
Relation between the Fatigue and Fracture Ductile-Brittle Transition in S500 Welded Steel Joints


Abstract
:1. Introduction
2. Methods and Setup
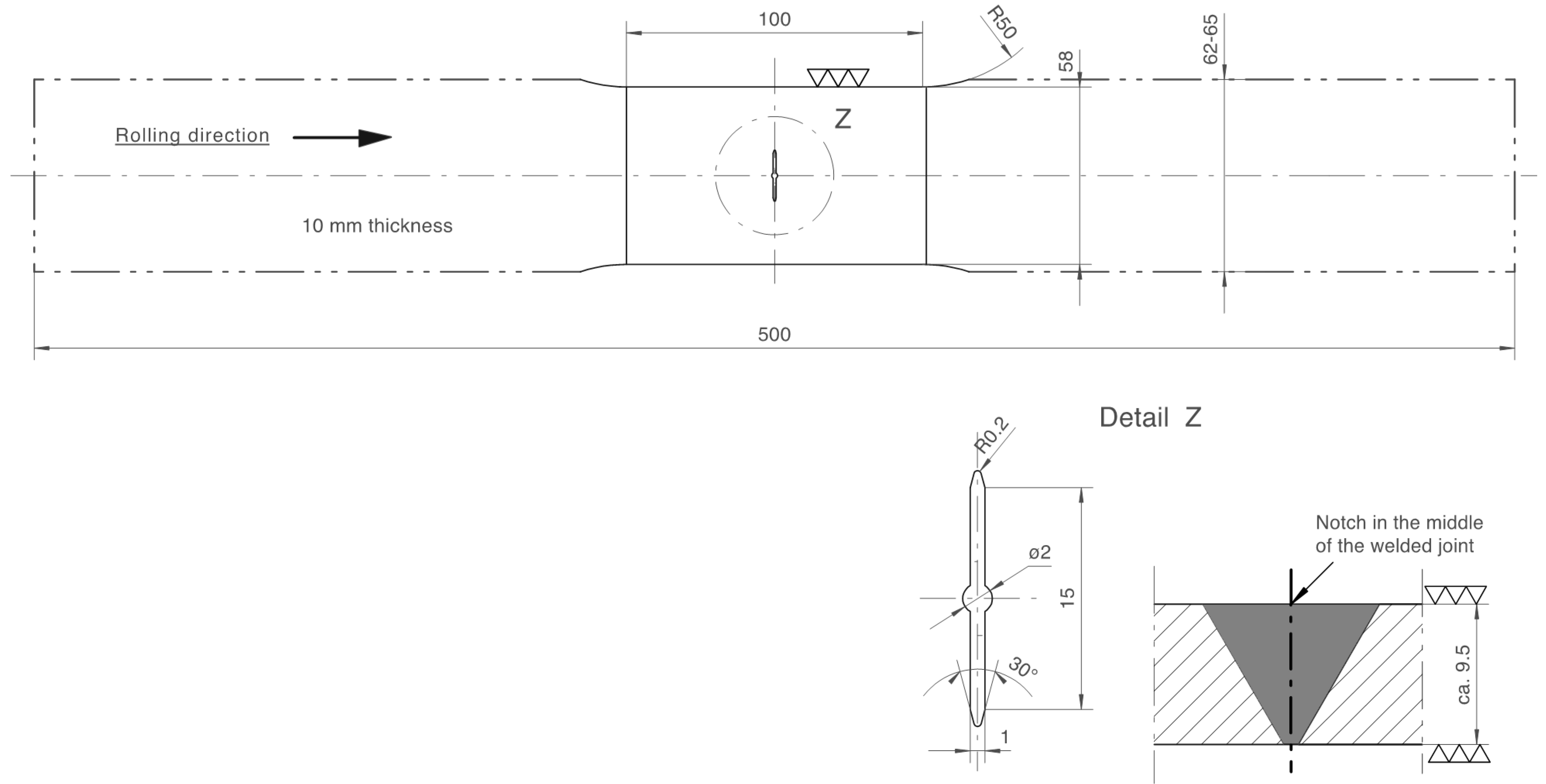
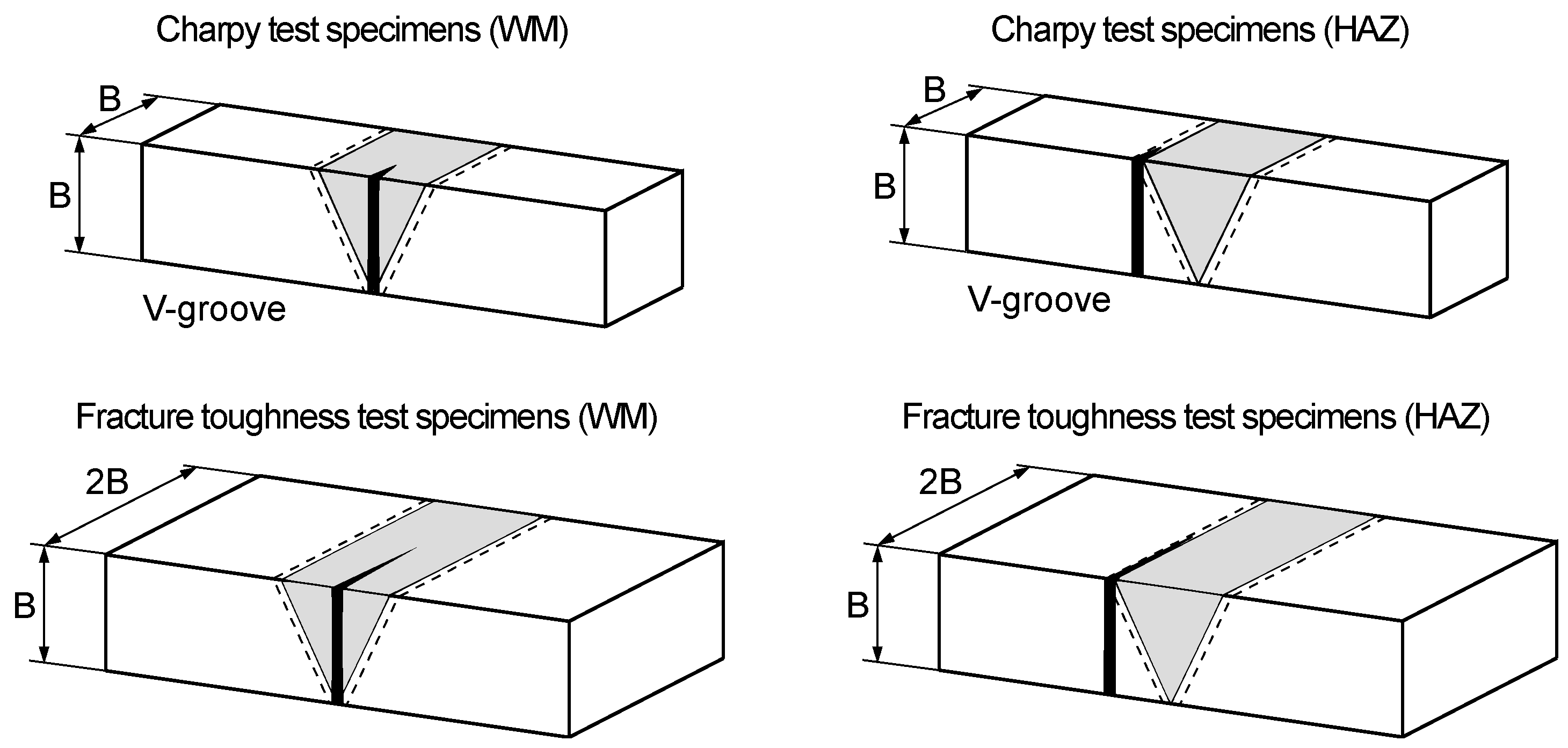
2.1. Specimen’s Design
2.2. Preparation of the Test Specimens
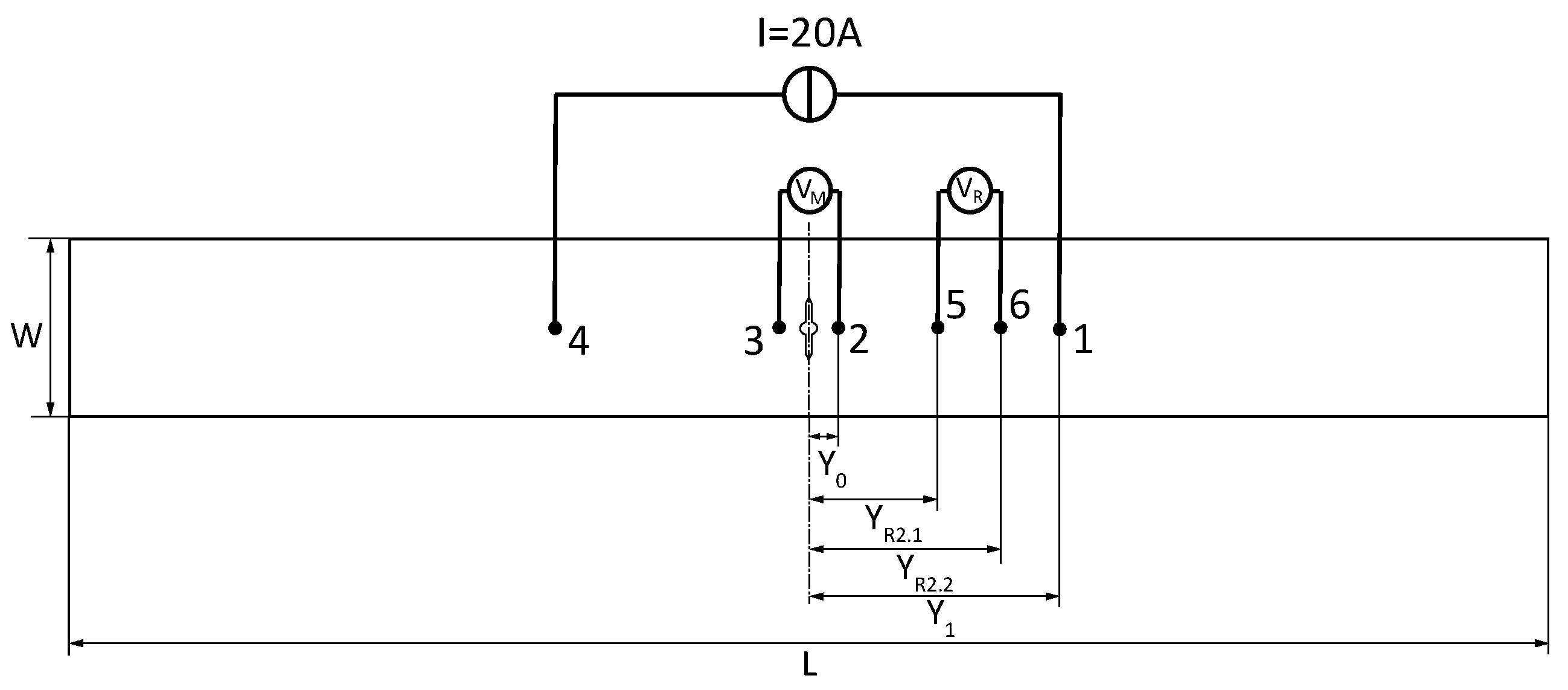
2.3. Experimental Setup
3. Experimental Procedure
3.1. Johnson’s Equation
3.2. Stress Intensity Factor Range
3.3. Calibration and Pre-Tests
3.4. Reference Decreasing ΔK Experiments
3.5. Experiments with Decreasing Test Temperature
- The specimen was clamped into the resonant testing machine.
- To avoid the notch shape influence, the resonant testing machine ran until the crack grew to an initial depth of 2 mm on each side of the notch. Upon reaching the crack detection gauges, the machine was stopped.
- The current crack length was taken as the reference crack length a0 for Johnson’s equation. The upper and lower applied load was adjusted to equal an SIF to at a stress ratio of 0.5.
- The machine was then restarted and stopped once the crack had grown by 0.5 mm as proposed in ASTM 647-15 [35].
