1. Introduction
As mobile devices such as smartphones and tablet PCs become widely distributed and thinner and lighter, miniaturization of the electronic components inside the devices is urgently required [
1]. Power inductors, essential components for power management of electronic devices, also must be miniaturized; they must operate at high frequencies and inevitably be capable of dealing with high currents. Following this trend, it is necessary to supply magnetic powder cores with high permeability, low core loss, and good DC bias characteristics, especially at high frequencies.
Fe-based soft magnetic amorphous powders (APs) are considered ideal materials for magnetic powder cores due to their excellent magnetic properties such as low coercivity, high resistance, and good DC bias characteristics [
2,
3]. Due to the disordered configuration of atoms in amorphous alloys, these materials have zero magnetocrystalline anisotropy, which ensures high permeability and low coercivity [
4,
5]. In addition, due to their high resistivity, Fe-based amorphous alloys exhibit extremely low eddy current loss at high frequencies, making them suitable as high frequency soft magnetic composite (SMC) materials [
6,
7].
Soft magnetic amorphous powders prepared by gas or water atomization have spherical shapes with average particle sizes of 15~100 μm [
8], ensuring isotropic magnetic properties and high packing density; these materials are particularly suitable for powder cores, especially for work at frequencies over 200 kHz. With evenly distributed micro-gaps between particles, amorphous powder SMCs provide modulated permeability as well as minimized magnetic field leakage around the core.
However, due to their extremely hard and brittle nature, amorphous powders have poor moldability at temperatures below the glass transition, resulting in low compression density and low mechanical strength [
9,
10]. In addition, Fe content in amorphous soft magnetic alloys is generally limited to below 80% due to the incorporation of a great quantity of glass-forming metalloid elements [
11]; also, the saturation magnetization (
Ms) of amorphous alloys is restricted to less than 1.6 T [
12], which is very low compared with those of conventional crystalline pure iron (2.15 T) [
13] or Fe-Si alloys (1.8~2.0 T) [
14].
The most significant limitation of SMCs comprising low-
Ms amorphous powders is poor DC bias. Enhancing the
Ms of amorphous powder by carefully managing alloy composition is the best way to enhance permeability retention even with a high bias field; however, increasing Fe content in the alloy significantly deteriorates the glass-forming ability of the alloy [
11], and obtaining spherical amorphous powders through gas or water atomization becomes extremely difficult due to the limited cooling rate (10
2~10
4 K/s) of the process [
15].
Researchers have attempted to enhance DC bias characteristics by adding small crystalline particles in SMCs [
16,
17,
18]. Composite cores mixed with amorphous powder and other magnetic crystalline powder can greatly improve the compaction density and magnetic performance, and reduce product cost. C. Chang et al. reported 10% addition of small FeSi powders into FeSiBPNb amorphous powder cores increased permeability while maintaining good DC bias characteristics [
18]. C. Xia et al. also reported the improved density and magnetic properties of FeSiCr amorphous cores with the addition of carbonyl-iron powders (CIPs) [
19].
For bimodal cores, it is known that packing density can be maximized when the particle size ratio between primary and secondary particles reaches 7:1 [
20]. For example, to achieve high core density, if the size of the primary amorphous powders is several tens of microns, the size of secondary powders should be in the range of tens of microns.
Due to its genuine small size (several microns), CIP is considered a suitable candidate constituent that is perfectly suited for secondary constituents for bimodal SMCs. In addition, CIPs are comprised of pure iron and are highly ductile, so they are easily moldable and expected to effectively fill the voids between APs [
21]. Low material cost for CIPs also supports commercial applications of AP/CIP hybrid SMCs.
In this study, we demonstrate a hybrid multimodal SMC comprising gas-atomized spherical amorphous powder and carbonyl-iron powder (AP/CIP hybrid SMCs), and present enhanced electromagnetic properties of this material, including significantly enhanced effective permeability and DC bias characteristics, compared with AP cores without CIP addition.
In addition, the effect of SiO
2 surface insulation prepared by the sol-gel process on the high-frequency magnetic properties of hybrid SMCs was also evaluated. Recently, it has also been reported that inorganic insulation coatings such as TiO
2, SiO
2, soft ferrites and phosphates on the surface of soft magnetic powders were effective in the reduction of inter-particle eddy current loss [
22,
23,
24,
25]. The effect of surface insulation on the core density and permeability, and the high-frequency core-loss in terms of inter-particle eddy current loss, were systematically investigated.
