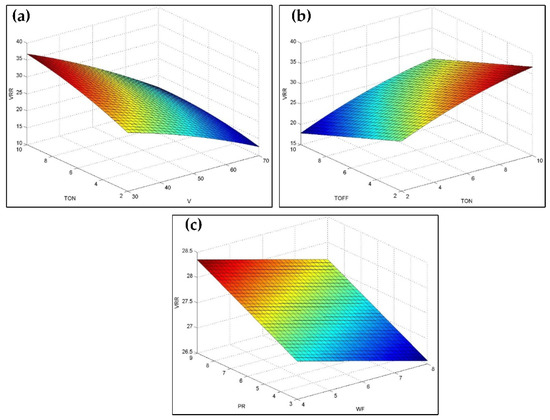
Figure 8.
(a–c) Influence of WEDM parameters on volume removal rate.
The impact of GV and TN on the VRR is represented as a response surface plot (Figure 8a). As can be seen from the plot, the VRR slightly decreased with an increase in GV, whereas the increase in TN augmented the VRR value. As the TN increased, the spark generated at the electrode was augmented, which caused a higher melting rate and vaporization in the cut surface region. Hence, the VRR increases with an increase in TN [25]. Moreover, an improved VRR value of 36.3 mm3/min was observed with a combination of lower GV (30 V) and higher TN (10 µs). Figure 8b indicates the combined impact of TN and TF on the VRR of the cut specimen. The response surface plot indicates that the increase in TN augments the VRR value, decreasing with an increase in TF. As the TN increased, a dominant influence on input electrical energy transferred over the cut surface increased, resulting in an increased VRR.
Figure 8c depicts the effect of WF and wt% of reinforcement on VRR. As can be seen from this plot, the VRR increased with an increase in wt% of B4C reinforcement from 3 to 9 wt%, whereas it decreased slightly