- The stress ratio was changed to R = 0.75 to create the beach marks.
- The temperature was then reduced by 20 °C and the test resumed once the specimen’s temperature had stabilized. The temperature does not deviate more than 0.5 degrees from the mean value of the respective temperature.
- Steps 3–5 were then repeated until the nitrogen tank was empty.
4. Results of Fatigue Crack Growth Rate Tests
4.1. Calibration Test Results
4.2. Decreasing Test Results
4.3. Results of the Decreasing Temperature Tests for the Base Material
4.4. Results of the Decreasing Temperature Tests for the Weld Material
5. Fracture and Charpy Impact Toughness Properties
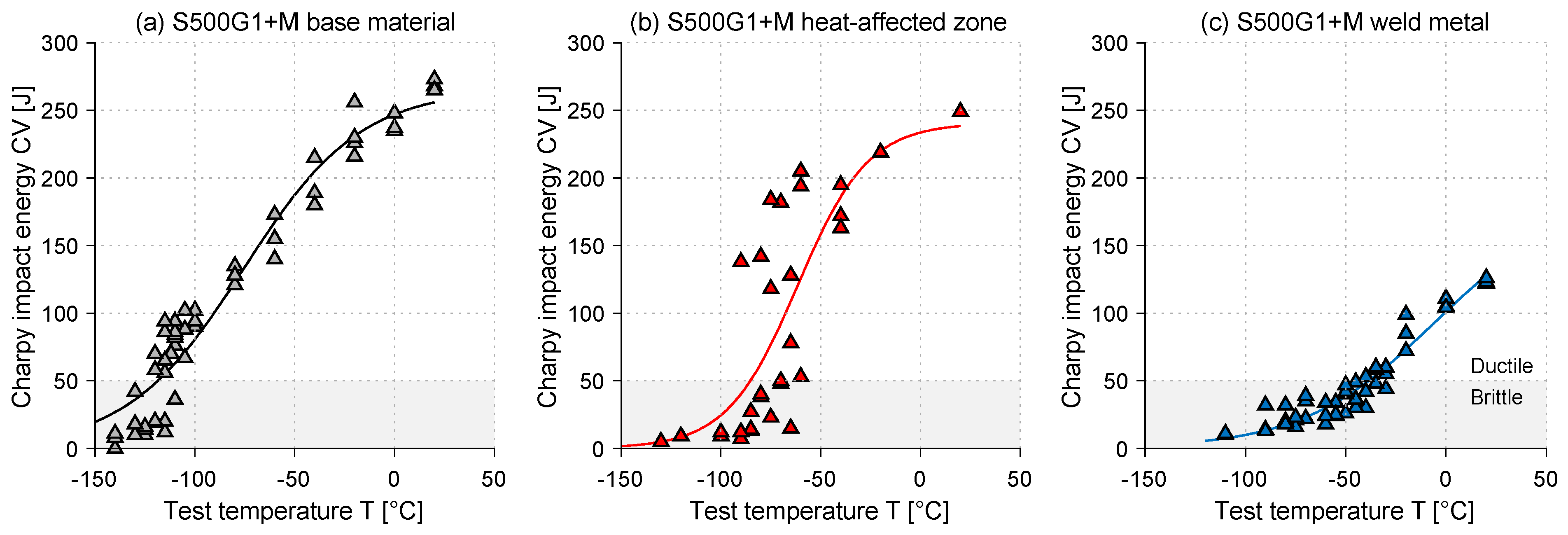
5.1. Charpy Impact Toughness Tests
5.2. Fracture Toughness Tests
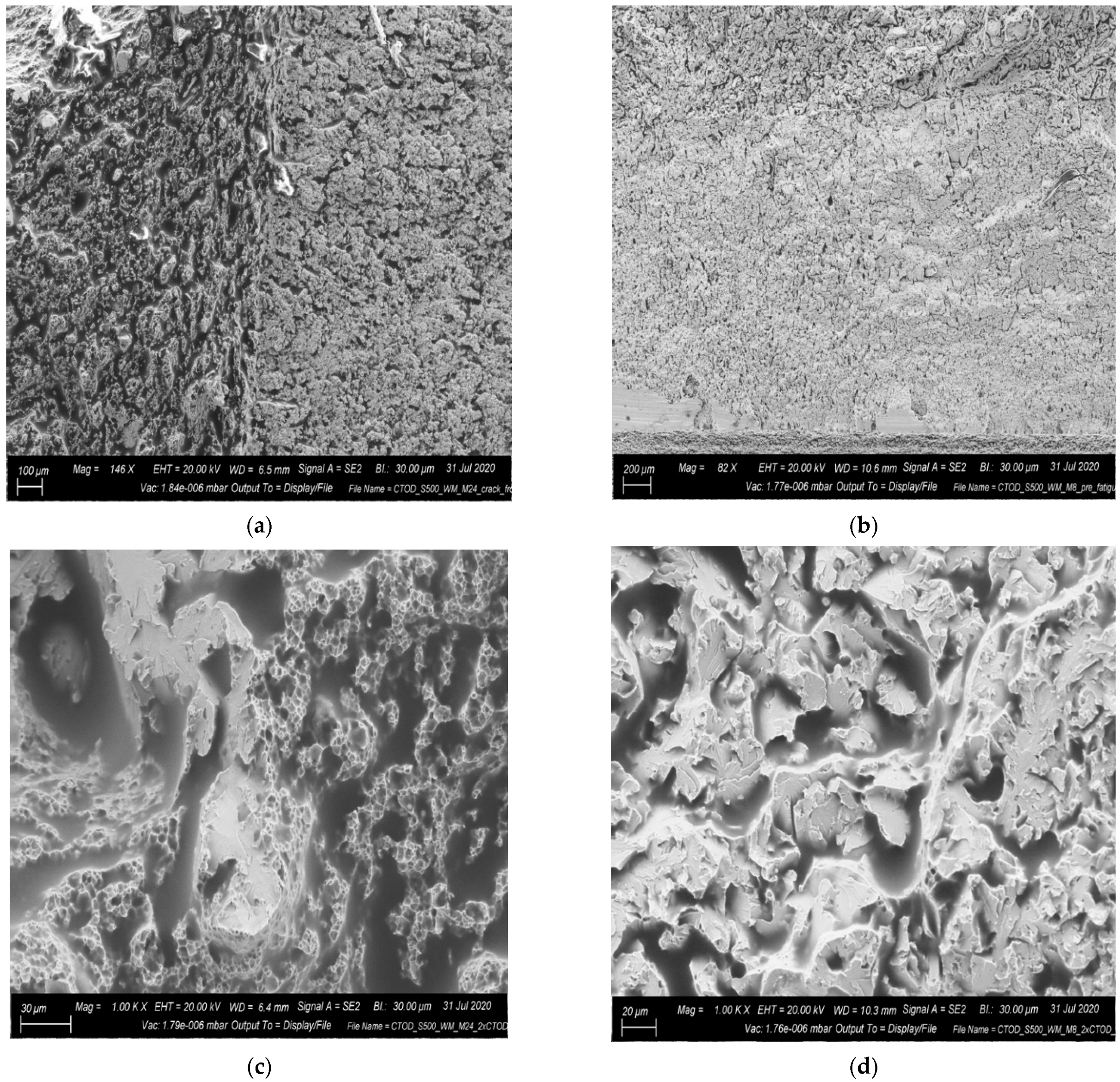
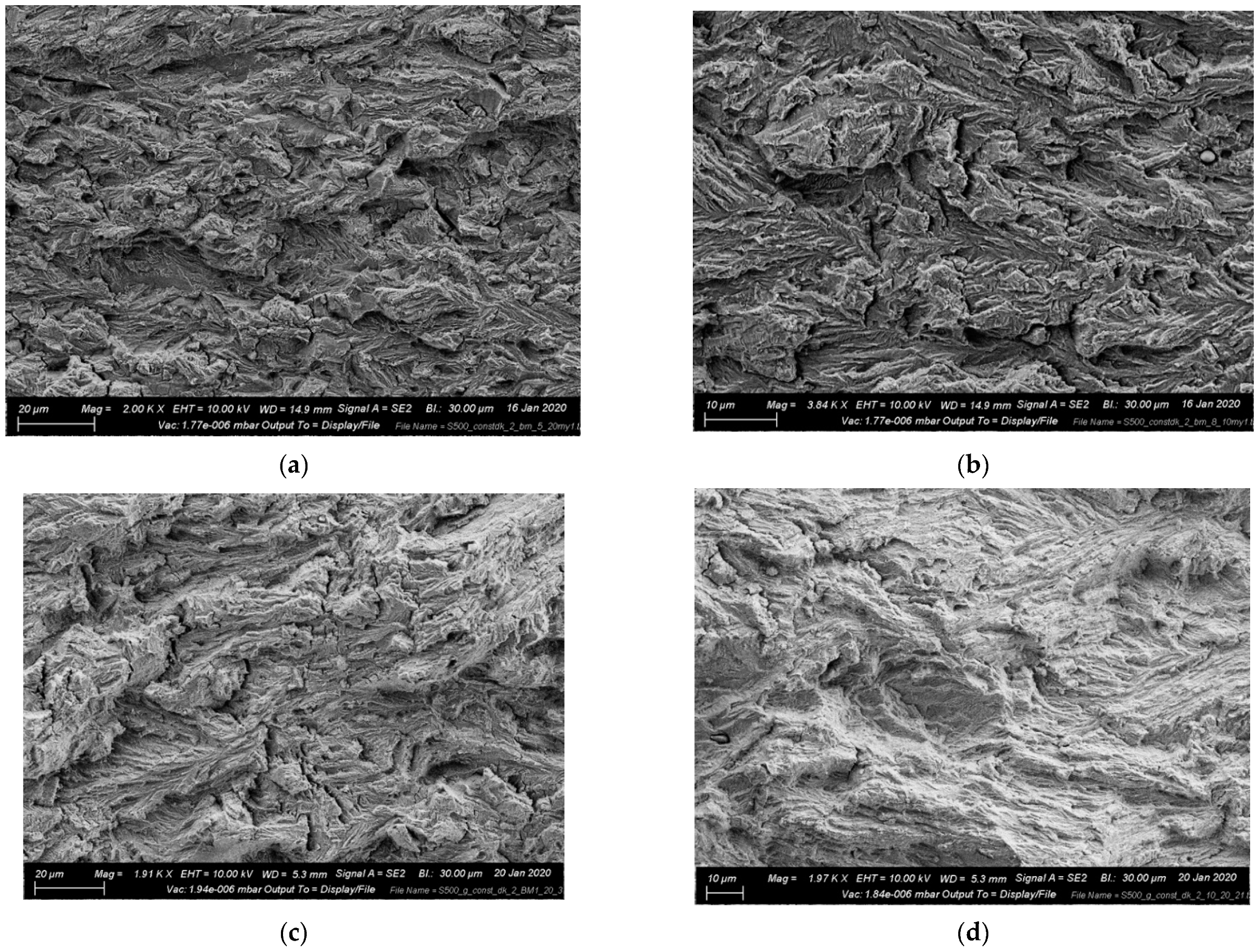
6. Fracture Surface Investigations by Means of Scanning Electron Microscopy
