3.3. Formation Mechanism and Evolution of CaO-Al2O3-SiO2-(MgO)-TiOx Inclusion
The initial CaO-Al
2O
3-SiO
2-(MgO)-TiO
x (MgO was marked here for discussing the formation mechanism) inclusion was found after Ti addition. Three typical inclusions (size ranged from 1 to above 10 µm) with different sizes are shown in
Figure 4. The size of the three inclusions were 10.8, 5.1, and 2.5 µm, respectively. All of them belonged to CaO-Al
2O
3-SiO
2-(MgO)-TiO
x inclusions, among which the MgO content was relatively low at about 5%. The detailed chemical composition is shown in
Figure 5 to demonstrate the varying trend of each oxide component with different sizes.
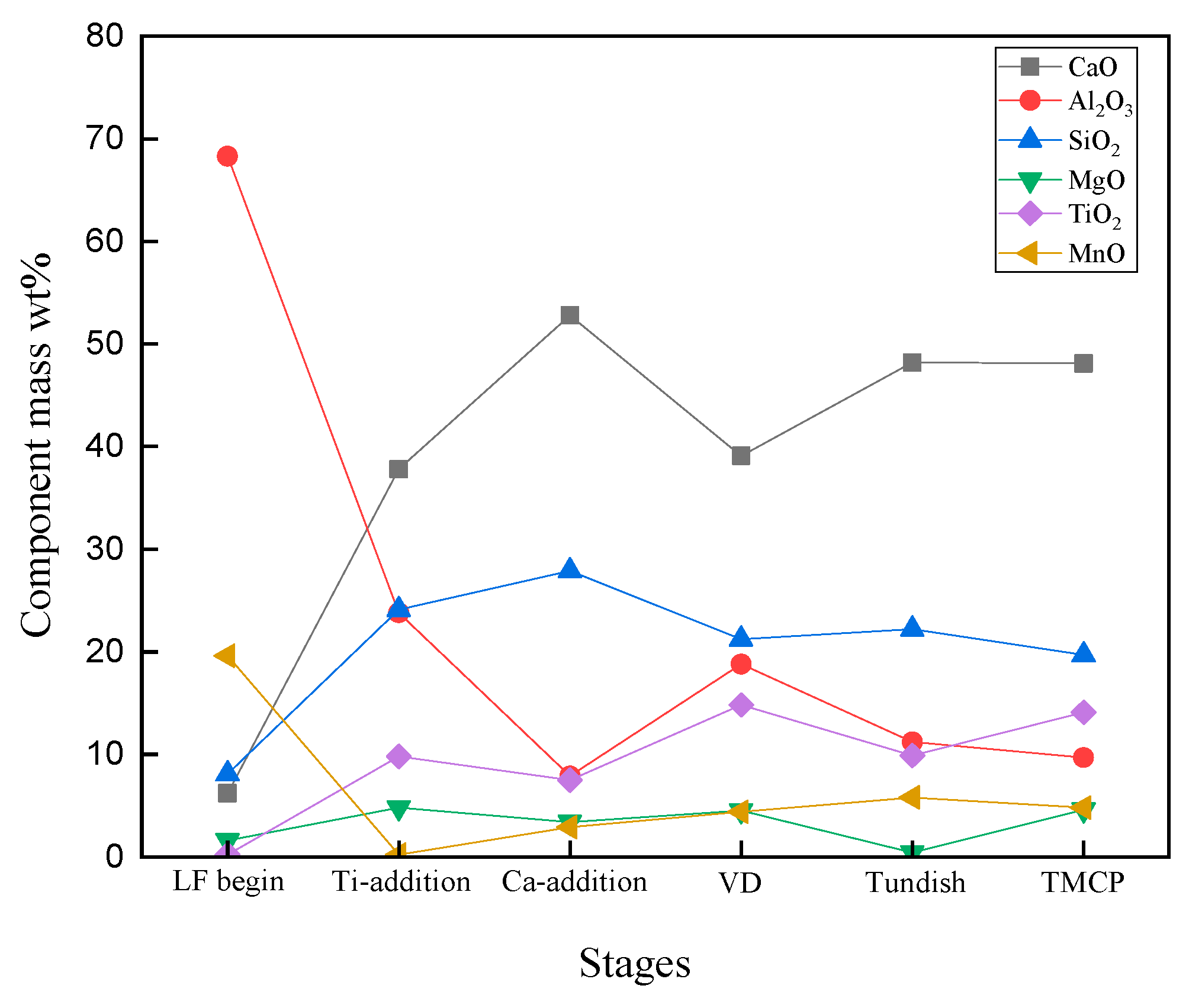
It is obvious from
Figure 5 that the mass proportion of CaO and SiO
2 steadily dropped with the decrease in the inclusion size. The mass proportion of MgO remained stable at a relatively low level. Adversely, the mass proportion of Al
2O
3 and TiO
2 showed a gradually increasing trend. CaO and SiO
2 were generally the main contents of the refining slag, and MgO caneither come from refining slag or the corrosion of MgO-C refractory and Al
2O
3, and TiO
x was a typical deoxidization product of Ti-Ca killed steel. Generally, deoxidization products are small in size while the size of particles from slag and refractory can range widely. When small-sized deoxidization products are combined with large-sized CaO-SiO
2(-MgO) particles, the CaO-SiO
2(-MgO) content in the average composition will be high, and Al
2O
3-TiO
2 will be low. On the other hand, when a small-sized deoxidization product is combined with small- or medium-sized CaO-SiO
2(-MgO) particles, the CaO-SiO
2(-MgO) content in the average composition will be relatively lower, and Al