3. Results and Discussion
Analyses of the properties of the original AP and CIP were performed prior to the SMC fabrication, as shown in
Figure 1.
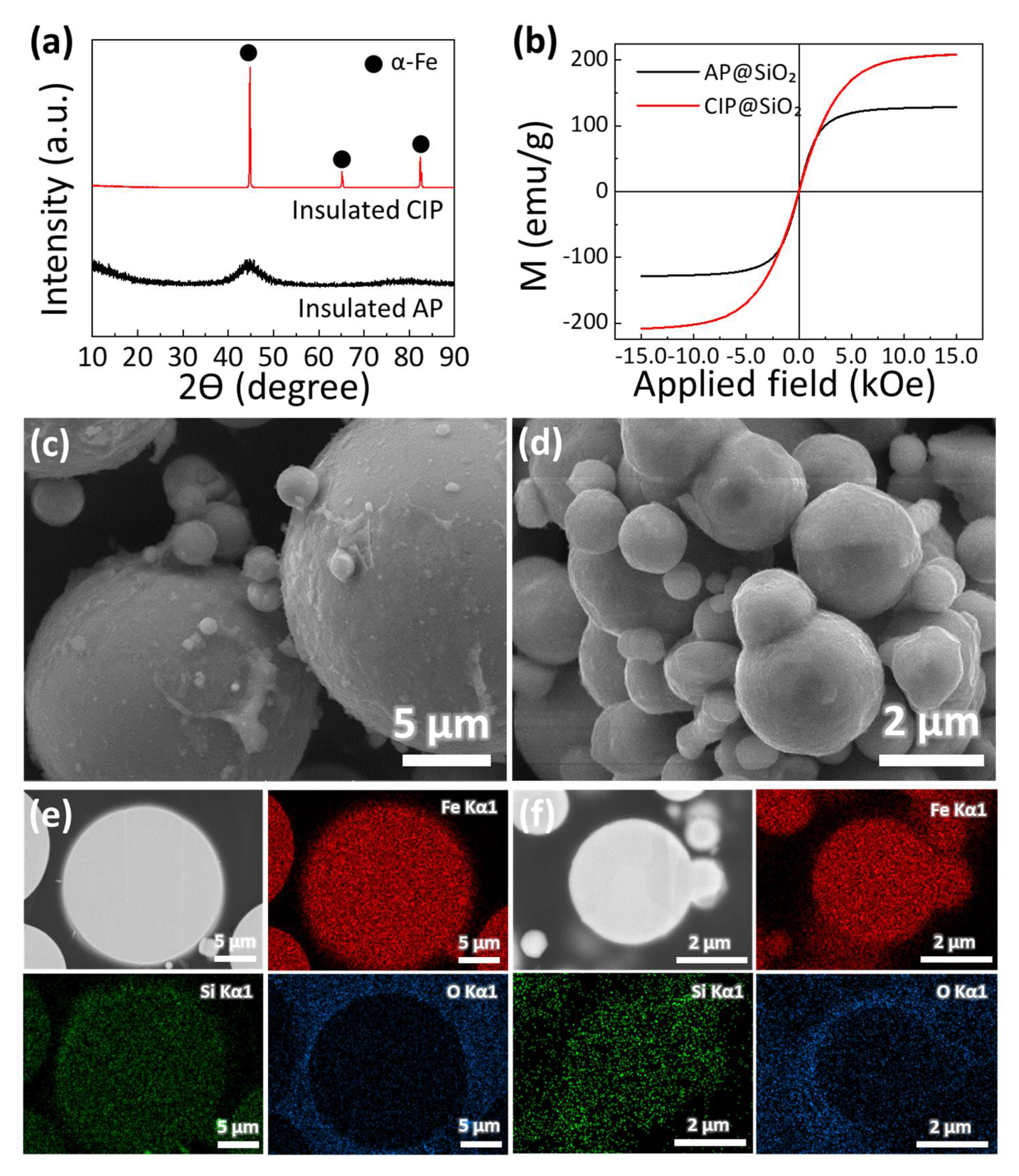
Figure 1a shows XRD patterns of the gas atomized AP and CIP. The XRD pattern of AP consisted of a broad halo pattern in the vicinity of 2
θ = 45°, without any noticeable sharp crystalline peaks. This indicates that the gas atomized powder with a diameter under 45 μm retains an amorphous structure. The XRD pattern of the CIP shows only the diffraction peak of α-Fe (JCPDF # 87-0721), indicating single-phase pure α-iron.