7. Discussion
7.1. Knowledge Gaps with Respect to the FTT
7.2. Relation between the FTT and the DBTT
7.3. Aspects to Consider in Future Work
8. Conclusions
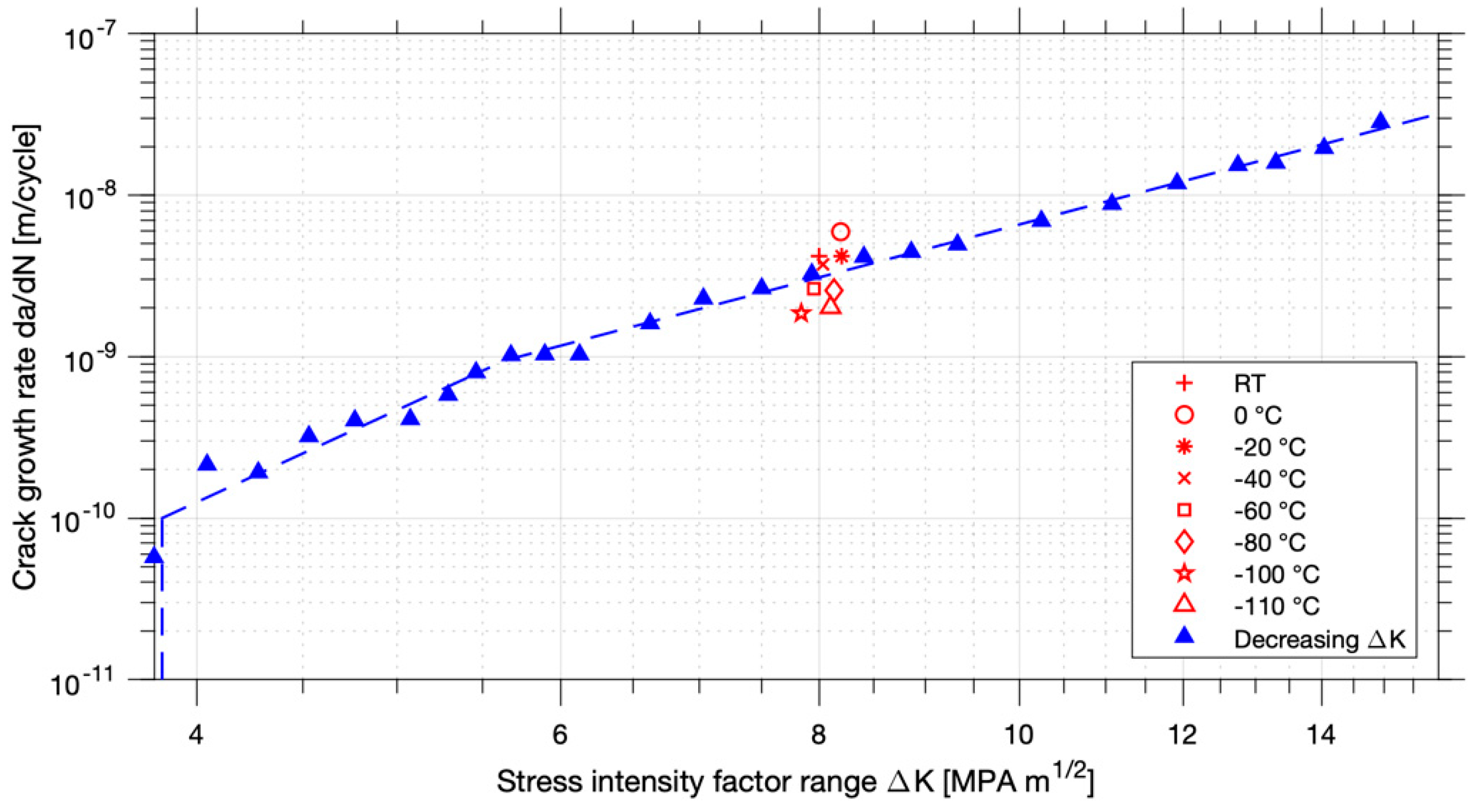
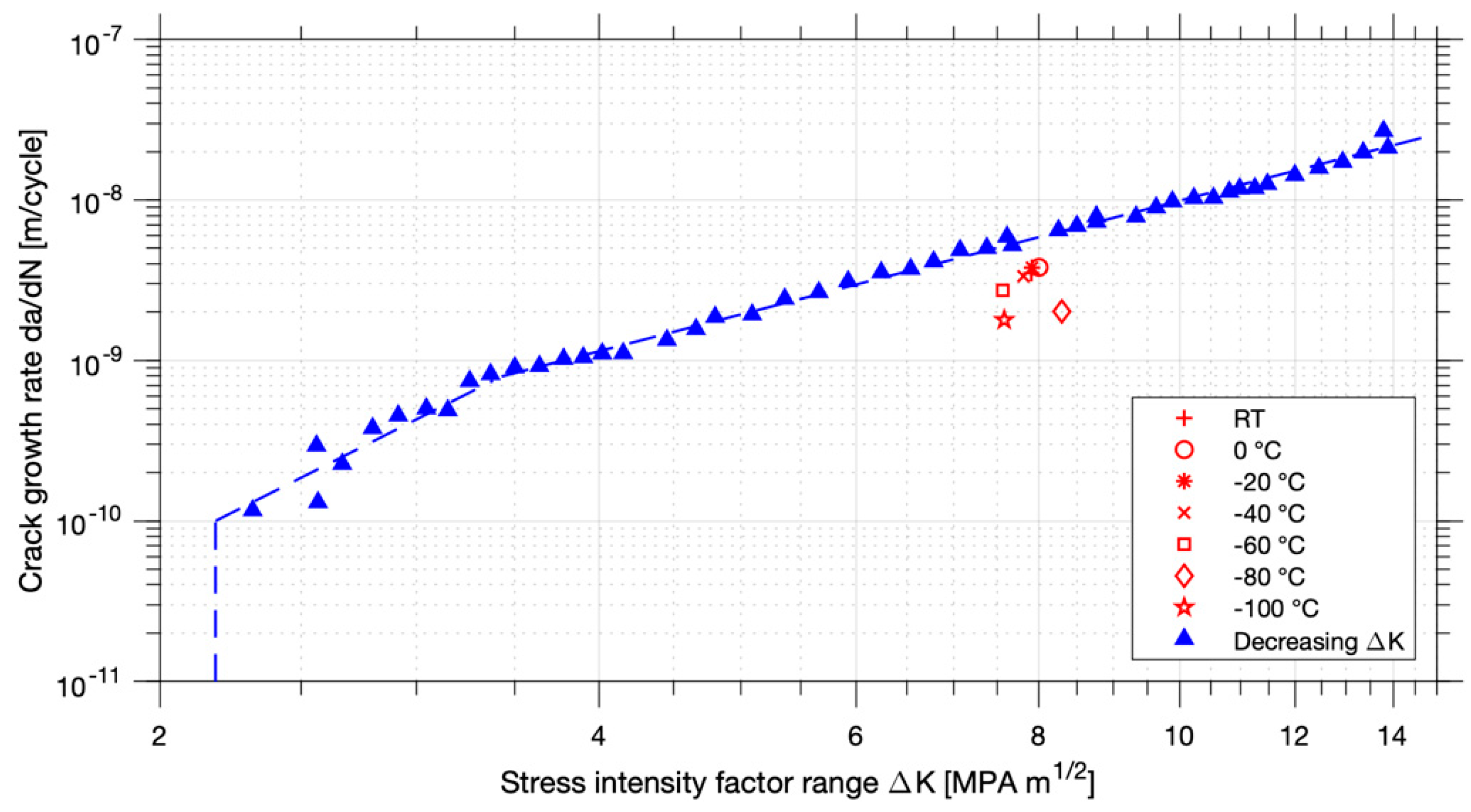
- From the tests, an almost constant decrease in fatigue crack propagation rate is determined with decreasing test temperature even below the ductile-brittle transition temperature of the weld metal.
