
Effects of Heat Treatment on the Microstructure Evolution and Mechanical Properties of Selective Laser Melted TC4 Titanium Alloy

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
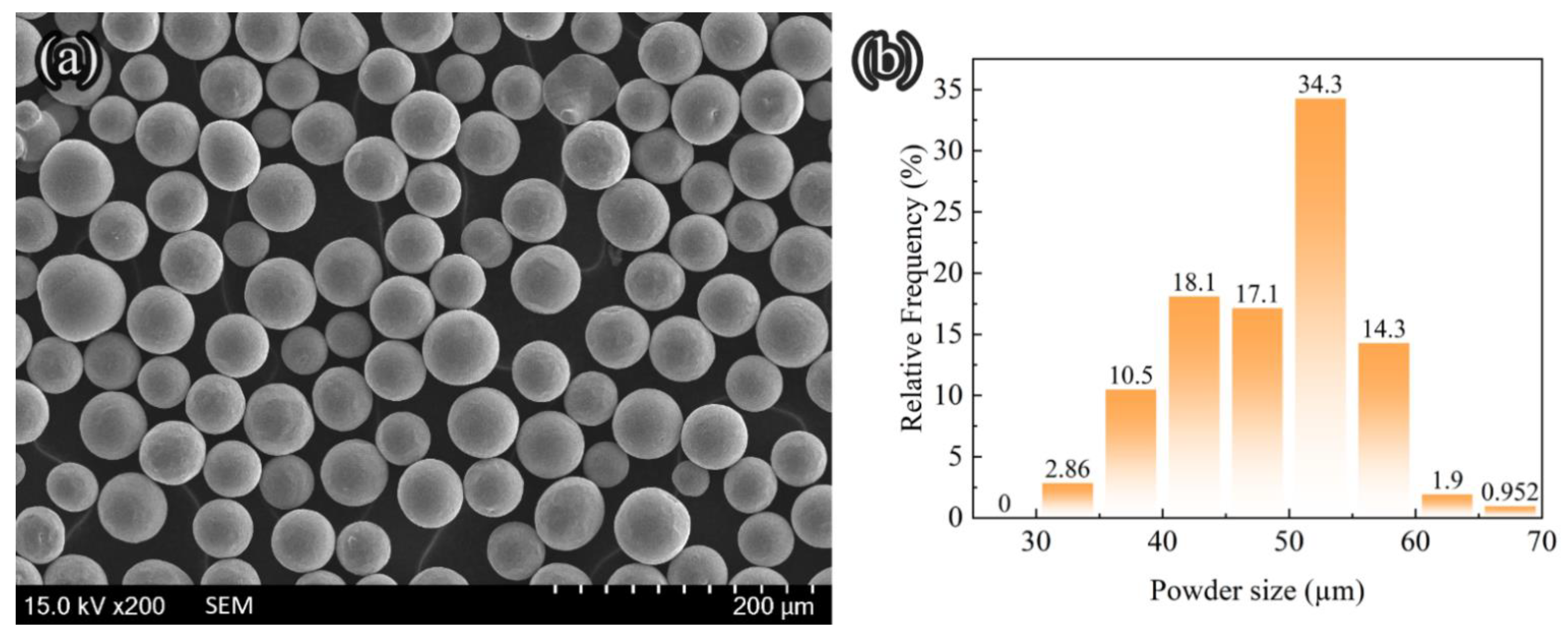
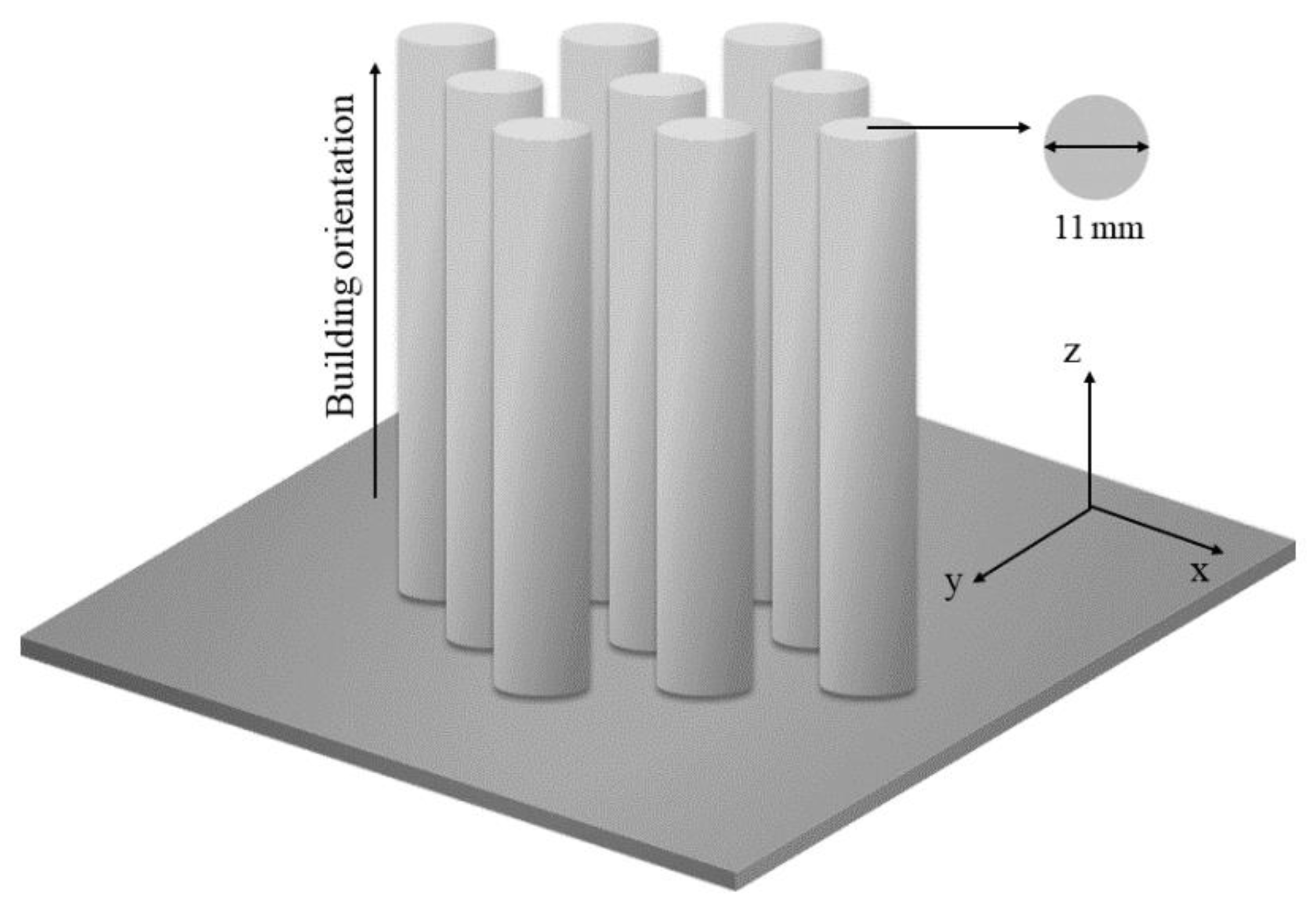
2. Materials and Experiments
3. Results and Discussion
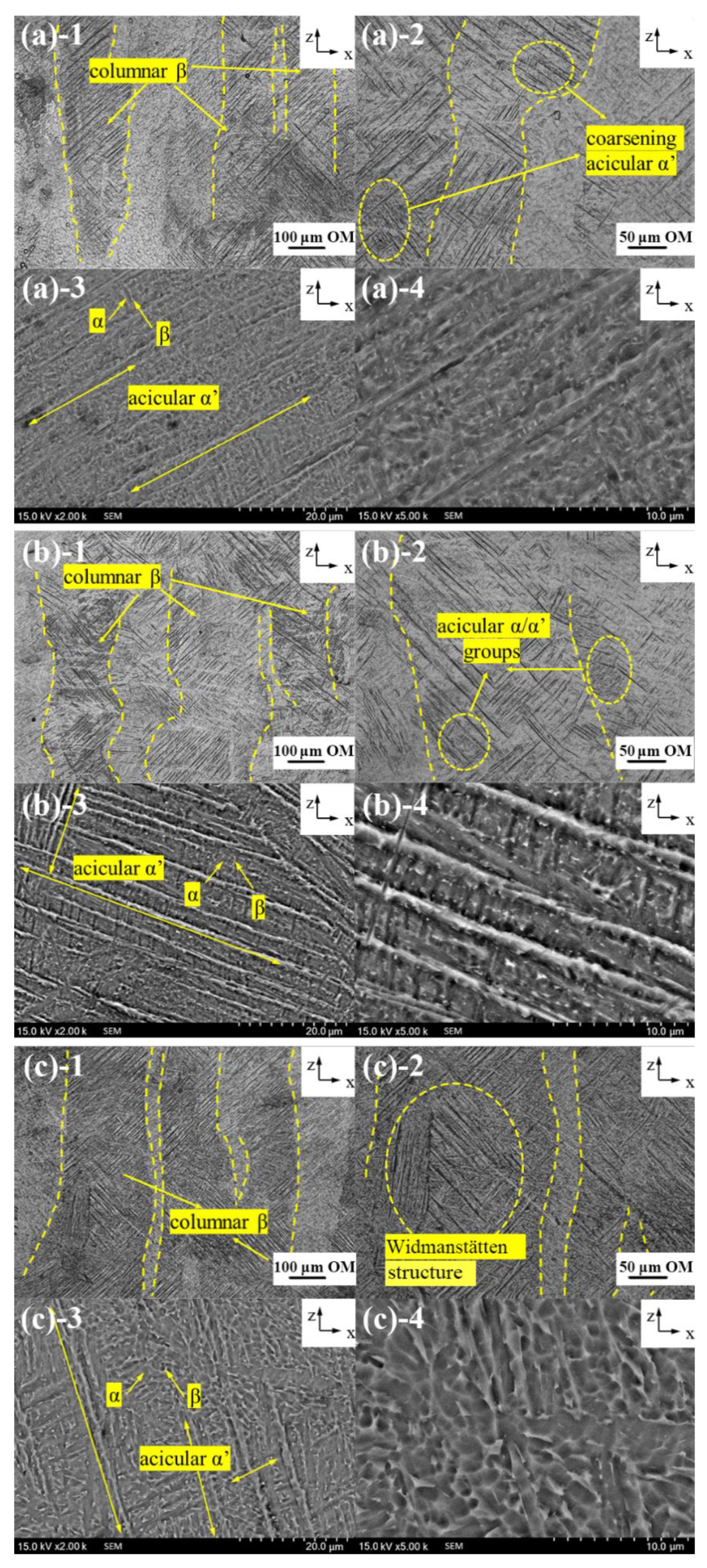
3.1. Microstructure
3.1.1. Aging Treatment
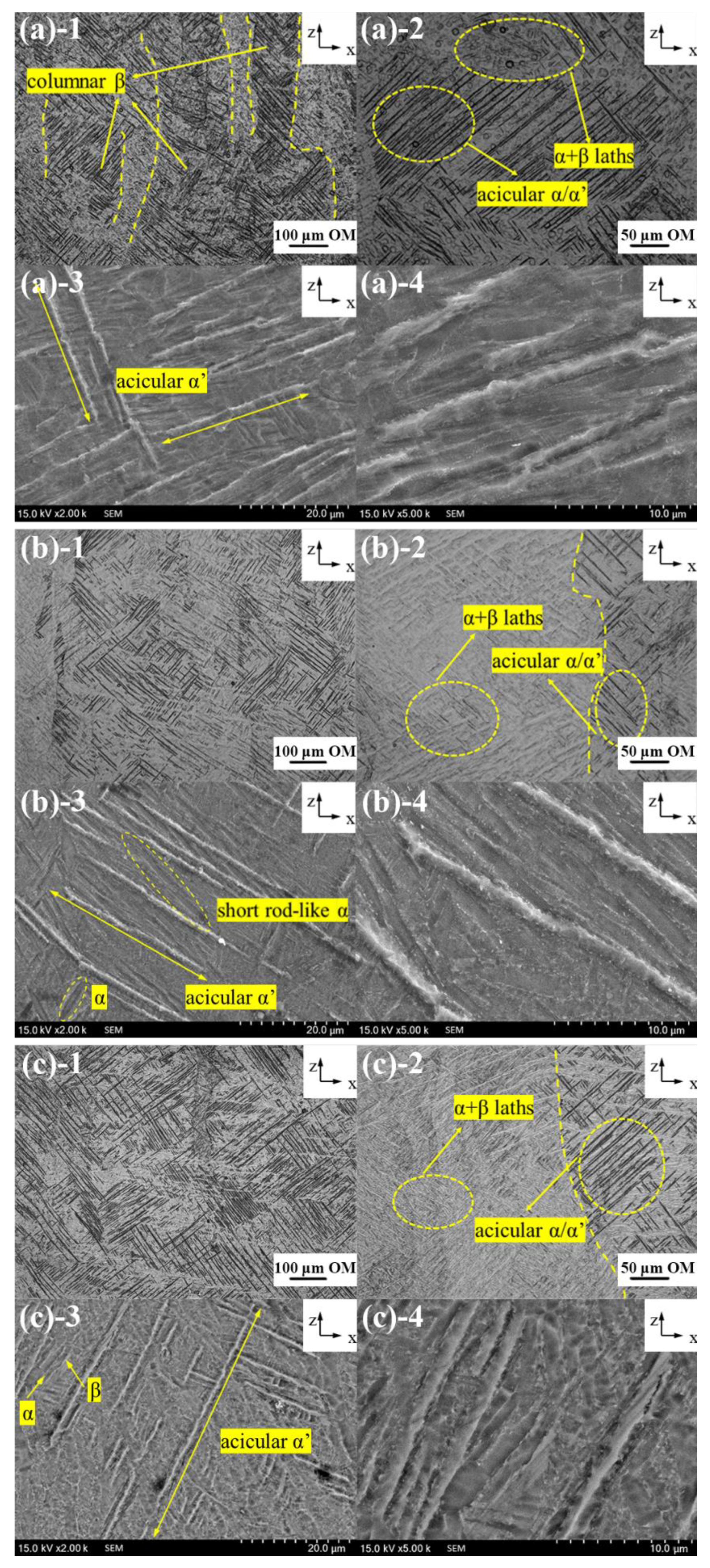
3.1.2. Solution Aging Treatment
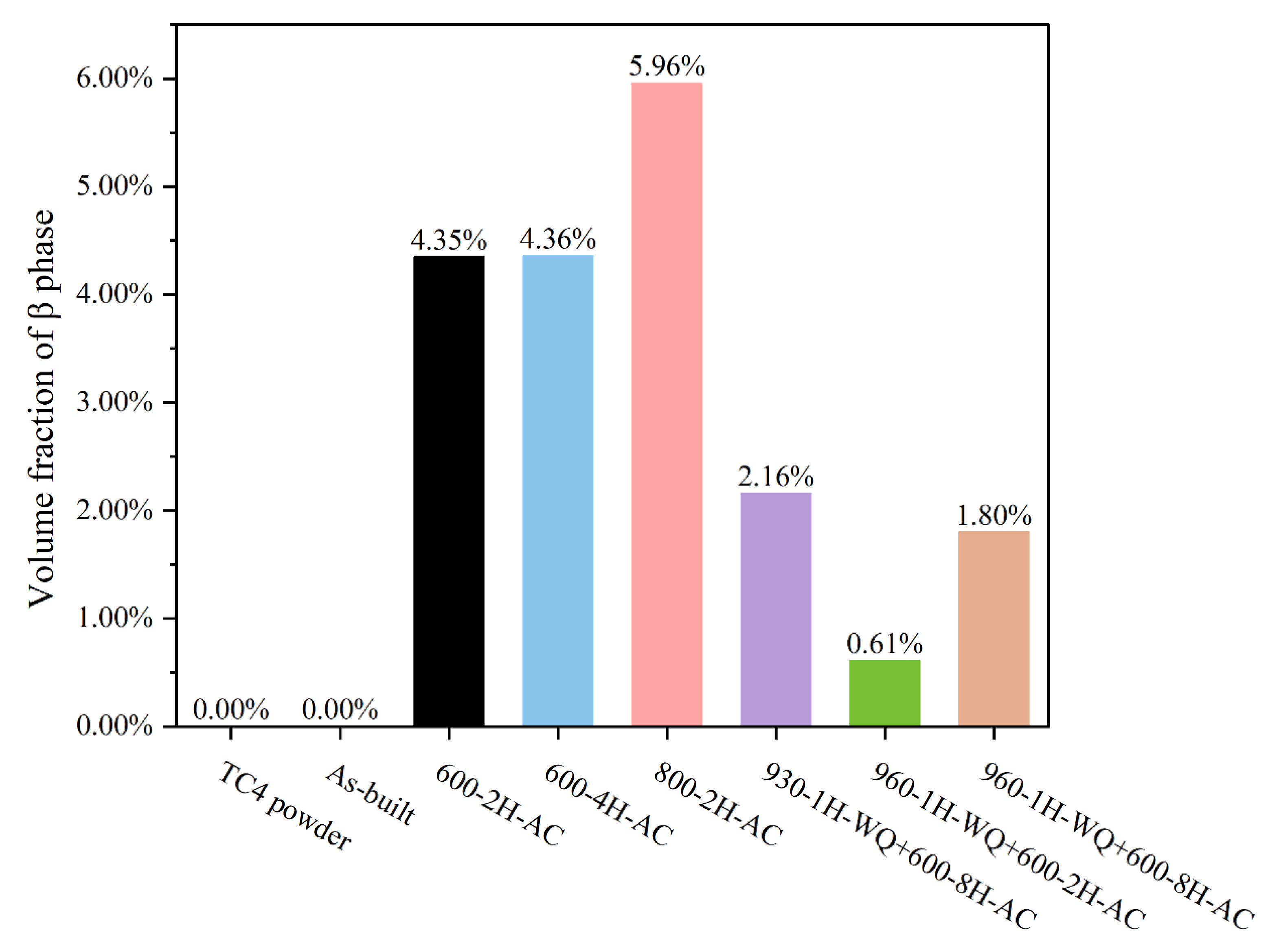
3.2. XRD Scanning Test
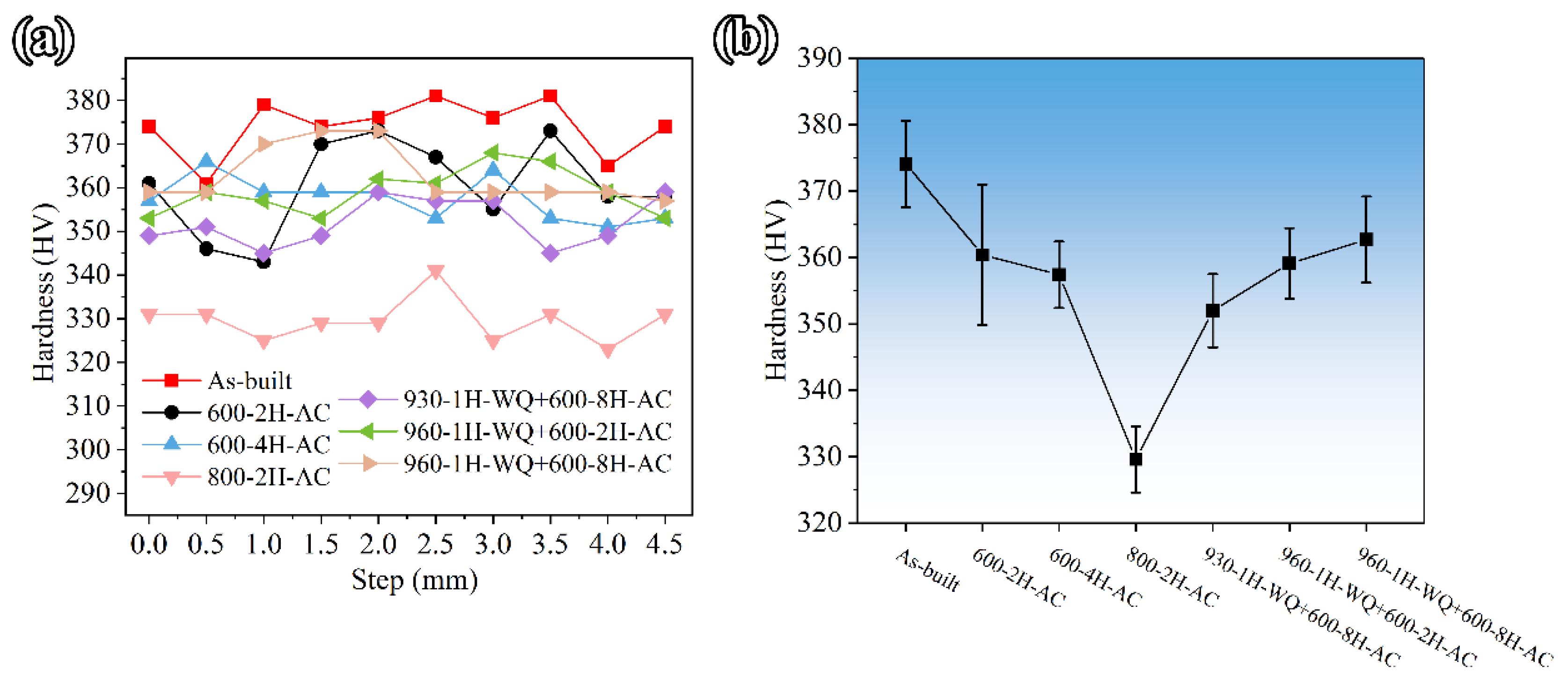
3.3. Hardness
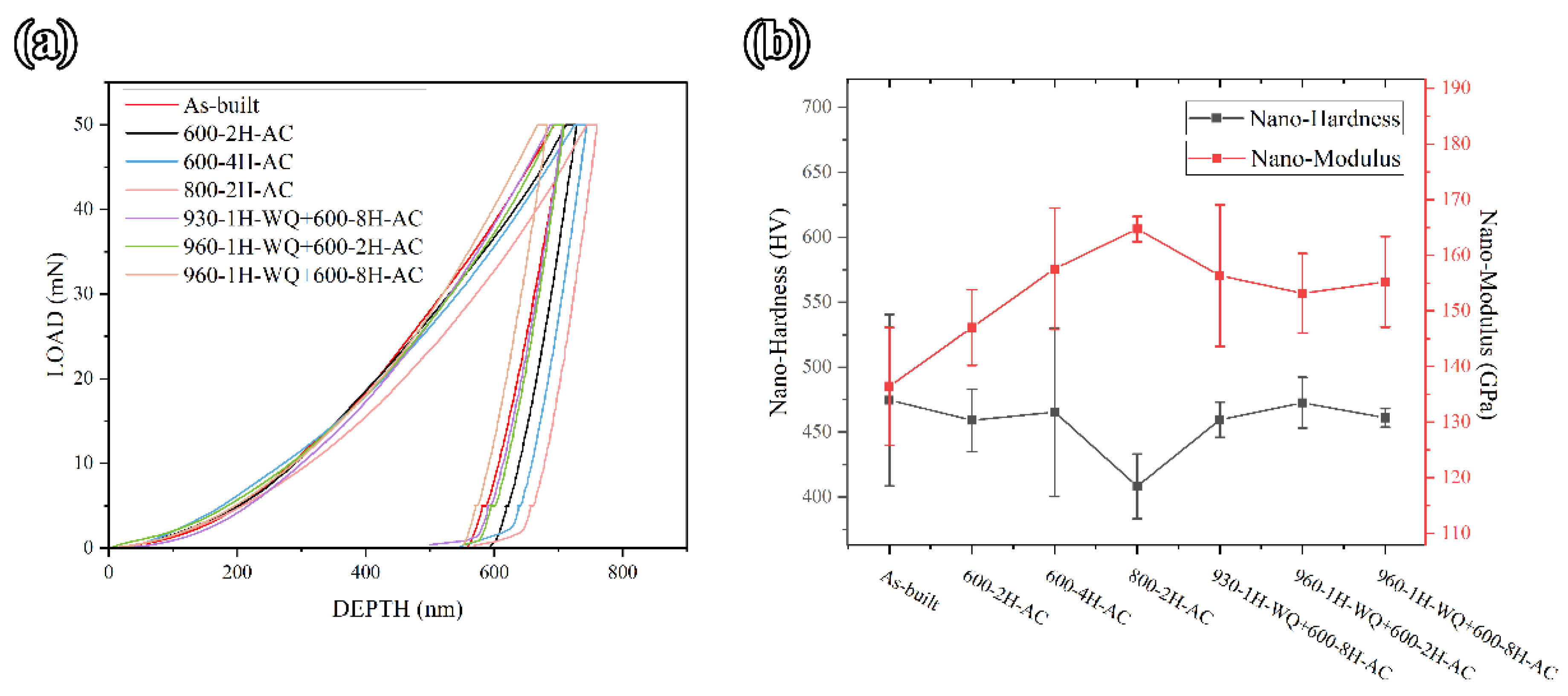
3.4. Nano Indentation
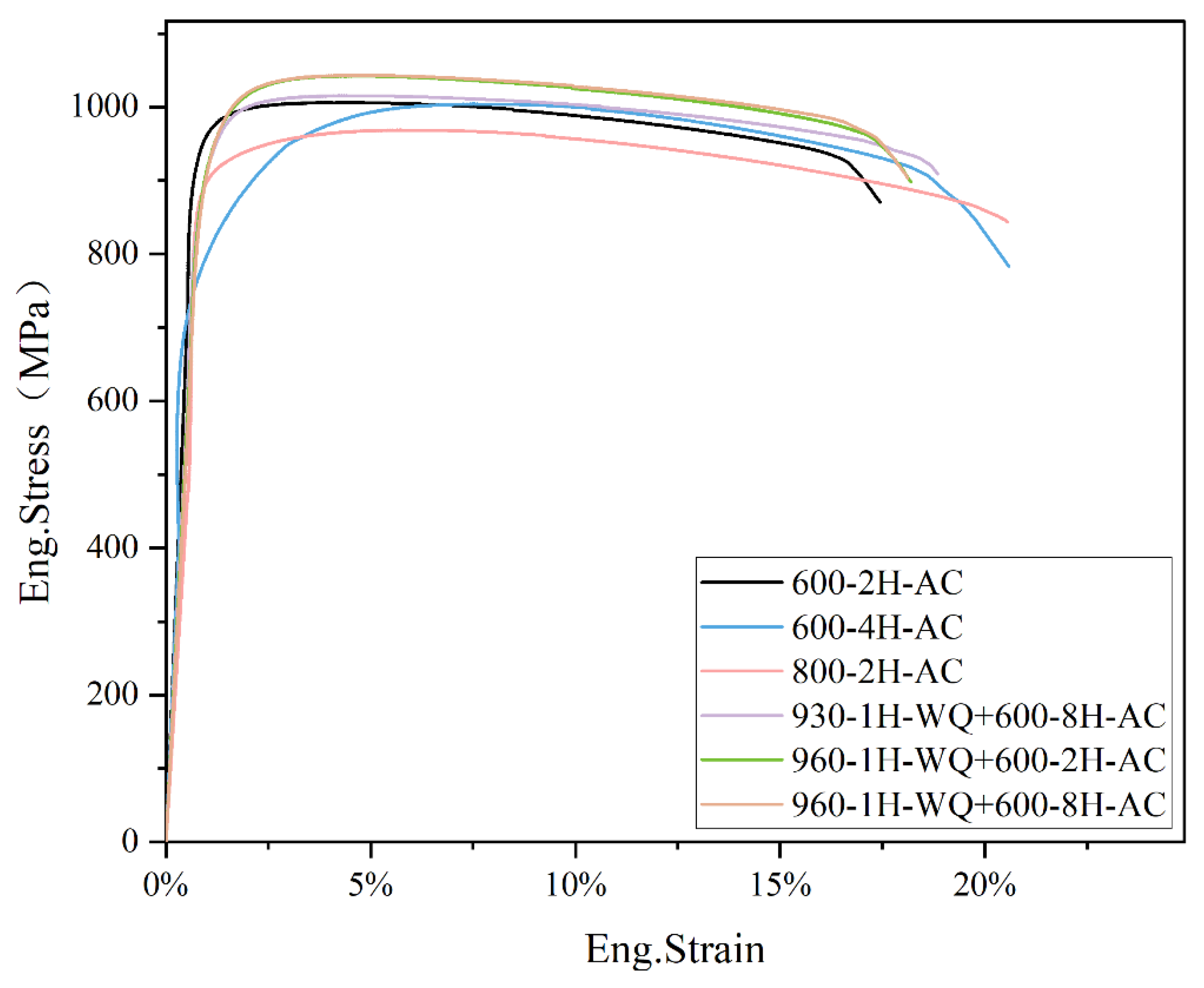
3.5. Static Tensile Test
4. Conclusions
- The microstructure of SLM TC4 was related to the methods of heat treatment. With an increasing temperature of the aging treatment, the metastable α′ phase of SLM TC4 decomposed into α + β mixed microstructure and the α/α′ phase grew coarser, as well as the β phase. With the solid-solution aging treatment, the phase transformation of the β phase first occurred, and the β phase was transformed into the α′ martensite phase in the solid-solution treatment, whereas the aging treatment led to the decomposition of the metastable α’ phase into α + β laths.
- The content of microstructures of SLM TC4 varied with different heat treatments. During the aging treatments, the fraction of β phase in samples increased as the temperature rose. Nevertheless, the fraction of β phase in samples decreased after the solution aging treatments and was intended to reduce with the drop in solution temperature.
