
Dissimilar Dual Phase-Low Carbon Steel Joints by the GMAW Process Subjected to Impact Load


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Welding
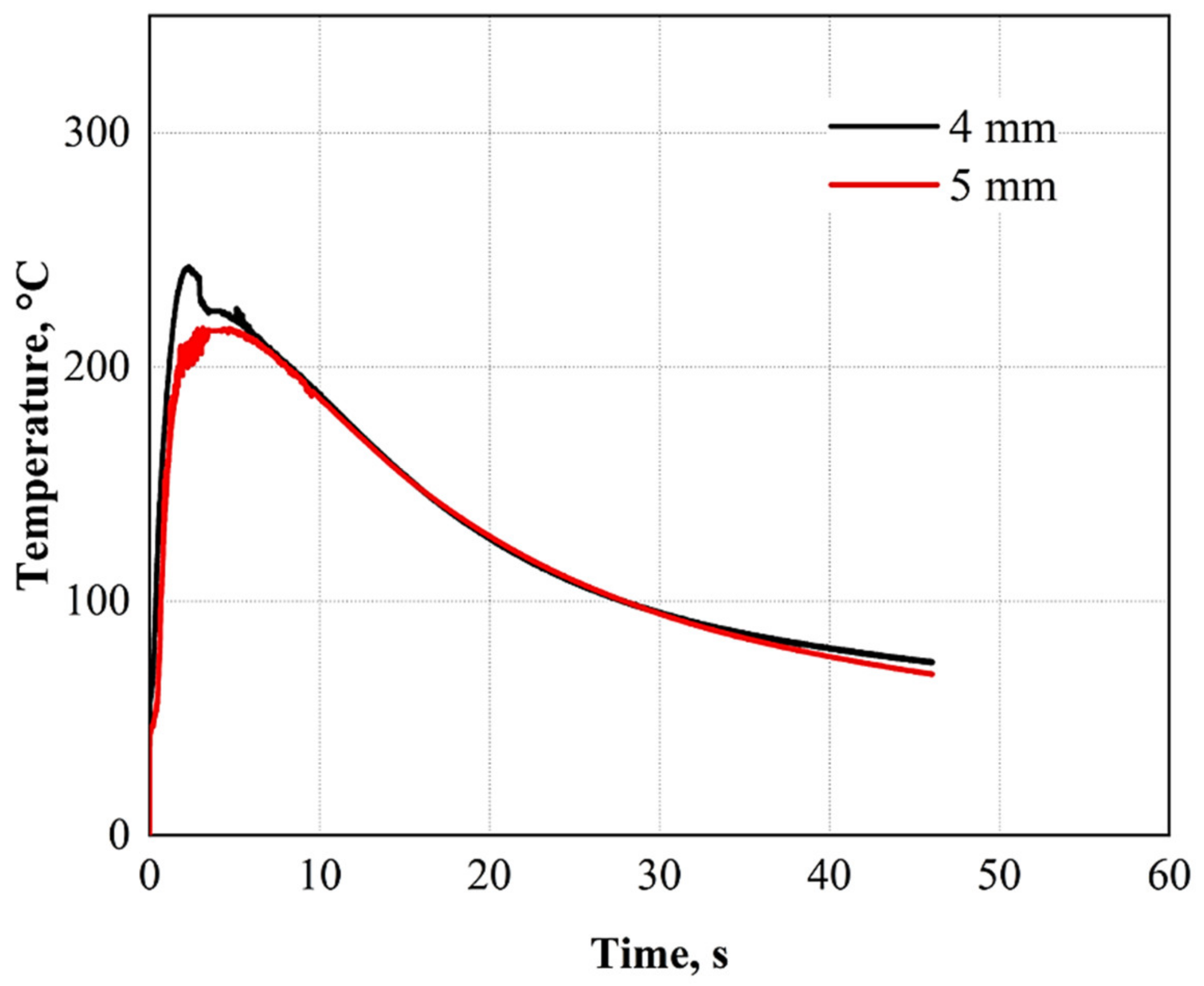
2.2. Weld Thermal Cycles
2.3. Mechanical and Microstructural Characterization
3. Results and Discussion
4. Conclusions
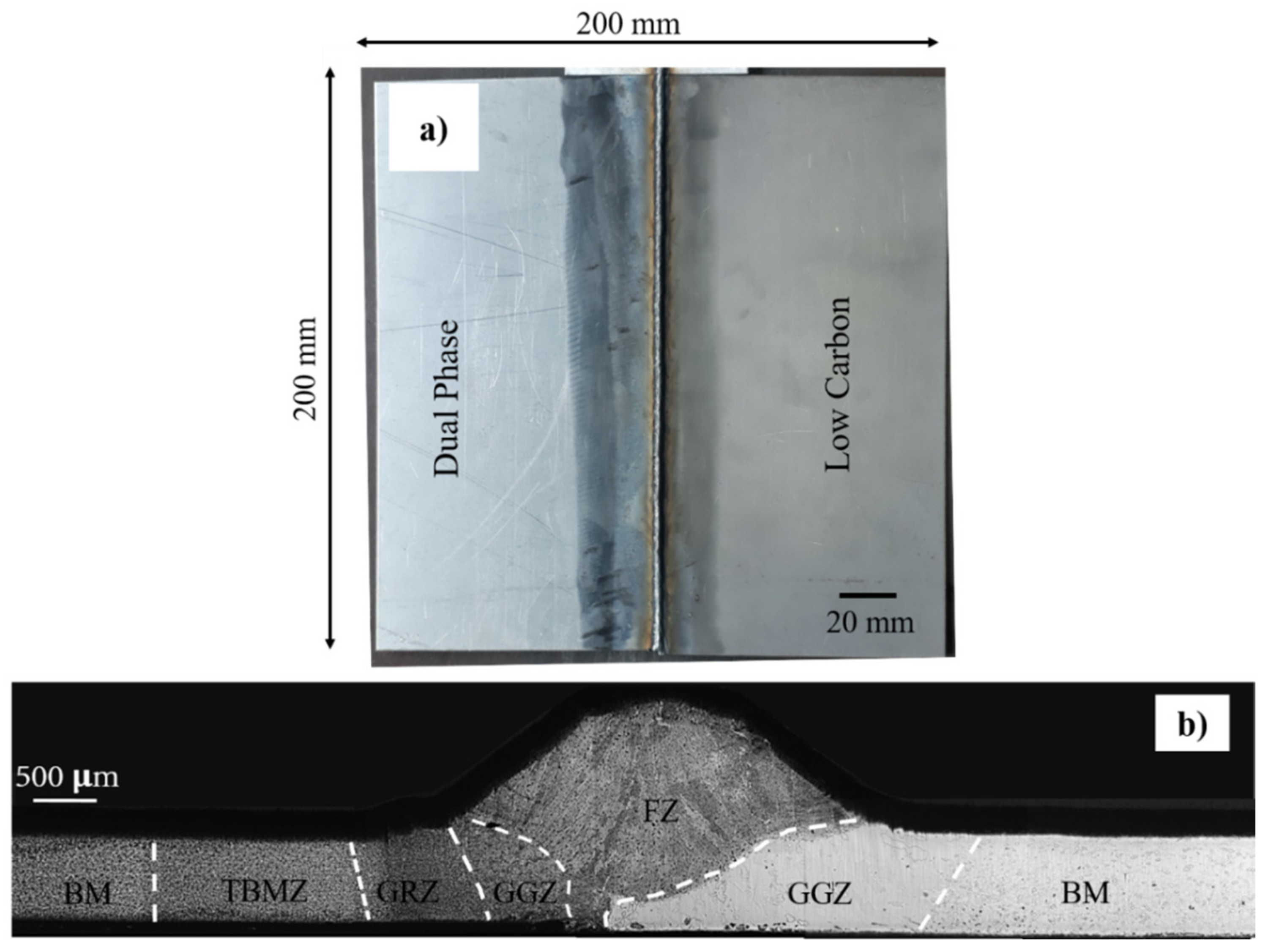
- A dissimilar joint (dual phase and low carbon steel) of different base materials thickness (0.8 and 1.0 mm) with a uniform bead welding and complete penetration was obtained.