- At −100 °C, the fatigue crack propagation rate is about half of the rate observed at room temperature for both base material and weld metal of the S500 steel.
- Compared to the apparent difference in fracture surface morphology of the fracture toughness test specimen, almost no difference is observed when assessing the surfaces of the fatigue crack growth test specimens of both base material and weld metal at −100 °C and thereby well below the ductile-brittle transition temperature.
- The relationship between fatigue crack growth rate and temperature is thought to be related to the magnitude of the stress intensity factor range. This could explain why no distinct fatigue transition temperature was observed even at temperatures below the ductile-brittle transition temperatures obtained from Charpy impact and fracture toughness tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Von Bock und Polach, R.U.F.; Klein, M.; Kubiczek, J.; Kellner, L.; Braun, M.; Herrnring, H. State of the art and knowledge gaps on modelling structures in cold regions. In Proceedings of the ASME 2019 38th International Conference on Ocean, Offshore and Arctic Engineering Glasgow, Scotland, UK, 9–14 June 2019. [Google Scholar]
- Zhang, S.; Bridges, R.; Tong, J. Fatigue design assessment of ship structures induced by ice loading-an introduction to the ShipRight FDA ICE procedure. In Proceedings of the Twenty-first International Offshore and Polar Engineering Conference, International Society of Offshore and Polar Engineers, Maui, HI, USA, 19–24 June 2011. [Google Scholar]
- Bjerkås, M.; Alsos, H.S.; Wåsjø, K. Estimates of the number of vibration cycles from frequency locked-in ice loads. In Proceedings of the International Conference on Offshore Mechanics and Arctic Engineering, San Francisco, CA, USA, 8–13 June 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar]
- Lehtomäki, V.; Rissanen, S.; Wadham-Gagnon, M.; Sandel, K.; Moser, W.; Jacob, D. Fatigue loads of iced turbines: Two case studies. J. Wind Eng. Ind. Aerodyn. 2016, 158, 37–50. [Google Scholar] [CrossRef]
- Panin, S.; Vlasov, I.; Maruschak, P.; Eremin, A.; Berto, F.; Syromyatnikova, A.; Vinogradov, A. Influence of long-term cold climate operation on structure, fatigue durability and impact toughness of 09Mn2Si pipe steel. Eng. Fail. Anal. 2019, 102, 87–101. [Google Scholar] [CrossRef]
- Horn, A.M.; Østby, E.; Moslet, P.O.; Hauge, M. The fracture resistance approach in order to prevent brittle failure of offshore structures under arctic environments. In Proceedings of the ASME 2016 35th International Conference on Ocean, Offshore and Arctic Engineering, Busan, Korea, 19–24 June 2016; American Society of Mechanical Engineers: New York, NY, USA, 2016; p. V004T03A021. [Google Scholar]
- Baek, J.-H.; Kim, C.-M.; Kim, W.-S.; Kho, Y.-T. Fatigue crack growth and fracture toughness properties of 304 stainless steel pipe for LNG transmission. Met. Mater. Int. 2001, 7, 579–585. [Google Scholar] [CrossRef]
- Bridges, R.; Zhang, S.; Shaposhnikov, V. Experimental investigation on the effect of low temperatures on the fatigue strength of welded steel joints. Ships Offshore Struct. 2012, 7, 311–319. [Google Scholar] [CrossRef]
- Jeong, D.; Lee, S.; Seo, I.; Yoo, J.; Kim, S. Fatigue crack propagation behavior of Fe24Mn steel weld at 298 and 110 K. Met. Mater. Int. 2015, 21, 22–30. [Google Scholar] [CrossRef]
- Jung, D.-H.; Kwon, J.-K.; Woo, N.-S.; Kim, Y.-J.; Goto, M.; Kim, S. S–N fatigue and fatigue crack propagation behaviors of X80 steel at room and low temperatures. Met. Mater. Trans. A 2014, 45, 654–662. [Google Scholar] [CrossRef]
- Kang, K.-W.; Goo, B.-C.; Kim, J.-H.; Kim, D.; Kim, J.-K. Experimental investigation on static and fatigue behavior of welded sm490a steel under low temperature. Int. J. Steel Struct. 2009, 9, 85–91. [Google Scholar] [CrossRef]
- Kim, S.; Jeong, D.; Sung, H. Reviews on factors affecting fatigue behavior of high-Mn steels. Met. Mater. Int. 2018, 24, 1–14. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, D.; Wu, H.; Huang, F.; Hong, W.; Zang, X. Fatigue properties of welded Q420 high strength steel at room and low temperatures. Constr. Build. Mater. 2018, 189, 955–966. [Google Scholar] [CrossRef]
- Liao, X.; Wang, Y.; Qian, X.; Shi, Y. Fatigue crack propagation for Q345qD bridge steel and its butt welds at low temperatures. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 675–687. [Google Scholar] [CrossRef]
- Shul’Ginov, B.; Matveyev, V. Impact fatigue of low-alloy steels and their welded joints at low temperature. Int. J. Fatigue 1997, 19, 621–627. [Google Scholar] [CrossRef]
- Zhao, W.; Feng, G.; Liu, W.; Ren, H. Research on Fatigue Properties of Typical Welded Joints of DH36 Steel at −60 °C. Appl. Sci. 2020, 10, 3742. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, J.; Hu, J.; Garbatov, Y.; Soares, C.G. Fatigue strength of EH36 steel welded joints and base material at low-temperature. Int. J. Fatigue 2021, 142, 105896. [Google Scholar] [CrossRef]