- The Vickers hardness of SLM TC4 decreased and increased with the increase in temperature during the aging treatments and solid-solution aging treatments, respectively. The heat treatment process had little effect on the modulus of elasticity of SLM TC4. Under the indentation size effect of the nanoindentation technique, the measured hardness was numerically much larger than Vickers hardness, while the variation pattern was similar to that of Vickers hardness.
- SLM TC4 was characterized by high strength and low plasticity. With the aging treatment, as the temperature increased, the strength of titanium alloy decreased, and plasticity increased. With the solution aging treatment, as the temperature increased, the strength increased, and plasticity decreased. The best mechanical properties were obtained using water quenching after holding at 960 °C for 1 h and air cooling after holding at 600 °C for 8 h.
Contributions, Shortcomings, and Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prashanth, K.G. Selective laser melting: Materials and Applications. J. Manuf. Mater. Process. 2020, 4, 13. [Google Scholar] [CrossRef] [Green Version]
- Barriobero-Vila, P.; Vallejos, J.M.; Gussone, J.; Haubrich, J.; Kelm, K.; Stark, A.; Schell, N.; Requena, G. Interface-Mediated Twinning-Induced Plasticity in a Fine Hexagonal Microstructure Generated by Additive Manufacturing. Adv. Mater. 2021, 33, 2105096. [Google Scholar] [CrossRef] [PubMed]
- Gussone, J.; Bugelnig, K.; Barriobero-Vila, P.; da Silva, J.C.; Hecht, U.; Dresbach, C.; Sket, F.; Cloetens, P.; Stark, A.; Schell, N. Ultrafine eutectic Ti-Fe-based alloys processed by additive manufacturing–A new candidate for high temperature applications. Appl. Mater. Today 2020, 20, 100767. [Google Scholar] [CrossRef]