2O
3-TiO
2 will be moderately higher. As a result, it can be concluded from
Figure 5 that the CaO-Al
2O
3-SiO
2-(MgO)-TiO
x inclusion in LF originated from the reaction between CaO-SiO
2 from slag, MgO from refractory, and the deoxidization products Al
2O
3 and TiO
x.
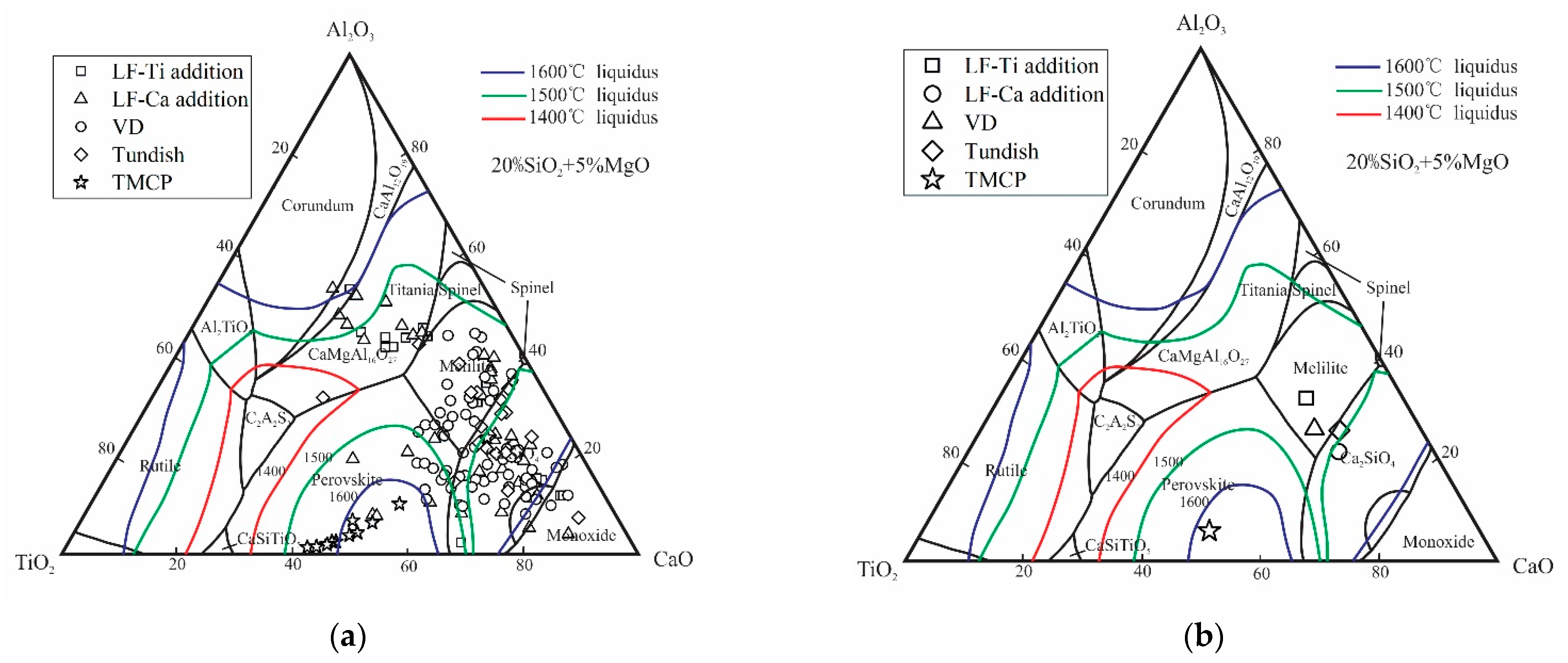
The CaO-Al
2O
3-SiO
2-MgO-TiO
x inclusions’ composition at different stages was projected into pseudo-ternary phase diagrams of CaO-Al
2O
3-TiO
x at fixed 20%SiO
2 (14.8–23.2% SiO
2) and 5%MgO (2.7–7.8%MgO), as shown in
Figure 6. In
Figure 6a, all the inclusions’ composition is projected, and relatively dispersive. Accordingly, the average composition of each stage was calculated and is shown in
Figure 6b. After the addition of Ti in the LF refining, the main inclusions are generally located in the regions of CaO-Al
2O
3-MgO and melilite, and with Ca addition in LF and following VD, the main inclusions are basically located in melilite and Ca
2SiO
4 regions, and the inclusion composition in final product is eventually located in the CaTiO
3 region.
The morphologies of CaO-Al
2O
3-SiO
2-(MgO)-TiO
x at different stages are shown in
Figure 7. Generally, they were spherical. From the liquidus temperature in the pseudo-ternary phase diagram, the compositions of inclusions at different stages are located in the 1400–1500 °C liquidus region, which means they were in a liquid state in molten steel and thereby presented a sphere shape. The morphologies shown in
Figure 7 indicate relatively fast cooling and the precipitation of different components; thus, the morphologies reflect the formation mechanism of inclusion. The component with a light grey colour is TiO
2, and the area proportion of TiO