- Viespoli, L.M.; Leonardi, A.; Cianetti, F.; Nyhus, B.; Alvaro, A.; Berto, F. Low-temperature fatigue life properties of aluminum butt weldments by the means of the local strain energy density approach. Mater. Des. Process. Commun. 2019, 1, e30. [Google Scholar] [CrossRef] [Green Version]
- Alvaro, A.; Akselsen, O.M.; Ren, X.B.; Perillo, G.; Nyhus, B. On the Relation between Fatigue and Static Ductile to Brittle Transition for Weld Simulated 420 MPa Structural Steel. In Proceedings of the 27th International Ocean and Polar Engineering Conference, San Francisco, CA, USA, 25−30 June 2017. [Google Scholar]
- Walters, C.L.; Alvaro, A.; Maljaars, J. The effect of low temperatures on the fatigue crack growth of S460 structural steel. Int. J. Fatigue 2016, 82, 110–118. [Google Scholar] [CrossRef]
- International Standards Organization. ISO/TS 35105:2018, Petroleum and Natural Gas Industries—Arctic Operations—Material Requirements for Arctic Operations; ISO: Geneva, Switzerland, 2018. [Google Scholar]
- Moody, N.; Gerberich, W. Fatigue crack propagation in iron and two iron binary alloys at low temperatures. Mater. Sci. Eng. 1979, 41, 271–280. [Google Scholar] [CrossRef]
- Braun, M.; Ehlers, S. Review of methods for the high-cycle fatigue strength assessment of steel structures subjected to sub-zero temperature. Mar. Struct. 2021, 82, 103153. [Google Scholar] [CrossRef]
- Alvaro, A.; Akselsen, O.M.; Ren, X.B.; Kane, A. Fundamental aspects of fatigue of steel in Arctic applications. In Proceedings of the 24th International Ocean and Polar Engineering Conference, Busan, Korea, 15–20 June 2014. [Google Scholar]
- Alvaro, A.; Akselsen, O.M.; Ren, X.B.; Nyhus, B. Fatigue Crack Growth of a 420 MPa Structural Steel Heat Affected Zone at Low Temperatures. In Proceedings of the 26th International Ocean and Polar Engineering Conference, Rhodes, Greece, 26 June–2 July 2014. [Google Scholar]
- Miki, C.; Anami, K. Improving fatigue strength by additional welding with low temperature transformation welding electrodes. Int. J. Steel Struct. 2001, 1, 25–32. [Google Scholar]
- Wahab, M.; Sakano, M. Corrosion and biaxial fatigue of welded structures. J. Mater. Process. Technol. 2003, 143–144, 410–415. [Google Scholar] [CrossRef]
- Gubeljak, N.; Legat, J.; Koçak, M. Effect of fracture path on the toughness of weld metal. Int. J. Fract. 2002, 115, 343–359. [Google Scholar] [CrossRef]
- Zerbst, U.; Ainsworth, R.; Beier, H.; Pisarski, H.; Zhang, Z.; Nikbin, K.; Nitschke-Pagel, T.; Münstermann, S.; Kucharczyk, P.; Klingbeil, D. Review on fracture and crack propagation in weldments—A fracture mechanics perspective. Eng. Fract. Mech. 2014, 132, 200–276. [Google Scholar] [CrossRef]
- Park, J.Y.; Kim, M.H. Investigation of fatigue and fracture characteristics for low-temperature metals considering the effects of various alloying components. Weld. World 2020, 64, 1691–1702. [Google Scholar] [CrossRef]
- Brandt, K.; Solberg, J.K.; Akselsen, O.M.; Østby, E. Initiation of Cleavage Fracture in a Weld Simuled Low Carbon Low Alloy Arctic Steel. In Proceedings of the Twenty-second International Offshore and Polar Engineering Conference, Rhodes, Greece, 17–22 June 2012. [Google Scholar]
- Braun, M. Assessment of Fatigue Strength of Welded Steel Joints at Sub-Zero Temperatures Based on the Micro-Structural Support Effect Hypothesis. Ph.D. Thesis, Technische Universität Hamburg, Hamburg, Germany, 2021. [Google Scholar]
- Fydrych, D.; Łabanowski, J.; Rogalski, G.; Haras, J.; Tomków, J.; Świerczyńska, A.; Jakóbczak, P.; Kostro, Ł. Weldability of S500MC Steel in Underwater Conditions. Adv. Mater. Sci. 2014, 14, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Braun, M.; Scheffer, R.; Fricke, W.; Ehlers, S. Fatigue strength of fillet-welded joints at subzero temperatures. Fatigue Fract. Eng. Mater. Struct. 2019, 43, 403–416. [Google Scholar] [CrossRef]
- ASTM International. ASTM E647-15e1 Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Johnson, H. Calibrating the electric potential method for studying slow crack growth. Mater. Res. Stand. 1965, 5, 442. [Google Scholar]
- Sallaba, F. Analysis of Fatigue Crack Growth Threshold of Welded Structural Steel. Master’s Thesis, Technische Universität Hamburg, Hamburg, Germany, 2019. [Google Scholar]
- Barsom, J.M.; Rolfe, S.T. Fracture and Fatigue Control in Structures: Applications of Fracture Mechanics; Third Edition; ASTM International: West Conshohocken, PA, USA, 1999; Volume 101520. [Google Scholar] [CrossRef]
- E28 Committee Test Methods for Notched Bar Impact Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016; p. 101520 0023.
- E08 Committee Test Method for Linear-Elastic Plane-Strain Fracture Toughness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2021; p. 101520 0399.