with an increase in WF. Thus, an improved VRR was observed at a combination of 4 m/min WF and 9% PR. In general, ceramic reinforcements will reduce the electrical conductivity of composite materials. Hence, the higher WF and applied voltage were required to increase the material removal from the substrate, which was observed from the response surface graphs. Hence, an improved VRR can be obtained at higher WF to the variation in wt% of hard reinforcement particles [26].
4.2. Influence of WEDM Parameters on Surface Roughness
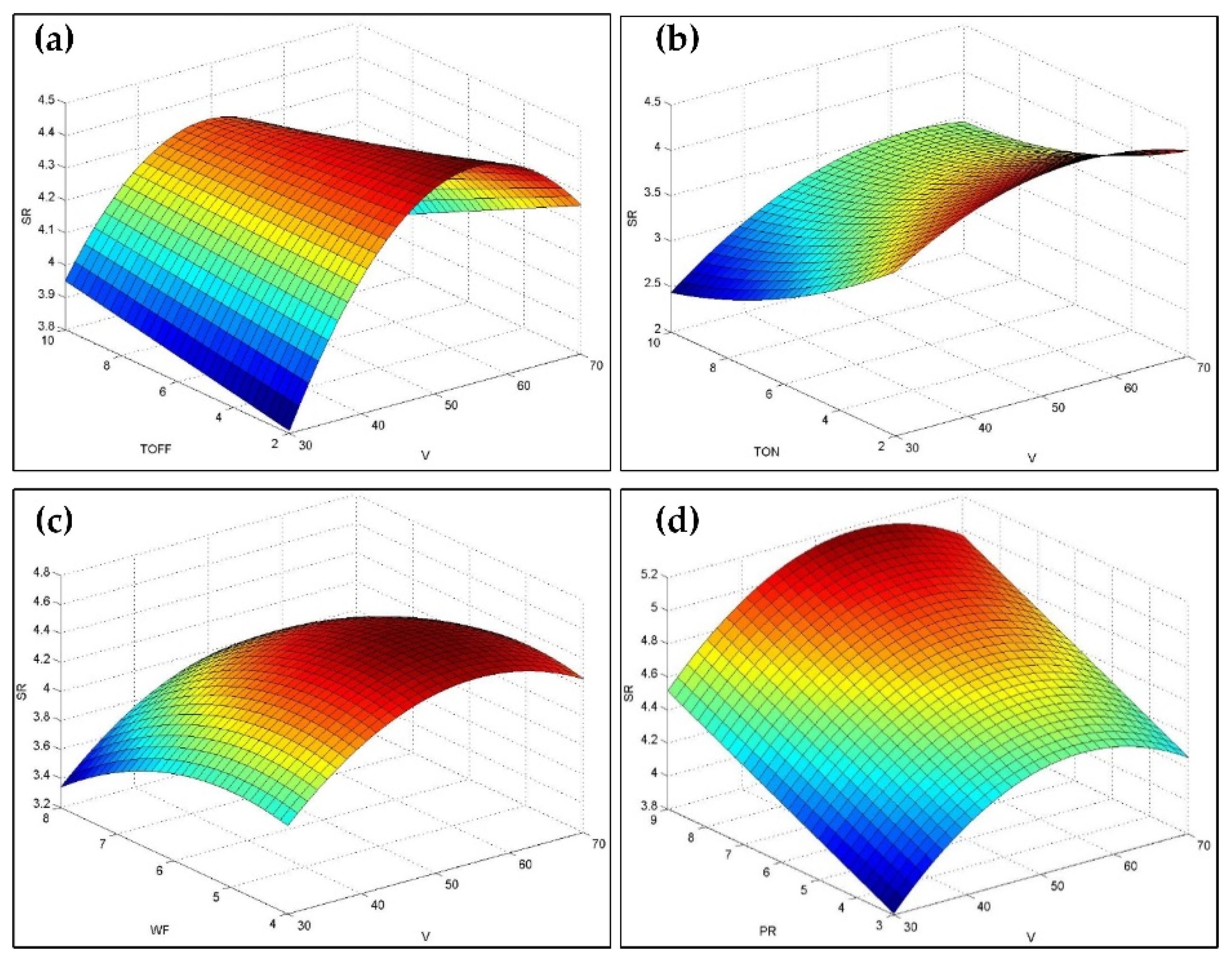
Surface roughness is one of the prominent quality characteristics of any machined end-use parts. Therefore, the surface quality of WEDM processed functional components was assessed by evaluating the roughness of the cut surface. From the statistical investigations, the process parameters selected for the experimental studies had a substantial influence on surface roughness characteristics. The consequences of the WEDM process parameters and wt% of B4C reinforcement on the SR is represented in the response surface plots (Figure 9).
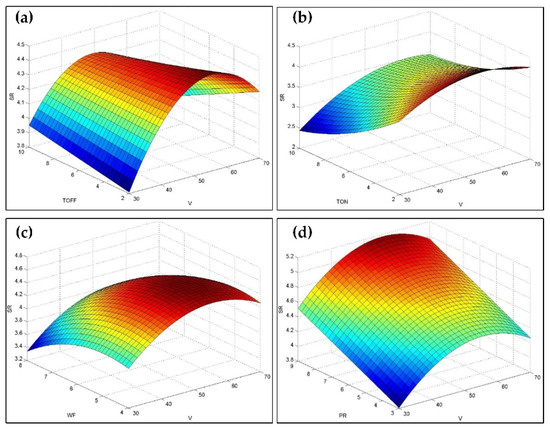
Figure 9.
(a–d). Influence of WEDM parameters on surface roughness.