x continuously increased with the refining process proceeding, which was in accordance with the TiO
x component trend shown in the phase diagram. During the early stage of LF refining after Ti addition, large amounts of Al-Ti-oxide particles started to gather around and stick to the CaO-SiO
2-(MgO) inclusion on its surface. Particularly, Al
2O
3 was from the oxidization of residual Al in the ferroalloys, and TiO
x was from the oxidization of Ti in the. Ti-Fe alloy. These small deoxidization products did not have enough time to dissolve into the inclusion from the refining slag, so they stayed on the surface. With the refining process proceeding, Ti-oxide continuously increased and had sufficient time to gradually dissolve into the inclusion from the refining slag and formed new inclusions as a whole. As can be seen in the phase diagrams shown in
Figure 6, the liquidus of the average composition of the inclusions was in the range from 1400 to 1450 °C. So, these new inclusions were mainly liquid inclusions in molten steel. During the cooling of the sample-taking process, different phases precipitated and formed multiphase inclusions, as shown in
Figure 7. As a result, the morphology after cooling presented, such as the Ti-oxide component, “entered” the inclusion and formed the core of the multiphase inclusions. Meanwhile, the Al
2O
3 and SiO
2 component generally decreased due to the reduction of Ca, so the average content of CaO showed an increasing trend when compared with that of Al
2O
3 and SiO
2, as shown in
Figure 6. The formation mechanism of CaO-Al
2O
3-SiO
2-(MgO)-TiO
x is in accordance with that of the CaO-Al
2O
3-SiO
2-(MgO) inclusions in Si-Mn killed steel with a limited aluminum content [
21].