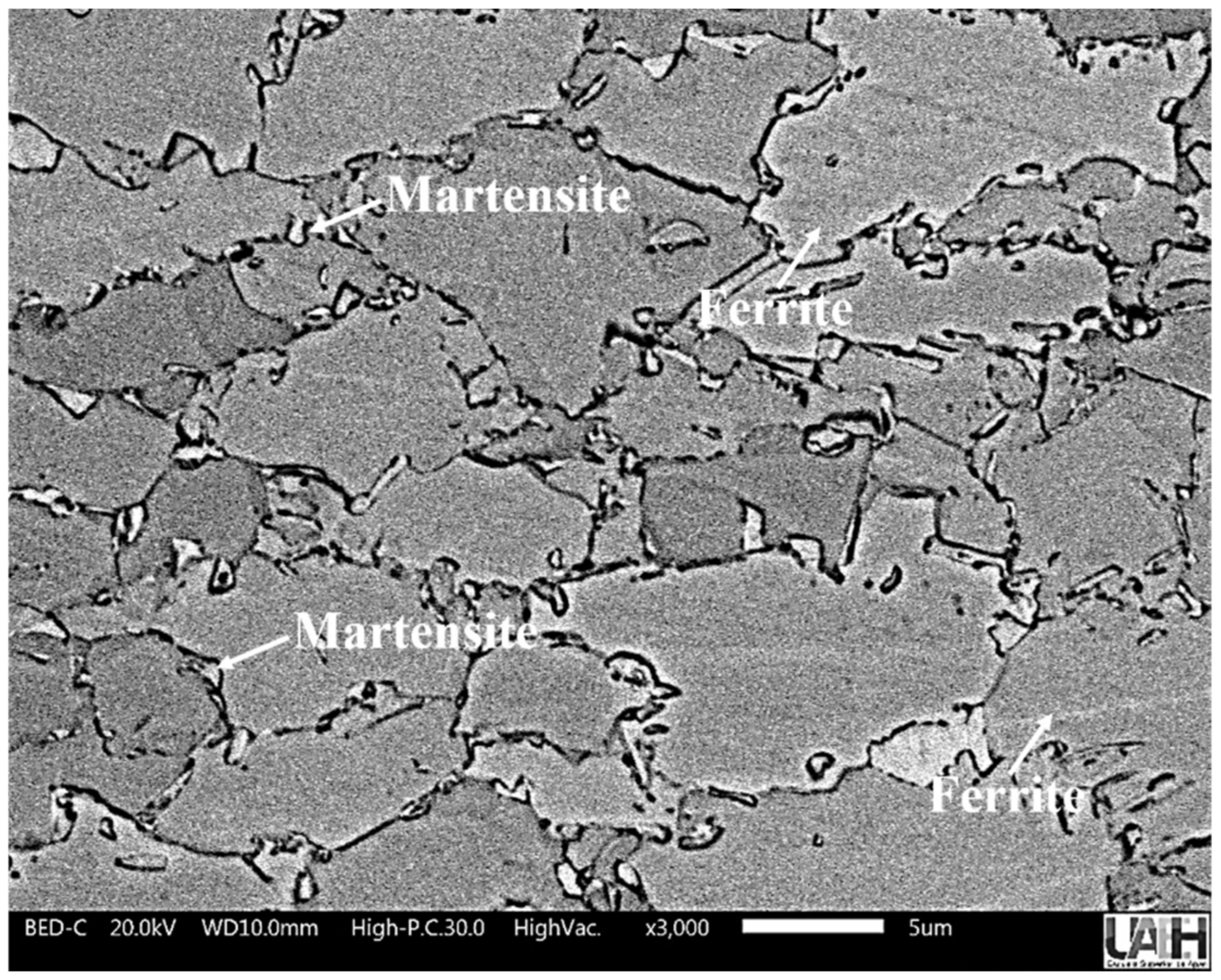
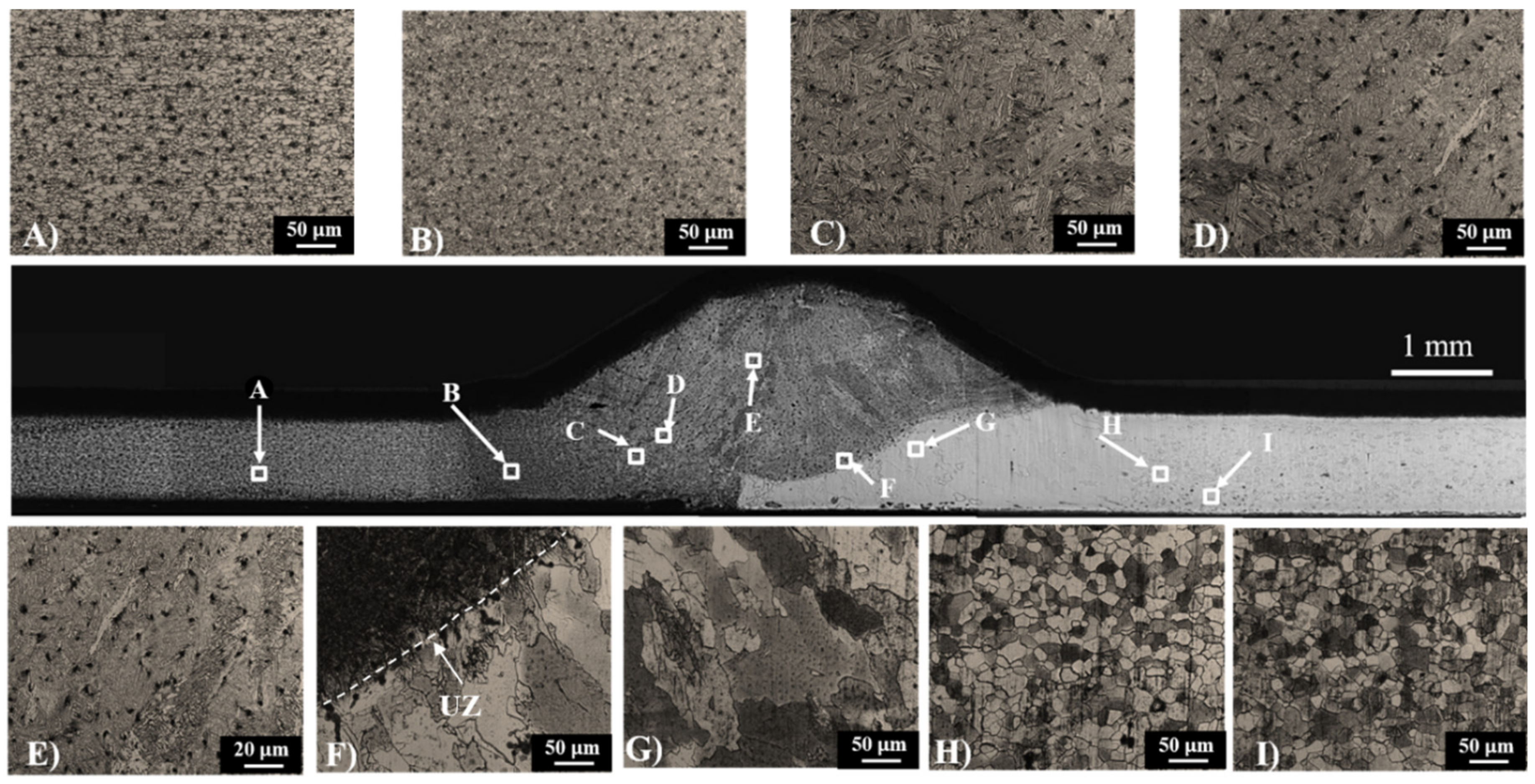
- Dual phase–heat affect zone presented a grain growth and an increase of the martensite phase close to the welding bead, and then a grain refinement zone, while the grain growth and perlite phases incremented in the low carbon heat affected zone.