Figure 1b shows VSM measurement results of gas-atomized AP and CIP. Due to the incorporation of large amounts of metalloid elements, the saturation magnetization of AP (136 emu/g) was much lower than that of the CIP powders (215 emu/g). Surface SEM images and particle size analysis results for the AP and CIP powders are shown in
Figure 1c,d, respectively. Both AP and CIP are spherical; the average particle sizes (D
50) of AP and CIP were 25.05 μm and 3.74 μm, respectively. The particle size ratio between AP and CIP was 6.70:1, which is close to the ideal ratio for a bimodal core with the highest density. It is expected that, when AP and CIP are mixed, the density of the core can be increased by the CIP particles, which will fill the large pores between AP particles.
Hybrid SMC was prepared by mixing AP and CIP at the predetermined weight ratio, followed by high-pressure compaction and heat treatment. Surface SEM images of the AP SMC (C0) and hybrid SMCs (C5–C20) are shown in
Figure 2a–e. It can be seen that AP maintains its spherical shape even after the high pressure of core fabrication. As a result, large voids between large AP particles are inevitably generated in the core. Even though the AP has a size distribution of 2~45 μm, the number density of small AP particles is insufficient to fill the pores between large APs. In addition, intermediate-sized AP particles sizes in the range of 10~20 μm disturb the close packing of large-size AP particles, leading to enlarged interparticle spacing.
On the other hand, hybrid SMCs with CIP addition show densely packed structures in which large pores are almost eliminated, as shown in the SEM images in
Figure 2b–e. CIP particles with a mean particle size of ~4 μm are sufficiently small to be located at voids between AP particles; as a result, the voids are effectively filled. In addition, pure-iron CIP particles possess high ductility, and easily deform during the high-pressure compaction process. The packing density of SMCs was thus significantly enhanced.
Figure 2f shows the apparent density and corresponding relative density of the hybrid SMC depending on the CIP weight fraction in the core. As the CIP weight fraction increases, the core density increases, and C20 shows both the highest relative density and the highest apparent core density. This is attributable to the increased packing density of the hybrid core and also to the density of CIP (7.8 g/cm
3), which is higher than that of AP (7.087 g/cm
3). Interestingly, relative density also increases as the CIP weight fraction increases because the CIP particles are selectively incorporated in the voids between AP particles; the resulting particles deform during compaction, effectively reducing pores and resulting in increased packing density of cores. The powder density and apparent core density with corresponding relativity are also summarized in
Table 1.
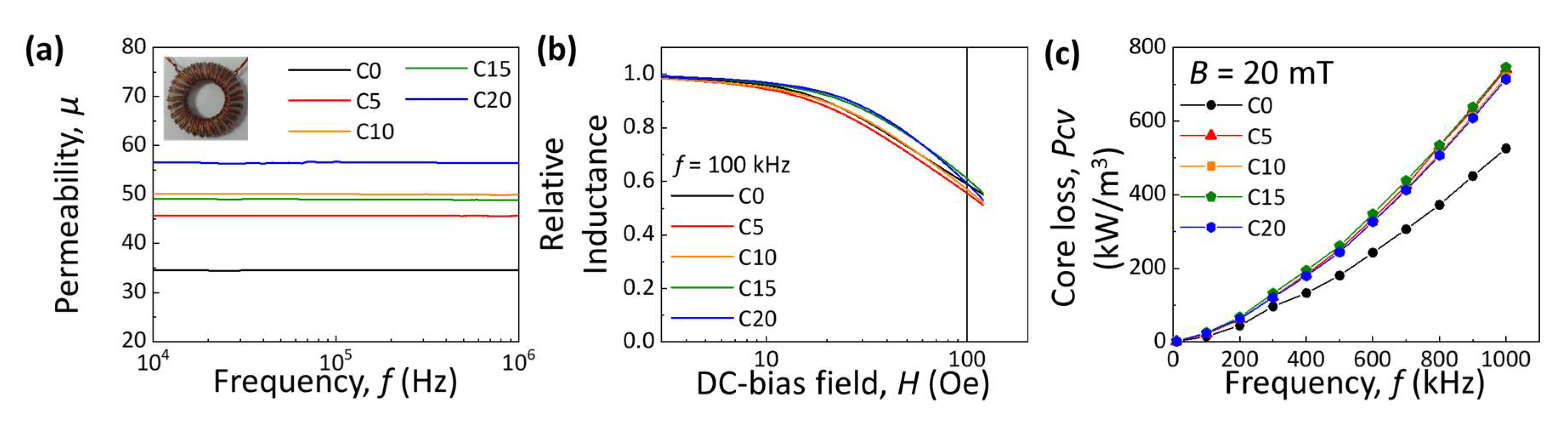
We next analyzed the magnetic properties of AP and hybrid SMCs.