The combined influence of TF and the GV on SR is shown in Figure 9a. As can be seen from the response surface plot, the SR increased considerably with an increase in GV, whereas an increase in TF slightly improved the SR. This could be attributed to the formation of small creators on the cut surfaces during higher GV values, thereby increasing the surface quality with an increase in applied gap voltage [27]. Moreover, during the higher TF, the material removal will not have occurred, but the flushing and ridding of the plasma channel will be improved. Therefore, the cooling of the machined area will be increased during higher TF. Therefore, the surface quality is increasing [28]. An improved surface finish was observed at 30 V GV and 2 µs TF. Figure 9b shows the combined effects of applied GV and TN on the SR of the machined surface. It was perceived that the SR linearly increased with an increase in GV, whereas the increase in TN from 2 µs to 10 µs considerably decreased the SR. This is because the increase in TN provides sufficient time for the electrode to discharge its electric energy to the substrate surface to remove the melt and vaporized materials. Hence, the SR decreased [28]. Hence, it is necessary to maintain lower GV and higher TF to improve the surface quality during the WEDM process.
The interaction influence of WF and the applied GV on SR is described in response surface Figure 9c. The plot indicated that the SR is drastically increasing with an increase in GV, whereas a slight decrease in SR was found with an increase in WF from 4 m/min to 8 m/min. As the WF increases, the hard reinforcement particles from the composite materials will be finely machined and ejected from the machined surface, hence the surface quality is improved. It was observed from the surface plot that a combination of higher WF and lower GV would improve the surface quality. The effect of wt% of hard B4C reinforcement and the GV on