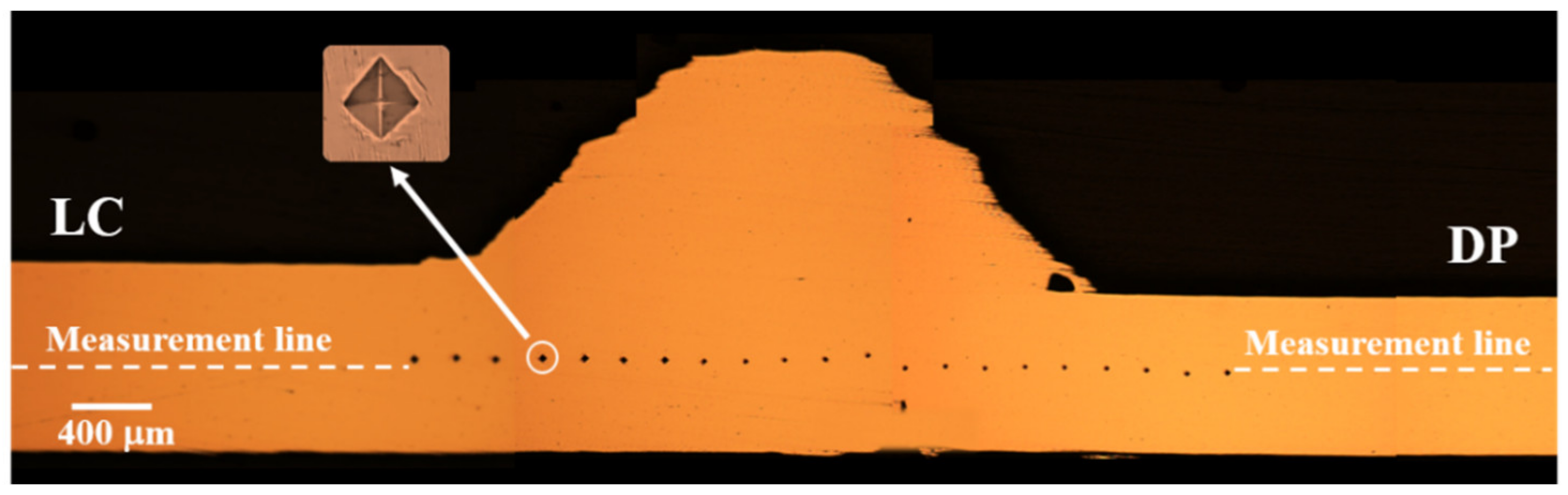
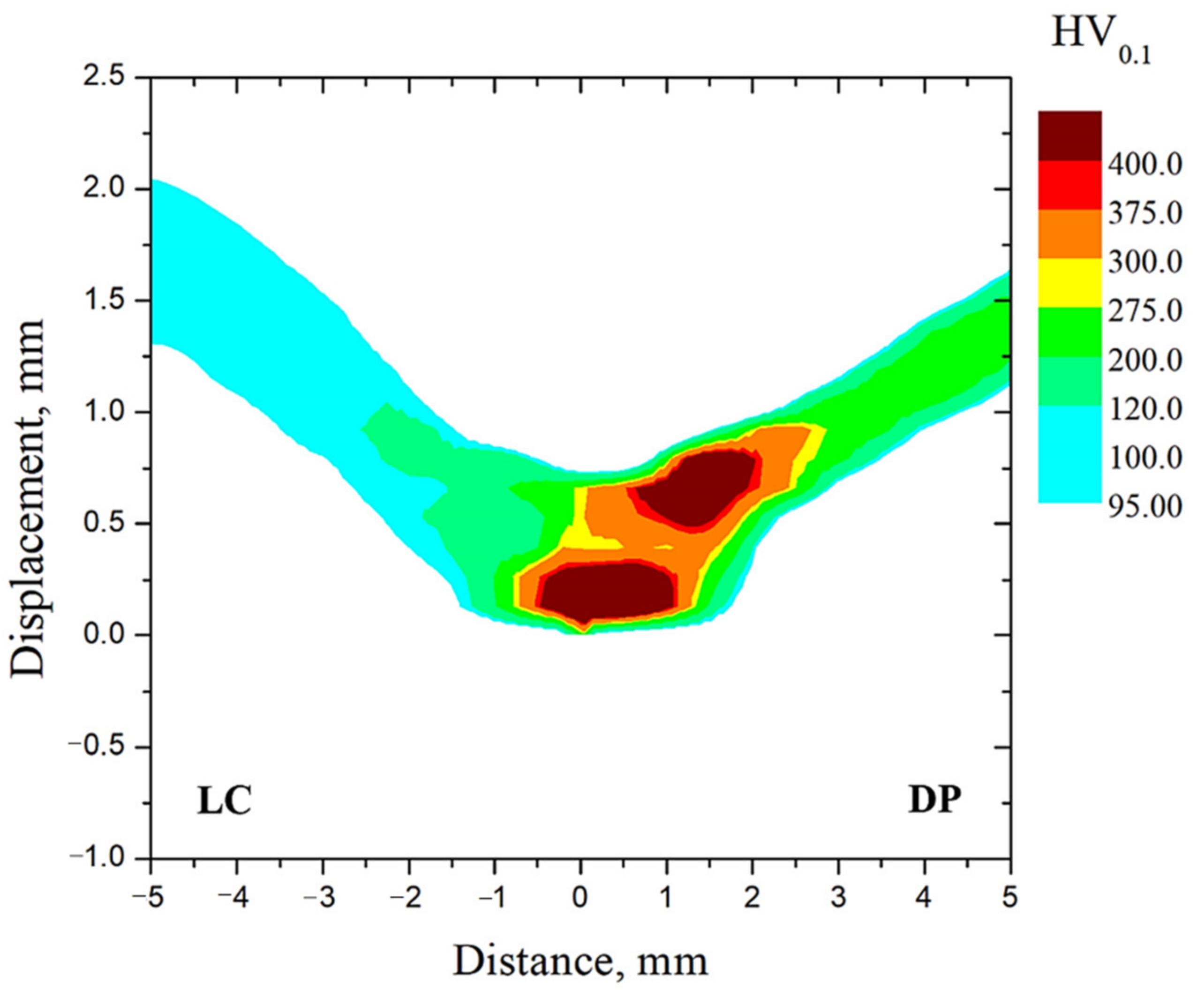
- Microhardness profile showed the largest hardness in the welding bead and the dual phase–heat affect zone due to the presence of the martensite phase. The size of the heat affect zone was 3.8 and 1.8 mm for dual phase