In summary, the formation and evolution mechanism of CaO-Al
2O
3-SiO
2-(MgO)-TiO
x inclusion during the whole refining process can be described in a schematic diagram, as shown in
Figure 8.
3.5. Effect of Inclusions on IAF Formation
As many researchers have reported, titanium oxide is the key part of “oxide metallurgy”. Generally, they perform as an effective and stable nucleation site for the induction of intragranular acicular ferrite (IAF). As discussed above, the main categories of inclusion in Ti-Ca industrial steel are CaO-Al
2O
3-SiO
2-(MgO)-TiO
x and CaO-Al
2O
3-SiO
2 (CaO-SiO
2 can be defined as one of CaO-Al
2O
3-SiO
2). However, CaO-Al
2O
3-SiO
2 may not be an effective inclusion for IAF promotion while CaO-Al
2O
3-SiO
2-(MgO)-TiO
x can be a potential nucleation site for IAF. As a result, the chemical composition of some typical inclusions was investigated using EDS mapping scanning of FE-SEM to clarify the element distribution in multiphase inclusions.
Figure 12 shows the morphologies of typical Ti-oxide-containing inclusions in final products, and their chemical composition is shown in
Table 4. They were generally CaO-Al
2O
3-(SiO
2-MgO)-TiO
x inclusions, with MnS precipitating around them.
Additionally, element mapping scanning was used to identify the chemical composition of different phases in multiphase inclusions. The element distribution of 2 typical multiphase inclusions is shown in
Figure 13 and
Figure 14. The size of the inclusion in
Figure 13 is about 2 µm. The shape of the inclusion shows different parts combined, and it mainly consists of two parts: MgO-Al
2O
3 spinel formed the core with two small MgO + MgS particles attached to it. The core was half surrounded by the CaO-TiO
2 layer, and the interface between the core and surrounding layer was relatively clear. The size of the inclusion in
Figure 14 is about 1.5 µm. The shape looks like a whole, and it contains two phases: the left part is MgO-Al
2O
3 spinel, and the right part is CaO-TiO
x and (Ca, Mn) S. Generally, MgO-Al
2O
3 spinel is formed by the combination of [Mg], [Al], and [O] in molten steel and has a very high melting point. However, different mechanisms of the formation of MgO-Al
2O
3 spinel in Ti-Ca-treated industrial steel may exist. As for the multiphase inclusion in
Figure 13, it is indicated that MgO-Al
2O
3 spinel was first formed when dissolved [Al] from ferroalloy combined with [Mg] from the refractory. Then, spinel acted as a heterogeneous nucleation site, and MgS and CaO-TiO
x started to precipitate around the core with the decreasing temperature of molten steel and the solidification process. As a result, clear interfaces between each phase existed. As for the multiphase inclusion in
Figure 14, the explanation of its formation may be illustrated, as shown in
Figure 8: liquid inclusion CaO-Al
2O
3-SiO
2-(MgO)-TiO
x was formed in the steel refining process, but with the decreasing temperature of molten steel and the solidification process, MgO-Al
2O
3 spinel firstly crystallized and precipitated due to its highest melting point, and then other phases, such as CaO-TiO
x and (Ca, Mn) S, precipitated in succession.
A large-sized multiphase inclusion is shown in
Figure 15 and the results of EPMA analysis for each phase are listed in
Table 5. The main body of this large-sized inclusion consisted of CaO-Al
2O
3-SiO
2 (red number 1) and CaO-TiO
x (red number 2). It seemed that this large-sized inclusion was crushed and separated into several parts composed of (Ca, Mn)S (red number 3), CaO-Al
2O
3-MgO (red number 4) and CaO-SiO
2 (red number 5) during the rolling process of TMCP, so it spread along the rolling direction.