Figure 3 shows the effective permeability (
μe), core loss per unit volume (
Pcv), and DC-bias characteristics of the C0-C20 samples. As can be seen in
Figure 3a, the
μe of all samples was preserved constantly up to the frequency of 1 MHz. Obviously,
μe tends to increase as CIP mass ratio increases. C0 shows the lowest
μe of 34.63 at 1 MHz, and C20 shows the highest
μe of 56.45 at 1 MHz. It is obvious that the addition of CIP particles to the core effectively enhanced the core permeability; this is attributed to the highly compacted core in which CIP particles magnetically bridge AP particles and AP particles rotate their magnetic domain much more efficiently than do the pure AP cores.
It is well known that, compared to the intrinsic permeability of the materials, spherical particles show severely deteriorated permeability due to the maximized demagnetizing field inside the powder. For SMCs comprising powder and inevitable inter-spacing between particles, the permeability of SMC decreased due to the incorporation of pores in the core; this decrease can be calculated using the following Ollendorf’s equation [
27],
where
μ,
μ0,
μm,
η, and
N are the relative permeability of the magnetic powder cores, the vacuum permeability, the intrinsic permeability of material, the volume packing fraction, and the coefficient of demagnetizing field (0 ≤
N ≤ 1), respectively. By the addition of a small amount (5~20 wt.%) of CIP particles in the AP SMC,
η increases, leading to a significant increase in permeability. With the addition of 20 wt.% CIP in SMC, a remarkable 63% increase in
μe was observed. It is obvious that mixing AP with small-sized CIP particles to make multimodal cores is an effective way of enhancing the permeability of SMC.
The DC bias characteristics of AP and hybrid SMCs were also evaluated. The DC-bias dependence of the relative inductance at 100 kHz of the cores with different CIP mass fractions is shown in
Figure 3b; the C0-C20 cores show inductance retention levels of 55–61% at DC bias field of 100 Oe. The DC-bias characteristics tend to decreases as the core density and permeability increases, in this case, that the materials more rapidly reach saturated magnetization. The addition of CIP particles in the core increases the core density; however, the DC bias characteristics were preserved above 55%. For the C20 core, even though the permeability increased 63% compared with that of C0 core, DC bias characteristics of 61% were observed. The high DC bias characteristics of hybrid cores are attributed to the high
Ms of CIP particles. Consequently, by adding a small amount of CIP to the core, it is possible to increase the permeability without losing the DC bias characteristics.
Figure 3c shows the core loss of C0–C20 samples measured at
f = 10–1000 kHz with
Bm = 20 mT. The AP core showed the lowest core loss; the hybrid core with CIP showed relatively high core loss. The amorphous core mixed with CIP showed similar core loss values regardless of the weight fraction of CIP. In general,
Pcv is composed of hysteresis loss (
Phv), eddy current loss (
Pev), and abnormal loss (
Pav) (or residual loss (
Prv)) per unit volume. The frequency dependence of
Pav is generally complicated, however in SMCs, it was found to be proportional to the square of the frequency. Therefore, the core loss of SMCs for frequencies below 1 MHz can be expressed simply by the following Equation (4) [
28,
29].
where
f is the frequency, and
Kh and
Kdyn represent the hysteresis loss and the dynamic loss coefficients, respectively. The
Kdyn comprises both the eddy current and anomalous loss coefficients (
Kdyn = Ke + Ka).