the SR is shown in Figure 9d. The surface plot indicates that the SR significantly increased with an increase in GV and the wt% of reinforcement. As the PR will increase from 3% to 9%, the presence of hard phase ceramic particles in the composite material will also increase. Hence, the SR is perceptibly increasing with a higher PR value [29].
4.3. Microstructure Analysis of Machined Surface
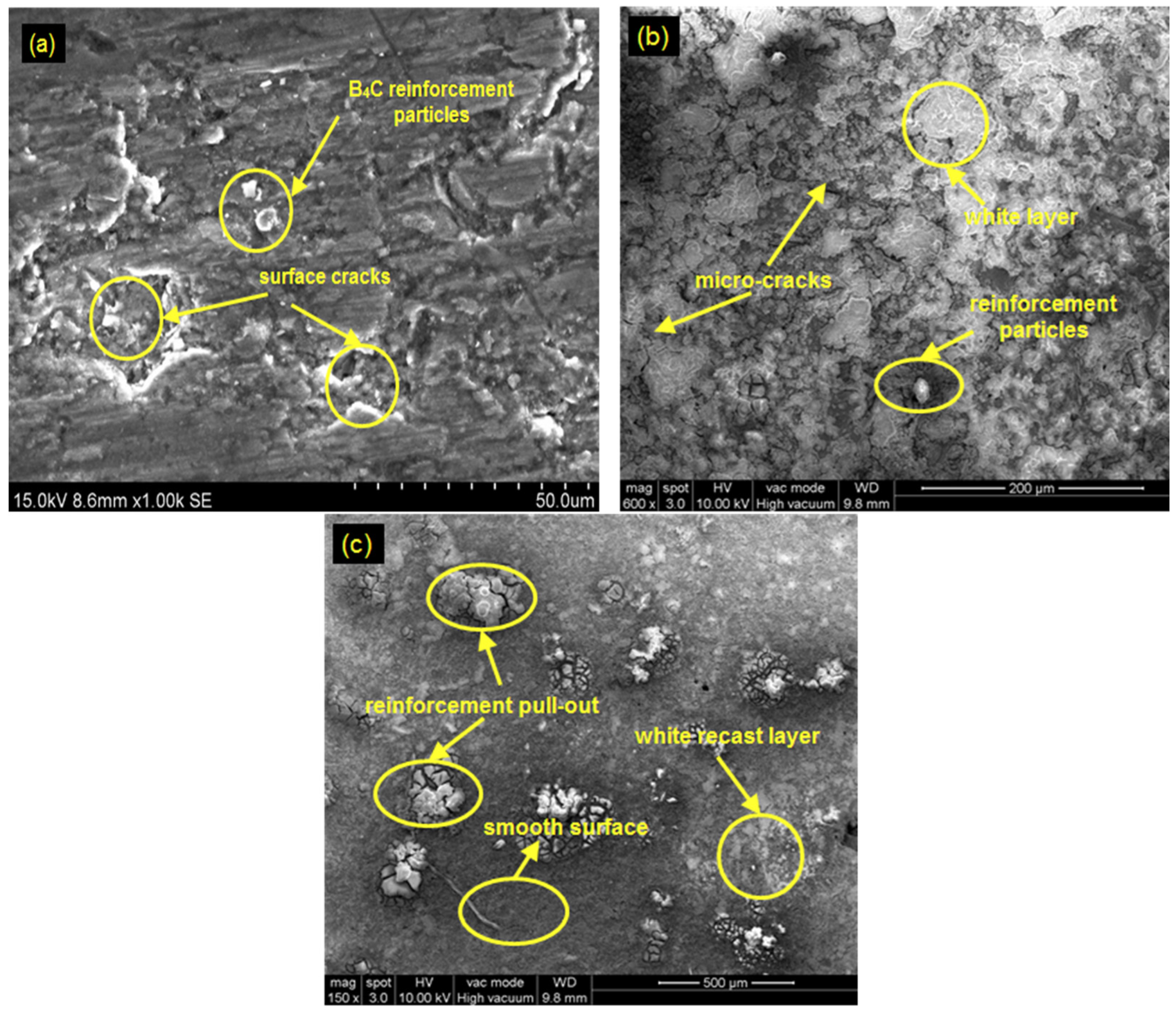
In the WEDM process, the substrate material is eroded by the occurrence of discrete sparks produced between the electrode and the substrate separated by a dielectric fluid medium. The inherent characteristics of the WEDM process such as high gap voltage and variation in pulse timings, leads to surface cracks and deep craters in the machined surface, especially for superalloys and composites [30,31,32]. The surface morphology analysis of the WEDM processed hybrid composite under various machining conditions are presented in Figure 10.
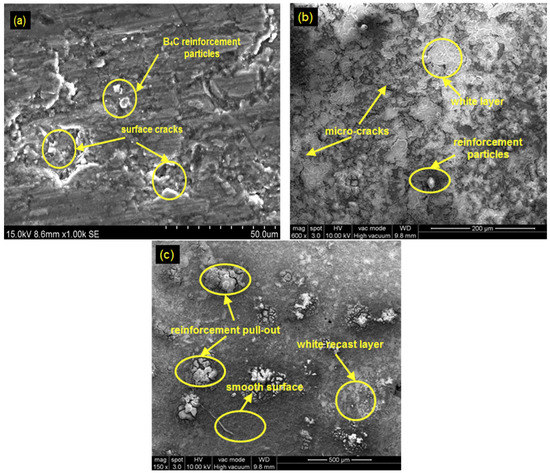
Figure 10.
SEM micrograph of WEDM machined composite surface at a cutting condition of (a) 70 V gap voltage and 9 wt% of B4C reinforcement; (b) 30 V gap voltage and 10 μs pulse-on time; (c) 29.89 V gap voltage, 9.79 μs pulse-on time, 1.97 μs pulse-off time, 3.98 m/min wire feed, and 3.03 wt% of B4C reinforcement.
Figure 10a shows the SEM image of the machined surface, a machining condition of higher gap voltage (70 V) and a higher reinforcement percentage (9 wt%) in the composite specimen. Augmented micro-cracks, reinforcement debris and craters were found in the machined kerf surface. This could be attributed due to the presence of hard reinforcement particles. The hard phases of reinforcements will restrict the removal of material from the substrate even at a higher gap voltage, leading to variation in contraction stresses during machining. Therefore, it resulted in decreased material removal and irregular kerf surfaces.