- Liu, F.; He, C.; Chen, Y.; Zhang, H.; Wang, Q.; Liu, Y. Effects of defects on tensile and fatigue behaviors of selective laser melted titanium alloy in very high cycle regime. Int. J. Fatigue 2020, 140, 105795. [Google Scholar] [CrossRef]
- Pramanik, A. Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M. Selective laser melting of aluminum and titanium matrix composites: Recent progress and potential applications in the aerospace industry. Aerospace 2020, 7, 77. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.S. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Mukalay, T.A.; Trimble, J.A.; Mpofu, K.; Muvunzi, R. A systematic review of process uncertainty in Ti6Al4V-selective laser melting. CIRP J. Manuf. Sci. Technol. 2022, 36, 185–212. [Google Scholar] [CrossRef]
- Sieniawski, J.; Ziaja, W.; Kubiak, K.; Motyka, M. Microstructure and mechanical properties of high strength two-phase titanium alloys. Titan. Alloy. Adv. Prop. Control. 2013, 4, 69–80. [Google Scholar]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. Fatigue performance of selective laser melted Ti6Al4V components: State of the art. Mater. Res. Express 2018, 6, 012002. [Google Scholar] [CrossRef]
- Günther, J.; Leuders, S.; Koppa, P.; Tröster, T.; Henkel, S.; Biermann, H.; Niendorf, T. On the effect of internal channels and surface roughness on the high-cycle fatigue performance of Ti-6Al-4V processed by SLM. Mater. Des. 2018, 143, 1–11. [Google Scholar] [CrossRef]