and low carbon steel, respectively. The end of the microstructural changes in the dual phase–heat affect zone was measured at approximately 242 °C. It was not detected a subcritical zone by means of this test.
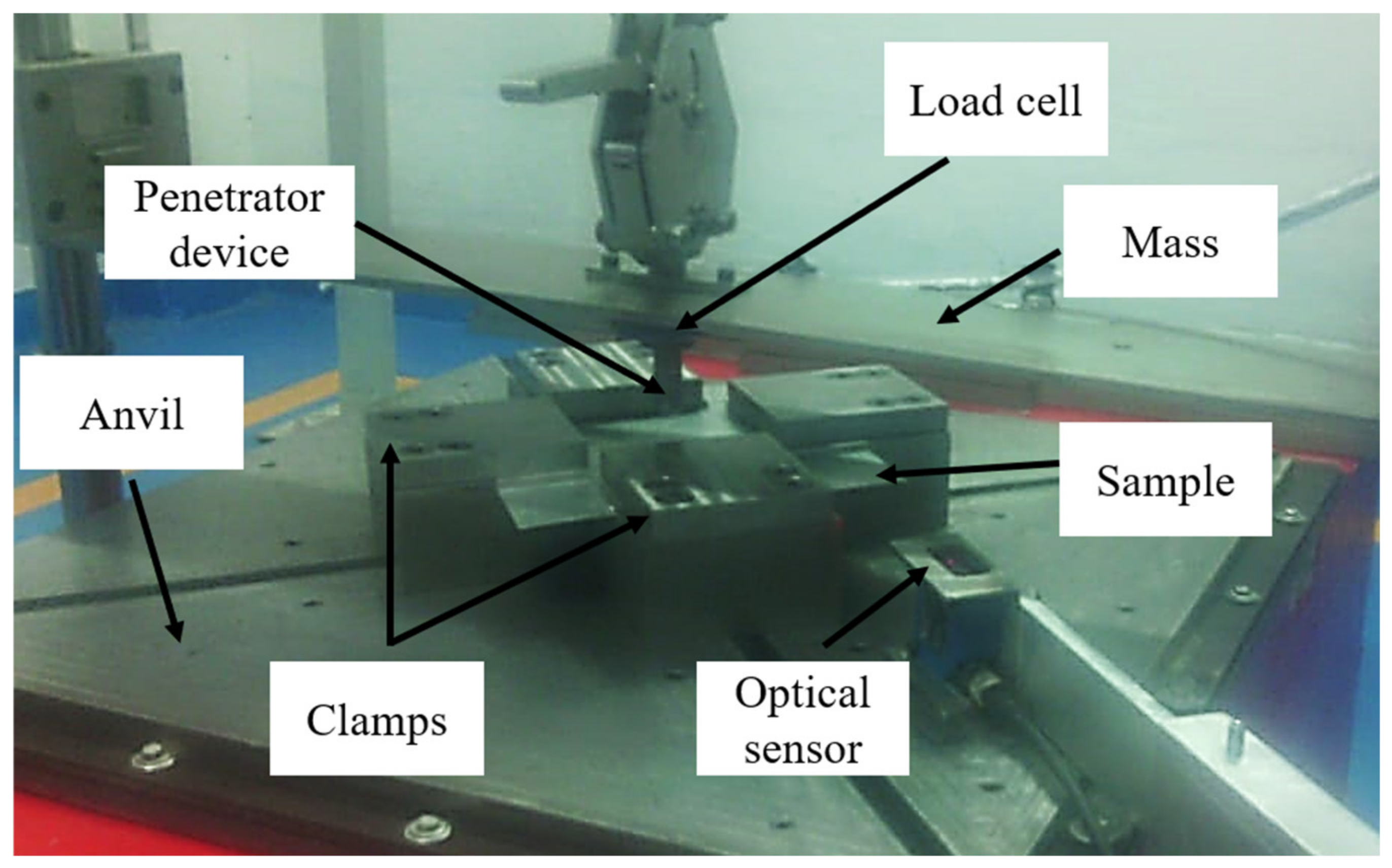
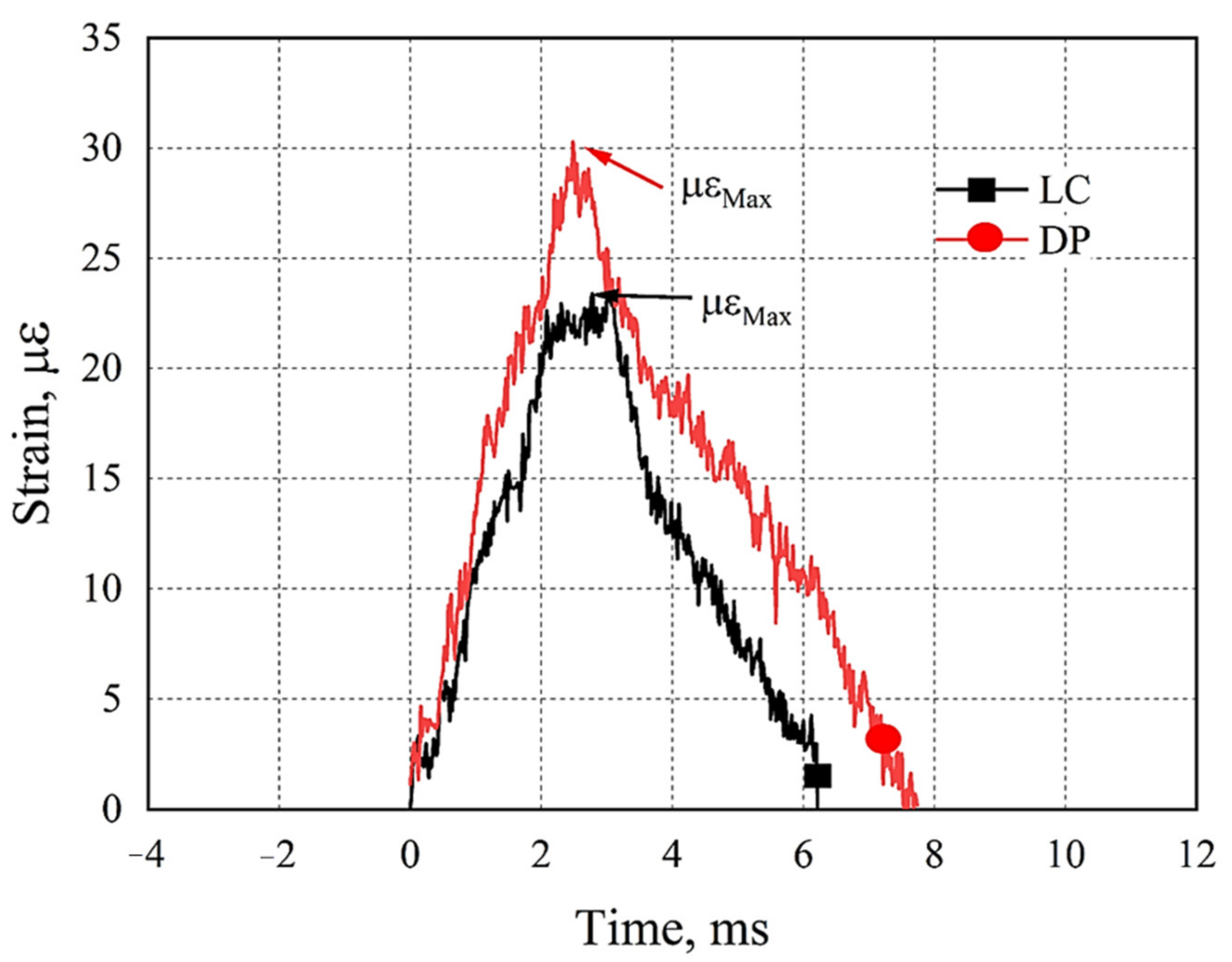