Figure 10b exhibits the SEM image of machined surface at processing conditions of 30 V gap voltage and 10 ms pulse on time with 6 wt% reinforcement. The micrograph signifies an improved machining surface with minimized surface cracks and craters. However, small pits and the reinforcement matrix phases can be observed in the machined composites, which could be attributed due to the different melting temperature of the composite mixtures.
The SEM surface of the machined composites at an optimal processing condition obtained through the proposed GHO is shown in Figure 10c. A smooth machined surface with the negligible quantum of the recast white layer, reinforcement pull-out, and surface micro-cracks were found in the micrograph. From these SEM results, it can be inferred that the WEDM of metal matrix composites required significant attention with an appropriate selection of process parameters concerning the wt% of reinforcements.
5. Conclusions
The machinability study on fabricated Al (LM25)/fly ash/B4C hybrid composites was successfully carried out for various process control parameters as per the L27 orthogonal array. The experimental results were recorded and statistically analyzed using ANOVA. The quadratic MLRM equations for VRR and SR were developed using Minitab software to establish the relation with process control parameters. The optimum combination of process control parameters was predicted to maximize VRR and minimize SR values simultaneously using the GHO algorithm. The effectiveness of the proposed GHO was tested with the results of the PSO and MFO algorithms. Furthermore, a confirmation experiment based on optimum process control parameters was carried out to verify the deviation of VRR and SR values. The following vital remarks were drawn from this work:
- From the ANOVA results, the GV, TN, and PR were the most significant parameters in deciding the SR value. The GV, TN, and TF were the most significant parameters in deciding the VRR value.
- The presence of hard reinforcement particles in composites restricts the effective volume removal during machining and condenses the surface quality even at higher cutting speed and pulse-on time. Therefore, the selection of an appropriate wt% of reinforcement is necessary for improved machining performances.
- SEM micrographs revealed the augmented micro-cracks, reinforcement debris, and craters at kerf surfaces due to the presence of hard reinforcement particles. The hard phases of reinforcements will restrict the removal of material from the substrate even at a higher gap voltage, leading to variation in contraction stresses during the WEDM process.
- The minimum values of the mean and standard deviation of the performance metrics, namely SP and IGD, were used to confirm the effectiveness of the proposed GHO algorithm.
- The predicted values of VRR and SR for the optimum combination of process control parameters obtained from the GHO algorithm were 36.7243 mm3/min and 2.43104 microns.
- The optimum values of VRR and SR obtained from the confirmation experiment were 35.9321 mm3/min and 2.47007 microns, respectively, and the corresponding deviations were 2.16% and −1.61%, respectively.
Author Contributions
Conceptualization, N.L.; Methodology, N.L., M.S., and D.R.; Experimental design, N.L., M.S., and D.R.; Experimental setup, N.L.; Measurements, N.L., M.S., and D.R.; Investigation, N.L., M.S., and D.R.; Resources, N.L., M.S., and D.R.; Visualization, N.L., M.S., and D.R.; Writing—Original Draft Preparation, N.L., M.S., G.S., D.R., V.S., M.K.G., T.M., and D.Y.P.; Writing—Review & Editing, N.L., M.S., G.S., D.R., V.S., M.K.G., T.M., and D.Y.P.; Supervision, N.L. and M.K.G.; Project administration, N.L. and M.K.G.; Funding acquisition, M.K.G., T.M., and D.Y.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
There are no conflicts of interest.