- Murr, L.; Quinones, S.; Gaytan, S.; Lopez, M.; Rodela, A.; Martinez, E.; Hernandez, D.; Martinez, E.; Medina, F.; Wicker, R. Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Qiu, C.; Adkins, N.J.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Jardini, A.; Fogagnolo, J. Microstructure and mechanical behavior of porous Ti–6Al–4V parts obtained by selective laser melting. J. Mech. Behav. Biomed. Mater. 2013, 26, 98–108. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Mater. Des. 2012, 35, 120–125. [Google Scholar] [CrossRef]
- Van Bael, S.; Vandenbroucke, B.; Kerckhofs, G.; Schrooten, J.; Kruth, J.-P. Design and production of bone scaffolds with selective laser melting. In Proceedings of the TMS 2009, San Francisco, CA, USA, 15–19 February 2009. [Google Scholar]
- Vandenbroucke, B.; Kruth, J.-P. Direct digital manufacturing of complex dental prostheses. In Bio-Materials and Prototyping Applications in Medicine; Springer: Berlin/Heidelberg, Germany, 2008; pp. 109–124. [Google Scholar]
- Wycisk, E.; Emmelmann, C.; Siddique, S.; Walther, F. High cycle fatigue (HCF) performance of Ti-6Al-4V alloy processed by selective laser melting. Adv. Mater. Res. 2013, 816–817, 134–139. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J. Alloy Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, M.; Liu, Y.; Sercombe, T.B.; Wang, S.; Hao, Y.; Yang, R.; Murr, L.E. Comparison of the microstructures and mechanical properties of Ti–6Al–4V fabricated by selective laser melting and electron beam melting. Mater. Des. 2016, 95, 21–31. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Kumar, P.; Prakash, O.; Ramamurty, U. Micro-and meso-structures and their influence on mechanical properties of selectively laser melted Ti-6Al-4V. Acta Mater. 2018, 154, 246–260. [Google Scholar] [CrossRef]