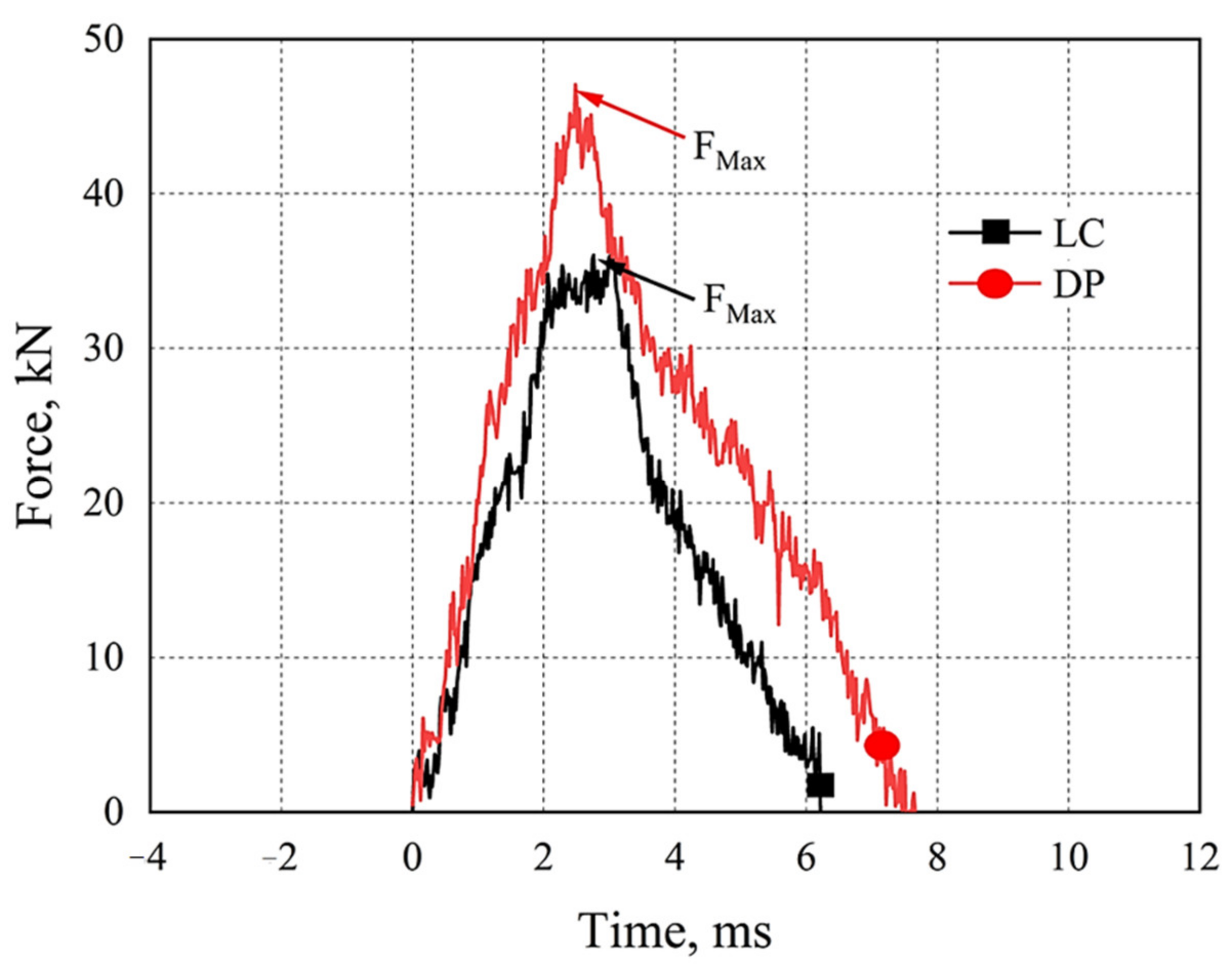
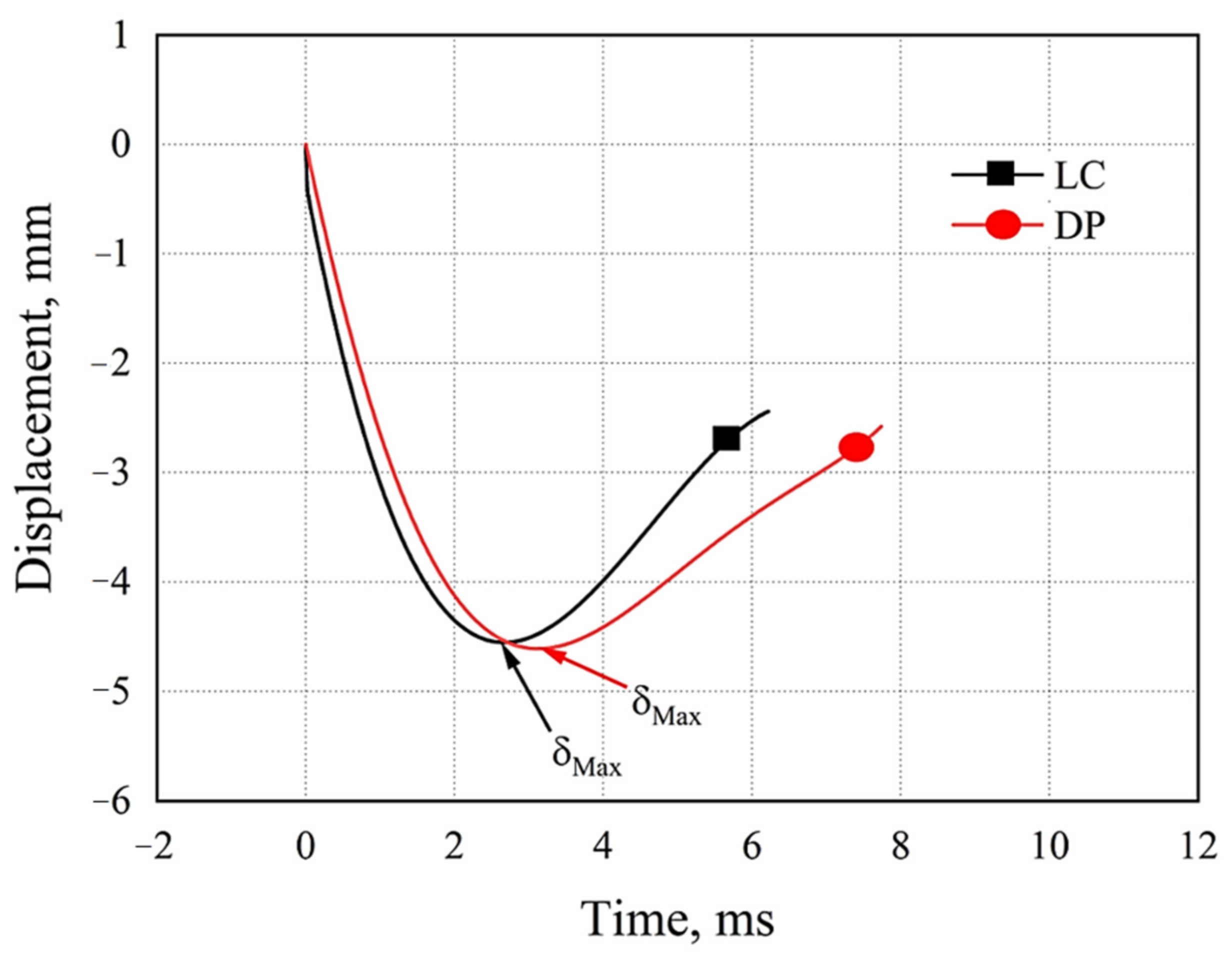
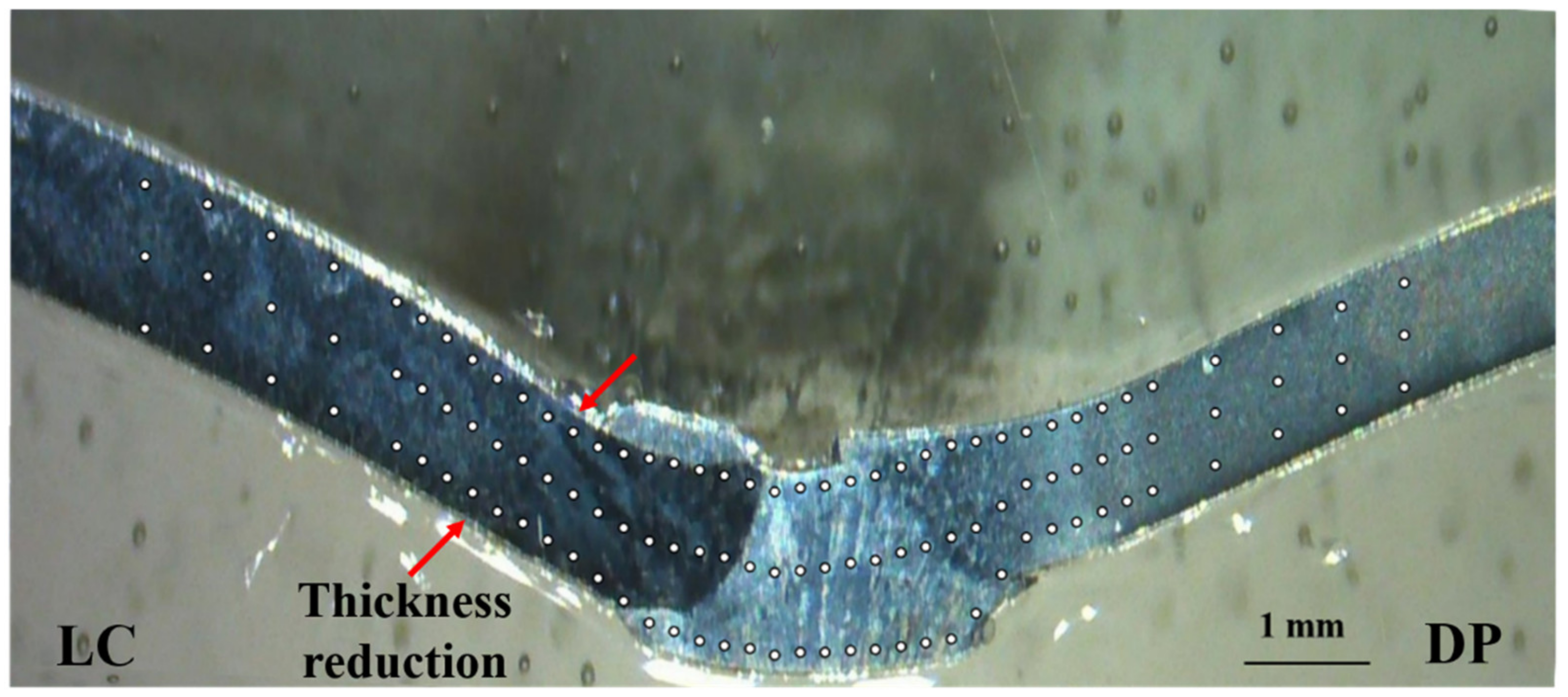
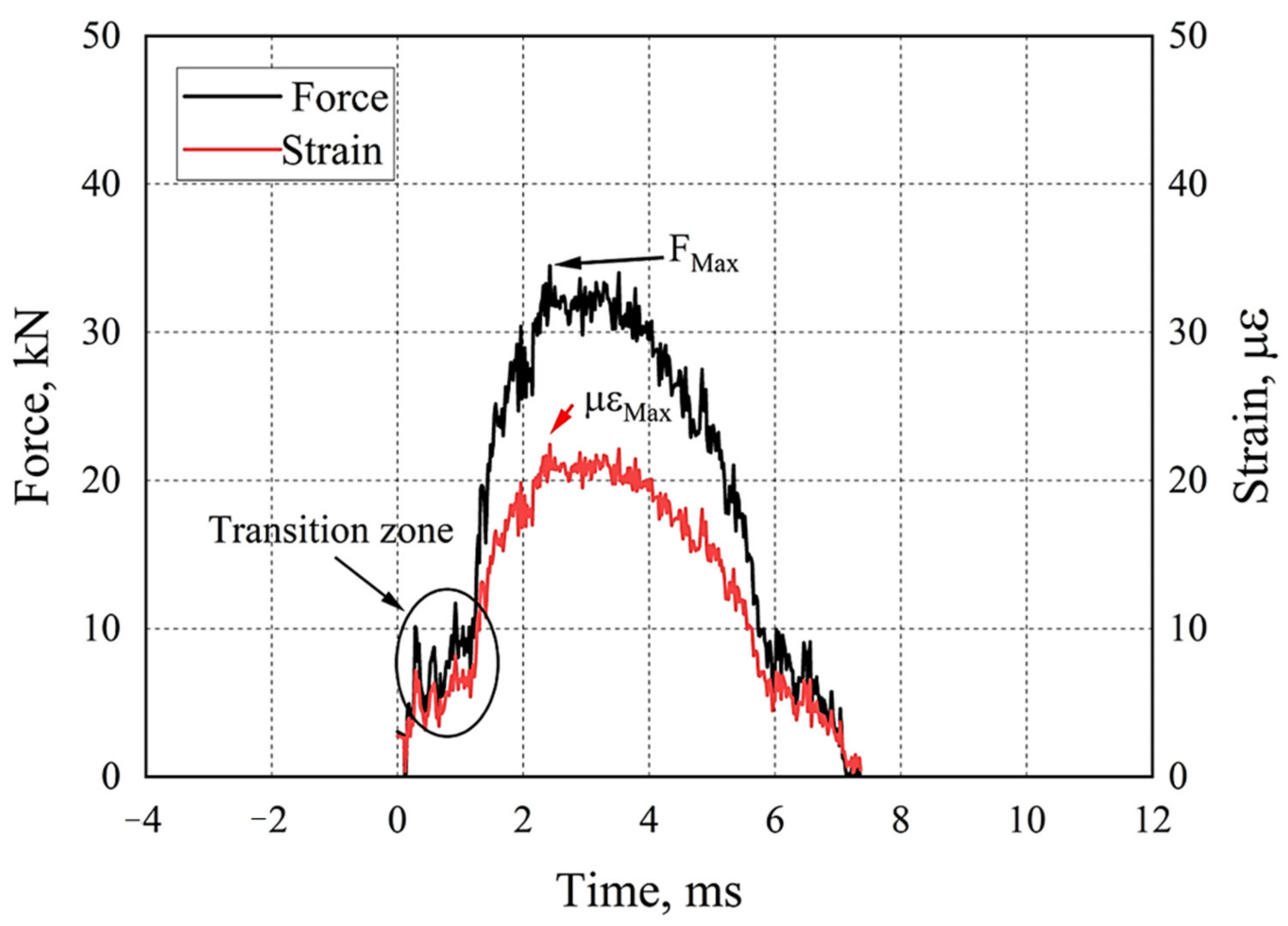
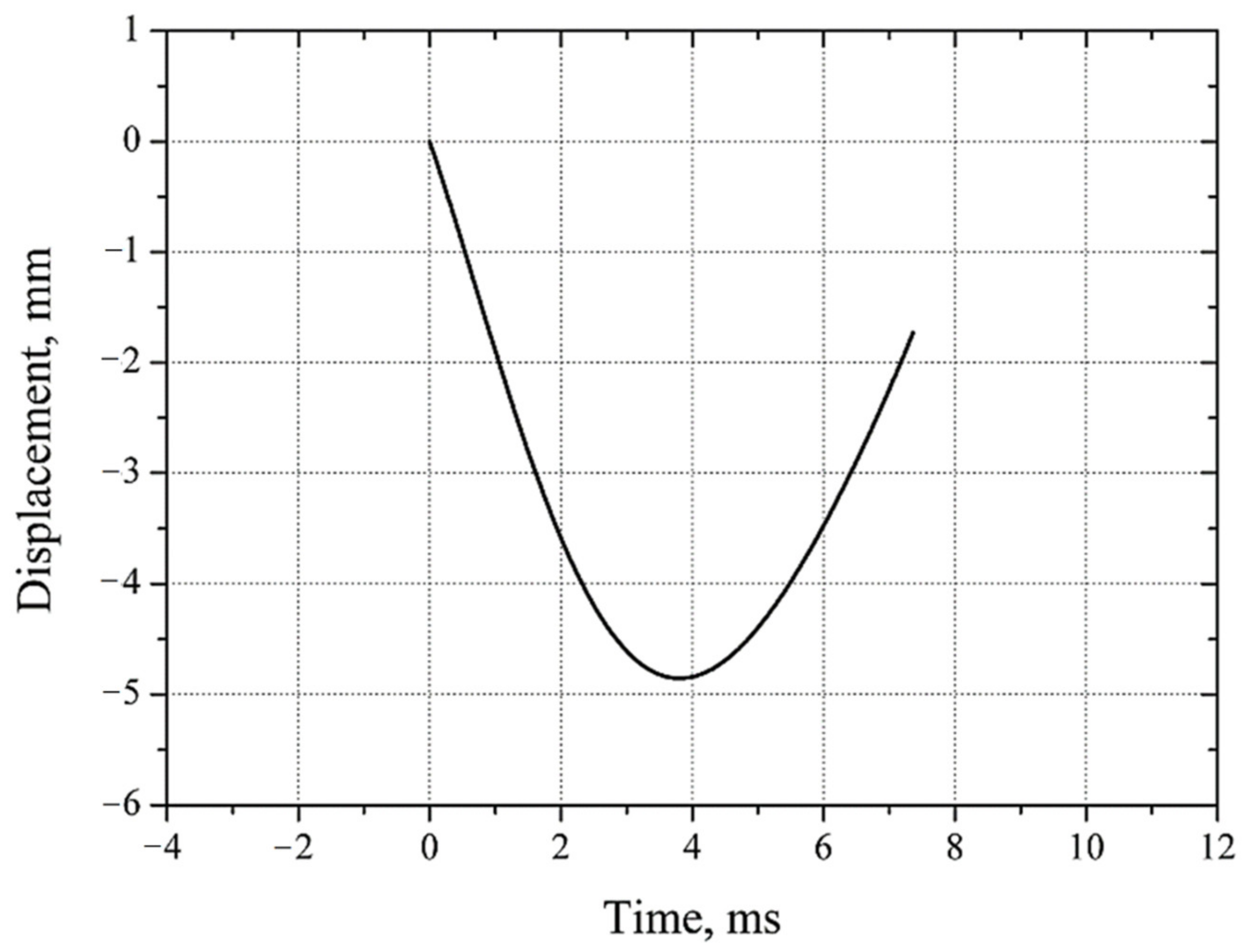
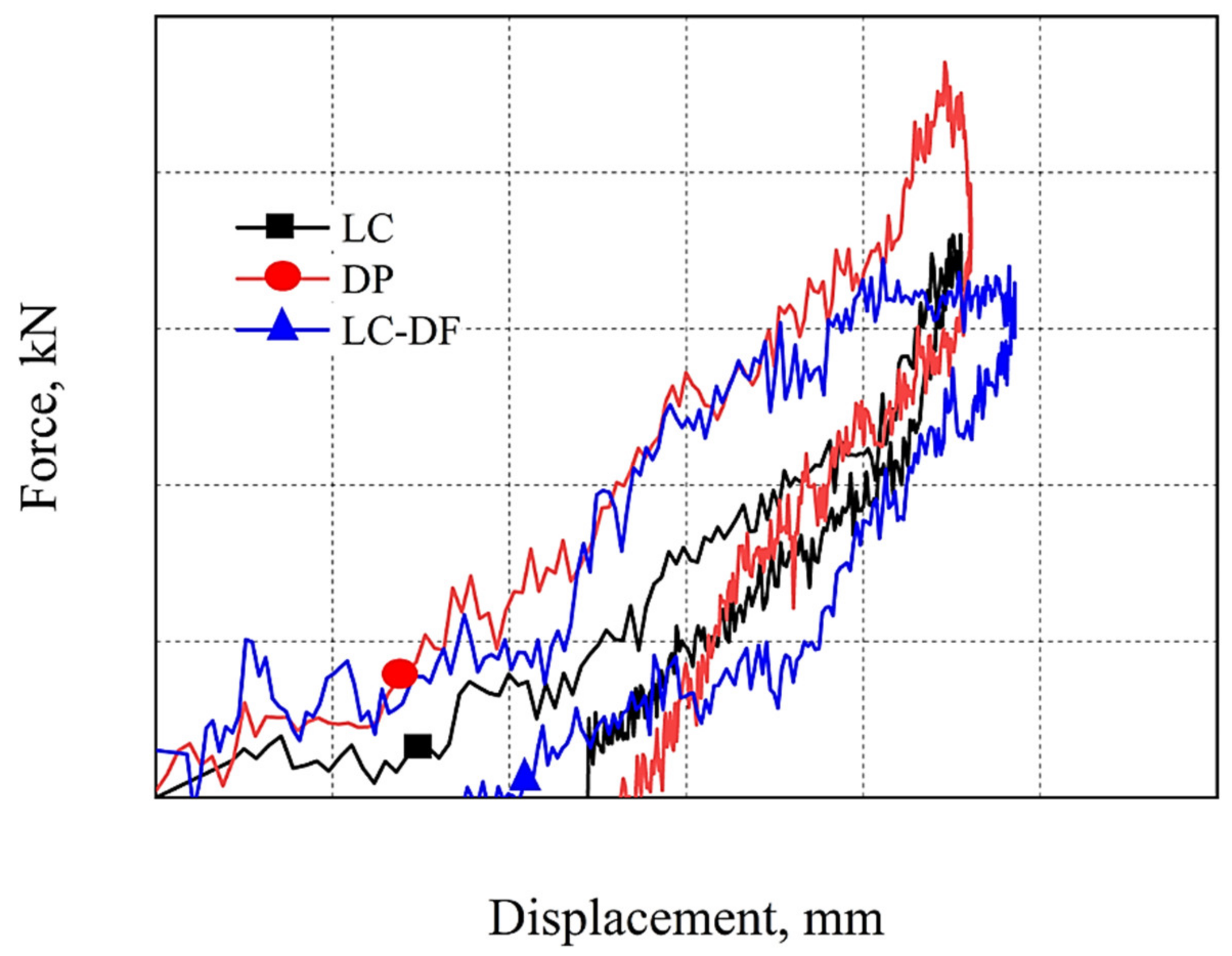
- During the impact test, a thickness reduction in the low carbon heat affect zone was generated; however, the dissimilar welding was not fractured. The absorbed energy was 19.3 J for the low carbon steel, while for the dissimilar joint, it was (50.2 J), slightly lower than for DP steel (50.7 J). Nevertheless, it presents a better performance than LC steel.