References
- McDanels, D.L. Analysis of stress-strain, fracture, and ductility behavior of aluminum matrix composites containing discon-tinuous silicon carbide reinforcement. Metall. Trans. A 1985, 16, 1105–1115. [Google Scholar] [CrossRef]
- Ralph, B.; Yuen, H.C.; Lee, W.B. The processing of metal matrix composites—an overview. J. Mater. Process. Technol. 1997, 63, 339–353. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Elanchezhian, C.; Annamalai, R.M.; Aravind, S.; Atreya, T.S.; Vignesh, V.; Subramanian, C. Aluminium metal matrix composites–a review. Rev. Adv. Mater. Sci. 2014, 38, 55–60. [Google Scholar]
- Prakash, J.; Moorthy, T.; Peter, J.M. Experimental Investigations on Machinability of Aluminium Alloy (A413)/Flyash/B4C Hybrid Composites Using Wire EDM. Procedia Eng. 2013, 64, 1344–1353. [Google Scholar] [CrossRef] [Green Version]
- Kuş, A.; Motorcu, A.R.; Ekici, E. Wire Electrical Discharge Machining of a Hybrid Composite: Evaluation of Kerf Width and Surface Roughness. Univ. J. Fac. Eng. 2016, 21, 245. [Google Scholar] [CrossRef]
- Vetrivel, K.P.; Subramanian, R.; Vinoth, K.S. An Analysis on Process Control of Machining in Electrical Discharge Machine by Hybrid Composites using DoE. Int. J. Control Theory Appl. 2016, 9, 2611–2619. [Google Scholar]
- Chou, Y.K.; Liu, J. CVD diamond tool performance in metal matrix composite machining. Surf. Coat. Technol. 2005, 200, 1872–1878. [Google Scholar] [CrossRef]
- Iwai, Y.; Honda, T.; Miyajima, T.; Iwasaki, Y.; Surappa, M.; Xu, J. Dry sliding wear behavior of Al2O3 fiber reinforced aluminum composites. Compos. Sci. Technol. 2000, 60, 1781–1789. [Google Scholar] [CrossRef]
- Hu, H.; Lavernia, E.; Harrigan, W.; Kajuch, J.; Nutt, S. Microstructural investigation on B4C/Al-7093 composite. Mater. Sci. Eng. A 2001, 297, 94–104. [Google Scholar] [CrossRef]
- Ciftci, I.; Turker, M.; Seker, U. Evaluation of tool wear when machining SiCp-reinforced Al-2014 alloy matrix composites. Mater. Design 2004, 25, 251–255. [Google Scholar] [CrossRef]
- Puhan, D.; Mahapatra, S.S.; Sahu, J.; Das, L. A hybrid approach for multi-response optimization of non-conventional ma-chining on AlSiCp MMC. Measurement 2013, 46, 3581–3592. [Google Scholar] [CrossRef]
- Lau, W.; Yue, T.M.; Lee, T.; Lee, W.B. Un-conventional machining of composite materials. J. Mater. Process. Technol. 1995, 48, 199–205. [Google Scholar] [CrossRef]
- Garg, R.K.; Singh, K.K.; Sachdeva, A.; Sharma, V.S.; Ojha, K.; Singh, S. Review of research work in sinking EDM and WEDM on metal matrix composite materials. Int. J. Adv. Manuf. Technol. 2010, 50, 611–624. [Google Scholar] [CrossRef]
- Singh, H.; Garg, R. Effects of process parameters on material removal rate in WEDM. J. Achiev. Mater. Manuf. Eng. 2009, 32, 70–74. [Google Scholar]
- Lahane, S.D.; Rodge, M.K.; Sharma, S.B. Multi-response optimization of Wire-EDM process using principal component anal-ysis. J. Eng. 2012, 2, 38–47. [Google Scholar]
- Chandrashekarappa, M.P.G.; Kumar, S.; Jagadish, J.; Pimenov, D.; Giasin, K. Experimental Analysis and Optimization of EDM Parameters on HcHcr Steel in Context with Different Electrodes and Dielectric Fluids Using Hybrid Taguchi-Based PCA-Utility and CRITIC-Utility Approaches. Metals 2021, 11, 419. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pruncu, C.I.; Mishra, V.; Królczyk, G.; Pimenov, D.Y.; Pramanik, A. Surface Modification of Ti-6Al-4V Alloy by Electrical Discharge Coating Process Using Partially Sintered Ti-Nb Electrode. Materials 2019, 12, 1006. [Google Scholar] [CrossRef] [Green Version]