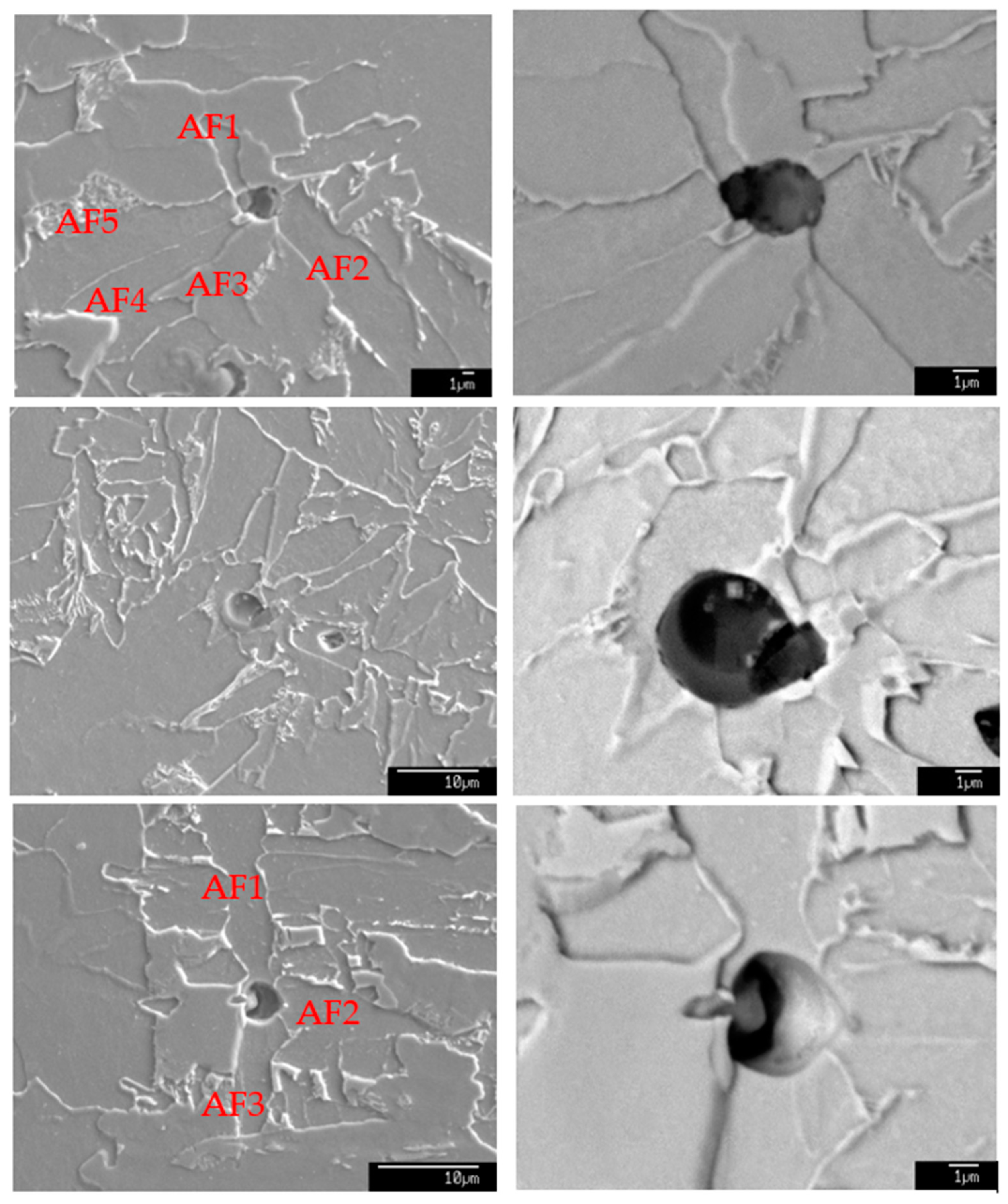
After welding simulation, the inclusions and microstructure were investigated, and some typical inclusions that can effectively induce IAFs were observed and detected using EPMA. The morphologies and chemical composition of typical inclusions are shown in
Figure 16 and
Table 6, respectively. The induced IAFs are marked in red (AF1–AF6, AF1–AF3) in
Figure 16. It can be confirmed that only TiO
2 containing inclusions were effective for IAF promotion while CaO-Al
2O
3-SiO
2 inclusions were not found to be the nucleation site of IAF formation. These effective IAF inclusions were generally multiphase, and their size ranged from 2 to 5 µm and consisted of CaO-Al
2O
3-(SiO
2-MgO)-TiO
x. This indicates that CaO-Al
2O
3-(SiO
2-MgO)-TiO
x was essential for inducing IAFs in Ti-Ca-treated offshore structural steel. Particularly, it can be found that the concentration of Ti-oxide in these effective IAF inclusions (20–30%wt) was significantly higher than the average concentration of Ti-oxide in all inclusions, as shown in
Figure 13, which was about 15%wt. The higher concentration of Ti-oxide is generally considered to increase the possibility of IAF formation, thereby enhancing the mechanical property of steel. As a result, how to increase the proportion of CaO-Al
2O
3-(SiO
2-MgO)-TiO
x and how to increase the concentration of Ti-oxide can be a potential and meaningful research direction, and more work is yet to be done in the future.