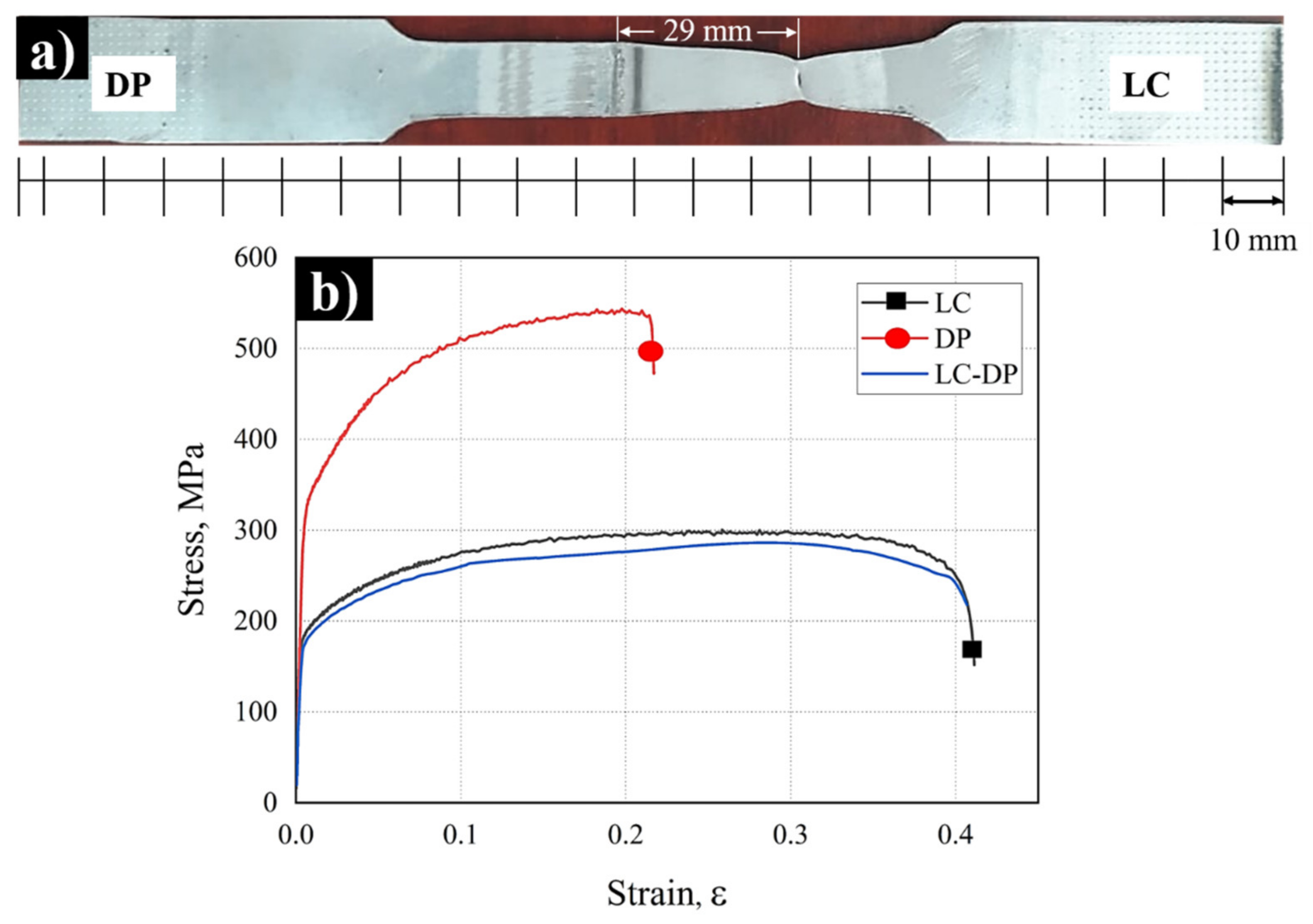
- Dissimilar welding tensile strength was 172.89 MPa, similar to the low carbon steel which was 178.22 MPa. The tensile fracture zone was presented outside of the low carbon heat affect zone, at 29 mm from the welding bead, which suggests that an acceptable dissimilar joint was obtained.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maurya, A.K.; Pandey, C.; Chhibber, R. Dissimilar welding of duplex stainless steel with Ni alloys: A review. Int. J. Press. Vessel. Pip. 2021, 192, 104439. [Google Scholar] [CrossRef]
- Kumar, S.; Sirohi, S.; Vidyarthy, R.S.; Gupta, A.; Pandey, C. Role of the Ni-based filler composition on microstructure and mechanical behavior of the dissimilar welded joint of P22 and P91 steel. Int. J. Press. Vessel. Pip. 2021, 193, 104473. [Google Scholar] [CrossRef]
- Baeslack, W.A.; Lippold, J.C.; Savage, F. Unmixed zone formation in austenitic stainless steel weldments. Weld. Res. Suppl. 1979, 168–175. [Google Scholar]
- Sauraw, A.; Sharma, A.K.; Fydrych, D.; Sirohi, S.; Gupta, A.; Świerczyńska, A.; Pandey, C.; Rogalski, G. Study on microstructural characterization, mechanicalproperties and residual stress of GTAW dissimilar joints of P91 and P22 steels. Materials 2021, 14, 6591. [Google Scholar] [CrossRef] [PubMed]
- Fostein, N. Dual-phase steels. In Automotive Steels; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; pp. 169–216. [Google Scholar]
- Hilditch, T.B.; Souza, T.D.; Hodgson, P.D. Properties and automotive applications of advanced high-strength steels (AHSS). In Welding and Joining of Advanced High Strength Steels (AHSS); Elsevier Ltd.: Amsterdam, The Netherlands, 2015; pp. 9–28. [Google Scholar] [CrossRef]
- Barajas, N.C.; García, A.M.; Camporredondo, J.E.; Guillén, F.E.; Castruita, L. Tendencia de los aceros y su aplicación en la industria automotriz. Cienc. Cierta 2016, 48, 12. [Google Scholar]
- Gould, J.E.; Khurana, S.P.; Li, T. Predictions of microstructures when welding automotive advanced high-strength steels. Weld. J. 2006, 85, 111–116. [Google Scholar]
- Oliver, S.; Jones, T.B.; Fourlaris, G. Dual phase versus TRIP strip steels: Microstructural changes as a consequence of quasi-static and dynamic tensile testing. Mater. Charact. 2007, 58, 390–400. [Google Scholar] [CrossRef]
- Delincé, M.; Bréchet, Y.; Embury, J.D.; Geers, M.G.D.; Jacques, P.J.; Pardoen, T. Structure–property optimization of ultrafine-grained dual-phase steels using a microstructure-based strain hardening model. Acta Mater. 2007, 55, 2337–2350. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, S.B.; Ray, K.K. Influence of bainite/martensite-content on the tensile properties of low carbon dual-phase steels. Mater. Sci. Eng. A 2008, 474, 270–282. [Google Scholar] [CrossRef]
- Ahiale, G.K.; Oh, Y.-J. Microstructure and fatigue performance of butt-welded joints in advanced high-strength steels. Mater. Sci. Eng. A 2014, 597, 342–348. [Google Scholar] [CrossRef]
- Májlinger, K.; Kalácska, E.; Spena, P.R. Gas metal arc welding of dissimilar AHSS sheets. Mater. Des. 2016, 5, 615–621. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Abdurakhmanov, A.; Prahl, U.; Schleser, M.; Reisgen, U.; Bleck, W. Micro–macro-characterisation and modelling of mechanical properties of gas metal arc welded (GMAW) DP600 steel. Mater. Sci. Eng. A 2014, 589, 1–14. [Google Scholar] [CrossRef]
- Svoboda, H.; Lorusso, H.N.; Burgueño, A. Welding of dual phase steel sheet: GMAW, PAW and RSW. Soldag. Insp. 2011, 16, 165–176. [Google Scholar] [CrossRef]
- Kapustka, N.; Conrardy, C.; Babu, S.S.; Albright, C. Effect of GMAW process and material conditions on DP 780 and TRIP 780 welds. Weld. J. 2008, 87, 135–148. [Google Scholar]
- Elek, P.M.; Jaramaz, S.S.; Micković, D.M.; Miloradović, N.M. Experimental and numerical investigation of perforation of thin steel plates by deformable steel penetrators. Thin-Walled Struct. 2016, 102, 58–67. [Google Scholar] [CrossRef]
- Zhang, J.; Lu, G.; Zhang, Y.; You, Z. A study on ballistic performance of origami sandwich panels. Int. J. Impact Eng. 2021, 156, 103925. [Google Scholar] [CrossRef]
- Easterling, K. Introduction to the Physical Metallurgy of Welding; Elsevier Ltd.: Amsterdam, The Netherlands, 1992; pp. 1–54. [Google Scholar]
- ASTM E8/E8M; Committee Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016. [CrossRef]