- Aggarwal, V.; Pruncu, C.I.; Singh, J.; Sharma, S.; Pimenov, D.Y. Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications. Materials 2020, 13, 3470. [Google Scholar] [CrossRef]
- Sen, B.; Hussain, S.A.I.; Das Gupta, A.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals 2020, 11, 42. [Google Scholar] [CrossRef]
- Mirjalili, S.Z.; Mirjalili, S.; Saremi, S.; Faris, H.; Aljarah, I. Grasshopper optimization algorithm for multi-objective optimization problems. Appl. Intell. 2018, 48, 805–820. [Google Scholar] [CrossRef]
- Saremi, S.; Mirjalili, S.; Lewis, A. Grasshopper Optimisation Algorithm: Theory and application. Adv. Eng. Softw. 2017, 105, 30–47. [Google Scholar] [CrossRef] [Green Version]
- Lmalghan, R.; Rao, K.M.C.; Arunkumar, S.; Shrikantha, S.R.; Herbert, M.A. Machining Parameters Optimization of AA6061 Using Response Surface Methodology and Particle Swarm Optimization. Int. J. Precis. Eng. Manuf. 2018, 19, 695–704. [Google Scholar] [CrossRef]
- Mirjalili, S. Moth-flame optimization algorithm: A novel nature-inspired heuristic paradigm. Knowl. Based Syst. 2015, 89, 228–249. [Google Scholar] [CrossRef]
- Khalilpourazari, S.; Naderi, B.; Khalilpourazary, S. Multi-objective stochastic fractal search: A powerful algorithm for solving complex multi-objective optimization problems. Soft Comput. 2020, 24, 3037–3066. [Google Scholar] [CrossRef]
- Alduroobi, A.A.A.; Ubaid, A.M.; Tawfiq, M.A.; Elias, R.R. Wire EDM process optimization for machining AISI 1045 steel by use of Taguchi method, artificial neural network and analysis of variances. Int. J. Syst. Assur. Eng. Manag. 2020, 11, 1314–1338. [Google Scholar] [CrossRef]
- Gopalakannan, S.; Senthilvelan, T. Application of response surface method on machining of Al–SiC nanocomposites. Meas-urement 2013, 46, 2705–2715. [Google Scholar] [CrossRef]
- Modi, M.; Agarwal, G. Effect of aluminium and chromium powder mixed dielectric fluid on electrical discharge machining effectiveness. Adv. Prod. Eng. Manag. 2019, 14, 323–332. [Google Scholar] [CrossRef] [Green Version]
- Gaikwad, M.U.; Jatti, V.S. Investigation and Optimization of Process Parameters in Electrical Discharge Machining (EDM) Process for NiTi 60. Mater. Res. Express 2019, 6, 065707. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Chmielewski, T. Multi-Response Optimization of Electrical Discharge Machining Using the Desirability Function. Micromachines 2019, 10, 72. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- VinothKumar, S.; Pradeep Kumar, M. Machining process parameter and surface integrity in conventional EDM and cryogenic EDM of Al-SiCp MMC. J. Manuf. Process. 2015, 20, 70–78. [Google Scholar] [CrossRef]
- VinothKumar, S.; Pradeep Kumar, M. Experimental investigation of the process parameter on AISI D2 tool steel under cryogenic cooling electrode in EDM process. J. Mech. Sci. Technol. 2015, 29, 3865–3871. [Google Scholar]
- VinothKumar, S.; Pradeep Kumar, M. Optimization of cryogenic cooled EDM machining process parameters using grey rela-tional analysis. J. Mech. Sci. Technol. 2014, 28, 3777–3784. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).