- Braun, M.; Milaković, A.-S.; Ehlers, S.; Kahl, A.; Willems, T.; Seidel, M.; Fischer, C. Sub-Zero Temperature Fatigue Strength of Butt-Welded Normal and High-Strength Steel Joints for Ships and Offshore Structures in Arctic Regions. In Proceedings of the ASME 2020 39th International Conference on Ocean, Offshore and Arctic Engineering, Fort Lauderdale, FL, USA, 28 June–3 July 2020. [Google Scholar]
- Braun, M.; Kahl, A.; Willems, T.; Seidel, M.; Fischer, C.; Ehlers, S. Guidance for material selection based on static and dynamic mechanical properties at sub-zero temperatures. J. Offshore Mech. Arct. Eng. 2021, 143, 041704. [Google Scholar] [CrossRef]
- DNV GL AS. DNVGL-OS-B101; Metallic Materials: Høvik, Norway, 2018. [Google Scholar]
- European Committee for Standardization. EN 10225-1:2019 Weldable Structural Steels for Fixed Offshore Structures–Technical Delivery Conditions–Part 1: Plates; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- DNV GL AS. DNVGL-OS-C401: Fabrication and Testing of Offshore Structures; Metallic Materials: Høvik, Norway, 2018. [Google Scholar]
- Coronado, J.; Cerón, C. Fracture mechanisms of CTOD samples of submerged and flux cored arc welding. Theor. Appl. Fract. Mech. 2010, 53, 145–151. [Google Scholar] [CrossRef]
- Tuma, J.V.; Sedmak, A. Analysis of the unstable fracture behaviour of a high strength low alloy steel weldment. Eng. Fract. Mech. 2004, 71, 1435–1451. [Google Scholar] [CrossRef]
- Wallin, K. Fracture Toughness Transition Curve Shape for Ferritic Structural Steels. In Fracture of Engineering Materials and Structures; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 1991; pp. 83–88. [Google Scholar]
- E08 Committee. Test Method for Determination of Reference Temperature, to, for Ferritic Steels in the Transition Range; ASTM International: West Conshohocken, PA, USA, 2020; p. 105201921. [Google Scholar]
- Walters, C.L.; Przydatek, J. Relating Structural Loading Rate to Testing Rate for Fracture Mechanics Specimens. In Proceedings of the ASME 2014 33rd International Conference on Ocean, Offshore and Arctic Engineering, San Francisco, CA, USA, 8–13 June 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar]
- Kitsunai, Y. Fatigue Crack Growth Behavior in Mild Steel Weldments at Low Temperatures. In Fatigue at Low Temperatures; Stephens, R.I., Ed.; ASTM International: West Conshohocken, PA, USA, 1985; pp. 274–292. [Google Scholar]
- Kim, Y.W.; Oh, D.J.; Lee, J.M.; Noh, B.J.; Sung, H.J.; Ando, R.; Matsumoto, T.; Kim, M.H. An experimental study for fatigue performance of 7% nickel steels for type b liquefied natural gas carriers. J. Offshore Mech. Arct. Eng. 2016, 138, 031401. [Google Scholar] [CrossRef]
- Kitsunai, Y.; Yoshihisa, E. Fatigue crack growth behavior in welded joints of high-strength steel under low temperatures. JSME Int. J. Ser. A Mech. Mater. Eng. 1991, 34, 339–346. [Google Scholar] [CrossRef] [Green Version]
- Kawasaki, T.; Yokobori, T.; Sawaki, Y.; Nakanishi, S.; Izumi, H. Fatigue fracture toughness and fatigue crack propagation in 5.5% ni steel at low temperature. In Advances in Research on the Strength and Fracture of Materials; Elsevier BV: Amsterdam, The Netherlands, 1978; pp. 857–864. [Google Scholar]
- Stephens, R.I.; Chung, J.H.; Glinka, G. Low temperature fatigue behavior of steels-a review. SAE Tech. Pap. Ser. 1979, 88, 1892–1904. [Google Scholar] [CrossRef]
- Yarema, S.Y.; Krasovskii, A.Y.; Ostash, O.P.; Stepanenko, V.A. Development of fatigue failure of low-carbon sheet steel at room and low temperatures. Strength Mater. 1977, 9, 266–272. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN ISO 19906:2019: Petroleum and Natural Gas Industries–Arctic Offshore Structures; European Committee for Standardization: Brussels, Belgium, 2019; Volume EN. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | N | Cu | Mo | Ni | Cr | V | Nb | Ti | Al-T |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S500G1+M | 0.056 | 0.208 | 1.58 | 0.012 | 0.002 | 0.004 | 0.273 | 0.175 | 0.516 | 0.056 | 0.001 | 0.02 | 0.001 | 0.033 |
| Steel | σYS (MPa) | σUTS (MPa) | ef (%) |
|---|---|---|---|
| S500G1+M | 595 | 651 | 23 |
| Distance Crack Plane to Bolt for | Distance (mm) | Symbol in Figure | Bolt(s) |
|---|---|---|---|
| Crack current measurement | 6 | Y0 | 2 + 3 |
| Current input | 75 | Y1 | 1 + 4 |
| Measurement for reference current 1 | 29 | YR2.1 | 5 |
| Measurement for reference current 2 | 52 | YR2.2 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sallaba, F.; Rolof, F.; Ehlers, S.; Walters, C.L.; Braun, M. Relation between the Fatigue and Fracture Ductile-Brittle Transition in S500 Welded Steel Joints. Metals 2022, 12, 385. https://doi.org/10.3390/met12030385
Sallaba F, Rolof F, Ehlers S, Walters CL, Braun M. Relation between the Fatigue and Fracture Ductile-Brittle Transition in S500 Welded Steel Joints. Metals. 2022; 12(3):385. https://doi.org/10.3390/met12030385
Chicago/Turabian StyleSallaba, Finn, Franziska Rolof, Sören Ehlers, Carey Leroy Walters, and Moritz Braun. 2022. "Relation between the Fatigue and Fracture Ductile-Brittle Transition in S500 Welded Steel Joints" Metals 12, no. 3: 385. https://doi.org/10.3390/met12030385