- Ueda, M.; Uchino, K.; Kobayashi, A. Effects of carbon content on wear property in pearlitic steels. Wear 2002, 253, 107–113. [Google Scholar] [CrossRef]
- ASTM-E112; E4 Committee and Grain Size Measurements. Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Krajewski, S.; Nowacki, J. Dual-phase steels microstructure and properties consideration based on artificial intelligence techniques. Arch. Civ. Mech. Eng. 2014, 14, 278–286. [Google Scholar] [CrossRef]
- Farabi, N.; Chen, D.L.; Zhou, Y. Fatigue properties of laser welded dual-phase steel joints. Procedia Eng. 2010, 2, 835–843. [Google Scholar] [CrossRef] [Green Version]
- Ahiale, G.K.; Oh, Y.-J.; Choi, W.-D.; Lee, K.-B.; Jung, J.-G.; Nam, S.W. Microstructure and fatigue resistance of high strength dual phase steel welded with gas metal arc welding and plasma arc welding processes. Met. Mater. Int. 2013, 19, 933–939. [Google Scholar] [CrossRef]
- Kuril, A.A.; Ram, G.D.J.; Bakshi, S.R. Microstructure and mechanical properties of keyhole plasma arc welded dual phase steel DP600. J. Mater. Process. Technol. 2019, 270, 28–36. [Google Scholar] [CrossRef]
- Ordoñez, J.H.; Ambriz, R.R.; García, C.; Plascencia, G.; Jaramillo, D. Overloading effect on the fatigue strength in resistance spot welding joints of a DP980 steel. Int. J. Fatigue 2019, 121, 163–171. [Google Scholar] [CrossRef]
- Sirohi, S.; Taraphdar, P.K.; Dak, G.; Pandey, C.; Sharma, S.K.; Goyal, A. Study on evaluation of through-thickness residual stresses and microstructure-mechanical property relation for dissimilar welded joint of modified 9Cr–1Mo and SS304H steel. Int. J. Press. Vessel. Pip. 2021, 194, 104557. [Google Scholar] [CrossRef]
- Romero-Nieto, S.P.; Olaya-Flórez, J.J. Influence of the transfer by arc on the microstructure of welded joint produced by pulsed arc. Ing. Mec. 2013, 16, 1–12. [Google Scholar]
- Reyes–Carcasés, D.; Fernández–Columbié, T.; Alcántara–Borges, D.; Rodríguez–González, I. Welding with coated electrodes E 6010 and E 7018 in AISI 1025 steel. Min. Geol. 2018, 34, 108–121. [Google Scholar]
- Corbett, G.G.; Reid, S.R.; Johnson, W. Impact loading of plates and shells by free-flying proyectiles: A review. Int. J. Impact Eng. 1996, 18, 141–230. [Google Scholar] [CrossRef]
- Field, J.E.; Walley, S.M.; Proud, W.G.; Goldrein, H.T.; Siviour, C.R. Review of experimental techniques for high rate deformation and shock studies. Int. J. Impact Eng. 2004, 30, 725–775. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mo | Cu | Al | Mn | P | Cr | Co | S | Ni | Si | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| * DP | 0.104 | 0.0013 | 0.022 | 0.79 | 2.0 | 0.017 | 0.02 | 0.0038 | 0.013 | 0.02 | 0.422 | Bal. |
| * LC | 0.035 | 0.015 | 0.019 | 0.039 | 0.087 | 0.013 | 0.025 | <0.004 | 0.0065 | 0.018 | <0.011 | Bal. |
| ** ER70S-6 | 0.08 | 0.002 | 0.12 | 0 | 1.45 | 0.008 | 0 | 0 | 0.011 | 0.013 | 0.84 | Bal. |
| Steel | Phase | Average Grain Size (µm2) | Percentage (%) |
|---|---|---|---|
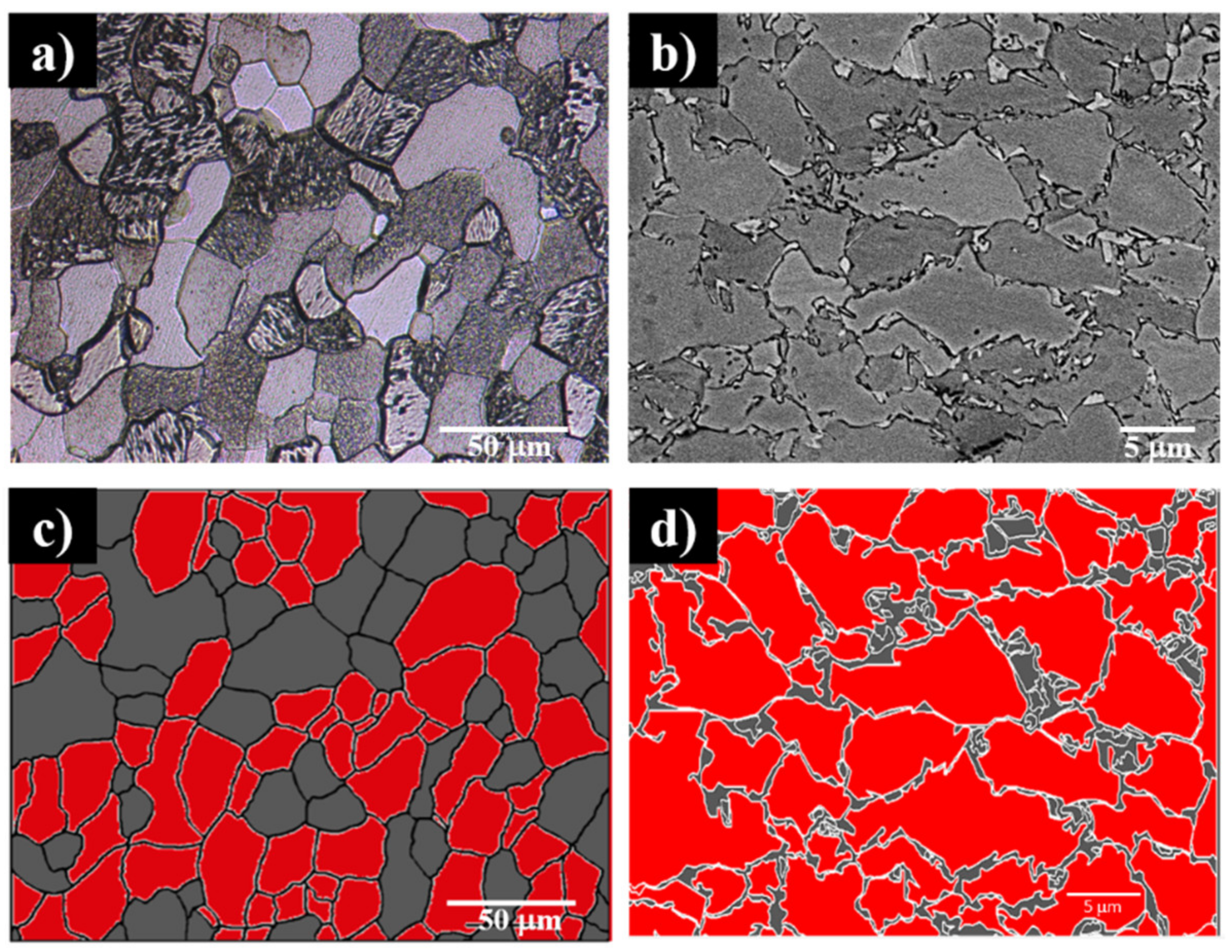
| LC | Ferrite | 168.6 | 48.79 |
| Perlite | 228.0 | 51.21 | |
| DP | Ferrite | 21 | 80.76 |
| Martensite | 1.156 | 19.24 |
| Material | σy, MPa | σmax, MPa | εmax, % | H, MPa | n |
|---|---|---|---|---|---|
| LC | 178.22 | 300.38 | 41.0 | 368.32 | 0.135 |
| DP | 320.51 | 543.73 | 21.6 | 724.68 | 0.161 |
| LC-DP | 172.89 | 286.58 | 41.0 | 355.6 | 0.129 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gómora, C.M.; Ambriz, R.R.; García, C.J.; Ruíz-López, I.; Jaramillo, D. Dissimilar Dual Phase-Low Carbon Steel Joints by the GMAW Process Subjected to Impact Load. Metals 2022, 12, 404. https://doi.org/10.3390/met12030404
Gómora CM, Ambriz RR, García CJ, Ruíz-López I, Jaramillo D. Dissimilar Dual Phase-Low Carbon Steel Joints by the GMAW Process Subjected to Impact Load. Metals. 2022; 12(3):404. https://doi.org/10.3390/met12030404
Chicago/Turabian StyleGómora, César M., Ricardo R. Ambriz, Christian J. García, Ismael Ruíz-López, and David Jaramillo. 2022. "Dissimilar Dual Phase-Low Carbon Steel Joints by the GMAW Process Subjected to Impact Load" Metals 12, no. 3: 404. https://doi.org/10.3390/met12030404
APA StyleGómora, C. M., Ambriz, R. R., García, C. J., Ruíz-López, I., & Jaramillo, D. (2022). Dissimilar Dual Phase-Low Carbon Steel Joints by the GMAW Process Subjected to Impact Load. Metals, 12(3), 404. https://doi.org/10.3390/met12030404