By the fitting frequency-core loss curve with Equation (4), we can separate Pcv into Phv and Pev + Pav. Phv dominates at the low frequency of 100 kHz; however, as the frequency increases, the portion of Pev + Pav dramatically increases, and Pev + Pav dominates at 1 MHz.
Eddy current loss for spherical powder can be expressed by the following Equation (5) [
30].
where
Pe is the eddy current loss,
B is the excited maximum magnetic flux density,
D is the particle size, and
is the resistivity of the particles.
Eddy current loss dominates in the high-frequency region; it is proportional to the square of the frequency. The measured coercive field of AP core and multimodal core (AP + CIP) is shown in
Table 2. Obviously, the addition of CIP in the AP core significantly increases the coercive field of the core. When CIP is added to the core, the hysteresis loss is increased due to the higher coercive field of CIP compared with that of APs [
31]. In addition, amorphous material has higher electrical resistivity than crystalline material [
32]. As can be seen from Equation (5), as the resistivity increases, the eddy current loss decreases. However, in this study, the content of AP with high resistivity was decreased and the content of CIP with low resistivity was increased to improve permeability. Therefore, the eddy current loss may increase due to the addition of CIP with low resistivity. Consequently, the increased core loss of multimodal core (AP + CIP) is attributed to both increased hysteresis loss and dynamic loss (eddy current loss + abnormal loss).
Eddy current loss can be attributed to inter-particle eddy currents and intra-particle eddy current. Intra-particle eddy currents are highly dependent on the resistivity of the powders and are hard to manipulate during the core fabrication process; on the other hand, inter-particle eddy currents can be effectively minimized by surface insulation coating on the powders. It is doubtful that the incorporation of CIP at the voids between AP particles will increase the electrical connection between powders and increase inter-particle eddy current loss. However, it is still unclear whether the origin of Pe is inter-particle eddy current or intra-particle eddy currents. To confirm whether the eddy current loss of the hybrid core is dominated by inter- or intra-particles eddy currents, or as to reduce inter-particle eddy current loss, we put insulation coating on AP and CIP, and examined the effect of insulation coating on the magnetic properties of SMCs.
For the insulation, AP and CIP were coated with SiO
2 layers through the solution-based sol-gel process.
Figure 4 shows the analysis results for the insulated AP and insulated CIP.
Figure 4a shows the XRD results of insulated AP and insulated CIP. AP shows a confirmed halo pattern with approximately 2
θ = 45°; CIP shows a confirmed α-Fe peak (JCPDF#87-0721). Due to the thin layer of coating and its amorphous nature, no peak of the insulating material SiO
2 was found.
Figure 4b shows VSM measurement results for insulated AP and insulated CIP. The saturation magnetization of the insulated AP is 128 emu/g, lower than that before coating; the saturation magnetization of the insulated CIP is 208 emu/g, similar to that before coating. The slight decrease in
Ms is attributed to the non-magnetic surface SiO
2 layer.
Figure 4c,d show surface SEM images of the insulated AP and insulated CIP. The AP surface becomes rough compared with that of pristine AP, and aggregates of SiO
2 were observed on the surface. As can be seen in the EDS mapping results in
Figure 4e,f, Fe and Si peaks were present for both insulated AP and insulated CIP in the regions where the powder particles were located, and O peaks were located in the region around the powder particles; these observations show that AP and CIP were successfully coated with SiO
2.