To clearly identify different phases in these multi-phased inclusions and thoroughly clarify the formation mechanisms, mapping scanning of FE-SEM was used for detecting the elementary distribution of effective inclusions that induced IAFs (inclusion A, B, and C). The results are shown in
Figure 17,
Figure 18 and
Figure 19.
As can be seen in
Figure 17, the equivalent diameter of inclusion A is about 5.1 µm and one piece of acicular ferrite lath is induced by this inclusion. The morphology of the multi-phased inclusion has a spherical shape. This is a typical CaO-Al
2O
3-SiO
2-MgO-TiO
x inclusion, and its main body consists of CaO-Al
2O
3-SiO
2-MgO, Al
2O
3-MgO, and CaO-TiO
x, respectively. Particularly, CaO-Al
2O
3-SiO
2-MgO is the main content of secondary refining slag and has a low liquidus, thereby presenting a liquid state in molten steel. An Al
2O
3-MgO spinel particle 1.2 µm in size is embedded into the CaO-Al
2O
3-SiO
2-MgO liquid inclusion, and it has a very high liquidus temperature. CaO-TiO
2 also has a higher liquidus temperature than that of molten steel except for the condition when TiO
2 = 80%. As a result, it can be concluded that the CaO-Al
2O
3-SiO
2-MgO-TiO
x liquid inclusion was formed in molten steel as described in
Figure 8. Then, Al
2O
3-MgO spinel and CaO-TiO
x perovskite precipitated in order during the cooling process.
As shown in
Figure 18, inclusion B also shows the spherical shape, and two pieces of acicular ferrite laths are induced by this inclusion. It consists of CaO-Al
2O
3-SiO
2-MgO, (Ca, Mn) S, and CaO-TiO
x. Particularly, the left part of the main body is CaO-Al
2O
3-SiO
2-MgO, and the right part of the main body is (Ca, Mn) S while CaO-TiO
x perovskite precipitates along the edge of the above two phases.
In
Figure 19, five pieces of acicular ferrite laths are induced by inclusion C. Different from the above two inclusions, the morphology reveals that it is formed due to the coalescence of several particles: CaO-Al
2O
3-SiO
2-MgO, (Ca, Mn) S, and CaO-TiO
x. During the secondary refining process, phases with a higher liquidus temperature, such as (Ca, Mn) S and CaO-TiO
x, are “captured” by liquid-phase CaO-Al
2O
3-SiO
2-MgO. These particles do not melt and form a new liquid inclusion but mechanically coalesce together.
Almost all the detected inclusions effective at inducing IAFs are found to be CaO-Al2O3-SiO2-MgO-TiOx-based inclusions. It can be confirmed that CaO-Al2O3-SiO2-MgO-TiOx-based inclusions are effective nucleation sites for IAF promotion while CaO-Al2O3-SiO2-based inclusions are ineffective at inducing IAFs. The above three elementary distribution analyses also prove the formation mechanism of CaO-Al2O3-SiO2-MgO-TiOx-based inclusions due to the combination of particles from refining slag and deoxidization products. Then, different phases precipitate in order during the cooling process after secondary refining.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}