- Eyzat, Y.; Chemkhi, M.; Portella, Q.; Gardan, J.; Remond, J.; Retraint, D. Characterization and mechanical properties of As-Built SLM Ti-6Al-4V subjected to surface mechanical post-treatment. Procedia CIRP 2019, 81, 1225–1229. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Ramamurty, U. Microstructural optimization through heat treatment for enhancing the fracture toughness and fatigue crack growth resistance of selective laser melted Ti6Al4V alloy. Acta Mater. 2019, 169, 45–59. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, J.; Li, S.; Hou, W.; Hao, Y.; Yang, R. The effect of part size on the microstructure and mechanical properties of EBM Ti–6Al–4V alloys. Rare Metal Mater. Eng. 2014, 2014, 161–164. [Google Scholar]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Singla, A.K.; Singh, J.; Sharma, V.S. Impact of Cryogenic Treatment on Mechanical Behavior and Microstructure of Ti-6Al-4V ELI Biomaterial. J. Mater. Eng. Perform. 2019, 28, 5931–5945. [Google Scholar] [CrossRef]
- Shaikh, A.; Kumar, S.; Dawari, A.; Kirwai, S.; Patil, A.; Singh, R. Effect of temperature and cooling rates on the α+ β morphology of Ti-6Al-4V alloy. Procedia Struct. Integr. 2019, 14, 782–789. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Caram, R.; Jardini, A.; Fogagnolo, J. Ductility improvement due to martensite α′ decomposition in porous Ti–6Al–4V parts produced by selective laser melting for orthopedic implants. J. Mech. Behav. Biomed. Mater. 2016, 54, 149–158. [Google Scholar] [CrossRef]
- Peters, M.; Lütjering, G.; Ziegler, G. Control of microstructures of (α+ β)-titanium alloys. Int. J. Mater. Res. 1983, 74, 274–282. [Google Scholar] [CrossRef]