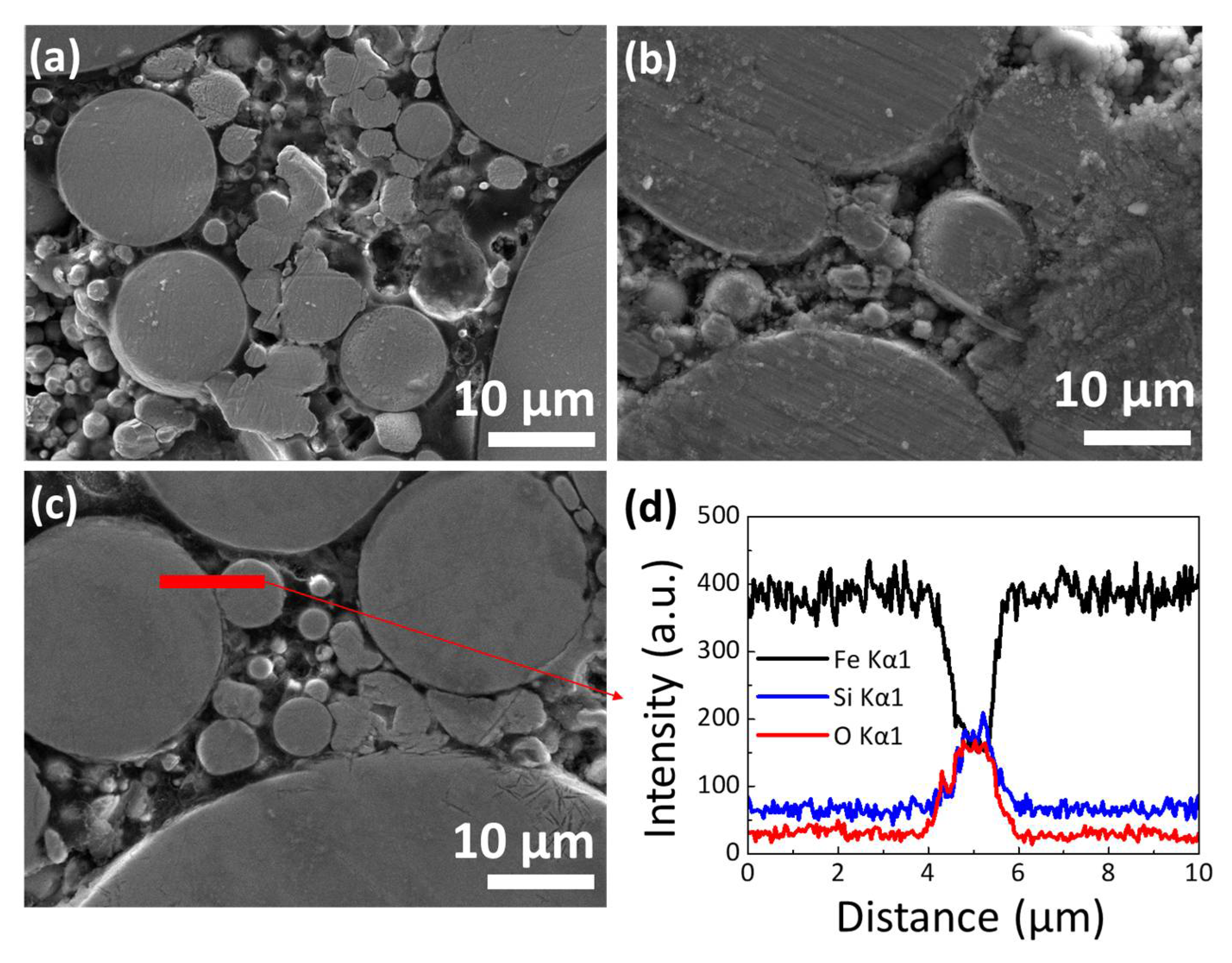
For the preparation of SMCs, five different types of cores were prepared: AP, AP with CIP, AP@SiO
2 with CIP, AP with CIP@SiO
2, and AP@SiO
2 with CIP@SiO
2. SEM images of polished surfaces of the above five types of cores are provided in
Figure 2a,e,
Figure 5a,c Fractures or degradation of the insulation layer during compaction were not observed. EDS line scans across the contact interface between particles, shown in
Figure 5d, also support the preservation of the SiO
2 insulation layer on the powder surface.