- Murr, L.; Esquivel, E.; Quinones, S.; Gaytan, S.; Lopez, M.; Martinez, E.; Medina, F.; Hernandez, D.; Martinez, E.; Martinez, J. Microstructures and mechanical properties of electron beam-rapid manufactured Ti–6Al–4V biomedical prototypes compared to wrought Ti–6Al–4V. Mater. Charact. 2009, 60, 96–105. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α+ β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Kaschel, F.; Vijayaraghavan, R.; Shmeliov, A.; McCarthy, E.; Canavan, M.; McNally, P.; Dowling, D.; Nicolosi, V.; Celikin, M. Mechanism of stress relaxation and phase transformation in additively manufactured Ti-6Al-4V via in situ high temperature XRD and TEM analyses. Acta Mater. 2020, 188, 720–732. [Google Scholar] [CrossRef]
- Lin, Y.; Tang, Y.; Zhang, X.-Y.; Chen, C.; Yang, H.; Zhou, K.-C. Effects of solution temperature and cooling rate on microstructure and micro-hardness of a hot compressed Ti-6Al-4V alloy. Vacuum 2019, 159, 191–199. [Google Scholar] [CrossRef]
- Cain, V.; Thijs, L.; Humbeeck, J.V.; Hooreweder, B.V.; Knutsen, R. Crack propagation and fracture toughness of Ti6Al4V alloy produced by selective laser melting. Addit. Manuf. 2015, 5, 68–76. [Google Scholar] [CrossRef]
- Singla, A.K.; Banerjee, M.; Sharma, A.; Singh, J.; Bansal, A.; Gupta, M.K.; Khanna, N.; Shahi, A.; Goyal, D.K. Selective laser melting of Ti6Al4V alloy: Process parameters, defects and post-treatments. J. Manuf. Processes 2021, 64, 161–187. [Google Scholar] [CrossRef]
- Zhecheva, A.; Sha, W.; Malinov, S.; Long, A. Enhancing the microstructure and properties of titanium alloys through nitriding and other surface engineering methods. Surf. Coat. Technol. 2005, 200, 2192–2207. [Google Scholar] [CrossRef]
- Bloyce, A.; Qi, P.-Y.; Dong, H.; Bell, T. Surface modification of titanium alloys for combined improvements in corrosion and wear resistance. Surf. Coat. Technol. 1998, 107, 125–132. [Google Scholar] [CrossRef]