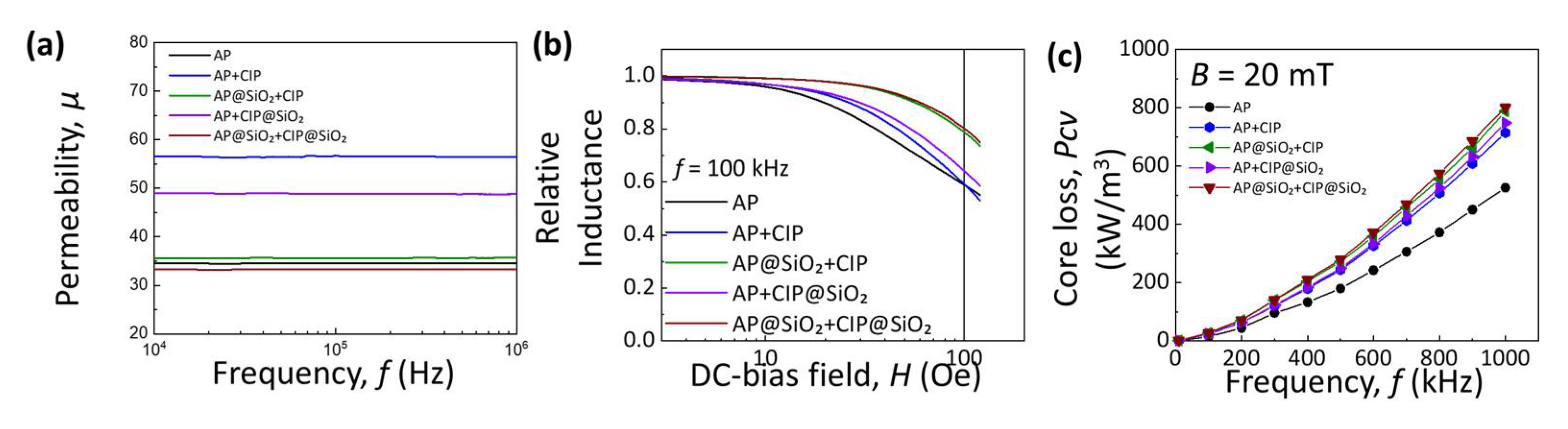
Figure 6 shows the magnetic properties (permeability, core loss, and DC-bias properties) of the five different types of SMCs. As can be seen in
Figure 6a, the permeability of all samples was kept constant up to 1 MHz. In particular, compared to the AP + CIP core, the AP@SiO
2 + CIP, AP + CIP@SiO
2, and AP@SiO
2 + CIP@SiO
2 cores showed significantly decreased permeability. This is understandable if we consider the decreased core density and inclusion of non-magnetic inter-particle insulations layers. Non-magnetic insulation layers with low density were included in the core due to SiO
2 coating, resulting in a decrease in core density. The core density of each core is shown in
Table 3. As shown in Equation (3), when the non-magnetic material increases, the volume packing fraction of the magnetic material decreases, so that the magnetic permeability decreases.
Besides this, the effect of powder surface insulation on the DC-bias characteristics of the cores was opposite to that on the permeability. The DC-bias performance at 100 kHz of five different types of cores is shown in
Figure 6b. In the case of the core using insulated AP powder, DC-bias superimposing retention level increased, while permeability decreased. In particular, the hybrid core comprising AP@SiO
2 + CIP@SiO
2 showed DC-bias properties of more than 79% at
H = 100 Oe, with permeability similar to that of the AP core. DC-bias characteristics of insulated hybrid cores are also attributable to the inclusion of non-magnetic inter-particle insulation layers, which decrease the permeability of the cores, leading to a higher required level of applied magnetic field for the magnetic saturation. Through the controlled incorporation of CIPs and insulation coating of the powders, it is possible to modulate the electromagnetic properties, including the permeability and DC-bias characteristics of the hybrid cores.
Figure 6c shows the frequency-dependent core loss of the six different SMCs. The AP core without insulating layer showed the lowest core loss, while the AP@SiO
2 + CIP@SiO
2 core showed the highest core loss. It is expected that the eddy current loss, especially at high frequency, will decrease due to the improved electrical insulation between powders. However, there were only negligible differences among loss values of the AP + CIP, AP@SiO
2 + CIP, AP + CIP@SiO
2, and AP@SiO
2 + CIP@SiO
2 cores. Surface insulation of AP or CIP did not reduce core loss; rather, it slightly increased core loss. Such behavior was preserved at 1 MHz. Consequently, the
Pe of the hybrid core was found to dominantly originate from intra-particle eddy currents; and inter-particle eddy currents were negligibly small. This means that epoxy coating on powders was sufficient to block inter-particle eddy currents. In the core loss separation results shown in
Table 4,
Ph and
Pe are almost identical for the four different cores of AP + CIP, AP@SiO
2 + CIP, AP + CIP@SiO
2, and AP@SiO
2 + CIP@SiO
2, even at a frequency of 1 MHz.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}