- Udalov, A.; Parshin, S.; Udalov, A. Indentation size effect during measuring the hardness of materials by pyramidal indenter. Mater. Today Proc. 2019, 19, 2034–2036. [Google Scholar] [CrossRef]
- Wang, B.; Cheng, L.; Cui, W.; Chen, X.; Wang, C.; Li, D. Effect of forging process on high cycle and very high cycle fatigue properties of TC4 titanium alloy under three-point bending. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2054–2069. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Cai, C.; Zhang, L.; Shi, Y. Tailorable microstructure and mechanical properties of selective laser melted TiB/Ti-6Al-4V composite by heat treatment. Adv. Powder Mater. 2021, 1, 100010. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Temperature (°C) | Laser Power (W) | Scanning Orientation (°) | Light Spot Diameter (mm) | Scanning Speed (mm/s) | Straight Line Offset (mm) | Layer Thickness (μm) |
|---|---|---|---|---|---|---|
| 60 | 500 | 90 | 0.08 | 1010 | 0.2 | 22 |
| Sample | Temperature (°C) | Holding Time (h) | Cooling Ways |
|---|---|---|---|
| 1 | 600 | 2 | AC |
| 2 | 600 | 4 | AC |
| 3 | 800 | 2 | AC |
| 4 | 930 | 1 | WQ |
| 600 | 8 | AC | |
| 5 | 960 | 1 | WQ |
| 600 | 2 | AC | |
| 6 | 960 | 1 | WQ |
| 600 | 8 | AC |
| Sample | Heat Treatments | Average Hardness (HV) |
|---|---|---|
| 0 | - | 374 ± 7 |
| 1 | 600 °C-2H-AC | 360 ± 11 |
| 2 | 600 °C-4H-AC | 357 ± 5 |
| 3 | 800 °C-2H-AC | 330 ± 5 |
| 4 | 930 °C-1H-WQ + 600 °C-8H-AC | 352 ± 6 |
| 5 | 960 °C-1H-WQ + 600 °C-2H-AC | 359 ± 5 |
| 6 | 960 °C-1H-WQ + 600 °C-8H-AC | 363 ± 6 |
| Sample | Heat Treatments | Nano-Hardness (HV) | Nano-Modulus (GPa) |
|---|---|---|---|
| 0 | - | 475 ± 66 | 136 ± 11 |
| 1 | 600 °C-2H-AC | 459 ± 24 | 147 ± 7 |
| 2 | 600 °C-4H-AC | 465 ± 65 | 157 ± 11 |
| 3 | 800 °C-2H-AC | 408 ± 25 | 165 ± 2 |
| 4 | 930 °C-1H-WQ+600 °C-8H-AC | 459 ± 13 | 156 ± 13 |
| 5 | 960 °C-1H-WQ+600 °C-2H-AC | 472 ± 20 | 153 ± 7 |
| 6 | 960 °C-1H-WQ+600 °C-8H-AC | 461 ± 7 | 155 ± 8 |
| Sample | Heat Treatments | Tensile Strength (MPa) | Elongation (%) | Modulus (GPa) |
|---|---|---|---|---|
| 0 | - | 1079 ± 12 | 19 ± 1 | 116 ± 4 |
| 1 | 600 °C-2H-AC | 996 ± 9 | 17 ± 3 | 136 ± 8 |
| 2 | 600 °C-4H-AC | 1006 ± 3 | 23 ± 4 | 122 ± 6 |
| 3 | 800 °C-2H-AC | 991 ± 19 | 22 ± 2 | 104 ± 2 |
| 4 | 930 °C-1H-WQ + 600 °C-8H-AC | 1011 ± 14 | 17 ± 3 | 121 ± 11 |
| 5 | 960 °C-1H-WQ + 600 °C-2H-AC | 1048 ± 8 | 17 ± 2 | 124 ± 13 |
| 6 | 960 °C-1H-WQ + 600 °C-8H-AC | 1044 ± 1 | 18 ± 0 | 134 ± 8 |
| Forged | - | 975 ± 14 | 16 ± 2 | 114 ± 3 [42] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Cui, W.; Wang, Y.; Long, Y.; Liu, F.; Liu, Y. Effects of Heat Treatment on the Microstructure Evolution and Mechanical Properties of Selective Laser Melted TC4 Titanium Alloy. Metals 2022, 12, 702. https://doi.org/10.3390/met12050702
Liu X, Cui W, Wang Y, Long Y, Liu F, Liu Y. Effects of Heat Treatment on the Microstructure Evolution and Mechanical Properties of Selective Laser Melted TC4 Titanium Alloy. Metals. 2022; 12(5):702. https://doi.org/10.3390/met12050702
Chicago/Turabian StyleLiu, Xiaohang, Wanqi Cui, Yunru Wang, Yihao Long, Fulin Liu, and Yongjie Liu. 2022. "Effects of Heat Treatment on the Microstructure Evolution and Mechanical Properties of Selective Laser Melted TC4 Titanium Alloy" Metals 12, no. 5: 702. https://doi.org/10.3390/met12050702